JP2013198220A - 回転機器とその生産方法 - Google Patents
回転機器とその生産方法 Download PDFInfo
- Publication number
- JP2013198220A JP2013198220A JP2012060874A JP2012060874A JP2013198220A JP 2013198220 A JP2013198220 A JP 2013198220A JP 2012060874 A JP2012060874 A JP 2012060874A JP 2012060874 A JP2012060874 A JP 2012060874A JP 2013198220 A JP2013198220 A JP 2013198220A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- magnetic material
- magnet
- annular
- molding space
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Landscapes
- Rotational Drive Of Disk (AREA)
- Permanent Field Magnets Of Synchronous Machinery (AREA)
Abstract
【課題】振動あるいは騒音を低減しうる回転機器の生産技術を提供する。
【解決手段】回転機器の生産方法は、マグネットが、磁性材料により形成される環状の第1層32aと、その磁性材料とは別の磁性材料により形成される環状の第2層32bと、を有するとき、環状の成形空間312を画成する金型300を用いてマグネットを成形する工程を含む。マグネットを成形する工程は、成形空間312の第1の部分に、磁性材料を導入して固めることによって第1層32aを成形する工程と、成形された第1層32aの外周面32cよりも外側の成形空間312の第2の部分312bに、別の磁性材料を導入して固めることによって第2層を成形する工程とを含む。
【選択図】図9
【解決手段】回転機器の生産方法は、マグネットが、磁性材料により形成される環状の第1層32aと、その磁性材料とは別の磁性材料により形成される環状の第2層32bと、を有するとき、環状の成形空間312を画成する金型300を用いてマグネットを成形する工程を含む。マグネットを成形する工程は、成形空間312の第1の部分に、磁性材料を導入して固めることによって第1層32aを成形する工程と、成形された第1層32aの外周面32cよりも外側の成形空間312の第2の部分312bに、別の磁性材料を導入して固めることによって第2層を成形する工程とを含む。
【選択図】図9
Description
本発明は、回転体の周面に固定される環状のマグネットを備える回転機器およびその生産方法に関する。
回転機器の一例としてハードディスクドライブなどのディスク駆動装置がある。ディスク駆動装置は、小型化、大容量化が進み、2.5インチ型で容量が約1.0TBのモデルが登場している。このような小型化、大容量化により、従来はデスクトップパソコンなどの一部の電子機器にしか搭載されていなかったディスク駆動装置が、録画装置をはじめとする種々の電子機器に搭載されるようになっている。録画装置などの電子機器は、居間などの静かな環境において使用されることがある。特許文献1には、このような電子機器に搭載される環状のマグネットを備えるディスク駆動装置が提案されている。
このような回転機器は一般的にコギングやトルクリップルを生じる。ディスク駆動装置は磁気記録ディスクを回転させるとき、このコギングやトルクリップルに起因した機械的な振動が発生しうる。この機械的な振動により、ディスク駆動装置から騒音が発生する場合がある。
ディスク駆動装置は、上述のように例えば録画装置など、住宅の居間のような静かな環境において使用される機器にも搭載されている。そのため、静かさを保つためにディスク駆動装置からの振動や騒音をできるだけ低減することが望まれる。もちろん、このような場合に限らず、ディスク駆動装置からの騒音は少ない方がよい。
また、地球規模における希土類元素などの一部のマグネット材料の希少性に鑑みて、マグネット材料を有効に利用すべき課題もある。
このような課題は、静かな環境において使用される機器に搭載される回転機器に限らず、他の環境において使用される機器に搭載される回転機器でも起こりうる。
本発明はこうした状況に鑑みてなされたものであり、その目的は振動あるいは騒音を低減しうる回転機器とその生産技術の提供にある。
上記課題を解決するために、本発明のある態様の回転機器の生産方法は、回転体の周面に固定される環状のマグネットを備える回転機器の生産方法であって、マグネットが、磁性材料により形成される環状の第1層と、磁性材料とは別の磁性材料により形成される環状の第2層と、を有するとき、本生産方法は、環状の成形空間を画成する金型を用いてマグネットを成形する工程を含む。マグネットを成形する工程は、成形空間の第1の部分に、磁性材料を導入して固めることによって第1層を成形する工程と、成形された第1層の外周面よりも外側の成形空間の第2の部分に、別の磁性材料を導入して固めることによって第2層を成形する工程と、を含む。
この態様によると、それぞれ異なる磁性材料により形成される環状の第1層と環状の第2層とを有するマグネットを成形することができる。
本発明の別の態様は、回転機器である。この回転機器は、回転体の周面に固定される環状のマグネットを備える。マグネットは、磁性材料により形成される環状の第1層と、第1層と回転体の周面との間に介在して磁性材料とは別の磁性材料により形成される環状の第2層と、を有する。第1層の半径方向の厚み寸法は、第2層の半径方向の厚み寸法より大きい。
なお、以上の構成要素の任意の組み合わせや、本発明の構成要素や表現を方法、装置、システムなどの間で相互に置換したものもまた、本発明の態様として有効である。
本発明によれば、回転機器の振動あるいは騒音を低減することができる。
以下、各図面に示される同一または同等の構成要素、部材、工程には、同一の符号を付するものとし、適宜重複した説明は省略する。また、各図面における部材の寸法は、理解を容易にするために適宜拡大、縮小して示される。また、各図面において実施の形態を説明する上で重要ではない部材の一部は省略して表示する。
(回転機器)
実施の形態に係る回転機器の概要は以下のとおりである。
実施の形態に係る回転機器は、記録ディスクが載置されるべき回転体に環状マグネットを備え、固定体にコイルが巻かれたコアすなわちステータコアを備える。環状マグネットには、着磁によって周方向に複数のN磁極とS磁極とを含む駆動磁極が設けられる。そして、駆動磁極の磁束とコイルに電流が流れることにより生じる界磁磁束との相互作用によって環状マグネットにトルクが与えられ、回転体が回転する。
実施の形態に係る回転機器の概要は以下のとおりである。
実施の形態に係る回転機器は、記録ディスクが載置されるべき回転体に環状マグネットを備え、固定体にコイルが巻かれたコアすなわちステータコアを備える。環状マグネットには、着磁によって周方向に複数のN磁極とS磁極とを含む駆動磁極が設けられる。そして、駆動磁極の磁束とコイルに電流が流れることにより生じる界磁磁束との相互作用によって環状マグネットにトルクが与えられ、回転体が回転する。
