JP2014002833A - 酸化物超電導線材およびその製造方法 - Google Patents
酸化物超電導線材およびその製造方法 Download PDFInfo
- Publication number
- JP2014002833A JP2014002833A JP2010213827A JP2010213827A JP2014002833A JP 2014002833 A JP2014002833 A JP 2014002833A JP 2010213827 A JP2010213827 A JP 2010213827A JP 2010213827 A JP2010213827 A JP 2010213827A JP 2014002833 A JP2014002833 A JP 2014002833A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- oxide superconducting
- tape
- solder
- stabilization
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01G—COMPOUNDS CONTAINING METALS NOT COVERED BY SUBCLASSES C01D OR C01F
- C01G25/00—Compounds of zirconium
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01G—COMPOUNDS CONTAINING METALS NOT COVERED BY SUBCLASSES C01D OR C01F
- C01G3/00—Compounds of copper
- C01G3/006—Compounds containing copper, with or without oxygen or hydrogen, and containing two or more other elements
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B12/00—Superconductive or hyperconductive conductors, cables, or transmission lines
- H01B12/02—Superconductive or hyperconductive conductors, cables, or transmission lines characterised by their form
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N60/00—Superconducting devices
- H10N60/01—Manufacture or treatment
- H10N60/0268—Manufacture or treatment of devices comprising copper oxide
- H10N60/0801—Manufacture or treatment of filaments or composite wires
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N60/00—Superconducting devices
- H10N60/20—Permanent superconducting devices
- H10N60/203—Permanent superconducting devices comprising high-Tc ceramic materials
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E40/00—Technologies for an efficient electrical power generation, transmission or distribution
- Y02E40/60—Superconducting electric elements or equipment; Power systems integrating superconducting elements or equipment
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Inorganic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Ceramic Engineering (AREA)
- Superconductors And Manufacturing Methods Therefor (AREA)
- Inorganic Compounds Of Heavy Metals (AREA)
Abstract
【課題】本発明は、酸化物超電導層への水分の浸入を抑えることができる酸化物超電導線材、及び該超電導線材を簡便に製造できる酸化物超電導線材の製造方法を提供することを目的とする。
【解決手段】本発明の酸化物超電導線材は、基材1と、基材1上に設けられた中間層2と酸化物超電導層3と、酸化物超電導層3上に設けられたAgの安定化基層4とを備えて酸化物超電導積層体5が構成され、酸化物超電導積層体5の周面側に該周面全体を覆うように、第1半田層6と、金属テープの巻きつけにより形成された第1安定化層7とが、この順に被覆されてなることを特徴とする。
【選択図】図1
【解決手段】本発明の酸化物超電導線材は、基材1と、基材1上に設けられた中間層2と酸化物超電導層3と、酸化物超電導層3上に設けられたAgの安定化基層4とを備えて酸化物超電導積層体5が構成され、酸化物超電導積層体5の周面側に該周面全体を覆うように、第1半田層6と、金属テープの巻きつけにより形成された第1安定化層7とが、この順に被覆されてなることを特徴とする。
【選択図】図1
Description
本発明は、超電導電力ケーブル、超電導マグネット、超電導エネルギー貯蔵装置、超電導発電装置、医療用MRI装置、超電導電流リードなどへの応用開発が進められている長尺状の酸化物超電導線材とその製造方法に関する。
近年になって発見されたRE−123系酸化物超電導体(REBa2Cu3O7−X:REはYを含む希土類元素)は、液体窒素温度以上で超電導性を示し、電流損失が低いため、実用上極めて有望な素材とされており、これを線材に加工して電力供給用の導体あるいは磁気コイル等として使用することが要望されている。この酸化物超電導体を線材に加工するための方法として、強度が高く、耐熱性もあり、線材に加工することが容易な金属を長尺のテープ状に加工し、この金属基材テープ上に酸化物超電導層を形成する方法が研究されている。
更に、酸化物超電導体は電気的異方性を有しているので、基材上に酸化物超電導層を形成する場合、結晶の配向制御を行う必要があり、その方法の一例として、基材上に中間層を介して酸化物超電導層を積層する技術が知られている。この中間層を利用する技術の一例として、イオンビームアシスト蒸着法(IBAD法:Ion Beam Assisted Deposition)が知られており、この方法は、スパッタリング法によりターゲットから叩き出した構成粒子を基材上に堆積させる際、イオン銃から発生されたアルゴンイオン等を同時に斜め方向(例えば、45度方向)から照射しながら中間層を堆積させる方法として知られている。このIBAD法によれば、高い2軸配向性を示す中間層を基材上に成膜できるので、この中間層上に酸化物超電導薄膜を形成することにより、超電導特性の優れた酸化物超電導導体を得ることができる。
前記酸化物超電導導体にあっては、酸化物超電導層上に、薄い銀の安定化層を形成し、その上に銅などの良導電性金属材料からなる厚い安定化層を設けた2層構造の安定化層を積層する構造が採用されている(例えば、特許文献1参照)。
前記Agの安定化層は、酸化物超電導層を酸素熱処理する際に酸素量の変動を調節する目的のためにも設けられており、Cuの安定化層は、酸化物超電導層が超電導状態から常電導状態に遷移しようとしたとき、該酸化物超電導層の電流を転流させるバイパスとして機能させるための目的で設けられている。
