JP2013209244A - ジルコニア質焼結体からなる焼成用部材 - Google Patents
ジルコニア質焼結体からなる焼成用部材 Download PDFInfo
- Publication number
- JP2013209244A JP2013209244A JP2012080578A JP2012080578A JP2013209244A JP 2013209244 A JP2013209244 A JP 2013209244A JP 2012080578 A JP2012080578 A JP 2012080578A JP 2012080578 A JP2012080578 A JP 2012080578A JP 2013209244 A JP2013209244 A JP 2013209244A
- Authority
- JP
- Japan
- Prior art keywords
- zirconia
- sintered body
- corrosion resistance
- phase
- durability
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Landscapes
- Compositions Of Oxide Ceramics (AREA)
Abstract
【解決手段】(a)ジルコニアの安定化剤であるY2O3をジルコニアに対して6〜12モル%含有し、(b)Nb2O5とY2O3のモル比が0.03〜0.30の範囲にあるジルコニア質焼結体において、(c)結晶相として第2相が存在しないジルコニア単相からなり、(d)ジルコニア結晶相は立方晶系ジルコニアが95容積%以上、(e)不可避的不純物の合計量が0.3重量%以下、かつSiO2含有量が0.03重量%以下、(f)気孔率が0.5%以下、(g)平均結晶粒径が3〜30μm、(h)最小結晶粒径と平均結晶粒径の比が0.05以上、であることを特徴とするジルコニア質焼結体からなる焼成用部材。
【選択図】なし
Description
なお、本発明でいう優れた耐食性とは、被焼成体と接触しているジルコニア質焼結体側に被焼成体成分中のPbOが浸透する深さが極めて浅いこと、そして、ジルコニア質焼結体中の成分が被焼成体へ浸透したり、被焼成体成分と反応したりしないことである。優れた耐久性とは長期間に亘って繰り返し使用した際に、ジルコニア質焼結体に変形、クラック及び割れなどが生じないことである。
また、本発明でいうジルコニア質焼結体からなる焼成用部材とは、電子部品材料の焼成に使用するセッター、容器、敷き粉及び治具類、電子部品材料の原料粉末の仮焼合成などに用いる焼成容器などを意味する。
「(a)ジルコニアの安定化剤であるY2O3をジルコニアに対して6〜12モル%含有し、(b)Nb2O5とY2O3のモル比が0.03〜0.30の範囲にあるジルコニア質焼結体において、(c)結晶相として第2相が存在しないジルコニア単相からなり、(d)ジルコニア結晶相は立方晶系ジルコニアが95容積%以上、(e)不可避的不純物の合計量が0.3重量%以下、かつ、SiO2含有量が0.03重量%以下、(f)気孔率が0.5%以下、(g)平均結晶粒径が3〜30μm、(h)最小結晶粒径と平均結晶粒径の比が0.05以上、であることを特徴とするジルコニア質焼結体からなる焼成用部材。」
本発明者らは前述のような現状に鑑みて鋭意研究を重ねた結果、焼成用部材としてのジルコニア質焼結体が優れた耐食性と耐久性を実現するためには、単に立方晶系ジルコニアであって、焼結密度、結晶粒径及び不純物量などを制御するだけでは不十分であり、これらの要件と合わせて安定化剤に対して特定量のNb2O5を含有させることが重要であることを見出した。
つまり、ジルコニアに安定化剤を添加すると、安定化剤の陽イオンがジルコニウムイオンと置換して陽イオン格子位置に入り、電気的中性を保つために酸素欠損が形成されることは一般的に知られているが、本発明者らの研究より、酸素欠損が多いジルコニア質焼結体ほど被焼成体中のPbOが部材側へ浸透して耐食性や耐久性が低下することが分かってきたのである。
