JP2013154357A - バーリング加工装置 - Google Patents
バーリング加工装置 Download PDFInfo
- Publication number
- JP2013154357A JP2013154357A JP2012015091A JP2012015091A JP2013154357A JP 2013154357 A JP2013154357 A JP 2013154357A JP 2012015091 A JP2012015091 A JP 2012015091A JP 2012015091 A JP2012015091 A JP 2012015091A JP 2013154357 A JP2013154357 A JP 2013154357A
- Authority
- JP
- Japan
- Prior art keywords
- burring
- punch
- pipe material
- die
- case
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000463 material Substances 0.000 claims abstract description 80
- 238000004140 cleaning Methods 0.000 claims description 16
- 238000004080 punching Methods 0.000 claims description 9
- 230000002093 peripheral effect Effects 0.000 claims description 5
- 230000000149 penetrating effect Effects 0.000 claims description 2
- 238000000034 method Methods 0.000 abstract description 9
- 239000007769 metal material Substances 0.000 abstract 1
- 238000003780 insertion Methods 0.000 description 5
- 230000037431 insertion Effects 0.000 description 5
- 239000002699 waste material Substances 0.000 description 5
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 238000007664 blowing Methods 0.000 description 1
- 238000005219 brazing Methods 0.000 description 1
- 230000001680 brushing effect Effects 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
Images






Landscapes
- Punching Or Piercing (AREA)
Abstract
【課題】細径又は金属材料のパイプ材に対し高精度に繰り返しバーリング加工する。
【解決手段】ケース6に、バーリングパンチ5と、バーリングパンチ5をその場で保持するボールプランジャー8と、バーリングパンチ5が摺動するときに、クランプ部41でパイプ材Pの一側をクランプし、受容空間42でバーリングパンチ5を受容するバーリングダイ5とを収容してバーリング加工装置1を構成し、ダイシフター7の先端部71で溝カムの仕組みにより移動させてバーリングダイ4にパイプ材Pの一側をクランプさせ、ボールプランジャー8に保持させたバーリングパンチ5を、カムレバー21の先端部211の傾斜摺動面211aで下向きに摺動させて穿孔を形成し、パンチプッシャー3の先端部31を上昇させ、バーリングダイ4及び穿孔を貫通させてバーリングパンチ5を原位置に押し戻す一連のバーリング加工を実施する。
【選択図】図2
【解決手段】ケース6に、バーリングパンチ5と、バーリングパンチ5をその場で保持するボールプランジャー8と、バーリングパンチ5が摺動するときに、クランプ部41でパイプ材Pの一側をクランプし、受容空間42でバーリングパンチ5を受容するバーリングダイ5とを収容してバーリング加工装置1を構成し、ダイシフター7の先端部71で溝カムの仕組みにより移動させてバーリングダイ4にパイプ材Pの一側をクランプさせ、ボールプランジャー8に保持させたバーリングパンチ5を、カムレバー21の先端部211の傾斜摺動面211aで下向きに摺動させて穿孔を形成し、パンチプッシャー3の先端部31を上昇させ、バーリングダイ4及び穿孔を貫通させてバーリングパンチ5を原位置に押し戻す一連のバーリング加工を実施する。
【選択図】図2
Description
本発明は、パンチによりパイプ材を内部から打ち抜いて、パイプ材に周縁が外方向に環状に突出する穿孔を形成するバーリング加工装置に関し、特に、細径のパイプ材のバーリング加工で威力を発揮するバーリング加工装置に関する。