まず、マグネットを着磁する工程の一例について説明する。本出願人は例えば特開2011−176916号公報においてマグネットを着磁する方法の一例を開示している。例えば環状のマグネットは着磁コイルが巻装された着磁ヨークの外周に嵌め込まれる。その状態で、着磁コイルに着磁電流が流されることによって着磁ヨークの外周に沿って着磁磁界が発生する。着磁磁界の強さは着磁コイルの巻数と着磁電流の大きさの積に比例する。つまり、着磁磁界は着磁電流を大きくすることによって大きくしうる。マグネットはその抗磁力特性と着磁磁界の強さとにしたがって内部の磁区の方向が揃う整列状態となる。一旦揃った内部の磁区の整列状態はヒステリシス現象により着磁磁界がなくなった後も残留する。マグネットの表面にはこの残留した整列磁区の方向に沿ってN極とS極とを含む磁極が発現する。マグネットの表面に対して直交する方向に整列する磁区の割合が多い程この磁極に残留する磁束密度(以下、「磁極磁束密度」とも呼ぶ。)が高くなる。着磁電流を大きくするとマグネットの表面に対して直交する方向に整列する磁区の割合が増大して磁極磁束密度が高くなる。全ての磁区がマグネットの表面に対して直交する方向に整列すると磁極磁束密度は飽和する。
一般に、環状のマグネットに駆動磁極を形成する方法としては、着磁波形が略矩形状とされる矩形波着磁と、着磁波形が略台形状、略正弦波状あるいは略三角形状とされる波形制御着磁と、が考えられる。同一の着磁ヨークで同一の磁気特性を有するマグネットに着磁する場合に、着磁電流が小さいと着磁波形が略三角形状になり、着磁電流を増やすと着磁波形が略正弦波状になり、さらに着磁電流を増やすと着磁波形が略台形状になり、一層着磁電流を増やすと着磁波形が略矩形波状になる。つまり、着磁電流が小さい場合は磁極の中心部は強く着磁されるが、磁極と隣接する磁極との境界に近付くほど着磁が弱くなる。着磁電流が多くなると飽和して着磁される領域が磁極の中心部に発現し、さらに着磁電流を増やしていくと飽和して着磁される領域が中心部から両側に広がっていく。一層着磁電流を増やしていくと殆どの領域が飽和して着磁される。また、被着磁マグネットの抗磁力が小さい場合は小さな着磁電流でも飽和して着磁され、抗磁力が大きい場合には飽和して着磁されるためには大きな着磁電流を要する。
これらから、例えば波形制御着磁は着磁電流をマグネットの磁極の全面が飽和する大きさ(以下、「飽和着磁電流」とも呼ぶ。)より小さく制御して着磁することが一般的である(以下、「電流制御着磁」とも呼ぶ。)。しかし、電流制御着磁の場合は被着磁マグネットの抗磁力やその他の製造条件の変動により着磁波形が変動することがある。これに対して、矩形波着磁は被着磁マグネットの抗磁力やその他の製造条件の変動を吸収するように飽和着磁電流以上の大きさの着磁電流によって着磁することが一般的である(以下、「フル電流着磁」とも呼ぶ。)。逆に言うと、フル電流着磁することによって、マグネットの抗磁力やその他の製造条件の変動による着磁波形の変動を抑制しうる。
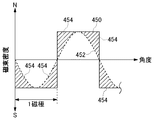
図1は、環状マグネットに矩形波着磁をした場合および波形制御着磁の一例として正弦波着磁をした場合のそれぞれの着磁波形を説明する図である。矩形波着磁では各磁極のほぼ全面を飽和点まで着磁する。したがって、各磁極内における磁束密度は周方向に変化せず、略一様となる。すなわち、着磁波形は図1の波形450ように矩形波状になる。矩形波着磁では各磁極のほぼ全面を飽和点まで着磁するため、磁性材料の能力を十分に引き出すことができる。また、マグネット材料の特性や着磁条件の変動を吸収しうる大きな着磁電流で着磁することによって、駆動磁極の磁束の大きさや波形の変動を抑制することが可能である。しかしながら、磁極境界近傍で環状マグネットの磁束密度が周方向に沿って急激に変化するため、コギングトルクやトルクリップルは比較的大きくなる傾向にある。そのため、コギングトルクやトルクリップルに起因してディスク駆動装置からの振動や騒音が大きくなる場合がある。
正弦波着磁では、図1の波形452のごとく磁束密度が周方向に正弦波的に変化し磁極の中央部で最大、周方向両端部でゼロとなるよう着磁する。この場合、マグネットの磁束密度が周方向に沿って滑らかに変化するため、コギングトルクやトルクリップルは比較的小さい。そのため、ディスク駆動装置からの振動や騒音が小さくなることが期待される。しかしながら、各磁極の中央部以外は飽和点まで着磁されないため、矩形波着磁した場合に比べて斜線で示した領域454の分だけ磁束量が少なくなる。つまり、矩形波着磁した場合と比べて同じ駆動電流で得られるトルクが減少してしまう。また一般的に正弦波着磁は電流制御着磁によってなされるから、マグネットの抗磁力やその他の製造条件の変動により着磁波形の変動が大きくなる傾向にある。
このような状況の下、本発明者は、環状のマグネットを、それぞれ異なる磁性材料により形成された2つの環状のマグネットを半径方向に積層したマグネット(以下「積層マグネット」とも呼ぶ)にした場合は、フル電流着磁しても、一定条件下でのフル電流着磁であれば、着磁波形は正弦波に近くなることを見いだした。これは、第2層を設けることによって第2層が磁気抵抗となり、磁極の境界付近で着磁の際に第1層を通過する磁束線の方向がマグネットの表面に直交する方向から周方向に傾き、その部分における磁区が傾いた状態で着磁される。この磁区が傾いた部分の磁束密度は磁区が全て直交方向に配列した場合の磁束密度より小さい。この結果、着磁波形は正弦波に近くなるものと考えられる。
そこで、実施の形態に係る回転機器では、環状のマグネットとして積層マグネットを備える。これにより、環状のマグネットにフル電流着磁した場合でもその着磁波形は正弦波に近い波形となる。そのため、マグネットの抗磁力やその他の製造条件の変動により着磁波形の変動を抑制しつつ回転機器の騒音を低減することができる。
図2(a)、(b)は、本実施の形態に係る回転機器1を示す上面図および側面図である。図2(a)は、回転機器1の上面図である。図2(a)では、回転機器1の内側の構成を示すため、トップカバー2を外した状態が示される。回転機器1は、固定体と、固定体に対して回転する回転体と、回転体に取り付けられる磁気記録ディスク8と、データリード/ライト部10と、を備える。固定体は、ベース4と、ベース4に固定されたシャフト26と、トップカバー2と、6つのねじ20と、を含む。回転体6はハブ28を含む。
以降ベース4に対して回転体6が搭載される側を上側として説明する。
以降ベース4に対して回転体6が搭載される側を上側として説明する。
磁気記録ディスク8は、直径が65mmのガラス製の2.5インチ型磁気記録ディスクであり、その中央の孔の直径は20mm、厚みは0.65mmである。
磁気記録ディスク8は、回転体6に載置され、回転体6の回転に伴って回転する。回転体6は、図2(a)では図示しない軸受ユニット12を介してベース4に対して回転可能に取り付けられる。
磁気記録ディスク8は、回転体6に載置され、回転体6の回転に伴って回転する。回転体6は、図2(a)では図示しない軸受ユニット12を介してベース4に対して回転可能に取り付けられる。
ベース4はアルミニウムの合金をダイカストにより成型して形成される。ベース4は、回転機器1の底部を形成する底板部4aと、磁気記録ディスク8の載置領域を囲むように底板部4aの外周に沿って形成された外周壁部4bと、を有する。外周壁部4bの上面4cには、6つのねじ穴22が設けられる。