そこで、本発明者らは、優れた耐食性と耐久性を有するジルコニア質焼結体を得るには酸素欠損を低減することが重要であると判断し、鋭意研究を重ねた結果、ジルコニウムイオンよりも価数の高い陽イオンからなる酸化物のNb2O5を安定化剤に対して極微量の範囲で含有させ、ジルコニア結晶中にその全量を完全に固溶した状態とすれば、安定化剤によって形成された酸素欠損を低減できることを見出した。そして同時に、結晶相として第2相が存在しないジルコニア単相からなり、このジルコニア結晶相を立方晶系ジルコニア主体のものとし、不純物量、気孔率及び平均結晶粒径を制御することにより、従来の立方晶系ジルコニア質焼結体よりも耐食性並びに耐久性を飛躍的に向上させ、高機能な電子部品材料の焼成用として十分使用できるジルコニア質焼結体からなる焼成用部材を完成させた。
(a)ジルコニアの安定化剤であるY2O3をジルコニアに対して6〜12モル%含有する点
本発明では、ジルコニアの安定化剤であるY2O3をジルコニアに対して6〜12モル%、好ましくは7〜11モル%含有していることが必要である。なお、ZrO2原料中には通常、少量のHfO2が含まれているが、このHfO2量を含めたZrO2とHfO2の合計量をZrO2量とする。
ジルコニアの安定化剤には従来Y2O3、MgO、CaO、CeO2等が使用されてきたが、Y2O3以外のMgO、CaO、CeO2等を使用したものは、ジルコニア結晶相の熱安定性が満足できるものでは無いため、本発明が目的とする優れた耐食性や耐久性を達成できない。したがって本発明では安定化剤としてY2O3を使用する必要がある。
Y2O3の含有量が6モル%未満では、ジルコニア結晶相として単斜晶系ジルコニアが増加して立方晶系ジルコニアが減少し、耐食性や耐久性の低下を来たす。また、Y2O3の含有量が12モル%を越えると、ジルコニアに固溶できなかった余剰のY2O3がNb2O5と反応し、この反応化合物(例えば、Y3NbO7、YNbO4)がジルコニア質焼結体中に第2相として存在することになり、これが被焼成体と反応して耐食性や耐久性を低下させる。
本発明では、安定化剤Y2O3によって形成されたジルコニア質焼結体中の酸素欠損を低減するため、Y2O3に対して特定量のNb2O5を含有させる必要がある。そのため、Nb2O5とY2O3のモル比は0.03〜0.30、好ましくは0.05〜0.25の範囲に制御する。
前記モル比が0.03未満では、Y2O3に対するNb2O5量が少ないため、ジルコニア質焼結体の酸素欠損を低減できず、耐食性や耐久性が低下する。また、前記モル比が0.30を越えると、ジルコニア結晶中に固溶できなかった余剰のNb2O5がZrO2やY2O3と反応し、この反応化合物(例えば、Zr6Nb2O17、Y3NbO7、YNbO4)が第2相として存在することになり、これが被焼成体と反応して耐食性や耐久性を低下させる。しかも、Nb2O5の添加量が所定量を越えるとジルコニア結晶相を不安定にするため、単斜晶系や正方晶系ジルコニアが増加して立方晶系ジルコニアが減少し、耐食性や耐久性が低下する。
また、Y2O3に対して前記特定量のNb2O5を含有させると、ジルコニア結晶中にNb2O5全量が完全に固溶した状態にすることができる。ジルコニア結晶中にNb2O5の全量が固溶していない場合、余剰のNb2O5によって第2相が生成するので、第2相の存在を確認することにより、Nb2O5の固溶状態を確認することができる。
本発明では、結晶相として第2相が存在しないジルコニア単相からなる必要がある。
ジルコニア以外の第2相が存在すると、耐食性や耐久性が低下する。
なお、本発明でいう第2相が存在しないとは、X線回折において、X線源:CuKα、出力:40kV/40mA、発散スリット:1°、散乱スリット:1°、受光スリット:0.15mm、スキャンスピード:3.0°/min、走査軸:2θ/θ、走査範囲:10〜70°、モノクロ受光スリット:0.8mm、カウンタ:シンチレーションカウンタ、モノクロメーター:自動モノクロメーターという条件で測定した際に、ジルコニア以外の回折ピークが検出されないレベルのことを言う。なお、X線回折測定には焼結体を鏡面加工仕上げした試料を用いる。