パイプに枝管や分岐管を設けて配管を構成するに際し、T字継手、Y字継手等を用いる例が公知である。しかし、T字継手、Y字継手等の利用は、ろう付け等の接合箇所が多く、コスト高となる問題がある。また、接合箇所が多いということは、必然的に接合不良のリスクを高めてしまう。一方、パイプの側壁に直接バーリング加工を施して穿孔を形成し、この穿孔に枝管等を接合すれば、コスト低減とともに接合箇所の接合不良等を防止することが期待される。例えば、下記特許文献1に、パイプ材の壁に内部からパンチにより下穴を打ち抜き、その周縁を外方向に環状に突出させる装置が提案されている。
下記特許文献1で提案されたバーリング加工装置は、パイプ材を保持するクランプ機構と、バーリング加工用のパンチを収納した状態でパイプ材の穴内に挿入される略筒状のパンチホルダーと、パンチホルダー後端を固着する摺動台車と、摺動台車を貫通し、パンチホルダー内のパンチと前端部が組み合わされて後方に延びるカムロッドと、カムロッドの後端に設置されカムロッドをその軸方向に前後駆動する駆動機構と、ストッパー機構とから構成されている。特に、パンチとカムロッドとの間で構築されるカムは、カムロッド先端部の傾斜凹溝と、パンチの傾斜凸部との形状に基づいた嵌合(いわゆる溝カム)によって達成され、カムロッドの前後駆動に対応してパンチがそれぞれ摺動する(上下に駆動する)ようにされている。
しかし、上記特許文献1のような溝カムに基づくバーリング加工は、細径のパイプ材に適用することが困難である。細径であるため、カムロッド先端部の傾斜凹溝の構造、パンチの傾斜凸部の構造が必然的に微細となって溝カムを構成し難く、仮に構成しようとすれば、高価で高度な微細加工技術が求められるからである。また、微細な構造は消耗が激しく、硬質材料のパイプ材をバーリング加工すれば、早期に溝カムが機能しなくなる虞がある。さらに、細径のパイプ材に適用する溝カムは、パンチの傾斜凸部の構造がパンチの側面面積を占有し、パンチのストロークに影響が及ぶという問題もある。
本発明は、上記実情に鑑み提案され、溝カムの構成を採用せず、特に、簡素な構成で細径のパイプ材のバーリング加工で特に威力を発揮するバーリング加工装置を提供することを目的とする。また、硬質材料のパイプ材に対し、高精度のバーリング加工を長期にわたって可能にするバーリング加工装置を提供するという目的もある。
上記目的を達成するために、本発明は、パンチによりパイプ材を内部から打ち抜いて、前記パイプ材に周縁が外方向に環状に突出する穿孔を形成するバーリング加工装置において、前記パンチをカムにより先端部で打ち抜き方向へ摺動させる棒状部材と、前記パンチが摺動するまでの間、前記パンチをその場で保持する保持部材と、前記パンチが摺動するときに、前記パイプ材の一側をクランプするクランプ部及び、このクランプ部に包囲されて形成され、摺動した前記パンチ及び前記パイプ材から発生する穿孔カスを受容する受容空間を有するバーリングダイと、前記バーリングダイを移動させ、前記クランプ部に前記パイプ材の一側をクランプさせるダイシフターと、前記パンチが摺動した後に、前記受容部に受容された前記パンチを摺動する前の位置に戻すパンチプッシャーと、前記バーリングダイを収容する収容部を有する下側ケース部及び、前記パイプ材の他側をクランプする上側ケース部からなり、前記パイプ材に貫通される貫通孔が前記下側ケース部及び前記上側ケース部に跨るようにして形成されているケースとが備えられて構成されることを特徴とする。
また、本発明は、上記バーリング加工装置の構成に加え、クランプ部がパイプ材の一側をクランプしたときに受容空間と外部とが連通するケース孔部が下側ケース部に設けられ、ケース孔部及び受容空間を掃除する清掃手段が備えられ、清掃手段によって、穿孔カスが受容空間に受容されたと同時に外部へ排出される構成を備えることを特徴とする。
本発明では、パンチをカムにより先端部で打ち抜き方向へ摺動させる棒状部材と、パンチが摺動するまでの間、パンチをその場で保持する保持部材と、パンチを摺動する前の位置に戻すパンチプッシャーとで、いわゆる溝カムの嵌合構造を採用することなく、パンチを上下摺動させて、パイプ材に穿孔を形成するバーリング加工を行うことができる。また、棒状部材、保持部材、パンチプッシャーという3つの部材でパンチを摺動させ、原位置に戻すことができるので簡素な構成のバーリング加工装置を提供することができる。
したがって、カムロッド先端部の傾斜凹溝の構造、パンチの傾斜凸部の構造を形成する必要がなくなって、特に、細径のパイプ材のバーリング加工に好適なバーリング加工装置を提供することができる。カムに微細な構造が存在しないので、硬質材料のパイプ材であってもバーリング加工を長期にわたって繰り返し実行することができる。パンチは、傾斜凸部等の構造によって側面面積が占有されず、そのストロークに影響が及ぶこともない。さらに、パンチを上下摺動させる仕組みを構築するのに必要な部材の他は、バーリングダイ及びダイシフター等が必要な限りで、従来の装置と比べ増える部材点数を抑えることができ、このような観点からも簡素な構成のバーリング加工装置を達成しているということができる。