データリード/ライト部10は、記録再生ヘッド(不図示)と、スイングアーム14と、ボイスコイルモータ16と、ピボットアセンブリ18と、を含む。記録再生ヘッドは、スイングアーム14の先端部に取り付けられ、磁気記録ディスク8にデータを記録し、磁気記録ディスク8からデータを読み取る。ピボットアセンブリ18は、スイングアーム14をベース4に対してヘッド回転軸Sの周りに揺動自在に支持する。ボイスコイルモータ16は、スイングアーム14をヘッド回転軸Sの周りに揺動させ、記録再生ヘッドを磁気記録ディスク8の上面上の所望の位置に移動させる。ボイスコイルモータ16およびピボットアセンブリ18は、ヘッドの位置を制御する公知の技術を用いて構成される。
図2(b)は回転機器1の側面図である。トップカバー2は、6つのねじ20を用いてベース4の外周壁部4bの上面4cに固定される。6つのねじ20は、6つのねじ穴22にそれぞれ対応する。特にトップカバー2と外周壁部4bの上面4cとは、それらの接合部分から回転機器1の内側へリークが生じないように互いに固定される。
図3は、図2(a)のA−A線断面図である。回転機器1は、コア40と、コイル42と、をさらに備える。コア40は円環部とそこから半径方向(すなわち回転軸Rに直交する方向)外側に伸びる例えば9本の突極とを有し、ベース4の上面4d側に固定される。コア40は、4枚の薄型電磁鋼板を積層しカシメにより一体化して形成される。コア40の表面には電着塗装や粉体塗装などによる絶縁塗装が施される。それぞれの突極にはコイル42が巻回される。このコイル42に3相の略正弦波状の駆動電流が流れることにより突極に沿って駆動磁束が発生する。ベース4の上面4dには、回転体6の回転軸Rを中心とする円環状の環状壁部4eが設けられる。コア40は環状壁部4eの外周面4gに圧入されもしくは隙間ばめによって接着固定される。
ベース4には、回転体6の回転軸Rを中心とする貫通孔4hが設けられる。軸受ユニット12は、ハウジング44と、スリーブ46と、を含み、回転体6をベース4に対して回転自在に支持する。ハウジング44はベース4の貫通孔4hに接着により固定される。ハウジング44は、円筒部と底部とが一体に形成された有底カップ形状を有し、その底部を下にしてベース4に対して接着固定される。
スリーブ46は、ハウジング44の内側の側面に接着により固定される円筒状の部材である。スリーブ46の上端には半径方向外側に向けて張り出した張出部46aが形成されている。この張出部46aは、フランジ30と協働して回転体6の軸方向の移動を制限する。
スリーブ46にはシャフト26が収まる。回転体6の一部であるシャフト26およびハブ28およびフランジ30とステータの一部である軸受ユニット12との間の空間には潤滑剤48が注入される。
スリーブ46の内周面には、上下に離間した1組のヘリングボーン形状のラジアル動圧溝50が形成される。ハウジング44の上面に対向するフランジ30の下面には、ヘリングボーン形状の第1スラスト動圧溝(不図示)が形成される。張出部46aの下面に対向するフランジ30の上面には、ヘリングボーン形状の第2スラスト動圧溝(不図示)が形成される。回転体6の回転時には、これらの動圧溝が潤滑剤48に生成する動圧によって、回転体6は半径方向および軸方向に支持される。
スリーブ46の内周面には、上下に離間した1組のヘリングボーン形状のラジアル動圧溝50が形成される。ハウジング44の上面に対向するフランジ30の下面には、ヘリングボーン形状の第1スラスト動圧溝(不図示)が形成される。張出部46aの下面に対向するフランジ30の上面には、ヘリングボーン形状の第2スラスト動圧溝(不図示)が形成される。回転体6の回転時には、これらの動圧溝が潤滑剤48に生成する動圧によって、回転体6は半径方向および軸方向に支持される。
なお、1組のヘリングボーン形状のラジアル動圧溝をシャフト26に形成してもよい。また、第1スラスト動圧溝をハウジング44の上面に形成してもよく、第2スラスト動圧溝を張出部46aの下面に形成してもよい。
回転体6は、シャフト26と、ハブ28と、フランジ30と、環状マグネット32と、を含む。ハブ28のディスク載置面28a上に磁気記録ディスク8が載置される。ハブ28の上面28bには3つのディスク固定用ねじ穴34が回転体6の回転軸Rの周りに120度間隔で設けられている。クランパ36は、3つのディスク固定用ねじ穴34に螺合される3つのディスク固定用ねじ38によってハブ28の上面28bに圧着されると共に磁気記録ディスク8をハブ28のディスク載置面28aに圧着させる。
ハブ28は、軟磁性を有する例えばSUS430F等の鉄鋼材料から形成される。ハブ28は、鉄鋼板を例えばプレス加工や切削加工することにより形成され、略カップ状の所定の形状に形成される。ハブ28の鉄鋼材料としては、例えば、大同特殊鋼株式会社が供給する商品名DHS1のステンレスはアウトガスが少なく、加工容易である点で好ましい。また、同様に同社が供給する商品名DHS2のステンレスはさらに耐食性が良好な点でより好ましい。
シャフト26は、ハブ28の中心に設けられた孔28cであって回転体6の回転軸Rと同軸に設けられた孔28cに圧入と接着とを併用した状態で固着される。シャフト26は、ハブ28の原材料よりも硬い、例えばSUS420J2等の鉄鋼材料から形成される。
フランジ30は円環形状を有し、フランジ30の断面は、逆L字形状を有する。フランジ30は、ハブ28の下垂部28dの内周面28eに接着により固定される。
フランジ30は円環形状を有し、フランジ30の断面は、逆L字形状を有する。フランジ30は、ハブ28の下垂部28dの内周面28eに接着により固定される。
環状マグネット32は、略カップ形状のハブ28の内側の円筒面に相当する円筒状内周面28fに接着固定される。環状マグネット32の表面にはポリマー塗装などの表面処理が施される。一般にマグネットの表面は脆く、表面の剥がれ等により異物が発生しやすいところ、表面処理によりこれを抑制できる。
環状マグネット32の表面には例えばPA12などの樹脂材料をコーティングしてもよい。環状マグネット32はハブ28の円筒状内周面28fに圧入固定されることがある。圧入固定する場合は接着剤を塗布する手間が省け、作業時間を短縮しうる。
環状マグネット32の表面には例えばPA12などの樹脂材料をコーティングしてもよい。環状マグネット32はハブ28の円筒状内周面28fに圧入固定されることがある。圧入固定する場合は接着剤を塗布する手間が省け、作業時間を短縮しうる。
図4は、図3のうち環状マグネット32周辺を拡大して示す拡大断面図である。環状マグネット32は、第1層32aと第2層32bとを有する。第1層32aは、磁性材料および所定の樹脂材料により形成される。第2層32bは、第1層32aの磁性材料とは残留磁束密度が異なる別の磁性材料および所定の樹脂材料により形成される。第1層32aの磁性材料は、例えばネオジウム、鉄、ホウ素などの希土類元素を主成分とする材料をバインダーと混練したものを用いることができる。また、第2層32bの別の磁性材料は例えばフェライトを主成分とする材料をバインダーと混練したものを用いることができる。いずれのバインダーについても特別の制限はないが、例えばPA12、PA66、PA6等のポリアミド樹脂やPPS(ポリフェニレンサルファイド)を主成分とするバインダーを用いることができる。ポリアミド樹脂は相対的に耐熱性が優れているから、使用温度範囲を広くできる。またPA12は相対的に吸湿性が低いから、形状の経時変化を抑制しうる。つまり第1層32aは希土類マグネットであり、第2層32bはフェライトマグネットである。第1層32aと第2層32bとに線膨張率の差が小さい種類のバインダーを用いることによって線膨張率の違いに起因する温度変化時の剥離を防止しうる。第1層32aと第2層32bとに溶解温度の差が小さい種類のバインダーを用いることによって、第2層32bを射出したときに既成形の第1層32aの表面の一部が溶解するから、これらの接合強度を増大しうる。例えば第1層32aと第2層32bとに同じ種類のバインダーを用いことができる。