本発明において、ジルコニア結晶相は立方晶系ジルコニアが95容積%以上である必要がある。
立方晶系ジルコニアが95容積%未満では、ジルコニア質焼結体中に単斜晶系や正方晶系ジルコニアが多く含まれているため、加熱・冷却した時に、ジルコニア結晶相の相転移に伴う体積膨張によって変形やクラックが発生し、耐久性が低下する。しかも、発生したクラックに被焼成体成分が浸透して、耐食性も低下する。
本発明における立方晶系、正方晶系及び単斜晶系ジルコニアの含有量は、焼結体表面を鏡面にした試料を用いて、X線回折により、回折角27〜33°と72〜75.5°の走査範囲で測定し、下記の式より求めることができる。
本発明における正方晶系ジルコニアの許容できる含有量は3容積%以下、単斜晶系ジルコニアの許容できる含有量は2容積%以下である。
本発明における不可避的不純物とは、使用する原料や製造工程から混入する不純物のことであり、Al2O3、SiO2、Na2O、K2O、TiO2などを指す。これらの不可避的不純物の合計量は0.3重量%以下、好ましくは0.2重量%以下とする。
前記合計量が0.3重量%を越えると、ジルコニア結晶粒界にガラス相や第2相が多く形成され、このガラス相や第2相が被焼成体と反応して、耐食性や耐久性が低下する。
前記合計量の下限は現状の原料及び製造工程において0.1重量%程度である。
不可避的不純物の中でも特にSiO2は、被焼成体と容易に反応して耐食性や耐久性を低下させたり、ジルコニア結晶粒界にガラス相や第2相を多く形成して耐食性や耐久性を著しく低下させる要因となる。そのためSiO2の含有量は0.03重量%以下とする。下限は現状の原料及び製造工程において0.01重量%程度である。
本発明では、気孔率は0.5%以下、好ましくは0.3%以下とする必要がある。
気孔率が0.5%を越えると、焼結体の気孔が増加し、この気孔に被焼成体成分が浸透して、耐食性や耐久性が低下する。気孔率の下限は0.01%程度である。なお、本発明における気孔率とは開気孔率を意味し、測定はJIS R 1634に準拠して行う。
本発明において、ジルコニア質焼結体の平均結晶粒径は3〜30μm、好ましくは5〜25μmであることが必要である。
平均結晶粒径が3μm未満では、ジルコニア結晶粒界面積が増加するため、この増加した粒界に被焼成体成分が浸透して耐食性や耐久性が低下する。また、平均結晶粒径が30μmを越えると、耐食性の低下は来たさないが、耐熱衝撃抵抗性が低下するので好ましくない
本発明における平均結晶粒径は、以下の方法によって測定した値を用いる。
焼結体表面をダイヤモンド砥石及び砥粒を用いて鏡面仕上げし、得られた鏡面に熱エッチングを施し、走査型電子顕微鏡を用いて、視野に100個以上のジルコニア結晶が観察できる倍率で観察し、写真撮影する。得られた写真から結晶粒子の長径と短径を測定し、粒子径=(長径+短径)/2として結晶粒子1個の粒子径を求める。このようにして無作為に100個の結晶粒子の粒子径を求め、その平均値を平均結晶粒径とする。
本発明では、最小結晶粒径と平均結晶粒径の比は、0.05以上、好ましくは0.08以上であることが必要である。この数値が大きいほど最小結晶粒径と平均結晶粒径の差が小さいことになる。
前記比が0.05未満では、最小結晶粒径と平均結晶粒径の差が大きく広がるため、焼結体中に細かいジルコニア結晶が多く存在することになり、耐食性が低下する。しかも、繰り返し使用時に短期間で変形が発生して耐久性も低下する。なお、前記比の上限は0.40程度である。
焼結体表面をダイヤモンド砥石及び砥粒を用いて鏡面仕上げし、得られた鏡面に熱エッチングを施し、走査型電子顕微鏡を用いて、視野に100個以上のジルコニア結晶が観察できる倍率で観察し、写真撮影する。得られた写真から結晶粒子の長径と短径を測定し、粒子径=(長径+短径)/2として結晶粒子1個の粒子径を求める。このようにして無作為で100個の結晶粒子の粒子径を求め、測定した100個の粒子径の中で最小値を示す粒子径を最小結晶粒径とする。
このようにして測定した最小結晶粒径と、前述した(g)で測定した平均結晶粒径から最小結晶粒径/平均結晶粒径を求める。