また、本発明では、クランプ部がパイプ材の一側をクランプしたときに受容空間と外部とが連通するケース孔部が下側ケース部に設けられ、ケース孔部及び受容空間を掃除する清掃手段が備えられて構成される。これにより、清掃手段によって穿孔カスが受容空間に受容されたと同時に外部へ排出されるため、容易に且つ効率的に穿孔カスを外部へ排出することができる。すなわち、パイプ材のバーリング加工を効率的に行えるバーリング加工装置を提供することができる。
以下、本発明に係る一実施形態を、図面を参照しながら例示して説明する。なお、この実施形態は、本発明の構成を具現化した例示に過ぎず、特許請求の範囲に記載した事項を逸脱することがなければ種々の設計変更を行うことができる。
本発明は、図2等に示すように、いわゆる溝カムの嵌合構造を採用することなく、カムレバー21、パンチプッシャー3、バーリングダイ4等により、パンチとしてのバーリングパンチ5を上下摺動させてパイプ材Pを内部から打ち抜き、パイプ材Pに周縁が外方向に環状に突出する穿孔を形成する構成を具備するバーリング加工装置1である。
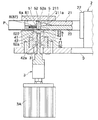
本発明に係るバーリング加工装置1は概略、図1(a)に示すように、筐体から一部が突出しているカムレバー及び、パイプ材Pの一端を固定するパイプガイド22が設けられるとともに、カムレバーを直線駆動させるための動力源であって、機械、油圧又は空圧により動力を発生するアクチュエーター2Aを含んで構成されるレバー駆動本体2と、パイプ材Pに穿孔を形成したバーリングパンチ5を摺動する前の位置(原位置)に押し戻すパンチプッシャー3と、パイプ材Pに穿孔を形成する場であって、バーリングダイ、バーリングパンチ等が収容され、パイプ材Pが貫通する貫通孔6aが形成されているケース6とを備えている。また、図1(b)に示すように、ケース6に収容されたバーリングダイ4を溝カムにより移動させ、バーリングパンチ5が摺動するときにバーリングダイ4にパイプ材Pの一側をクランプさせるダイシフター7を備えている。
カムレバー21は、図2に示すように、その先端部211に先端へ向けて上昇する傾斜摺動面211aが形成されている。この先端部211はケース6の貫通孔6aへ挿入され、カムレバー21の直線(前進)駆動により、その傾斜摺動面211aでバーリングパンチ5を打ち抜き方向(図2において下向き)に摺動させる。また、レバー駆動本体2には、動作の確実のため、カムレバー21の直線駆動を案内するレバーガイド23が設けられている。本実施形態において、レバーガイド23は棒板状で、一部がケース6の貫通孔6aにカムレバー21と共に挿入され、この挿入された部分に、バーリングパンチ5が摺動するときに通過するパンチ通過孔23aが形成されている。
パンチプッシャー3は、棒状の先端部31を有するプッシャー本体及び、このプッシャー本体を直線駆動させるための動力源であって、機械、油圧又は空圧により動力を発生するアクチュエーター3Aを含んで構成されている。プッシャー本体は、アクチュエーター3Aから入力されるエネルギーに基づき、その先端部31でバーリングパンチ5を押し戻す方向(図2において上向き)に摺動させ、バーリングパンチ5をバーリング加工前の原位置に押し戻す役割を果たす。したがって、先端部31はパイプ材Pに形成される穿孔より小径である。
ケース6は、図1(b)に示すように、貫通孔6aを貫通したパイプ材Pの上側をクランプする上側ケース部としてのアッパーケース61と、バーリングダイ4を収容するダイ収容部621を有する下側ケース部としてのローワーケース62とで構成されている。貫通孔6aは、アッパーケース61とローワーケース62とを跨ぐようにして形成されている。ローワーケース62には、ダイ収容部621から外部へ貫通して通じるケース孔部としての穿孔カス排出口62aが設けられている。その他、ローワーケース62には、パンチプッシャー3の先端部31が通過する孔が底部に、ダイシフター7の先端部71が挿入されるシフター挿入口62bが側部に、それぞれ形成されている。さらに、図2に示すように、ローワーケース62の貫通孔6aが形成されている領域には、レバー駆動本体2から離れる方向へダイ収容部621から連続するパイプ抜き溝622が形成されている。
ダイシフター7は、図1(b)、図2に示すように、先端へ向けて下向きに傾斜しつつ延伸するように形成された凸状構造を内向きに一対で有する先端部71を有するシフター本体及び、このシフター本体を直線駆動させるための動力源であって、機械、油圧又は空圧により動力を発生するアクチュエーター7Aを含んで構成されている。シフター本体は、アクチュエーター7Aから入力されるエネルギーに基づき、その先端部71で溝カムによりバーリングダイ4を、パイプ材Pをクランプさせる方向(図2において上向き)に摺動させる。先端部71は、ローワーケース62に形成されたシフター挿入口62bを通じて、ローワーケース62のダイ収容部621へ挿入される。なお、ダイシフター7とバーリングダイ4とが嵌合して形成される溝カムの形態については、後述する。