第1層32aは、コア40の9本の突極と半径方向に対向する。第2層32bは、第1層32aのコア40とは反対側の外周面32cに結合される。また、第2層32bは、円筒状内周面28fに接着固定される。つまり、第2層32bは、第1層32aと回転体6の一部であるハブ28の周面との間に介在する。
また、第1層32a、第2層32bは磁性材料が導入されたゲート口が切除されて形成された切除面32d、切除面32eをそれぞれ有する。
また、第1層32a、第2層32bは磁性材料が導入されたゲート口が切除されて形成された切除面32d、切除面32eをそれぞれ有する。
環状マグネット32には、コア40と対向する側から周方向(回転軸Rを中心とし回転軸Rに垂直な円の接線方向)に着磁が施されることによって例えば12極の駆動磁極が設けられる。より具体的には、第1層32aの内周面32f側から、フル電流着磁により周方向に例えば12極の駆動磁極が設けられる。
環状マグネット32は、ハブ28の内周面28fに固定された後に着磁する方法も考えられる。しかし、着磁をするときにハブ28の上面が存在すると、着磁磁界の軸方向の分布が不均一になり、着磁後の駆動磁極の軸方向における磁束密度の分布が乱れることがある。駆動磁極の磁束密度の分布が乱れると、トルクが減少し、あるいはコギングトルクやトルクリップルが増大する。実施の形態の回転機器1においては環状マグネット32は着磁を施した後にハブ28の内周面28fに固定される。着磁をするときにハブ28の影響を受けない点で好ましい。また着磁は、環状マグネット32を着磁ヨークの外周に嵌合して、その環状マグネット32の外周にリング状の着磁用バックヨークで包囲した状態で行うこともできる。磁性体から形成された着磁用バックヨークを用いることによって着磁波形を制御することができる。所望の着磁波形が得られるように、着磁用バックヨークの内径、高さ、厚みなどの形状あるいは材料を選択することができる。
以上のように構成された回転機器1の動作を説明する。磁気記録ディスク8を回転させるために、3相の駆動電流がコイル42に供給される。その駆動電流がコイル42を流れることにより、9本の突極に沿って界磁磁束が発生する。この界磁磁束と駆動磁極の磁束とによって環状マグネット32にトルクが与えられ、回転体6およびそれに嵌合された磁気記録ディスク8が回転する。
本実施の形態に係る回転機器1によると、環状マグネット32はそれぞれ異なる磁性材料により形成される環状の第1層32aと第2層32bとを有している。これにより、環状マグネット32にフル電流着磁した場合でもその着磁波形は正弦波に近い波形となる。そのため、マグネットの抗磁力やその他の製造条件の変動により着磁波形の変動を抑制しつつ回転機器1の騒音を低減することができる。
また、本実施の形態に係る回転機器1によると、環状マグネット32は、希土類マグネットである第1層32aと、フェライトマグネットである第2層32bとで構成される。そのため、希土類マグネットにより強い磁束を確保しつつも、希少性の高い希土類元素の使用量を少なくすることができる。
本発明者は実施の形態に係る回転機器1の騒音低減効果を確かめるため、すなわち、環状マグネット32にフル電流着磁した場合でもその着磁波形が正弦波に近い波形となることを確かめるため、以下の条件でシミュレーションを行った。
・環状マグネット32の内径D7:17mm
・環状マグネット32の外径D8:19mm
・環状マグネット32の半径方向の厚み寸法W1:1mm
・環状マグネット32の半径方向の厚み寸法W1=(第1層32aの半径方向の厚み寸法W2)+(第2層32bの半径方向の厚み寸法W3)
・環状マグネット32の第1層32a:希土類マグネット(ネオジウムマグネット)
・環状マグネット32の第2層32b:フェライトマグネット
このような条件の下、環状マグネット32の第1層32aの半径方向の厚み寸法W2および第2層32bの半径方向の厚み寸法W3を変えながらフル電流着磁したときの着磁波形の歪み率を計算した。また、参考のため、環状マグネットを第1層32aだけ、または、第2層32bだけの単層マグネットとし、その半径方向の厚み寸法を変えながらフル電流着磁したときの着磁波形の歪み率を計算した。
・環状マグネット32の内径D7:17mm
・環状マグネット32の外径D8:19mm
・環状マグネット32の半径方向の厚み寸法W1:1mm
・環状マグネット32の半径方向の厚み寸法W1=(第1層32aの半径方向の厚み寸法W2)+(第2層32bの半径方向の厚み寸法W3)
・環状マグネット32の第1層32a:希土類マグネット(ネオジウムマグネット)
・環状マグネット32の第2層32b:フェライトマグネット
このような条件の下、環状マグネット32の第1層32aの半径方向の厚み寸法W2および第2層32bの半径方向の厚み寸法W3を変えながらフル電流着磁したときの着磁波形の歪み率を計算した。また、参考のため、環状マグネットを第1層32aだけ、または、第2層32bだけの単層マグネットとし、その半径方向の厚み寸法を変えながらフル電流着磁したときの着磁波形の歪み率を計算した。
図5(a)〜(c)は、着磁波形の歪み率のシミュレーション結果を示す図である。 図5(a)は、全高調波歪み率を示し、図5(b)は第3次高調波歪み率を示し、図5(c)は第5次高調波歪み率を示す。
歪み率曲線400a、歪み率曲線400b、歪み率曲線400cは、第1層32aおよび第2層32bの半径方向の厚み寸法を変えながらフル電流着磁したときの着磁波形の歪み率を示す。これらの曲線に対しては、横軸は、環状マグネット32の半径方向の厚み寸法W1に対する第1層32aの半径方向の厚み寸法W2の比(以下、「希土類マグネット比率」と呼ぶ)を示す。例えば、希土類マグネット比率が80%のときは、第1層32aの半径方向の厚み寸法W2は0.8mmであり、第2層32bの半径方向の厚み寸法W3は0.2である。
歪み率曲線400a、歪み率曲線400b、歪み率曲線400cは、第1層32aおよび第2層32bの半径方向の厚み寸法を変えながらフル電流着磁したときの着磁波形の歪み率を示す。これらの曲線に対しては、横軸は、環状マグネット32の半径方向の厚み寸法W1に対する第1層32aの半径方向の厚み寸法W2の比(以下、「希土類マグネット比率」と呼ぶ)を示す。例えば、希土類マグネット比率が80%のときは、第1層32aの半径方向の厚み寸法W2は0.8mmであり、第2層32bの半径方向の厚み寸法W3は0.2である。