ジルコニア原料粉末には、純度が99.7重量%以上、平均粒子径が10μm以下のものを用いる。純度が99.7重量%未満の場合、原料粉末中に含まれる不純物量が多いため、焼結体中の不純物量も多くなり、耐食性や耐久性が低下するため好ましくない。また平均粒子径が10μmを越える場合、粉砕・混合・分散の処理時間が長くなり、粉砕機からの摩耗による不純物が多く混入して、耐食性や耐久性が低下するため好ましくない。平均粒子径の下限は3μm程度である。
また、ジルコニアとY2O3の含有量が所定のモル比となるように、ジルコニア化合物(例えばオキシ塩化ジルコニウム)の水溶液とイットリウム化合物(例えば塩化イットリウム)の水溶液を均一に混合し、加水分解して水和物を得、脱水、乾燥した後、400〜1200℃で仮焼して、不純物の少ない粉体を得る方法も採用することができる。
また、ジルコニア、Y2O3及びNb2O5原料粉末中のSiO2含有量は0.03重量%以下である。これらの原料粉末中のSiO2含有量が0.03重量%を越えると、ジルコニア質焼結体中のSiO2含有量が多くなり、耐食性や耐久性の低下を来たすことになる。
粉砕・混合・分散処理により処理粉体の平均粒子径を、0.3〜2.0μm、好ましくは0.3〜1.8μmにする。処理粉体の平均粒子径が0.3μm未満では、処理粉体が非常に細かくなるため、結晶粒径分布が広くなりやすく、その結果、最小結晶粒径と平均結晶粒径の差が大きく広がるため好ましくない。また処理粉体の平均粒子径が2.0μmを越えると、処理粉体中に粒子径の大きい粗い粉体が多く含まれるため、気孔率が高くなって、耐食性や耐久性の低下を来たし好ましくない。
粉砕・混合・分散処理後の処理粉体の平均粒子径の制御は、粉砕・混合・分散時の「粉体濃度」「使用するボール径や充填量」「処理時間」などを適宜調整して行う。これらの調整は当業者が適宜実施しうる程度の事項である。なお、本発明における原料粉末及び処理粉体の平均粒子径とは、一次粒子が凝集した二次粒子の粒子径の平均値のことであり、レーザー回折式粒度分布測定装置で測定することができる。
原料粉末として、ジルコニア含有量が99.8重量%、SiO2含有量が0.02重量%、平均粒子径4μmであるジルコニア原料粉末と、Y2O3含有量が99.9重量%、SiO2含有量が0.01重量%、平均粒子径4μmのY2O3原料粉末と、Nb2O5含有量が99.9重量%、SiO2含有量が0.01重量%、平均粒子径1.5μmのNb2O5原料粉末を用いた。
なお、比較例7はジルコニア含有量が98.2重量%、SiO2含有量が0.02重量%、平均粒子径8μmのジルコニア純度の低いジルコニア原料粉末を使用した。
比較例8はY2O3含有量が99.9重量%、SiO2含有量が0.01重量%、平均粒子径9μmの粒子径が大きいY2O3原料粉末を使用した。
比較例9はNb2O5含有量が99.9重量%、SiO2含有量が0.01重量%、平均粒子径8μmの粒子径が大きいNb2O5原料粉末を使用した。
比較例13はジルコニア含有量が99.5重量%、SiO2含有量が0.07重量%、平均粒子径5μmのSiO2含有量が多いジルコニア原料粉末を使用した。
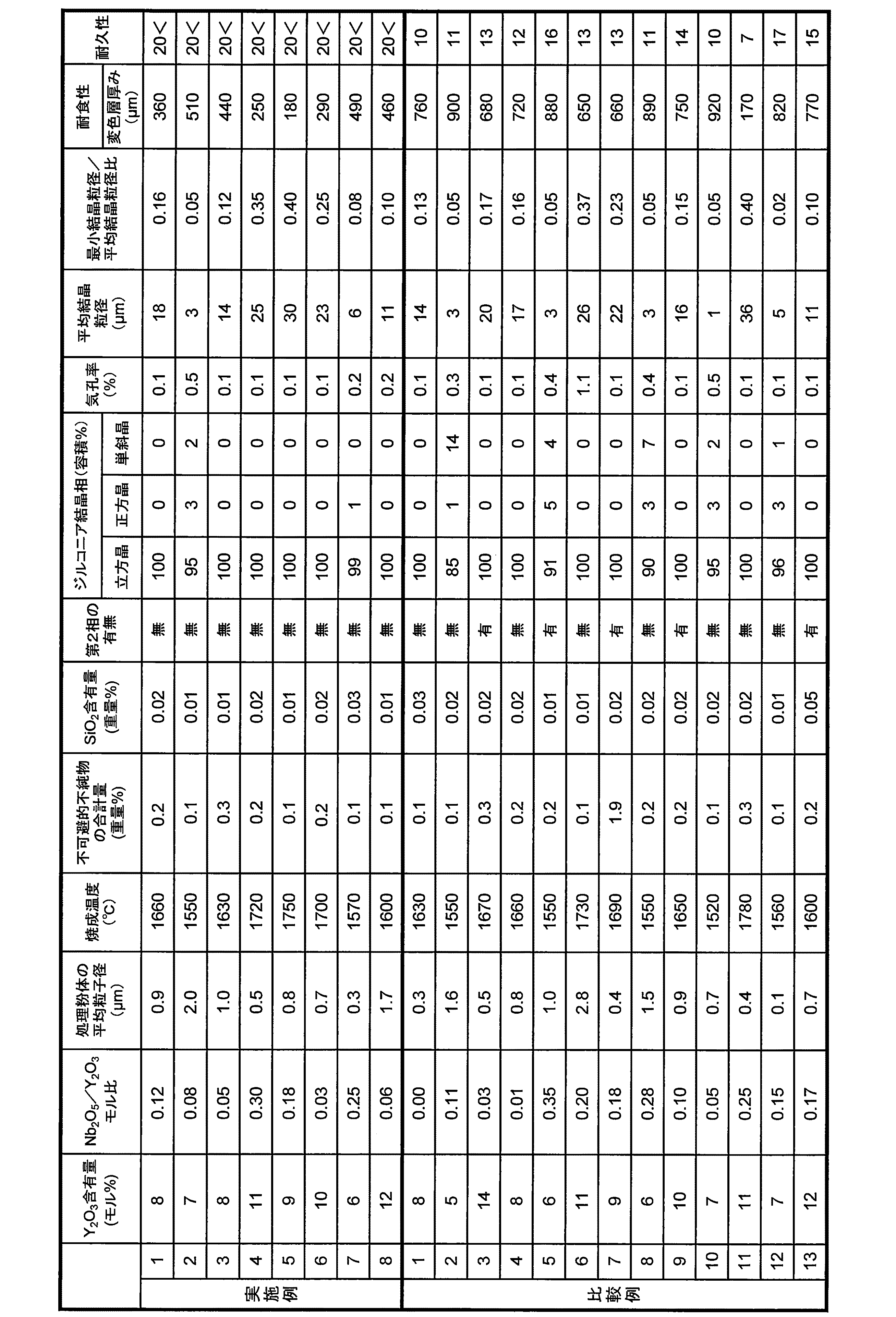
処理後のスラリーにPVA系バインダーを1重量%添加し、スプレードライヤーで乾燥して成形用粉体を得た。得られた成形用粉体を、金型を用いて1tonf/cm2の圧力でプレス成形し、大気中、1520〜1780℃の範囲で焼成して、板状焼結体を作製した。得られた焼結体特性を表1に示す。
実施例1〜8は本発明の範囲内の焼結体であり、比較例1〜13は本発明の要件を少なくとも一つ満たさない焼結体である。
なお、耐食性及び耐久性の評価において、セラミックス製重しを載せて応力をかけたのは、被焼成体(PbO及びPZT)との反応を促進させるためである。
<耐食性の評価>