また、バーリング加工装置1は、図1(b)、図2に示すように、パイプ材Pに穿孔を形成する場であるケース6内に、バーリングパンチ5と、バーリングパンチ5が摺動するまでの間、パイプ材P内部のその場、すなわち原位置でバーリングパンチ5を保持する保持部材としてのボールプランジャー8と、摺動したバーリングパンチ5及びパイプ材Pから発生する穿孔カスを受容するバーリングダイ4とが収容されている。ケース6には、バーリングパンチ5が摺動する前の原位置にある状態で、バーリングパンチ5を摺動させるカムレバー21の先端部211がレバーガイド23とともに貫通孔6aへ挿入されている。パンチプッシャーの先端部31は、ローワーケース62の下側から、バーリングダイ4のプッシャー通過孔42aを通過して受容空間42に先端が到達するまで挿入されている。ダイシフター7の先端部71も、ローワーケース62のシフター挿入口62bからダイ収容部621まで挿入されている。
バーリングパンチ5は、図2に示すように、パイプ材Pに内部から穿孔を形成するための金属製部材である。穿孔を形成する穿孔部51を先端に有するとともに、カムレバー21の先端部211の傾斜摺動面211aに対応する斜面52aが形成されたパンチ本体部52を有して構成され、ケース6の貫通孔6a内に収容されている。パンチ本体部52には、後述するボールプランジャー8のボール部81が嵌る凹部が設けられている。バーリングパンチ5として例えば、バーリングパンチと抜き打ち用パンチとが一体化されているピアスバーリングパンチを採用することが便宜である。
ボールプランジャー8は、バーリングパンチ5が摺動するまでの間、ケース6の貫通孔6a内、かつ、パイプ材P内部の原位置でバーリングパンチ5を保持する保持部材として機能する。バーリングパンチ5を保持するボール部81と、このボール部81を外部へ向けて付勢する付勢部材と、この付勢部材、ボール部81の順に収容する収容部を備えた収容筒82とからなる。本実施形態において、ボールプランジャー8は、パンチ通過孔23aにボール部81が露出するようにしてレバーガイド23に埋設されている。
バーリングダイ4は、図1(b)に示すように、貫通孔6aを貫通したパイプ材Pの下側をクランプするため、パイプ材Pの円筒輪郭に対応させて形成されたクランプ部41と、このクランプ部41に囲まれた中央域に形成され、バーリングパンチ5が摺動するとき、パイプ材Pから発生する穿孔カス及びバーリングパンチ5を受容する受容空間42と、この受容空間42まで底部から貫通させて設けられ、パンチプッシャー3の先端部31を通過させるプッシャー通過孔42aとを有して構成されている。受容空間42は、バーリングパンチ5そのものを受容するため、バーリングパンチ5の形状に対応する凹部空間として形成されている。また、受容空間42には、外部へ通じる穿孔カス通路42bが形成されている。バーリングダイ4の外側には、ダイシフター7との間で溝カムを構成するための凹状構造が形成されている(図2も参照のこと)。
バーリングダイ4は、図1(b)や図2に示すように、ローワーケース62のダイ収容部621へ、ダイシフター7の先端部71に包囲されて収容される。具体的には、ダイシフター7の先端部71に内向きに一対で形成された凸状構造と、バーリングダイ4の外側に形成された凹状構造とが嵌合する状態でダイ収容部621へ収容される。これにより、バーリングダイ4は、バーリングパンチ5が摺動する直前にダイシフター7の先端部71が直線駆動することで、ダイシフター7の先端部71の凸状構造に沿ってパイプ材P側(図2において上向き)に移動させられる溝カムの仕組みにより、クランプ部41でパイプ材Pの一側をクランプするようになる。
さらに、バーリングダイ4は、クランプ部41でパイプ材Pの下側をクランプした状態で、受容空間42に形成された穿孔カス通路42bと、ローワーケース62の穿孔カス排出口62aとが連結される。すなわち、ローワーケース62(ケース6)外部から穿孔カス排出口62a、穿孔カス通路42b、受容空間42まで一直線に連結された孔(以下、「連結孔」という。)が形成される(図3も参照のこと)。
また、バーリング加工装置1は、図示を省略したが、連結孔を掃除する清掃手段を備えることが好ましい。清掃手段として、連結孔へエアを吹き付けるエア吹付装置、連結孔からエアを吸引するバキューム装置、連結孔へブラシ等を挿入し、ケース6外部へ掃き出すブラッシング装置等を例示することができる。これらから選ばれる1つの清掃手段により、パイプ材Pに穿孔が形成される際に発生する穿孔カスを、バーリングダイ4の受容空間42で受けるのと同時にケース6の外部へ効率的に排出することができる。本実施形態では清掃手段として、後述するように、連結孔へエアを吹き付けるエア吹付装置を採用している。
なお、図1(a)等に示すように、バーリング加工装置1においてレバー駆動本体2とケース6とは、高さ調整可能な台座9にそれぞれ載置されている。台座9の高さ調整機能により、ケース6の貫通孔6aとレバー駆動本体2のパイプガイド22のパイプ固定部とが同じ水平位置になるように位置決めされる。これにより、パイプ材Pを貫通孔6aに貫通させつつ、一端をパイプガイド22に固定した際に、パイプ材Pへ不要な応力を与えることがない。その他、アクチュエーター2A,3A,7Aの動力を発生させる機構は、機械、油圧又は空圧に限定されず、所望のエネルギーを得られる適宜の機構でよい。