歪み率曲線402a、歪み率曲線402b、歪み率曲線402cは、第1層32aだけで構成される単層マグネットの半径方向の厚み寸法を変えながらフル電流着磁したときの着磁波形の歪み率を示す。また、歪み率曲線404a、歪み率曲線404b、歪み率曲線404cは、第2層32bだけで構成される単層マグネットの半径方向の厚み寸法を変化させつつフル電流着磁したときの着磁波形の歪み率を示す。これらの曲線に対しては、横軸は、歪み率曲線400a、歪み率曲線400b、歪み率曲線400cのシミュレーションでの環状マグネット32の半径方向の厚み寸法W1に対する単層マグネットの半径方向の厚み寸法の比(以下、「厚み寸法比率」と呼ぶ)を示す。例えば、厚み寸法比率が80%のときは、単層マグネットの半径方向の厚み寸法は0.8mmである。
縦軸はすべての曲線において歪み率を示す。
縦軸はすべての曲線において歪み率を示す。
このシミュレーション結果から、第1層32aの半径方向の厚み寸法W2が第2層32bの半径方向の厚み寸法W3より大きいときに歪み率が低くなる、すなわち正弦波に近い着磁波形が得られることが分かる。
より好ましくは、希土類マグネット比率が60%より大きい場合、すなわち、第1層32aの半径方向の厚み寸法W2が第2層32bの半径方向の厚み寸法W3の1.5倍より大きい場合に、希土類マグネットだけの場合(希土類マグネット比率が100%の場合)より正弦波に近い着磁波形が得られることが分かる。
さらに好ましくは、希土類マグネット比率が70%〜80%の場合、すなわち、第1層32aの半径方向の厚み寸法W2が第2層32bの半径方向の厚み寸法W3の約2.3〜4倍の場合に最も正弦波に近い着磁波形が得られることが分かる。
したがって、これらの条件を満たす場合に、騒音が低減されることが期待される。
より好ましくは、希土類マグネット比率が60%より大きい場合、すなわち、第1層32aの半径方向の厚み寸法W2が第2層32bの半径方向の厚み寸法W3の1.5倍より大きい場合に、希土類マグネットだけの場合(希土類マグネット比率が100%の場合)より正弦波に近い着磁波形が得られることが分かる。
さらに好ましくは、希土類マグネット比率が70%〜80%の場合、すなわち、第1層32aの半径方向の厚み寸法W2が第2層32bの半径方向の厚み寸法W3の約2.3〜4倍の場合に最も正弦波に近い着磁波形が得られることが分かる。
したがって、これらの条件を満たす場合に、騒音が低減されることが期待される。
以上、実施の形態に係る回転機器の構成と動作について説明した。これらの実施の形態は例示であり、それらの各構成要素の組み合わせにいろいろな変形例が可能なこと、またそうした変形例も本発明の範囲にあることは当業者に理解されるところである。
実施の形態では、環状マグネット32がコア40の外側に位置する、いわゆるアウターロータ型の回転機器について説明したが、これに限られない。たとえば環状マグネット32がコアの内側に位置する、いわゆるインナーロータ型の回転機器に本実施の形態の技術的思想を適用してもよい。
実施の形態では、軸受ユニット12がベース4に固定され、シャフト26が軸受ユニット12に対して回転する場合について説明したが、たとえばシャフトがベースに固定され、軸受ユニットがハブと共にシャフトに対して回転するようなシャフト固定型の回転機器に本実施の形態の技術的思想を適用してもよい。
実施の形態では、ベース4に直接軸受ユニット12が取り付けられる場合について説明したが、これに限られない。例えば、回転体、軸受ユニット、コア、コイルおよびベースからなるブラシレスモータを別途形成した上で、そのブラシレスモータをシャーシに取り付ける構成としてもよい。
実施の形態では、コアは積層された積層コアを用いる場合について説明したが、コアは積層コアでなくてもよい。
(生産方法)
実施の形態に係る生産方法の概要は以下のとおりである。
積層される前の環状マグネットの各層は半径方向の厚み寸法が比較的小さいため割れやすい。そのため、仮に積層前の環状マグネットの各層を金型から取り出して移動させる場合は、環状マグネットの各層が割れないようにスピードを落として作業をしなければならず、生産性が低下してしまう。
実施の形態に係る生産方法の概要は以下のとおりである。
積層される前の環状マグネットの各層は半径方向の厚み寸法が比較的小さいため割れやすい。そのため、仮に積層前の環状マグネットの各層を金型から取り出して移動させる場合は、環状マグネットの各層が割れないようにスピードを落として作業をしなければならず、生産性が低下してしまう。
そこで、実施の形態に係る生産方法では、成形空間の第1の部分に、磁性材料を導入して固めることにより第1層を成形し、成形された層の外周面よりも外側の成形空間の第2の部分に別の磁性材料を導入して固めることにより第2層を成形する。これにより、環状の第1層と環状の第2層とを有する積層マグネットを成形することができる。そして、このようにして成形された積層マグネットに例えばフル電流着磁することで、正弦波に近い着磁波形を得ることができる。また、積層前の第1層または第2層を金型から取り出して移動させる作業が発生しない。そのため、スピードを落として作業をする必要がなく、これまでと同等の生産性を維持することができる。
本実施の形態に係る生産方法によって上述の回転機器1を生産する場合を説明する。
本実施の形態に係る生産方法は、環状マグネット32を含む回転機器1の部材を形成する形成工程と、環状マグネット32および他の部材を使用して回転機器1を組み立てる組立工程と、組み立てられた回転機器1の外観、動作、機能等を検査する検査工程と、を備える。組立工程は公知の組み立て技術を使用して構成されてもよい。検査工程は公知の検査技術を使用して構成されてもよい。
また、形成工程は、環状マグネット32以外の部材は切削加工や鋳造加工などの公知の加工技術を使用して構成されてもよい。以降では、環状マグネット32を射出成形により形成する工程について説明する。
本実施の形態に係る生産方法は、環状マグネット32を含む回転機器1の部材を形成する形成工程と、環状マグネット32および他の部材を使用して回転機器1を組み立てる組立工程と、組み立てられた回転機器1の外観、動作、機能等を検査する検査工程と、を備える。組立工程は公知の組み立て技術を使用して構成されてもよい。検査工程は公知の検査技術を使用して構成されてもよい。
また、形成工程は、環状マグネット32以外の部材は切削加工や鋳造加工などの公知の加工技術を使用して構成されてもよい。以降では、環状マグネット32を射出成形により形成する工程について説明する。
図6(a)、(b)は、実施の形態に係る生産方法におけるマグネットの形成に用いる金型300を示す模式図である。 図6(a)、(b)において下型302は固定され、上型314は下型302の上方で主に上下に可動に設けられる。図6(a)は上型314を下型302から離した状態を示し、図6(b)は上型314を下型302に付き合わせた状態を示す。金型300は、下型302と、第1移動型308と、第2移動型310と、上型314と、を備える。下型302は、成形空間312の内径D1を定める円柱部304と、成形空間312の外径D2を定める外周部306とを有する。第1移動型308、第2移動型310はそれぞれ成形空間312に進退する円筒部308a、円筒部310aを有する。第1移動型308の円筒部308aの内径D3は成形空間312の内径D1より大きく、外径D4は成形空間312の外径D2と略等しい。また、第2移動型310の円筒部310aの内径D5は成形空間312の内径D1と略等しく、外径D6は第1移動型308の円筒部308aの内径D3と略等しい。円筒部310a、円筒部308aの厚み寸法が、それぞれ第1層32a、第2層32bの厚み寸法となる。上型314の底面314aには、射出材料を射出する第1層のゲート口316と第2層のゲート口318とが形成されている。したがって、第1層のゲート口316と第2層のゲート口318は、成形空間312に対して同一側に形成されている。上型314を下型302に付き合わせたとき、第1層のゲート口316と第2層のゲート口318とは、成形空間312に連通する。