耐食性の評価に用いる被焼成体はPbO(酸化鉛)を採用した。市販のPbO粉末(純度:99%以上)を用いて金型プレス成形で直径10mm、厚さ1mmに成形した成形体を、前記各板状焼結体(15mm×15mm×3mm)の上に載せ、更にPbO成形体にセラミックス製の重しを載せて1kPaの応力をかけ、870℃で20時間保持した。テスト後の焼結体の断面を鏡面仕上げし、光学顕微鏡により断面部の変色層厚みを測定した。その結果を表1に示す。
耐久性の評価には、電子部品材料の成分の一つであるPZT(チタン酸ジルコン酸鉛)を採用した。市販のPZT粉末(純度:99%以上)を直径10mm、厚さ1mmに成形した成形体を、前記各板状焼結体(15mm×15mm×3mm)の上に載せ、更にPZT成形体にセラミックス製の重しを載せて1kPaの応力をかけ、1300℃で5時間保持する操作を20サイクルまで行い、サイクルごとに各板状焼結体の変形、クラック及び割れの発生の有無を確認した。その結果を表1に示す。
なお、表中の数値は、変形、クラック及び割れが発生した時のサイクル数であり、実施例における「20<」は、20サイクルでも変形、クラック及び割れが発生しなかったことを意味する。
比較例2は、Y2O3含有量が6モル%未満のため、立方晶系ジルコニアが95容積%未満となった例である。
比較例3は、Y2O3含有量が12モル%を越えたため第2相が存在する例である。
比較例4は、Nb2O5/Y2O3モル比が0.03未満のため、Nb2O5の効果が十分に得られない例である。
比較例5は、Nb2O5/Y2O3モル比が0.30を越えたため、第2相が存在し、立方晶系ジルコニア量も少ない例である。
比較例6は、粉砕・混合・分散後の処理粉体の平均粒子径が2.0μmを越えたため、気孔率が高くなった例である。
比較例7は、純度の低いジルコニア原料粉末を使用したため、ジルコニア質焼結体中の不可避的不純物の合計量が多くなった例である。
比較例8は、平均粒子径5μmを越えるY2O3原料粉末を使用したため、焼結体中に単斜晶系ジルコニアが多くなり立方晶系ジルコニアが少なくなった例である。
比較例9は、平均粒子径5μmを越えるNb2O5原料粉末を使用したため、焼結体中に第2相が存在する例である。
比較例10は、焼成温度が1550℃未満のため、平均結晶粒径が小さくなった例である。
比較例11は、焼成温度が1750℃を越えているため、平均結晶粒径が大きくなった例である。
比較例12は、粉砕・混合・分散後の処理粉体の平均粒子径が0.3μm未満であるため、最小結晶粒径と平均結晶粒径の比が小さくなった例である。
比較例13は、SiO2含有量の多いジルコニア原料粉末を使用したため、ジルコニア質焼結体中のSiO2含有量が0.03重量%を越えた例である。
これに対し、比較例のジルコニア質焼結体は、比較例11を除いて変色層厚みが600μmを越え、耐食性に劣るため、高機能な電子部品材料の焼成用として使用できるものでは無かった。
また、表1中の耐久性の評価結果から分かるように、実施例のジルコニア質焼結体は、20サイクルの繰り返し試験でも、板状焼結体に変形、クラック及び割れが生じることは無く、優れた耐久性を示し、高機能な電子部品材料の焼成用として使用可能なものであった。
これに対し、比較例のジルコニア質焼結体は、20サイクルに到達する前に変形、クラック及び割れが発生し、耐久性に劣るため、高機能な電子部品材料の焼成用として使用できるものでは無かった。
Claims (1)
- (a)ジルコニアの安定化剤であるY2O3をジルコニアに対して6〜12モル%含有し、(b)Nb2O5とY2O3のモル比が0.03〜0.30の範囲にあるジルコニア質焼結体において、(c)結晶相として第2相が存在しないジルコニア単相からなり、(d)ジルコニア結晶相は立方晶系ジルコニアが95容積%以上、(e)不可避的不純物の合計量が0.3重量%以下、かつ、SiO2含有量が0.03重量%以下、(f)気孔率が0.5%以下、(g)平均結晶粒径が3〜30μm、(h)最小結晶粒径と平均結晶粒径の比が0.05以上、であることを特徴とするジルコニア質焼結体からなる焼成用部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012080578A JP5931542B2 (ja) | 2012-03-30 | 2012-03-30 | ジルコニア質焼結体からなる焼成用部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012080578A JP5931542B2 (ja) | 2012-03-30 | 2012-03-30 | ジルコニア質焼結体からなる焼成用部材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013209244A true JP2013209244A (ja) | 2013-10-10 |