以下、本発明に係るバーリング加工装置1の動作、すなわち、バーリング加工装置1を用いてパイプ材Pに穿孔を形成するバーリング加工の様子を図2〜図7を参照しつつ説明する。
まず、図2に示すように、バーリング加工装置1を作動させる前の段階で、ケース6には、カムレバー21の先端部211がレバーガイド23とともに貫通孔6aへ挿入されている。パンチプッシャー3の先端部31は、ローワーケース62へ下側から挿入されている。ダイシフター7の先端部71も、ローワーケース62のシフター挿入口62bからダイ収容部621まで挿入されている(図1(b)も参照)。バーリング加工する際には、この状態のケース6内に、バーリングダイ4、バーリングパンチ5及びボールプランジャー8を収容する。具体的には、バーリングダイ4を、ローワーケース62のダイ収容部621へダイシフター7の先端部71と嵌合状態を形成して収容する。このとき、パンチプッシャーの先端部31は、バーリングダイ4のプッシャー通過孔42aを通過し、先端が受容空間42に位置している。また、ボールプランジャー8を、パンチ通過孔23aにボール部81が露出するようにしてレバーガイド23に埋設するとともに、このボール部81でパンチ本体部52の凹部を保持させてバーリングパンチ5を収容する。
続いて、パイプ材Pをケース6の貫通孔6aに貫通させ、その上側をアッパーケース61によりクランプするとともに、一端をレバー駆動本体2のパイプガイド22に固定してバーリング加工装置1にセットする。このときバーリングパンチ5は、パイプ材Pの内部に位置するようになる。
次に、バーリング加工装置1を作動させる。図3に示すように、ダイシフター7の先端部71を前進させて溝カムによりバーリングダイ4を上向きに摺動させる。具体的には、バーリングパンチ5が摺動する直前にダイシフター7の先端部71を直線駆動させ、バーリングダイ4を、先端部71の凸状構造に沿って溝カムによりパイプ材P側に摺動させる。バーリングダイ4が摺動すると、そのクランプ部41でパイプ材Pの下側がクランプされる。同時に、バーリングダイ4の穿孔カス通路42bとローワーケース62の穿孔カス排出口62aが連結され、ケース6外部から穿孔カス排出口62a、穿孔カス通路42b、受容空間42へと一直線に連結された連結孔が形成される。
さらに、図4に示すように、カムレバー21を直線駆動させ、その先端部211の傾斜摺動面211aでバーリングパンチ5の斜面52aを押圧し、下向きに摺動させて穿孔部51でパイプ材Pに穿孔P1を形成する。摺動したバーリングパンチ5は、バーリングダイ4の受容空間42に受容される。また、パイプ材Pから発生する穿孔カスは、バーリングパンチ5がバーリングダイ4の受容空間42に受容されると同時に、エア吹付装置によって吹き付けた圧縮エアにより、穿孔カス排出口62a等で構成される連結孔を通じてケース6外部へ排出される。
パイプ材Pに穿孔P1を形成したら、図5に示すように、カムレバー21を後退させる。また、図6に示すように、パンチプッシャー3のプッシャー本体を上昇させ、その先端部31にパイプ材Pの穿孔P1を通過させる。パイプ材Pの穿孔P1を通過した先端部31は、バーリングパンチ5を摺動する前の原位置まで押し戻す。バーリングパンチ5が原位置まで押し戻されると、再び凹部にボールプランジャー8のボール部81が嵌り、バーリングパンチ5はケース6の上部(パイプ材P内)で保持される。
最後に、図7に示すように、ダイシフター7の先端部71及びパンチプッシャー3のプッシャー本体をそれぞれ原位置に復帰させる。そして、ケース6の貫通孔6aから穿孔P1が形成されたパイプ材Pを引き抜いて、バーリング加工を終了する。ローワーケース62の貫通孔6aが形成されている領域には、パイプ抜き溝622が形成されているので、ケース6を開閉することなくパイプ材Pを引き抜くことができて便宜である。
このように、本発明では、溝カムの嵌合構造を採用することなく、カムレバー21と、パンチプッシャー3と、ボールプランジャー8とで、バーリングパンチ5を上下摺動させてパイプ材Pに穿孔P1を形成することができる。カムを構築するのに必要な部材はカムレバー21と、パンチプッシャー3と、ボールプランジャー8とであるから簡素である。また、カムを構築するのに必要な部材の他は、バーリングダイ4及びダイシフター7等が必要な限りであって、従来の装置と比べて必要な部材点数が増えない構成でもある。
特に、従来のようにカムロッド先端部の傾斜凹溝の構造、パンチの傾斜凸部の構造を形成する必要がなく、細径のパイプ材Pのバーリング加工に好適であり、例えば、直径20mm以下、好ましくは、直径15mm以下、さらに好ましくは、直径10mm以下のパイプ材Pで特に威力を発揮することができる。併せて、カムに微細な構造が存在しないので、硬質材料のパイプ材Pであっても微細な構造の消耗を考慮する必要がなくなって、バーリング加工を長期にわたって繰り返し実行することができる。