図7は、第1層32aを成形する準備を行う第1準備工程の様子を示す。この第1準備工程では、上型314を下型302に付き合わせる。また、第1移動型308の円筒部308aを成形空間312に進入させる。これにより、円筒部308aの内周面308bと、円柱部304の外周面304aと、上型314の底面314aと、第2移動型310の円筒部310aの上端面310bと、で囲まれる成形空間の第1の部分312aが形成される。
図8は、第1層32aを成形する第1層成形工程の様子を示す。この第1層成形工程では、まず、磁性材料と所定の樹脂材料とを含む射出材料を所定温度に加熱して溶融させる。次に、成形空間の第1の部分312aに対して第1層のゲート口316から成形空間の第1の部分312aに溶融した射出材料を射出する。射出された磁性材料は冷却されて固まり、環状の第1層32aとなる。ここでは、磁性材料は、希土類元素を主成分とする材料である。
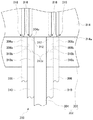
図9は、第2層32bを成形する準備を行う第2準備工程の様子を示す。この第2準備工程では、第1移動型308の円筒部308aを成形空間312から退出させる。円筒部308aを退出させたことにより、第1層32aの外周面32cと、外周部306の内周面306aと、上型314の底面314aと、第1移動型308の円筒部308aの上端面308cと、で囲まれる成形空間の第2の部分312bが形成される。
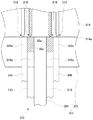
図10は、第2層32bを成形する第2層成形工程の様子を示す。この第2層成形工程では、まず、第1層32aの磁性材料とは残留磁束密度が異なる別の磁性材料と所定の樹脂材料とを含む射出材料を所定温度に加熱して溶融させる。次に、成形空間の第2の部分312bに対して第2層のゲート口318から成形空間の第2の部分312bに溶融した射出材料を射出する。射出された別の磁性材料は冷却されて固まり、環状の第2層32bとなる。こうして、第1層32aと第2層32bとが積層された環状マグネット32が形成される。なお、ここでは、別の磁性材料は、フェライトを主成分とする材料である。
図11は、金型300から環状マグネット32を取り出すマグネット取出し工程の様子を示す。このマグネット取出し工程では、まず、上型314を下型302から離間させる。次に、第1移動型308の円筒部308aおよび第2移動型310の円筒部310aの両方を実質的に同時に成形空間312に進入させ、環状マグネット32を成形空間312から押し出す。そうすることにより環状マグネット32を取り出す。
取り出された環状マグネット32は、ゲート残りを切除し、例えばポリマー塗装などの表面処理が施され、着磁工程に移動される。着磁工程では、各磁極の全面を飽和点まで着磁する例えばフル電流着磁を行う。
本実施の形態に係る生産方法によると、成形空間の第1の部分に、磁性材料を導入して固めることにより第1層を成形し、成形された層の外周面よりも外側の成形空間の第2の部分に別の磁性材料を導入して固めることにより第2層を成形する。これにより、環状の第1層と環状の第2層とを有する積層マグネットを成形することができる。そして、このようにして成形された積層マグネットに例えばフル電流着磁することで、正弦波に近い着磁波形を得ることができ、トルクを維持しつつ回転機器1の騒音を低減することができる。
また、本実施の形態に係る生産方法によると、第1層32aの成形後に第1移動型308が成形空間312から退出され、第1層32aの外周面32cを内周面とする成形空間の第2の部分312bが形成される。つまり、第1層32aを他の金型などに移動させなくても、第2層32bのための成形空間が形成される。そのため、第1層32aが割れないようにスピードを落として作業をする必要がなく、これまでと同等の生産性を維持することができる。
また、第1層32aと第2層32bとをそれぞれ別個に成形し、後から積層させる場合は、第1層32aが第2層32bに嵌まるようそれぞれ精度良く形成する必要がある。より具体的には、射出材料に含まれる樹脂が固まるときに縮む場合があるため、どの程度縮むかを考慮して各層を形成する必要がある。しかしながら、本実施の形態に係る生産方法によると、第1層32aの外周面32cが第2層32bを成形するための成形空間の第2の部分312bの内周面となるため、どの程度縮むかを考慮せずとも容易に第1層32aと第2層32bとを隙間なく積層させることができる。
以上、実施の形態に係る回転機器の生産方法について説明した。この実施の形態は例示であり、各構成要素の組み合わせにいろいろな変形例が可能なこと、またそうした変形例も本発明の範囲にあることは当業者に理解されるところである。
実施の形態では、ハードディスクドライブである回転機器1を生産する場合について説明したが、生産の対象はハードディスクドライブに限られない。例えば、実施の形態の技術的思想は、回転体の周面に固定される環状のマグネットを備える任意の回転機器の生産方法に適用されうる。
実施の形態では、第1層32a(半径方向内側のマグネット)を先に形成し、その後に第2層32b(半径方向外側のマグネット)を形成する場合について説明したが、これに限られず、第2層32b先に形成し、第1層32aを後に形成してもよい。つまり、マグネット32を成形する工程は、成形空間の第2の部分に、磁性材料を導入して固めることによって第2層32bを成形する工程と、成形された第2層32bの内周面よりも内側の成形空間の第1の部分に、別の磁性材料を導入して固めることによって第1層32aを成形する工程と、を含むようにしてもよい。
実施の形態では、第1層32aおよび第2層32bのいずれも射出成形で形成する場合について説明したが、これに限られない。例えば、第1層32aおよび第2層32bのうち少なくとも一方を圧縮成形(コンプレッション成型)によって形成してもよい。また例えば、第1層32aおよび第2層32bのうち少なくとも一方を焼結成形で形成してもよい。なお、射出成形は比較的短時間で成形できるため、生産時間を比較的抑えることができる。また圧縮成形は磁性材料の含有比率を比較的高くすることができる。また焼結成形はマグネットの硬度を比較的高くすることができる。
実施の形態では、第1層32aと第2層32bとは連続して成形される場合について説明したが、これらの工程は本発明の技術的範囲から逸脱しない範囲で適宜の変更が可能である。例えば、第1層32aを別個に成形して金型から一旦排出しておき、改めて成形された第1層32aを金型に装着して、その外周面に第2層32bを成形するようにしてもよい。この場合も本実施の形態と同様の効果を奏する。