| JP5931542B2 JP5931542B2 (ja) | 2016-06-08 |
Family
ID=49527487
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012080578A Active JP5931542B2 (ja) | 2012-03-30 | 2012-03-30 | ジルコニア質焼結体からなる焼成用部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5931542B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104860654A (zh) * | 2015-05-04 | 2015-08-26 | 安徽省亚欧陶瓷有限责任公司 | 一种耐酸碱腐蚀陶瓷砖及其制备方法 |
| WO2018129010A1 (en) * | 2017-01-03 | 2018-07-12 | Corning Incorporated | Apparatus and methods for producing glass comprising crystal zirconia |
| JP2020075862A (ja) * | 2020-02-12 | 2020-05-21 | クラレノリタケデンタル株式会社 | ジルコニア焼結体及び歯科用製品 |
| JPWO2019093370A1 (ja) * | 2017-11-10 | 2020-12-03 | 株式会社フェローテックマテリアルテクノロジーズ | セラミックス、プローブ案内部品、プローブカードおよびパッケージ検査用ソケット |
| JP2021020821A (ja) * | 2019-07-25 | 2021-02-18 | 日本特殊陶業株式会社 | セラミックス焼結体 |
| JPWO2023171542A1 (ja) * | 2022-03-11 | 2023-09-14 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01108162A (ja) * | 1987-10-20 | 1989-04-25 | Kurasawa Opt Ind Co Ltd | ジルコニアセラミックス |
| JPH0455365A (ja) * | 1990-06-21 | 1992-02-24 | Sumitomo Special Metals Co Ltd | 磁気ヘッドスライダ用材料 |
| JP2004315293A (ja) * | 2003-04-16 | 2004-11-11 | Nitsukatoo:Kk | ジルコニア製熱処理用部材とその製造方法 |
| JP2005082429A (ja) * | 2003-09-08 | 2005-03-31 | Nitsukatoo:Kk | ジルコニア製熱処理用部材 |
| JP2007230811A (ja) * | 2006-02-28 | 2007-09-13 | Tdk Corp | セラミック焼成体の製造方法 |
-
2012
- 2012-03-30 JP JP2012080578A patent/JP5931542B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01108162A (ja) * | 1987-10-20 | 1989-04-25 | Kurasawa Opt Ind Co Ltd | ジルコニアセラミックス |