さらに、本発明では、バーリングパンチ5が摺動する際にバーリングダイ4の受容空間42からケース6外部へ一直線に連結する連結孔が形成され、また、この連結孔へ圧縮エアを入れるエア吹付装置を備えている。この構成により、穿孔カスを、受容空間42がバーリングパンチ5を受容したと同時にケース6の外部へ効率的に排出することができる。このような清掃手段を備えれば、穿孔カスを効率的に排出することができて、加工精度の向上と、構成部品の長寿命化といった効果を得ることができる。
以上、本発明の一実施形態を例示して詳述したが、本発明は上記実施形態に限定されるものではない。本発明は、特許請求の範囲に記載された事項を逸脱することがなければ、種々の設計変更を行うことが可能である。例えば、バーリング加工を行うパイプ材の材料(硬度)に応じ、パンチの材質を選択することができる。形成する穿孔の大きさ、パイプの径に応じ、パンチの形状を選択することも可能である。保持部材は、パンチをその場に保持する手段であれば、ボールプランジャー以外の任意のものを採用することができる。
なお、上記実施形態は、出願人が最良であるものと信じて開示する形態であって、これに限定されることなく、例えば、穿孔カスを手作業で排出する構成であっても本発明に含まれる。すなわち、ケース内外を連通するケース溝部を設けたり、このケース溝部に連結される穿孔カス通路をバーリングダイに設けたり、ケース溝部及び穿孔カス通路、受容部を掃除する清掃手段を備えたりする要件は、本発明を達成するために必須の要件となるものではないことに留意すべきである。
1・・・・バーリング加工装置(本発明)
2・・・・レバー駆動本体
21・・・カムレバー(棒状部材)
211・・先端部
211a・傾斜摺動面
22・・・パイプガイド
23・・・レバーガイド
23a・・パンチ通過孔
2A・・・アクチュエーター
3・・・・パンチプッシャー
31・・・先端部
3A・・・アクチュエーター
4・・・・バーリングダイ
41・・・クランプ部
42・・・受容空間
42a・・プッシャー通過孔
42b・・穿孔カス通路
5・・・・バーリングパンチ(パンチ)
51・・・穿孔部
52・・・パンチ本体部
52a・・斜面
6・・・・ケース
6a・・・貫通孔
61・・・アッパーケース
62・・・ローワーケース
621・・ダイ収容部
622・・パイプ抜き溝
62a・・穿孔カス排出口(ケース溝部)
62b・・シフター挿入口
7・・・・ダイシフター
71・・・先端部
7A・・・アクチュエーター
8・・・・ボールプランジャー(保持部材)
81・・・ボール部
82・・・収容筒
9・・・・台座
P・・・・パイプ材
P1・・・穿孔
2・・・・レバー駆動本体
21・・・カムレバー(棒状部材)
211・・先端部
211a・傾斜摺動面
22・・・パイプガイド
23・・・レバーガイド
23a・・パンチ通過孔
2A・・・アクチュエーター
3・・・・パンチプッシャー
31・・・先端部
3A・・・アクチュエーター
4・・・・バーリングダイ
41・・・クランプ部
42・・・受容空間
42a・・プッシャー通過孔
42b・・穿孔カス通路
5・・・・バーリングパンチ(パンチ)
51・・・穿孔部
52・・・パンチ本体部
52a・・斜面
6・・・・ケース
6a・・・貫通孔
61・・・アッパーケース
62・・・ローワーケース
621・・ダイ収容部
622・・パイプ抜き溝
62a・・穿孔カス排出口(ケース溝部)
62b・・シフター挿入口
7・・・・ダイシフター
71・・・先端部
7A・・・アクチュエーター
8・・・・ボールプランジャー(保持部材)
81・・・ボール部
82・・・収容筒
9・・・・台座
P・・・・パイプ材
P1・・・穿孔
Claims (2)
- パンチによりパイプ材を内部から打ち抜いて、前記パイプ材に周縁が外方向に環状に突出する穿孔を形成するバーリング加工装置において、
前記パンチをカムにより先端部で打ち抜き方向へ摺動させる棒状部材と、
前記パンチが摺動するまでの間、前記パンチをその場で保持する保持部材と、
前記パンチが摺動するときに、前記パイプ材の一側をクランプするクランプ部及び、このクランプ部に包囲されて形成され、摺動した前記パンチ及び前記パイプ材から発生する穿孔カスを受容する受容空間を有するバーリングダイと、
前記バーリングダイを移動させ、前記クランプ部に前記パイプ材の一側をクランプさせるダイシフターと、
前記パンチが摺動した後に、前記受容空間に受容された前記パンチを摺動する前の位置に戻すパンチプッシャーと、
前記バーリングダイを収容する収容部を有する下側ケース部及び、前記パイプ材の他側をクランプする上側ケース部からなり、前記パイプ材に貫通される貫通孔が前記下側ケース部及び前記上側ケース部に跨るようにして形成されているケースと、
が備えられて構成されることを特徴とするバーリング加工装置。 - 前記クランプ部が前記パイプ材の一側をクランプしたときに前記受容空間と外部とが連通するケース孔部が前記下側ケース部に設けられ、
前記ケース孔部及び前記受容空間を掃除する清掃手段が備えられ、