実施の形態では、第1層32aと第2層32bのゲート口は同一の端面に設けられる場合について説明したが、これらのゲート口の位置は本発明の技術的範囲から逸脱しない範囲で適宜の変更が可能である。例えば、第1層32aと第2層32bの少なくとも一方のゲート口はその周面の端面に寄った位置に設けるようにしてもよい。金型設計上で自由度が向上する。
実施の形態では、第1層32aと第2層32bとは第1移動型308と第2移動型310とを用いて金型外に排出する場合について説明したが、第1層32aと第2層32bの排出方法は本発明の技術的範囲から逸脱しない範囲で適宜の変更が可能である。例えば、第1移動型308と第2移動型310とは別に、イジェクターピン(排出ピン)等の被成形体排出手段を設けてこれを用いるようにしてもよい。金型設計上で自由度が向上する。
実施の形態では、上方に開口を有する成形空間が設けられた下型302と、下型302の上方で主に上下に可動に設けられる上型314とを含む金型300を用いる場合について説明したが、金型の構造や移動方向は本発明の技術的範囲から逸脱しない範囲で適宜の変更が可能である。例えば水平方向に開口を有する成形空間が設けられた第1の型と、その開口の水平方向外側の領域で水平方向に可動に設けられる第2の型とを含む金型を用いるようにしてもよい。この場合も本実施の形態と同様の効果を奏する。
実施の形態では、環状マグネットにフル電流着磁をする場合および正弦波に近い着磁波形を得る場合について説明したが、着磁方法や着磁波形はこれらに限られず、本発明の技術的範囲から逸脱しない範囲で適宜の変更が可能である。例えば、環状マグネットは電流制御着磁されることがあり、また例えば、環状マグネットは着磁波形が略三角形状や略台形状など他の形状にされることがある。
1 回転機器、 2 トップカバー、 4 ベース、 6 回転体、 8 磁気記録ディスク、 10 データリード/ライト部、 12 軸受ユニット、 26 シャフト、 28 ハブ、 32 環状マグネット、 40 コア、 42 コイル。
Claims (9)
- 回転体の周面に固定される環状のマグネットを備える回転機器の生産方法であって、
前記マグネットが、磁性材料により形成される環状の第1層と、前記磁性材料とは別の磁性材料により形成される環状の第2層と、を有するとき、本生産方法は、
環状の成形空間を画成する金型を用いて前記マグネットを成形する工程を含み、
前記マグネットを成形する工程は、
前記成形空間の第1の部分に、前記磁性材料を導入して固めることによって前記第1層を成形する工程と、
成形された前記第1層の外周面よりも外側の前記成形空間の第2の部分に、前記別の磁性材料を導入して固めることによって前記第2層を成形する工程と、
を含むことを特徴とする回転機器の生産方法。 - 前記金型は環状の成形空間の内径と外径とを定める第1の型と、前記成形空間に対して相対的に進退自在に構成された環状の第2の型とを有し、
前記第2の型の内径は前記成形空間の内径より大きく、
前記成形空間の第1の部分は、前記成形空間に前記第2の型を進入させることにより、前記第2の型の内周面よりも内側の前記成形空間に形成され、
前記成形空間の第2の部分は、前記第2の型を前記成形空間から退出させることにより、前記第1層の外周面よりも外側の前記成形空間に形成されることを特徴とする請求項1に記載の回転機器の生産方法。 - 前記第1層を成形する工程は、前記第1層のゲート口から前記磁性材料を導入して固める工程を含み、
前記第2層を成形する工程は、前記第2層のゲート口から前記別の磁性材料を導入して固める工程を含み、
前記第1層のゲート口と前記第2層のゲート口は、同一の端面に形成されることを特徴とする請求項1または2に記載の回転機器の生産方法。 - 回転体の周面に固定される環状のマグネットを備え、
前記マグネットは、磁性材料により形成される環状の第1層と、前記第1層と前記回転体の周面との間に介在して前記磁性材料とは別の磁性材料により形成される環状の第2層と、を有し、
前記第1層の半径方向の厚み寸法は、前記第2層の半径方向の厚み寸法より大きいことを特徴とする回転機器。 - 前記第1層は、樹脂材料を含み、前記磁性材料が導入されたゲート口が切除されて形成された第1切除面を有し、
前記第2層は、樹脂材料を含み、前記別の磁性材料が導入されたゲート口が切除されて形成された第2切除面を有し、
前記第1切除面と前記第2切除面とは同一の端面に設けられることを特徴とする請求項4に記載の回転機器。 - 前記マグネットの表面には、塗膜が形成されることを特徴とする請求項4または5に記載の回転機器。
- 前記磁性材料は、希土類元素を主成分とする材料であることを特徴とする請求項4から6のいずれかに記載の回転機器。
- 前記別の磁性材料は、フェライトを主成分とする材料であることを特徴とする請求項4から7のいずれかに記載の回転機器。
- 回転体の周面に固定される環状のマグネットを備える回転機器の生産方法であって、
前記マグネットが、磁性材料により形成される環状の第1層と、前記磁性材料とは別の磁性材料により形成される環状の第2層と、を有するとき、本生産方法は、
環状の成形空間を画成する金型を用いて前記マグネットを成形する工程を含み、
前記マグネットを成形する工程は、
前記成形空間の第1の部分に、前記磁性材料を導入して固めることによって前記第1層を成形する工程と、
前記成形空間の第2の部分に、前記別の磁性材料を導入して固めることによって前記第2層を成形する工程と、
を含むことを特徴とする回転機器の生産方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012060874A JP2013198220A (ja) | 2012-03-16 | 2012-03-16 | 回転機器とその生産方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012060874A JP2013198220A (ja) | 2012-03-16 | 2012-03-16 | 回転機器とその生産方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2013198220A true JP2013198220A (ja) | 2013-09-30 |
Family
ID=49396546
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012060874A Pending JP2013198220A (ja) | 2012-03-16 | 2012-03-16 | 回転機器とその生産方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2013198220A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102023207150A1 (de) | 2023-07-26 | 2025-01-30 | Webasto SE | Rotorvorrichtung sowie diese aufweisender elektrischer Motor |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US483040A (en) * | 1892-09-20 | Barbed strap for bunching lumber | ||
| JPS6426349A (en) * | 1987-05-08 | 1989-01-27 | Aisin Seiki | High-speed magnetic turning gear |
| JPH11285183A (ja) * | 1998-03-26 | 1999-10-15 | Fanuc Ltd | 同期電動機のロータ構造 |
| JP2000208321A (ja) * | 1999-01-19 | 2000-07-28 | Seiko Precision Inc | プラスチック磁石成形体 |
| JP2001246638A (ja) * | 2000-03-03 | 2001-09-11 | Seiko Epson Corp | 多色成形品の射出成形方法およびpm型ステッピングモータのロータ |
| JP2006019573A (ja) * | 2004-07-02 | 2006-01-19 | Mitsubishi Electric Corp | 複合ボンド磁石、複合ボンド磁石の製造方法、複合ボンド磁石を搭載したdcブラシレスモータの回転子。 |
-
2012
- 2012-03-16 JP JP2012060874A patent/JP2013198220A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US483040A (en) * | 1892-09-20 | Barbed strap for bunching lumber | ||
| JPS6426349A (en) * | 1987-05-08 | 1989-01-27 | Aisin Seiki | High-speed magnetic turning gear |
| JPH11285183A (ja) * | 1998-03-26 | 1999-10-15 | Fanuc Ltd | 同期電動機のロータ構造 |
| JP2000208321A (ja) * | 1999-01-19 | 2000-07-28 | Seiko Precision Inc | プラスチック磁石成形体 |
| JP2001246638A (ja) * | 2000-03-03 | 2001-09-11 | Seiko Epson Corp | 多色成形品の射出成形方法およびpm型ステッピングモータのロータ |
| JP2006019573A (ja) * | 2004-07-02 | 2006-01-19 | Mitsubishi Electric Corp | 複合ボンド磁石、複合ボンド磁石の製造方法、複合ボンド磁石を搭載したdcブラシレスモータの回転子。 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102023207150A1 (de) | 2023-07-26 | 2025-01-30 | Webasto SE | Rotorvorrichtung sowie diese aufweisender elektrischer Motor |
| WO2025021991A1 (de) | 2023-07-26 | 2025-01-30 | Webasto SE | Rotorvorrichtung sowie diese aufweisender elektrischer motor |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4096843B2 (ja) | モータ及びその製造方法 | |
| JP5860654B2 (ja) | インナーロータ型永久磁石モータ | |
| US8451558B2 (en) | Disk drive device with appropriate number of combinations of magnetic poles and salient poles to reduce thickness of the disk drive device | |
| US8780494B1 (en) | Rotating device | |
| JP7682640B2 (ja) | ベースプレート、スピンドルモータ、ディスク駆動装置及びベースプレートの製造方法 | |
| TW201626692A (zh) | 軸向間隙型旋轉電機 | |
| US20050110351A1 (en) | Motor | |
| JP4701641B2 (ja) | 複合ボンド磁石、複合ボンド磁石の製造方法、複合ボンド磁石を搭載したdcブラシレスモータの回転子。 | |
| JP2018148694A (ja) | 永久磁石回転子、永久磁石回転子製造用の金型および永久磁石回転子の製造方法 | |
| US12361976B2 (en) | Base plate with metal member embedded in the peripheral wall part, motor, and disk driving device having the same | |
| US8416523B2 (en) | Disk drive device with versatile shaped core for rotating a disk | |
| JP2010233432A (ja) | ロータおよびそれを含むモータ | |
| US8315011B2 (en) | Disk drive device improved in stiffness of fluid dynamic bearing | |
| JP2013198220A (ja) | 回転機器とその生産方法 | |
| US8922944B2 (en) | Rotating device | |
| US12555613B2 (en) | Base and hard disk drive device | |
| US8681453B2 (en) | Disk driving apparatus having improved quality | |
| JP2007214393A (ja) | リング状の極異方性プラスチック磁石及びモータ用ロータ | |
| CN114123565B (zh) | 一种转子无径向跳动的有限转角力矩电机 | |
| CN100369362C (zh) | 磁碟驱动器电机定子的制造方法 | |
| CN106537741A (zh) | 电动机和具备该电动机的电气设备 | |
| JP2014082349A (ja) | 着磁装置、回転機器の製造方法および回転機器 | |
| JP2014214814A (ja) | 回転機器及び回転機器の製造方法 | |
| US20130015736A1 (en) | Stator assembly for motor and motor including the same | |
| JP4580467B1 (ja) | ディスク駆動装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150224 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151222 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151225 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160412 |