| JPH0455365A (ja) * | 1990-06-21 | 1992-02-24 | Sumitomo Special Metals Co Ltd | 磁気ヘッドスライダ用材料 |
| JP2004315293A (ja) * | 2003-04-16 | 2004-11-11 | Nitsukatoo:Kk | ジルコニア製熱処理用部材とその製造方法 |
| JP2005082429A (ja) * | 2003-09-08 | 2005-03-31 | Nitsukatoo:Kk | ジルコニア製熱処理用部材 |
| JP2007230811A (ja) * | 2006-02-28 | 2007-09-13 | Tdk Corp | セラミック焼成体の製造方法 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104860654A (zh) * | 2015-05-04 | 2015-08-26 | 安徽省亚欧陶瓷有限责任公司 | 一种耐酸碱腐蚀陶瓷砖及其制备方法 |
| WO2018129010A1 (en) * | 2017-01-03 | 2018-07-12 | Corning Incorporated | Apparatus and methods for producing glass comprising crystal zirconia |
| JPWO2019093370A1 (ja) * | 2017-11-10 | 2020-12-03 | 株式会社フェローテックマテリアルテクノロジーズ | セラミックス、プローブ案内部品、プローブカードおよびパッケージ検査用ソケット |
| JP7010967B2 (ja) | 2017-11-10 | 2022-01-26 | 株式会社フェローテックマテリアルテクノロジーズ | セラミックス、プローブ案内部品、プローブカードおよびパッケージ検査用ソケット |
| US11485686B2 (en) | 2017-11-10 | 2022-11-01 | Ferrotec Material Technologies Corporation | Ceramic, probe guiding member, probe card, and socket for package inspection |
| JP2021020821A (ja) * | 2019-07-25 | 2021-02-18 | 日本特殊陶業株式会社 | セラミックス焼結体 |
| JP2020075862A (ja) * | 2020-02-12 | 2020-05-21 | クラレノリタケデンタル株式会社 | ジルコニア焼結体及び歯科用製品 |
| JP6999716B2 (ja) | 2020-02-12 | 2022-02-04 | クラレノリタケデンタル株式会社 | ジルコニア焼結体及び歯科用製品 |
| JPWO2023171542A1 (ja) * | 2022-03-11 | 2023-09-14 | ||
| WO2023171542A1 (ja) * | 2022-03-11 | 2023-09-14 | 第一稀元素化学工業株式会社 | ジルコニア焼結体、ジルコニア粉末、及び、ジルコニア焼結体の製造方法 |
| JP7734268B2 (ja) | 2022-03-11 | 2025-09-04 | 第一稀元素化学工業株式会社 | ジルコニア焼結体、ジルコニア粉末、及び、ジルコニア焼結体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5931542B2 (ja) | 2016-06-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5931542B2 (ja) | ジルコニア質焼結体からなる焼成用部材 | |
| JP5762623B2 (ja) | βアルミナを含む耐火物ならびにその製造および使用方法 | |
| JP6052735B2 (ja) | 高強度強靱性ZrO2−Al2O3系固溶体セラミックスの作製法 | |