前記Agの安定化層は、酸化物超電導層を酸素熱処理する際に酸素量の変動を調節する目的のためにも設けられており、Cuの安定化層は、酸化物超電導層が超電導状態から常電導状態に遷移しようとしたとき、該酸化物超電導層の電流を転流させるバイパスとして機能させるための目的で設けられている。
また、酸化物超電導導体を金属テープで挟み、該金属テープの間を半田などの接合部材で充填して接合する構造(特許文献2〜4参照)が知られている。
安定化層として用いられるCuは、酸化物超電導層が超電導状態から常電導状態に遷移しようとしたとき、該酸化物超電導層の電流を転流させるバイパスとして機能させるために、通常、20μm〜150μmの厚みが必要とされる。Cuの安定化層の厚さは、超電導線材の使用温度や、超電導線材に流れる電流、クエンチ(常電導転移)が発生したときの検知システムなどにより必要とされる厚さが異なる。薄いCuの安定化層の形成方法としてはメッキ法などが知られているが、メッキは電解を使った結晶成長であるためプロセスに時間がかかり、厚いCuの安定化層を形成する場合には生産性に問題がある。
図4は、従来の酸化物超電導導体の一構成例を示す模式図である。図4に示す酸化物超電導導体200は、ハステロイテープなどの長尺状の基材201上にIBAD法などにより形成された中間層202と、REBa2Cu3O7−X(REはYを含む希土類元素)からなる酸化物超電導体からなる酸化物超電導層203と、良導電性の安定化層204とが順次積層されて構成されている。しかしながら、このような構成の酸化物超電導導体200では、水分によりダメージを受けやすい超電導層203の側面が外部に露呈しているため、製造工程中などに水分が浸入することにより超電導特性の低下を引き起こす虞がある。
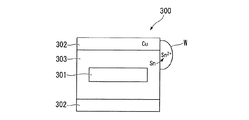
特許文献2〜4に記載の技術では、酸化物超電導導体が半田フィレットなどによりカプセル化されるため、酸化物超電導層の側面は外部に露呈されない構造となっている。図5に、このような構造の酸化物超電導線材300の概略構成図を示す。図5に示す酸化物超電導線材300は、酸化物超電導導体301が、Cuなどの金属テープ302、302で挟みこまれ、この金属テープ302の間にSn合金の半田303が充填されて構成されている。このような構成の酸化物超電導線材300の端部では、Cuなどの金属テープ302とPbなどを含むSn合金の半田303が同一表面に存在しており、金属テープ302と半田303を含む線材側面に水滴Wが付着した場合、水滴Wを介して金属テープ302のCuと半田303のSnとで電池を形成し、半田303のSnが水滴Wに溶け出して、半田303が優先的に腐食されてしまう場合がある。したがって、このように酸化物超電導導体を半田フィレットなどによりカプセル化する方法でも、水分から酸化物超電導導体保護する方法としては十分ではない。
本発明は、以上のような従来の実情に鑑みなされたものであり、酸化物超電導層への水分の浸入を抑えることができる酸化物超電導線材、及び該超電導線材を簡便に製造できる酸化物超電導線材の製造方法を提供することを目的とする。
上記課題を解決するため、本発明は以下の構成とした。
本発明の酸化物超電導線材は、基材と、該基材上に設けられた中間層と酸化物超電導層と、該酸化物超電導層上に設けられたAgの安定化基層とを備えて酸化物超電導積層体が構成され、該酸化物超電導積層体の周面側に該周面全体を覆うように、第1半田層と、金属テープの巻きつけにより形成された第1安定化層とが、この順に被覆されてなることを特徴とする。
本発明の酸化物超電導線材において、前記第1安定化層の周面側に、さらに、前記第1安定化層の外周面全体を覆うように、第2半田層と、金属テープの巻きつけにより形成された第2安定化層とが、この順に被覆されてなることが好ましい。
本発明の酸化物超電導線材において、金属テープの巻きつけにより形成された前記第1安定化層の、前記酸化物超電導積層体の長手方向に隣接する各ターンの金属テープの幅方向端部同士の接触部を覆うように、金属テープを巻きつけて前記第2安定化層が形成されてなることも好ましい。
本発明の酸化物超電導線材は、基材と、該基材上に設けられた中間層と酸化物超電導層と、該酸化物超電導層上に設けられたAgの安定化基層とを備えて酸化物超電導積層体が構成され、該酸化物超電導積層体の周面側に該周面全体を覆うように、第1半田層と、金属テープの巻きつけにより形成された第1安定化層とが、この順に被覆されてなることを特徴とする。
本発明の酸化物超電導線材において、前記第1安定化層の周面側に、さらに、前記第1安定化層の外周面全体を覆うように、第2半田層と、金属テープの巻きつけにより形成された第2安定化層とが、この順に被覆されてなることが好ましい。
本発明の酸化物超電導線材において、金属テープの巻きつけにより形成された前記第1安定化層の、前記酸化物超電導積層体の長手方向に隣接する各ターンの金属テープの幅方向端部同士の接触部を覆うように、金属テープを巻きつけて前記第2安定化層が形成されてなることも好ましい。
本発明の酸化物超電導線材の製造方法は、基材と、該基材上に設けられた中間層と酸化物超電導層と、該酸化物超電導層上に設けられたAgの安定化基層とを備えて酸化物超電導積層体が構成され、該酸化物超電導積層体の周面側に該周面全体を覆うように、第1半田層と、金属テープより形成された第1安定化層とが、この順に被覆されてなる酸化物超電導線材を製造する方法であって、金属テープの少なくとも一方の面に第1半田層が形成された第1安定化層テープを、前記酸化物超電導積層体の外周面に、前記酸化物超電導積層体の長手方向に隣接する各ターンの前記安定化層テープの幅方向端部同士が接するように巻きつける突合せラップ巻きにより、前記第1半田層と前記第1安定化層を形成することを特徴とする。
本発明の酸化物超電導線材の製造方法において、金属テープの一方の面に第1半田層が形成された第1安定化層テープを、前記酸化物超電導積層体の外周面に前記突合せラップ巻きにより巻きつけて、前記第1半田層と前記第1安定化層を形成した後、金属テープの一方の面に第2半田層が形成された第2安定化層テープを、前記酸化物超電導積層体の外周面に形成された前記第1安定化層の外周面に前記突合せラップ巻きにより巻きつけて、前記第2半田層と前記第2安定化層を形成することが好ましい。
本発明の酸化物超電導線材の製造方法において、金属テープの一方の面に第1半田層が形成された第1安定化層テープを、前記酸化物超電導積層体の外周面に前記突合せラップ巻きにより巻きつけて、前記第1半田層と前記第1安定化層を形成した後、金属テープの一方の面に第2半田層が形成された第2安定化層テープを、前記酸化物超電導積層体の外周面に形成された前記第1安定化層の外周面に前記突合せラップ巻きにより巻きつけて、前記第2半田層と前記第2安定化層を形成することが好ましい。
本発明の酸化物超電導線材の製造方法において、金属テープの一方の面に第1半田層が形成され、且つ該金属テープの他方の面に第2半田層が形成された第1安定化層テープを、前記酸化物超電導積層体の外周面に前記突合せラップ巻きにより巻きつけて、前記第1半田層と前記第1安定化層と第2半田層を形成した後、金属テープよりなる第2安定化層テープを、前記酸化物超電導積層体の外周面に形成された前記第2半田層の外周面に前記突合せラップ巻きにより巻きつけて、前記第2安定化層を形成することが好ましい。
本発明の酸化物超電導線材の製造方法において、前記酸化物超電導積層体の長手方向に隣接する各ターンの前記第1安定化層テープの幅方向端部同士の接触部を覆うように、前記第2安定化層テープを巻きつけることも好ましい。
本発明の酸化物超電導線材の製造方法において、前記酸化物超電導積層体の長手方向に隣接する各ターンの前記第1安定化層テープの幅方向端部同士の接触部を覆うように、前記第2安定化層テープを巻きつけることも好ましい。
本発明の酸化物超電導線材は、酸化物超電導積層体の外周面全体を覆うように、第1半田層と、金属テープより形成された第1安定化層とが、この順に被覆されてなる構成とした。これにより、本発明の酸化物超電導線材は、最外周の全周が金属テープよりなる安定化層により被覆されている構成であるため、水滴などが付着した場合にも、半田層が腐食されることがなく、酸化物超電導層への水分の浸入を抑えることができる。
また、本発明の酸化物超電導線材において、酸化物超電導積層体の外周面を覆うように第1半田層、第1安定化層、第2半田層、第2安定化層が形成されている構成とするならば、酸化物超電導層を含む酸化物超電導積層体の側面全てが外部から遮蔽された構成が実現できる。このような構成にすることで、酸化物超電導層への水分の浸入を抑え、酸化物超電導層が水分によりダメージを受けて超電導特性が劣化することを防ぐことができる。
さらに、本発明の酸化物超電導線材において、金属テープが巻きつけられてなる第1安定化層の各ターンの接触部を覆うように、金属テープを巻きつけて第2安定化層が形成される構成とするならば、酸化物超電導線材のハーメチック性(気密性)を高めることができ、酸化物超電導層が水分によりダメージを受けることをより一層抑止することができる。
また、本発明の酸化物超電導線材において、酸化物超電導積層体の外周面を覆うように第1半田層、第1安定化層、第2半田層、第2安定化層が形成されている構成とするならば、酸化物超電導層を含む酸化物超電導積層体の側面全てが外部から遮蔽された構成が実現できる。このような構成にすることで、酸化物超電導層への水分の浸入を抑え、酸化物超電導層が水分によりダメージを受けて超電導特性が劣化することを防ぐことができる。
さらに、本発明の酸化物超電導線材において、金属テープが巻きつけられてなる第1安定化層の各ターンの接触部を覆うように、金属テープを巻きつけて第2安定化層が形成される構成とするならば、酸化物超電導線材のハーメチック性(気密性)を高めることができ、酸化物超電導層が水分によりダメージを受けることをより一層抑止することができる。
本発明の酸化物超電導線材の製造方法によれば、酸化物超電導層の水分が浸入することを抑止できる酸化物超電導線材を提供することができる。また、本発明の酸化物超電導線材の製造方法は、従来のメッキ法により安定化層を形成する方法と比較して、より簡便に酸化物超電導線材を製造することができる。さらに、金属テープの厚さを調整することにより、簡便に所望の厚さの安定化層を形成することができる。
また、本発明の酸化物超電導線材の製造方法において、金属テープの一方の面に第1半田層が形成され、且つ該金属テープの他方の面に第2半田層が形成された第1安定化層テープと、金属テープよりなる第2安定化層テープを酸化物超電導積層体に順に巻きつける構成とするならば、金属テープを半田浴に浸漬させることにより第1安定化層テープを製造することができるため、より簡便な製造方法とすることができる。
さらに、本発明の酸化物超電導線材の製造方法において、酸化物超電導積層体の長手方向に隣接する各ターンの第1安定化層テープの接触部を覆うように、第2安定化層テープを巻きつける構成とするならば、ハーメチック性(気密性)が高く、酸化物超電導層が水分によりダメージを受けることをより一層抑止可能な酸化物超電導線材を提供することができる。
また、本発明の酸化物超電導線材の製造方法において、金属テープの一方の面に第1半田層が形成され、且つ該金属テープの他方の面に第2半田層が形成された第1安定化層テープと、金属テープよりなる第2安定化層テープを酸化物超電導積層体に順に巻きつける構成とするならば、金属テープを半田浴に浸漬させることにより第1安定化層テープを製造することができるため、より簡便な製造方法とすることができる。
さらに、本発明の酸化物超電導線材の製造方法において、酸化物超電導積層体の長手方向に隣接する各ターンの第1安定化層テープの接触部を覆うように、第2安定化層テープを巻きつける構成とするならば、ハーメチック性(気密性)が高く、酸化物超電導層が水分によりダメージを受けることをより一層抑止可能な酸化物超電導線材を提供することができる。
以下、本発明に係る酸化物超電導線材の実施形態について図面に基づいて説明する。
図1(a)は本発明に係る酸化物超電導線材の一実施形態を模式的に示す概略斜視図であり、図1(b)は図1(a)に示す酸化物超電導線材に組み込まれている酸化物超電導積層体の概略構成図である。
図1(b)に示す酸化物超電導積層体5は長尺テープ状の基材1の上に、中間層2と酸化物超電導層3と安定化基層4を積層してなり、この酸化物超電導積層体5を中心部に備え、その全周面を覆うように第1半田層6と金属テープよりなる第1安定化層7が形成され、第1安定化層7の全周面を覆うように第2半田層8と金属テープよりなる第2安定化層9が形成され、酸化物超電導線材10が構成されている。
図1(a)は本発明に係る酸化物超電導線材の一実施形態を模式的に示す概略斜視図であり、図1(b)は図1(a)に示す酸化物超電導線材に組み込まれている酸化物超電導積層体の概略構成図である。
図1(b)に示す酸化物超電導積層体5は長尺テープ状の基材1の上に、中間層2と酸化物超電導層3と安定化基層4を積層してなり、この酸化物超電導積層体5を中心部に備え、その全周面を覆うように第1半田層6と金属テープよりなる第1安定化層7が形成され、第1安定化層7の全周面を覆うように第2半田層8と金属テープよりなる第2安定化層9が形成され、酸化物超電導線材10が構成されている。
基材1は、通常の超電導線材の基材として使用し得るものであれば良く、長尺のプレート状、シート状又はテープ状であることが好ましく、耐熱性の金属からなるものが好ましい。耐熱性の金属の中でも、合金が好ましく、ニッケル(Ni)合金又は銅(Cu)合金がより好ましい。中でも、市販品であればハステロイ(商品名、ヘインズ社製)が好適であり、モリブデン(Mo)、クロム(Cr)、鉄(Fe)、コバルト(Co)等の成分量が異なる、ハステロイB、C、G、N、W等のいずれの種類も使用できる。
基材1の厚さは、目的に応じて適宜調整すれば良く、通常は、10〜500μmであることが好ましく、20〜200μmであることがより好ましい。下限値以上とすることで強度が一層向上し、上限値以下とすることでオーバーオールの臨界電流密度を一層向上させることができる。
基材1の厚さは、目的に応じて適宜調整すれば良く、通常は、10〜500μmであることが好ましく、20〜200μmであることがより好ましい。下限値以上とすることで強度が一層向上し、上限値以下とすることでオーバーオールの臨界電流密度を一層向上させることができる。
中間層2は、酸化物超電導層3の結晶配向性を制御し、基材1中の金属元素の酸化物超電導層3への拡散を防止するものである。さらに、基材1と酸化物超電導層3との物理的特性(熱膨張率や格子定数等)の差を緩和するバッファー層として機能し、その材質は、物理的特性が基材1と酸化物超電導層3との中間的な値を示す金属酸化物が好ましい。中間層2の好ましい材質として具体的には、Gd2Zr2O7、MgO、ZrO2−Y2O3(YSZ)、SrTiO3、CeO2、Y2O3、Al2O3、Gd2O3、Zr2O3、Ho2O3、Nd2O3等の金属酸化物が例示できる。
中間層2は、単層でも良いし、複数層でも良い。例えば、前記金属酸化物からなる層(金属酸化物層)は、結晶配向性を有していることが好ましく、複数層である場合には、最外層(最も超電導層3に近い層)が少なくとも結晶配向性を有していることが好ましい。
中間層2は、単層でも良いし、複数層でも良い。例えば、前記金属酸化物からなる層(金属酸化物層)は、結晶配向性を有していることが好ましく、複数層である場合には、最外層(最も超電導層3に近い層)が少なくとも結晶配向性を有していることが好ましい。
中間層2と基材1との間には、ベッド層が介在されていてもよい。ベッド層は、耐熱性が高く、界面反応性を低減するためのものであり、その上に配される膜の配向性を得るために用いる。このようなベッド層は、必要に応じて配され、例えば、イットリア(Y2O3)、窒化ケイ素(Si3N4)、酸化アルミニウム(Al2O3、「アルミナ」とも呼ぶ)等から構成される。このベッド層は、例えばスパッタリング法等の成膜法により形成され、その厚さは例えば10〜200nmである。
さらに、本発明においては、基材1とベッド層との間に拡散防止層が介在された構造としても良い。拡散防止層は、基材1の構成元素拡散を防止する目的で形成されたもので、窒化ケイ素(Si3N4)、酸化アルミニウム(Al2O3)、あるいは希土類金属酸化物等から構成され、その厚さは例えば10〜400nmである。なお、拡散防止層の結晶性は問われないので、通常のスパッタ法等の成膜法により形成すればよい。
このように基材1とベッド層との間に拡散防止層を介在させることにより、後述する中間層2や酸化物超電導層3等の他の層を形成する際に、必然的に加熱されたり、熱処理される結果として熱履歴を受ける場合に、基材1の構成元素の一部がベッド層を介して酸化物超電導層3側に拡散することを効果的に抑制することができる。基材1とベッド層との間に拡散防止層を介在させる場合の例としては、拡散防止層としてAl2O3、ベッド層としてY2O3を用いる組み合わせを例示することができる。
このように基材1とベッド層との間に拡散防止層を介在させることにより、後述する中間層2や酸化物超電導層3等の他の層を形成する際に、必然的に加熱されたり、熱処理される結果として熱履歴を受ける場合に、基材1の構成元素の一部がベッド層を介して酸化物超電導層3側に拡散することを効果的に抑制することができる。基材1とベッド層との間に拡散防止層を介在させる場合の例としては、拡散防止層としてAl2O3、ベッド層としてY2O3を用いる組み合わせを例示することができる。
また中間層2は、前記金属酸化物層の上に、さらにキャップ層が積層された複数層構造でも良い。キャップ層は、超電導層3の配向性を制御する機能を有するとともに、酸化物超電導層3を構成する元素の中間層2への拡散や、酸化物超電導層3積層時に使用するガスと中間層2との反応を抑制する機能等を有するものである。そして、前記金属酸化物層により配向性が制御される。
キャップ層は、前記金属酸化物層の表面に対してエピタキシャル成長し、その後、横方向(面方向)に粒成長(オーバーグロース)して、結晶粒が面内方向に選択成長するという過程を経て形成されたものが好ましい。このようなキャップ層は、前記金属酸化物層よりも高い面内配向度が得られる。
キャップ層の材質は、上記機能を発現し得るものであれば特に限定されないが、好ましいものとして具体的には、CeO2、Y2O3、Al2O3、Gd2O3、Zr2O3、Ho2O3、Nd2O3等が例示できる。キャップ層の材質がCeO2である場合、キャップ層は、Ceの一部が他の金属原子又は金属イオンで置換されたCe−M−O系酸化物を含んでいても良い。
キャップ層の材質は、上記機能を発現し得るものであれば特に限定されないが、好ましいものとして具体的には、CeO2、Y2O3、Al2O3、Gd2O3、Zr2O3、Ho2O3、Nd2O3等が例示できる。キャップ層の材質がCeO2である場合、キャップ層は、Ceの一部が他の金属原子又は金属イオンで置換されたCe−M−O系酸化物を含んでいても良い。
中間層2の厚さは、目的に応じて適宜調整すれば良いが、通常は、0.1〜5μmである。
中間層2が、前記金属酸化物層の上にキャップ層が積層された複数層構造である場合には、キャップ層の厚さは、通常は、0.1〜1.5μmである。
中間層2が、前記金属酸化物層の上にキャップ層が積層された複数層構造である場合には、キャップ層の厚さは、通常は、0.1〜1.5μmである。
中間層2は、スパッタ法、真空蒸着法、レーザ蒸着法、電子ビーム蒸着法、イオンビームアシスト蒸着法(以下、IBAD法と略記する)等の物理的蒸着法;化学気相成長法(CVD法);塗布熱分解法(MOD法);溶射等、酸化物薄膜を形成する公知の方法で積層できる。特に、IBAD法で形成された前記金属酸化物層は、結晶配向性が高く、酸化物超電導層3やキャップ層の結晶配向性を制御する効果が高い点で好ましい。IBAD法とは、蒸着時に、結晶の蒸着面に対して所定の角度でイオンビームを照射することにより、結晶軸を配向させる方法である。通常は、イオンビームとして、アルゴン(Ar)イオンビームを使用する。例えば、Gd2Zr2O7、MgO又はZrO2−Y2O3(YSZ)からなる中間層2は、IBAD法における配向度を表す指標であるΔΦ(FWHM:半値全幅)の値を小さくできるため、特に好適である。
酸化物超電導層3は通常知られている組成の酸化物超電導体からなるものを広く適用することができ、REBa2Cu3Oy(REはY、La、Nd、Sm、Er、Gd等の希土類元素を表す)なる材質のもの、具体的には、Y123(YBa2Cu3Oy)又はGd123(GdBa2Cu3Oy)を例示することができる。また、その他の酸化物超電導体、例えば、Bi2Sr2Can−1CunO4+2n+δなる組成等に代表される臨界温度の高い他の酸化物超電導体からなるものを用いても良いのは勿論である。
酸化物超電導層3は、スパッタ法、真空蒸着法、レーザ蒸着法、電子ビーム蒸着法等の物理的蒸着法;化学気相成長法(CVD法);塗布熱分解法(MOD法)等で積層でき、なかでもレーザ蒸着法が好ましい。
酸化物超電導層3の厚みは、0.5〜5μm程度であって、均一な厚みであることが好ましい。
酸化物超電導層3は、スパッタ法、真空蒸着法、レーザ蒸着法、電子ビーム蒸着法等の物理的蒸着法;化学気相成長法(CVD法);塗布熱分解法(MOD法)等で積層でき、なかでもレーザ蒸着法が好ましい。
酸化物超電導層3の厚みは、0.5〜5μm程度であって、均一な厚みであることが好ましい。
酸化物超電導層3の上に積層されている安定化基層4はAgなどの良導電性かつ酸化物超電導層3と接触抵抗が低くなじみの良い金属材料からなる層として形成される。
なお、安定化基層4をAgから構成する理由として、酸化物超電導層3に酸素をドープするアニール工程においてドープした酸素を酸化物超電導層3から逃避し難くする性質を有する点を挙げることができる。Agの安定化基層4を成膜するには、スパッタ法などの成膜法を採用し、その厚さを1〜30μm程度に形成できる。
なお、安定化基層4をAgから構成する理由として、酸化物超電導層3に酸素をドープするアニール工程においてドープした酸素を酸化物超電導層3から逃避し難くする性質を有する点を挙げることができる。Agの安定化基層4を成膜するには、スパッタ法などの成膜法を採用し、その厚さを1〜30μm程度に形成できる。
図1(b)に示す構造の酸化物超電導積層体5は、酸化物超電導層3の上面をAgの安定化基層4で覆ってカバーしているが、酸化物超電導層3の両側面側は特に保護されておらず、露出されており、酸化物超電導層3に水分が浸入して超電導特性が劣化するおそれがあることを考慮し、何らかのカバーで保護する必要がある。
本実施形態においては、酸化物超電導層3を保護するために、酸化物超電導積層体5の周面側に該周面全体を覆うように、第1半田層6と、金属テープの巻きつけにより形成された第1安定化層7と、第2半田層8と、金属テープの巻きつけにより形成された第2安定化層9とが、この順に被覆されてなる構成として酸化物超電導積層体5の全周をカバーする構造を採用する。
本実施形態においては、酸化物超電導層3を保護するために、酸化物超電導積層体5の周面側に該周面全体を覆うように、第1半田層6と、金属テープの巻きつけにより形成された第1安定化層7と、第2半田層8と、金属テープの巻きつけにより形成された第2安定化層9とが、この順に被覆されてなる構成として酸化物超電導積層体5の全周をカバーする構造を採用する。
第1半田層6および第2半田層8を構成する半田としては、特に限定されず、従来公知の半田を使用することができ、例えば、Sn−Ag系合金、Sn−Bi系合金、Sn−Cu系合金、Sn−Zn系合金などの鉛フリー半田、Pb−Sn系合金半田、共晶半田、低温半田などが挙げられ、これらの半田を1種または2種以上組み合わせて使用することができる。これらの中でも、融点が300℃以下の半田を用いることが好ましい。これにより、300℃以下の温度で半田付けすることが可能となるので、半田付けの熱によって酸化物超電導層3の特性が劣化することを抑止することができる。第1半田層6の厚さは、特に限定されず、適宜調整可能であるが、例えば、2〜20μm程度とすることができる。なお、第1半田層6および第2半田層8を構成する半田の種類や、第1半田層6および第2半田層8の厚さは、同一でも異なっていてもよく、適宜調整可能である。
第1安定化層7および第2安定化層9は、酸化物超電導層3が超電導状態から常電導状態に遷移しようとしたときに、安定化基層4とともに、酸化物超電導層3の電流が転流するバイパスとして機能する。第1安定化層7および第2安定化層9は、長尺の金属テープを酸化物超電導積層体5の外周側に巻きつけることにより形成されている。第1安定化層7および第2安定化層9を形成する金属テープは、良導電性の金属から形成されており、Cu、黄銅(Cu−Zn合金)、Cu−Ni合金等の銅合金、ステンレス等の比較的安価なものを用いることが好ましく、中でも高い導電性を有し、安価であることがらCuが好ましい。第1安定化層7および第2安定化層9の厚さは特に限定されず、適宜調整可能であるが、12.5〜300μmとすることが好ましい。下限値以上とすることにより酸化物超電導層3を安定化する一層高い効果が得られ、上限値以下とすることにより酸化物超電導線材10を薄型化できる。なお、第1安定化層7および第2安定化層9を構成する金属の種類や、第1安定化層7および第2安定化層9の厚さは、同一でも異なっていてもよく、適宜調整可能である。
本実施形態の酸化物超電導線材10は、酸化物超電導積層体5の外周面を覆うように第1半田層6、第1安定化層7、第2半田層8、第2安定化層9が形成されている構成であるため、酸化物超電導層3を含む酸化物超電導積層体5の側面全てが外部から遮蔽された構成が実現できる。このような構成にすることで、酸化物超電導層3への水分の浸入を抑え、酸化物超電導層3が水分によりダメージを受けて超電導特性が劣化することを防ぐことができる。
また、図5に示す従来の酸化物超電導線材300では、該線材に水滴Wが付着した場合に、水滴Wを介して半田303と金属テープ302とで電池を形成し、半田303が腐食されてしまう場合があった。これに対し、本実施形態の酸化物超電導線材10は、最外周の全周が金属テープよりなる第2安定化層9により被覆されている構成であるため、水滴などが付着した場合にも、半田層が腐食されることがなく、酸化物超電導層3への水分の浸入を抑えることができる。
また、図5に示す従来の酸化物超電導線材300では、該線材に水滴Wが付着した場合に、水滴Wを介して半田303と金属テープ302とで電池を形成し、半田303が腐食されてしまう場合があった。これに対し、本実施形態の酸化物超電導線材10は、最外周の全周が金属テープよりなる第2安定化層9により被覆されている構成であるため、水滴などが付着した場合にも、半田層が腐食されることがなく、酸化物超電導層3への水分の浸入を抑えることができる。
次に、本発明に係る酸化物超電導線材10の製造方法の実施形態について図面に基づいて説明する。
[第1実施形態]
図2は本発明に係る酸化物超電導線材の製造方法の第1実施形態の工程を説明するための工程説明図である。
まず、前述した長尺の酸化物超電導積層体5と、金属テープ7aの一方の面に第1半田層6aが形成された第1安定化層テープ11を準備する。金属テープ7aの材質および厚さとしては、前記酸化物超電導線材10の第1金属安定化層7として挙げたものと同様である。また、第1半田層6aを構成する半田も、前記酸化物超電導線材10の第1半田層6として挙げたものと同様である。
次いで、図2(a)に示すように、長尺の酸化物超電導積層体5の外周面に、第1安定化層11テープを、第1半田層6aを内側にして、酸化物超電導積層体5の長手方向に隣接する各ターンの第1安定化層テープ11の幅方向端部同士が接するように巻きつける(以下の説明において、このような巻きつけ方を「突合せラップ巻き」と略称する。)。このように第1安定化層テープ11を酸化物超電導積層体5に巻きつけることにより、酸化物超電導積層体5の長手方向に隣接する各第1安定化層テープ11a、11b、11cは、隙間無く配置され、隣接する第1安定化層テープ11a、11b、11cの端部同士が接触した状態となる。
[第1実施形態]
図2は本発明に係る酸化物超電導線材の製造方法の第1実施形態の工程を説明するための工程説明図である。
まず、前述した長尺の酸化物超電導積層体5と、金属テープ7aの一方の面に第1半田層6aが形成された第1安定化層テープ11を準備する。金属テープ7aの材質および厚さとしては、前記酸化物超電導線材10の第1金属安定化層7として挙げたものと同様である。また、第1半田層6aを構成する半田も、前記酸化物超電導線材10の第1半田層6として挙げたものと同様である。
次いで、図2(a)に示すように、長尺の酸化物超電導積層体5の外周面に、第1安定化層11テープを、第1半田層6aを内側にして、酸化物超電導積層体5の長手方向に隣接する各ターンの第1安定化層テープ11の幅方向端部同士が接するように巻きつける(以下の説明において、このような巻きつけ方を「突合せラップ巻き」と略称する。)。このように第1安定化層テープ11を酸化物超電導積層体5に巻きつけることにより、酸化物超電導積層体5の長手方向に隣接する各第1安定化層テープ11a、11b、11cは、隙間無く配置され、隣接する第1安定化層テープ11a、11b、11cの端部同士が接触した状態となる。
続いて、金属テープ9aの一方の面に第2半田層8aが形成された第2安定化層テープ12を準備する。金属テープ9aの材質および厚さとしては、前記酸化物超電導線材10の第2金属安定化層9として挙げたものと同様である。また、第2半田層8aを構成する半田も、前記酸化物超電導線材10の第2半田層8として挙げたものと同様である。
その後、図2(b)に示すように、酸化物超電導積層体5の外周面を覆うように第1安定化層テープ11が巻きつけられた複合体20の外周面に、第2安定化層12テープを、第2半田層8aを内側にして、突合せラップ巻きにより巻きつける。この際、複合体20の酸化物超電導積層体5の長手方向に隣接する各ターンの各第1安定化層テープ11a、11b、11cの幅方向端部同士の接触部21を覆うように、第2安定化層テープ12を巻きつける。
このように第2安定化層テープ12を複合体20に巻きつけることにより、酸化物超電導積層体5の長手方向に隣接する各第2安定化層テープ12a、12b、12cは、隙間無く配置され、隣接する第2安定化層テープ12a、12b、12cの端部同士が接触した状態となる。
その後、図2(b)に示すように、酸化物超電導積層体5の外周面を覆うように第1安定化層テープ11が巻きつけられた複合体20の外周面に、第2安定化層12テープを、第2半田層8aを内側にして、突合せラップ巻きにより巻きつける。この際、複合体20の酸化物超電導積層体5の長手方向に隣接する各ターンの各第1安定化層テープ11a、11b、11cの幅方向端部同士の接触部21を覆うように、第2安定化層テープ12を巻きつける。
このように第2安定化層テープ12を複合体20に巻きつけることにより、酸化物超電導積層体5の長手方向に隣接する各第2安定化層テープ12a、12b、12cは、隙間無く配置され、隣接する第2安定化層テープ12a、12b、12cの端部同士が接触した状態となる。
次に、酸化物超電導積層体5の外周面を覆うように第1安定化層テープ11および第2安定化層テープ12が巻きつけられた被覆酸化物超電導積層体に、加熱処理及び必要に応じて加圧処理を施すことにより、第1半田層6aおよび第2半田層8aが溶融して酸化物超電導積層体5の外周面に金属テープ7a、9aが十分な接合強度で接合される。これにより、酸化物超電導積層体5の外周面を覆うように、第1安定化層テープ11の第1半田層6aおよび金属テープ7aより形成された第1半田層6および第1安定化層7と、第2安定化層テープ12の第2半田層8aおよび金属テープ9aより形成された第2半田層8および第2安定化層9とが、この順に被覆された酸化物超電導線材10を形成することができる。
図2(c)は、本実施形態の酸化物超電導線材の製造方法により製造された酸化物超電導線材を長手方向に沿って切断した断面図である。図2(c)に示すように、本実施形態の酸化物超電導線材の製造方法において、複合体20の酸化物超電導積層体5の長手方向に隣接する各ターンの各第1安定化層テープ11a、11b、11cの幅方向端部同士の接触部21を覆うように、第2安定化層テープ12を巻きつけることにより、接触部21の上面は第2半田層8および第2安定化層9により覆われるため、酸化物超電導線材のハーメチック性(気密性)を高めることができ、外部より水分などが接触部21を介して浸入し、酸化物超電導層3にダメージを与えることをより一層抑止することができる。
本実施形態の酸化物超電導線材の製造方法によれば、酸化物超電導層の水分が浸入することを抑止できる酸化物超電導線材を提供することができる。また、本実施形態の酸化物超電導線材の製造方法は、従来のメッキ法により安定化層を形成する方法と比較して、より簡便に酸化物超電導線材を製造することができる。さらに、金属テープの厚さを調整することにより、簡便に所望の厚さの安定化層を形成することができる。
以上、本発明に係る第1実施形態の超電導線材の製造方法について説明したが、本発明はこれに限定されない。例えば、図2(a)に示すように酸化物超電導積層体5の外周面を覆うように第1安定化層テープ11を巻きつけた後に、加熱及び必要に応じて加圧を行うことで、酸化物超電導積層体5の外周面が第1半田層6と第1安定化層7により被覆された構造の酸化物超電導線材を作製することもできる。このような構成の酸化物超電導線材も、上記第1実施形態の酸化物超電導線材10と同様に、酸化物超電導層3を含む酸化物超電導積層体5の側面全てが外部から遮蔽された構成が実現できるため、酸化物超電導層3への水分の浸入を抑え、酸化物超電導層3が水分によりダメージを受けて超電導特性が劣化することを防ぐことができる。
[第2実施形態]
図3は本発明に係る酸化物超電導線材の製造方法の第2実施形態の工程を説明するための工程説明図である。
まず、前述した長尺の酸化物超電導積層体5と、金属テープ7bの一方の面に第1半田層6bが形成され、且つ金属テープ7bの他方の面に第2半田層8bが形成された第1安定化層テープ13を準備する。金属テープ7bの材質および厚さとしては、前記酸化物超電導線材10の第1金属安定化層7として挙げたものと同様である。また、第1半田層6bおよび第2半田層8bを構成する半田も、前記酸化物超電導線材10の第1半田層6および第2半田層8として挙げたものと同様である。
次いで、図3(a)に示すように、長尺の酸化物超電導積層体5の外周面に、第1安定化層13テープを、第1半田層6bを内側にして、酸化物超電導積層体5の長手方向に隣接する各ターンの第1安定化層テープ13の幅方向端部同士が接するように突合せラップ巻きにより巻きつける。このように第1安定化層テープ13を酸化物超電導積層体5に巻きつけることにより、酸化物超電導積層体5の長手方向に隣接する各第1安定化層テープ13a、13b、13cは、隙間無く配置され、隣接する第1安定化層テープ13a、13b、13cの端部同士が接触した状態となる。
図3は本発明に係る酸化物超電導線材の製造方法の第2実施形態の工程を説明するための工程説明図である。
まず、前述した長尺の酸化物超電導積層体5と、金属テープ7bの一方の面に第1半田層6bが形成され、且つ金属テープ7bの他方の面に第2半田層8bが形成された第1安定化層テープ13を準備する。金属テープ7bの材質および厚さとしては、前記酸化物超電導線材10の第1金属安定化層7として挙げたものと同様である。また、第1半田層6bおよび第2半田層8bを構成する半田も、前記酸化物超電導線材10の第1半田層6および第2半田層8として挙げたものと同様である。
次いで、図3(a)に示すように、長尺の酸化物超電導積層体5の外周面に、第1安定化層13テープを、第1半田層6bを内側にして、酸化物超電導積層体5の長手方向に隣接する各ターンの第1安定化層テープ13の幅方向端部同士が接するように突合せラップ巻きにより巻きつける。このように第1安定化層テープ13を酸化物超電導積層体5に巻きつけることにより、酸化物超電導積層体5の長手方向に隣接する各第1安定化層テープ13a、13b、13cは、隙間無く配置され、隣接する第1安定化層テープ13a、13b、13cの端部同士が接触した状態となる。
続いて、金属テープよりなる第2安定化層テープ9bを準備する。第2安定化層テープ9bである金属テープの材質および厚さとしては、前記酸化物超電導線材10の第2金属安定化層9として挙げたものと同様である。その後、図3(b)に示すように、酸化物超電導積層体5の外周面を覆うように第1安定化層テープ13が巻きつけられた複合体30の外周面に、第2安定化層9bテープを、突合せラップ巻きにより巻きつける。この際、複合体20の酸化物超電導積層体5の長手方向に隣接する各ターンの各第1安定化層テープ13a、13b、13cの幅方向端部同士の接触部21を覆うように、第2安定化層テープ9bを巻きつける。
このように第2安定化層テープ9bを複合体30に巻きつけることにより、酸化物超電導積層体5の長手方向に隣接する各第2安定化層テープ13a、13b、13cは、隙間無く配置され、隣接する第2安定化層テープ13a、13b、13cの端部同士が接触した状態となる。
このように第2安定化層テープ9bを複合体30に巻きつけることにより、酸化物超電導積層体5の長手方向に隣接する各第2安定化層テープ13a、13b、13cは、隙間無く配置され、隣接する第2安定化層テープ13a、13b、13cの端部同士が接触した状態となる。
次に、酸化物超電導積層体5の外周面を覆うように第1安定化層テープ13および第2安定化層テープ9bが巻きつけられた被覆酸化物超電導積層体に、加熱処理及び必要に応じて加圧処理を施すことにより、第1半田層6bおよび第2半田層8bが溶融して酸化物超電導積層体5の外周面に金属テープ7b、9bが十分な接合強度で接合される。これにより、酸化物超電導積層体5の外周面を覆うように、第1安定化層テープ13の第1半田層6bおよび金属テープ7bならびに第2半田層8bより形成された第1半田層6および第1安定化層7ならびに第2半田層8と、第2安定化層テープ9bより形成された第2安定化層9とが、この順に被覆された酸化物超電導線材10を形成することができる。
図3(c)は、本実施形態の酸化物超電導線材の製造方法により製造された酸化物超電導線材を長手方向に沿って切断した断面図である。図3(c)に示すように、本実施形態の酸化物超電導線材の製造方法において、複合体30の酸化物超電導積層体5の長手方向に隣接する各ターンの各第1安定化層テープ13a、13b、13cの幅方向端部同士の接触部31を覆うように、第2安定化層テープ9bを巻きつけることにより、接触部31の上面は第2安定化層9bにより覆われるため、酸化物超電導線材のハーメチック性(気密性)を高めることができ、外部より水分などが接触部31を介して浸入し、酸化物超電導層3にダメージを与えることをより一層抑止することができる。
本実施形態の酸化物超電導線材の製造方法によれば、酸化物超電導層の水分が浸入することを抑止できる酸化物超電導線材を提供することができる。また、本実施形態の酸化物超電導線材の製造方法は、従来のメッキ法により安定化層を形成する方法と比較して、より簡便に酸化物超電導線材を製造することができる。さらに、金属テープの厚さを調整することにより、簡便に所望の厚さの安定化層を形成することができる。
また、本実施形態の酸化物超電導線材の製造方法は、金属テープ7bの一方の面に第1半田層6bが形成され、且つ金属テープ7bの他方の面に第2半田層8bが形成された第1安定化層テープ13と、金属テープよりなる第2安定化層テープ9bを酸化物超電導積層体5に巻きつける構成とした。そのため、本実施形態において、第1半田層6bおよび第2半田層8bを同一の半田とする構成とするなら、金属テープ7bを第1半田層6bおよび第2半田層8bを構成する半田を満たした半田浴に浸漬させることにより第1安定化層テープ13を製造することができるため、より簡便な製造方法とすることができる。前述した第1実施形態の製造方法も従来のメッキ法に比べて簡便であるが金属テープの片面のみに半田層を形成する場合は、金属テープの他方の面にマスキングを施す必要があるため、本実施形態の製造方法の方が、安定化層テープの調達がより簡便である。
以上、本発明の酸化物超電導線材およびその製造方法について説明したが、上記実施形態において、酸化物超電導線材の各部は一例であって、本発明の範囲を逸脱しない範囲で適宜変更することが可能である。例えば、上記実施形態では、酸化物超電導積層体5の全周面を覆うように第1半田層6と、第1安定化層7と、第2半田層8と、第2安定化層9がこの順に形成された酸化物超電導線材10を例示したが、本発明はこれに限定されず、第2半田層8と第2安定化層9を省略することも可能である。また、上記実施形態では、金属テープの一方の面に半田層が形成された第1安定化層テープ11および第2安定化層テープ12、または金属テープの両面に半田層が形成された第1安定化層テープ13を使用して、第1半田層6および第2半田層8を形成する例を示したが、本発明はこれに限定されない。酸化物超電導積層体5を半田浴に浸漬させることにより第1半田層6を形成してもよいし、酸化物超電導積層体5に第1安定化層テープ11が巻きつけられた複合体20を半田浴に浸漬させることにより第2半田層8を形成してもよい。
以下、実施例を示して本発明をさらに詳細に説明するが、本発明はこれらの実施例に限定されるものではない。
「実施例」
幅10mm、厚さ0.1mmのハステロイC276(米国ヘインズ社製商品名)製の金属基材の上に、IBAD法により1.2μm厚のGd2Zr2O7(GZO)なる組成の中間層を形成し、さらにこの中間層の上にPLD法により1.0μm厚のCeO2なる組成のキャップ層を成膜した。次に、このキャップ層の上にPLD法により1.0μm厚のGdBa2Cu3O7−xなる組成の酸化物超電導層を形成し、さらにこの酸化物超電導層の上にスパッタ法により10μm厚のAgの安定化基層を形成した。得られた積層体を長手方向に沿って裁断することにより、幅5mm、長さ10m、臨界電流値Ic=100Aの酸化物超電導積層体を作製した。
幅10mm、厚さ0.1mmのハステロイC276(米国ヘインズ社製商品名)製の金属基材の上に、IBAD法により1.2μm厚のGd2Zr2O7(GZO)なる組成の中間層を形成し、さらにこの中間層の上にPLD法により1.0μm厚のCeO2なる組成のキャップ層を成膜した。次に、このキャップ層の上にPLD法により1.0μm厚のGdBa2Cu3O7−xなる組成の酸化物超電導層を形成し、さらにこの酸化物超電導層の上にスパッタ法により10μm厚のAgの安定化基層を形成した。得られた積層体を長手方向に沿って裁断することにより、幅5mm、長さ10m、臨界電流値Ic=100Aの酸化物超電導積層体を作製した。
次に厚さ20μmのCuテープの一方の面に厚さ5μmの錫半田層が形成された第1安定化層テープを準備し、上記で作製した酸化物超電導積層体の外周面に、図2(a)に示すように、半田側を内側にして巻きつけた。
続いて、厚さ20μmのCuテープの一方の面に厚さ5μmの錫半田層が形成された第2安定化層テープを準備し、第1半田層テープを巻きつけた酸化物超電導積層体の外周面に、半田層を内側にして、図2(b)に示すように、第1安定化層テープの各ターンの接触部を覆うようにして、第2安定化層テープを巻きつけた。
次に、酸化物超電導積層体の外周面を覆うように第1安定化層テープおよび第2安定化層テープが巻きつけられた被覆酸化物超電導積層体を、半田の融点以上の温度で加熱することにより、酸化物超電導積層体の外周面を覆うように、半田層(第1半田層)と、Cu層(第1安定化層)と、半田層(第2半田層)と、Cu層(第2半田層)とが順に形成された、図1(a)に示す構造の酸化物超電導線材を製造した。得られた酸化物超電導線材の臨界電流値Icは100Aであり、酸化物超電導積層体の超電導特性を劣化させることなく酸化物超電導線材を作製することができた。
続いて、厚さ20μmのCuテープの一方の面に厚さ5μmの錫半田層が形成された第2安定化層テープを準備し、第1半田層テープを巻きつけた酸化物超電導積層体の外周面に、半田層を内側にして、図2(b)に示すように、第1安定化層テープの各ターンの接触部を覆うようにして、第2安定化層テープを巻きつけた。
次に、酸化物超電導積層体の外周面を覆うように第1安定化層テープおよび第2安定化層テープが巻きつけられた被覆酸化物超電導積層体を、半田の融点以上の温度で加熱することにより、酸化物超電導積層体の外周面を覆うように、半田層(第1半田層)と、Cu層(第1安定化層)と、半田層(第2半田層)と、Cu層(第2半田層)とが順に形成された、図1(a)に示す構造の酸化物超電導線材を製造した。得られた酸化物超電導線材の臨界電流値Icは100Aであり、酸化物超電導積層体の超電導特性を劣化させることなく酸化物超電導線材を作製することができた。
作製した酸化物超電導線材を、温度123℃、湿度85%の雰囲気中で300時間保持した後、酸化物超電導線材の超電導特性を測定したところ、臨界電流値Icは100Aであり超電導特性は劣化していなかった。
「比較例」
実施例と同様の方法で、幅5mm、長さ10m、臨界電流値Ic=100Aの酸化物超電導積層体を作製した。
次いで、作製した酸化物超電導積層体を、図5に示すように、厚さ100μmのCuテープで挟み込み、このCuテープ間に錫半田フィレットを充填して、酸化物超電導積層体を半田フィレットによりカプセル化した酸化物超電導線材を作製した。
作製した酸化物超電導線材を、温度123℃、湿度85%の雰囲気中で300時間保持した後、酸化物超電導線材の超電導特性を測定したところ、臨界電流値Icがほぼ0Aまで劣化していた。
実施例と同様の方法で、幅5mm、長さ10m、臨界電流値Ic=100Aの酸化物超電導積層体を作製した。
次いで、作製した酸化物超電導積層体を、図5に示すように、厚さ100μmのCuテープで挟み込み、このCuテープ間に錫半田フィレットを充填して、酸化物超電導積層体を半田フィレットによりカプセル化した酸化物超電導線材を作製した。
作製した酸化物超電導線材を、温度123℃、湿度85%の雰囲気中で300時間保持した後、酸化物超電導線材の超電導特性を測定したところ、臨界電流値Icがほぼ0Aまで劣化していた。
本発明は、例えば超電導モータ、限流器など、各種電力機器に用いられる酸化物超電導線材に利用することができる。
1…基材、2…中間層、3…酸化物超電導層、4…安定化基層、5…酸化物超電導積層体、6…第1半田層、7…第1安定化層、8…第2半田層、9…第2安定化層、10…酸化物超電導線材、11、13…第1安定化層テープ、12、9b…第2安定化層テープ。
Claims (7)
- 基材と、該基材上に設けられた中間層と酸化物超電導層と、該酸化物超電導層上に設けられたAgの安定化基層とを備えて酸化物超電導積層体が構成され、該酸化物超電導積層体の周面側に該周面全体を覆うように、第1半田層と、金属テープの巻きつけにより形成された第1安定化層とが、この順に被覆されてなることを特徴とする酸化物超電導線材。
- 前記第1安定化層の周面側に、さらに、前記第1安定化層の外周面全体を覆うように、第2半田層と、金属テープの巻きつけにより形成された第2安定化層とが、この順に被覆されてなることを特徴とする請求項1に記載の酸化物超電導線材。
- 金属テープの巻きつけにより形成された前記第1安定化層の、前記酸化物超電導積層体の長手方向に隣接する各ターンの金属テープの幅方向端部同士の接触部を覆うように、金属テープを巻きつけて前記第2安定化層が形成されてなることを特徴とする請求項2に記載の酸化物超電導線材。
- 基材と、該基材上に設けられた中間層と酸化物超電導層と、該酸化物超電導層上に設けられたAgの安定化基層とを備えて酸化物超電導積層体が構成され、該酸化物超電導積層体の周面側に該周面全体を覆うように、第1半田層と、金属テープの巻きつけにより形成された第1安定化層とが、この順に被覆されてなる酸化物超電導線材を製造する方法であって、
金属テープの少なくとも一方の面に第1半田層が形成された第1安定化層テープを、前記酸化物超電導積層体の外周面に、前記酸化物超電導積層体の長手方向に隣接する各ターンの前記第1安定化層テープの幅方向端部同士が接するように巻きつける突合せラップ巻きにより、前記第1半田層と前記第1安定化層を形成することを特徴とする酸化物超電導線材の製造方法。 - 金属テープの一方の面に第1半田層が形成された第1安定化層テープを、前記酸化物超電導積層体の外周面に前記突合せラップ巻きにより巻きつけて、前記第1半田層と前記第1安定化層を形成した後、金属テープの一方の面に第2半田層が形成された第2安定化層テープを、前記酸化物超電導積層体の外周面に形成された前記第1安定化層の外周面に前記突合せラップ巻きにより巻きつけて、前記第2半田層と前記第2安定化層を形成することを特徴とする請求項4に記載の酸化物超電導線材の製造方法。
- 金属テープの一方の面に第1半田層が形成され、且つ該金属テープの他方の面に第2半田層が形成された第1安定化層テープを、前記酸化物超電導積層体の外周面に前記突合せラップ巻きにより巻きつけて、前記第1半田層と前記第1安定化層と第2半田層を形成した後、金属テープよりなる第2安定化層テープを、前記酸化物超電導積層体の外周面に形成された前記第2半田層の外周面に前記突合せラップ巻きにより巻きつけて、前記第2安定化層を形成することを特徴とする請求項4に記載の酸化物超電導線材の製造方法。
- 前記酸化物超電導積層体の長手方向に隣接する各ターンの前記第1安定化層テープの幅方向端部同士の接触部を覆うように、前記第2安定化層テープを巻きつけることを特徴とする請求項5または6に記載の酸化物超電導線材の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010213827A JP2014002833A (ja) | 2010-09-24 | 2010-09-24 | 酸化物超電導線材およびその製造方法 |
| PCT/JP2011/071553 WO2012039444A1 (ja) | 2010-09-24 | 2011-09-22 | 酸化物超電導線材およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010213827A JP2014002833A (ja) | 2010-09-24 | 2010-09-24 | 酸化物超電導線材およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014002833A true JP2014002833A (ja) | 2014-01-09 |
Family
ID=45873928
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010213827A Pending JP2014002833A (ja) | 2010-09-24 | 2010-09-24 | 酸化物超電導線材およびその製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2014002833A (ja) |
| WO (1) | WO2012039444A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2023027149A1 (ja) * | 2021-08-26 | 2023-03-02 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8791052B2 (en) * | 2012-03-30 | 2014-07-29 | American Superconductor Corporation | Wide electrical conductor having high C-axis strength |
| EP2940699B1 (en) * | 2012-12-28 | 2018-12-05 | Fujikura Ltd. | Oxide superconductor wire |
| WO2014109326A1 (ja) * | 2013-01-09 | 2014-07-17 | 株式会社フジクラ | 酸化物超電導線材、その接続構造、および超電導機器 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0562544A (ja) * | 1991-08-30 | 1993-03-12 | Hitachi Cable Ltd | Al安定化超電導線の製造方法 |
| US7816303B2 (en) * | 2004-10-01 | 2010-10-19 | American Superconductor Corporation | Architecture for high temperature superconductor wire |
| JP4936525B2 (ja) * | 2006-01-16 | 2012-05-23 | 大学共同利用機関法人自然科学研究機構 | 複合超電導体 |
| JP5379360B2 (ja) * | 2006-08-02 | 2013-12-25 | 古河電気工業株式会社 | 複合化超電導線材、複合化超電導線材の製造方法及び超電導ケーブル |
| JP5094335B2 (ja) * | 2007-03-22 | 2012-12-12 | 株式会社フジクラ | 安定化材複合酸化物超電導テープの製造方法 |
| JP4864785B2 (ja) * | 2007-03-27 | 2012-02-01 | 株式会社東芝 | 高温超電導線材、高温超電導コイルおよびその製造方法 |
| JP2008282584A (ja) * | 2007-05-08 | 2008-11-20 | Sumitomo Electric Ind Ltd | 超電導テープおよびその製造方法 |
| JP5250795B2 (ja) * | 2007-08-07 | 2013-07-31 | ジャパンスーパーコンダクタテクノロジー株式会社 | テープ状超電導線材とテープ状安定化材とのハンダ付け方法 |
| JP2010113919A (ja) * | 2008-11-05 | 2010-05-20 | Chubu Electric Power Co Inc | 超電導テープ線材及びその製造方法並びに超電導コイル |
-
2010
- 2010-09-24 JP JP2010213827A patent/JP2014002833A/ja active Pending
-
2011
- 2011-09-22 WO PCT/JP2011/071553 patent/WO2012039444A1/ja not_active Ceased
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2023027149A1 (ja) * | 2021-08-26 | 2023-03-02 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2012039444A1 (ja) | 2012-03-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5684601B2 (ja) | 酸化物超電導線材およびその製造方法 | |
| JP5568361B2 (ja) | 超電導線材の電極部接合構造、超電導線材、及び超電導コイル | |
| US9697930B2 (en) | Oxide superconductor wire and method of manufacturing oxide superconductor wire | |
| JP5841862B2 (ja) | 高温超電導線材および高温超電導コイル | |
| WO2016021343A1 (ja) | 酸化物超電導線材、超電導機器及び酸化物超電導線材の製造方法 | |
| JP5548441B2 (ja) | 超電導接続構造体および超電導線材の接続方法、超電導コイル装置 | |
| JP2014130730A (ja) | 酸化物超電導線材の接続構造体及び接続方法並びに接続構造体を用いた酸化物超電導線材 | |
| JPWO2013125721A1 (ja) | 超電導電流リード、超電導電流リード装置、および超電導マグネット装置 | |
| JP2014002833A (ja) | 酸化物超電導線材およびその製造方法 | |
| JP6101490B2 (ja) | 酸化物超電導線材の接続構造体及び超電導機器 | |
| JP5732345B2 (ja) | 酸化物超電導線材の接続構造体及び酸化物超電導線材の接続方法 | |
| JP6069269B2 (ja) | 酸化物超電導線材、超電導機器及び酸化物超電導線材の製造方法 | |
| JP6002602B2 (ja) | 酸化物超電導線材の接続構造体及びその製造方法 | |
| JP2013084382A (ja) | 酸化物超電導線材及びその製造方法 | |
| JP5701281B2 (ja) | 酸化物超電導線材 | |
| JP2012150982A (ja) | 酸化物超電導線材およびその製造方法 | |
| JP5775810B2 (ja) | 酸化物超電導線材の製造方法 | |
| JP5775808B2 (ja) | 酸化物超電導線材とその製造方法 | |
| JP2012150914A (ja) | 高抵抗材複合酸化物超電導線材 | |
| JP2013030317A (ja) | 酸化物超電導積層体及び酸化物超電導線材、並びに、酸化物超電導線材の製造方法 | |
| JP2012150981A (ja) | 酸化物超電導線材およびその製造方法 | |
| JP2012209189A (ja) | 酸化物超電導線材及びその製造方法 | |
| JP2012150915A (ja) | 酸化物超電導線材およびその製造方法 | |
| JP6652447B2 (ja) | 超電導線材の製造方法及び超電導コイルの製造方法 | |
| JP2014110144A (ja) | 酸化物超電導導体の接続構造及びそれを備えた超電導機器 |