前記清掃手段によって、前記穿孔カスが前記受容空間に受容されたと同時に前記外部へ排出される、
ことを特徴とする請求項1に記載のバーリング加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012015091A JP2013154357A (ja) | 2012-01-27 | 2012-01-27 | バーリング加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012015091A JP2013154357A (ja) | 2012-01-27 | 2012-01-27 | バーリング加工装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2013154357A true JP2013154357A (ja) | 2013-08-15 |
Family
ID=49050083
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012015091A Pending JP2013154357A (ja) | 2012-01-27 | 2012-01-27 | バーリング加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2013154357A (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104249108A (zh) * | 2013-06-26 | 2014-12-31 | 安特(苏州)精密机械有限公司 | 一种厚料冲裁防毛刺设备 |
| WO2016072716A1 (ko) * | 2014-11-03 | 2016-05-12 | (주)태화기업 | 자동차 연료분사장치용 모터의 모터 케이스 제조 방법 |
| CN110252887A (zh) * | 2019-06-25 | 2019-09-20 | 浙江长兴和良智能装备有限公司 | 一种管件拔孔成型系统及管件拔孔成型方法 |
| EP3546218A1 (en) | 2018-03-30 | 2019-10-02 | Brother Kogyo Kabushiki Kaisha | Power supply board and printer |
| WO2019188329A1 (ja) | 2018-03-30 | 2019-10-03 | ブラザー工業株式会社 | 液滴吐出装置 |
| CN110340212A (zh) * | 2019-06-12 | 2019-10-18 | 四川永冠商业设备有限公司 | 一种管柱冲排孔装置及方法 |
| CN111112460A (zh) * | 2020-01-09 | 2020-05-08 | 温州创睿五金模具有限公司 | 一种机械手联动的压铸模具 |
| JP6869407B1 (ja) * | 2020-07-07 | 2021-05-12 | 有限会社三愛金型 | 業務用洗浄ノズル管バーリング方法及び装置 |
| KR20250045708A (ko) | 2023-09-26 | 2025-04-02 | 이정근 | 파이프 피어싱 장치 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63196319U (ja) * | 1987-05-29 | 1988-12-16 | ||
| JPH0899133A (ja) * | 1994-09-29 | 1996-04-16 | Komatsu Ltd | サイドピアス装置 |
| JPH09308919A (ja) * | 1996-05-20 | 1997-12-02 | Hitachi Ltd | 管材のバーリング加工装置 |
| JPH10193000A (ja) * | 1997-01-08 | 1998-07-28 | Hitachi Ltd | パイプ材のバーリング加工装置 |
-
2012
- 2012-01-27 JP JP2012015091A patent/JP2013154357A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63196319U (ja) * | 1987-05-29 | 1988-12-16 | ||
| JPH0899133A (ja) * | 1994-09-29 | 1996-04-16 | Komatsu Ltd | サイドピアス装置 |
| JPH09308919A (ja) * | 1996-05-20 | 1997-12-02 | Hitachi Ltd | 管材のバーリング加工装置 |
| JPH10193000A (ja) * | 1997-01-08 | 1998-07-28 | Hitachi Ltd | パイプ材のバーリング加工装置 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104249108A (zh) * | 2013-06-26 | 2014-12-31 | 安特(苏州)精密机械有限公司 | 一种厚料冲裁防毛刺设备 |
| WO2016072716A1 (ko) * | 2014-11-03 | 2016-05-12 | (주)태화기업 | 자동차 연료분사장치용 모터의 모터 케이스 제조 방법 |
| EP3546218A1 (en) | 2018-03-30 | 2019-10-02 | Brother Kogyo Kabushiki Kaisha | Power supply board and printer |
| WO2019188329A1 (ja) | 2018-03-30 | 2019-10-03 | ブラザー工業株式会社 | 液滴吐出装置 |
| CN110340212A (zh) * | 2019-06-12 | 2019-10-18 | 四川永冠商业设备有限公司 | 一种管柱冲排孔装置及方法 |
| CN110252887A (zh) * | 2019-06-25 | 2019-09-20 | 浙江长兴和良智能装备有限公司 | 一种管件拔孔成型系统及管件拔孔成型方法 |
| CN110252887B (zh) * | 2019-06-25 | 2024-04-05 | 浙江长兴和良智能装备有限公司 | 一种管件拔孔成型系统及管件拔孔成型方法 |
| CN111112460A (zh) * | 2020-01-09 | 2020-05-08 | 温州创睿五金模具有限公司 | 一种机械手联动的压铸模具 |
| JP6869407B1 (ja) * | 2020-07-07 | 2021-05-12 | 有限会社三愛金型 | 業務用洗浄ノズル管バーリング方法及び装置 |
| KR20250045708A (ko) | 2023-09-26 | 2025-04-02 | 이정근 | 파이프 피어싱 장치 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2013154357A (ja) | バーリング加工装置 | |
| CN100500323C (zh) | 在管材上固定安装螺母的冲压装置 | |
| KR100946292B1 (ko) | 단자커팅삽입기 | |
| JP2016209433A (ja) | 生検針装置 | |
| US20120267138A1 (en) | Hand-held power tool and production method | |
| ES2685434T3 (es) | Dispositivo y procedimiento para la colocación de un elemento de conexión en una pieza de trabajo | |
| CN105013854B (zh) | 一种活塞外管加工装置 | |
| JPH08197151A (ja) | バーリング加工方法及びバーリング加工に用いる治具とバーリング加工装置 | |
| ES2583902T3 (es) | Dispositivo punzonador integrado operado por gas con prensador de planchas | |
| CN106604556A (zh) | 一种pcb电路板加工装置 | |
| NO325468B1 (no) | Støtinnretning | |
| JP2013094909A (ja) | 穿孔装置のクランプ装置、およびエア駆動ドリル装置 | |
| CN203695731U (zh) | 自动冲孔模 | |
| CN104907392A (zh) | 带有可动冲头的斜楔机构 | |
| EA201600676A1 (ru) | Комплексный гидроклиновый перфоратор (варианты) | |
| JP4626634B2 (ja) | 孔加工方法および孔加工装置 | |
| JP2008073732A (ja) | 半抜き、バーリング加工用金型 | |
| JP2005329413A (ja) | 複合プレス型 | |
| JP4562724B2 (ja) | パイプ加工装置 | |
| JP2009220152A (ja) | 圧造装置 | |
| KR20140089319A (ko) | 피어싱 펀치가 일체화된 금형 구조 | |
| JP2009541054A (ja) | ネジ接続点の形成方法及び装置 | |
| JP2007075866A (ja) | 自己穿孔型リベット用かしめ装置、及びそれを用いたワークの締結方法 | |
| KR20130032029A (ko) | 아일렛 조립 장치 및 그 장치를 이용한 아일렛 조립 방법 | |
| KR200428796Y1 (ko) | 금형의 냉각호스 분리용 지그 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130625 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20131022 |