| US20140011661A1 (en) | Method of making high toughness high strength zirconia bodies | |
| WO2003004437A1 (en) | Translucent rare earth oxide sintered article and method for production thereof | |
| JP2008213466A (ja) | 光学素子の製造方法および光学素子 | |
| JP7729555B2 (ja) | ジルコニア複合セラミックスの製造方法および歯科用ジルコニアセラミックス補綴物の製造方法 | |
| Abhinay et al. | Tape casting and electrical characterization of 0.5 Ba (Zr0. 2Ti0. 8) O3–0.5 (Ba0. 7Ca0. 3) TiO3 (BZT–0.5 BCT) piezoelectric substrate | |
| JP6366976B2 (ja) | 多孔質セラミックス製の熱処理用部材 | |
| JP4560199B2 (ja) | 耐熱衝撃抵抗性に優れたセラミック製熱処理用部材 | |
| CN117980282A (zh) | 粉末组合物、预烧体、烧结体及其制造方法 | |
| JP4043425B2 (ja) | ジルコニア製熱処理用部材 | |
| JP4582835B2 (ja) | アクチュエータ用圧電部材の製造方法 | |
| JP2021054703A (ja) | セルロースナノファイバー添加ZrO2−Al2O3系セラミックス造粒体、当該造粒体の製造方法、当該造粒体を用いた仮焼粉体及びその製造方法、当該仮焼粉体を用いたセラミックス焼結体及びその製造方法 | |
| JP4048017B2 (ja) | 耐久性および耐摩耗性にすぐれたジルコニア質焼結体からなる粉砕・分散用メディア | |
| JP2002137962A (ja) | ムライト質焼結体からなる熱処理用部材 | |
| JP4546609B2 (ja) | 耐熱衝撃抵抗性に優れたセラミック製熱処理用部材 | |
| JP4993812B2 (ja) | ジルコニア質焼結体からなる熱処理用部材 | |
| JP6594575B1 (ja) | ジルコニア焼結体からなる熱処理用部材 | |
| JP6041719B2 (ja) | ジルコニア質焼結体からなる熱処理用部材 | |
| WO2020179917A1 (ja) | 凹凸加工表面を有するセラミックス焼結体、その製造方法及び前記セラミックス焼結体からなる熱処理用部材 | |
| JP5312523B2 (ja) | セラミック製刃物およびその製造方法 | |
| JP5116246B2 (ja) | セラミック製刃物およびその製造方法 | |
| JP4831945B2 (ja) | ジルコニア−アルミナ系セラミックスおよびその製法 | |
| JP2004315293A (ja) | ジルコニア製熱処理用部材とその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150310 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151028 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151110 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160405 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160427 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5931542 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |