JP2014014974A - シート成形用ロール対、シート成形装置およびシート製造方法 - Google Patents
シート成形用ロール対、シート成形装置およびシート製造方法 Download PDFInfo
- Publication number
- JP2014014974A JP2014014974A JP2012153455A JP2012153455A JP2014014974A JP 2014014974 A JP2014014974 A JP 2014014974A JP 2012153455 A JP2012153455 A JP 2012153455A JP 2012153455 A JP2012153455 A JP 2012153455A JP 2014014974 A JP2014014974 A JP 2014014974A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- roll
- rolls
- central
- gap
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images












Landscapes
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Abstract
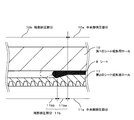
【解決手段】本発明は、隙間をおいて配置された第1および第2のロール10,11を備え、当該隙間に導かれたシート8を第1および第2のロール10,11で挟圧してシート8の形状を整えるシート成形用ロール対に係る。第1および第2のロール10,11が、シート8の中央部を挟圧する中央部挟圧部分10a,11aと、シート8の端部を挟圧する端部挟圧部分10b,11bと、を含む。第1および第2のロール10,11のうちの少なくとも一方のロールの端部挟圧部分の外径が当該一方のロールの中央部挟圧部分の外径よりも小さく、第1および第2のロール10,11がシート8を挟圧している状態において、端部挟圧部分10b,11bの間の隙間が、中央部挟圧部分10a,11aの間の隙間よりも大きいことを特徴とする。
【選択図】図4
Description
まず、本発明の第1の実施形態に係るシート成形用ロール対について、図1ないし3を用いて説明する。
続いて、本発明の第2の実施形態について、図10を用いて説明する。なお、シート成形装置の概略図は図1に示される図と同じであるため、シート成形装置の概略図については省略する。また、第1の実施形態の構成要素と同一の構成要素には同一の符号を付し、その説明については省略する。
続いて、本発明の第3の実施形態を、図11を用いて説明する。なお、シート成形装置の概略図は図1に示される図と同じであるため、シート成形装置の概略図については省略する。また、第1の実施形態の構成要素と同一の構成要素には同一の符号を付し、その説明については省略する。
8 シート
9 Tダイ
10 第1のシート成形用ロール
10a 中央部挟圧部分
10b 端部狭圧部分
11 第2のシート成形用ロール
11a 中央部挟圧部分
11b 端部狭圧部分
12 アーム
13 加圧手段
14 ガイドロール
15 外セル
16 内セル
17a,17b,17c,17d,17e,17f 流路
18 端面フランジ
19 ロール軸
20 軸受
21 モータ
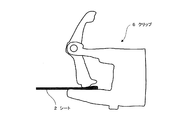
22 クリップ
23 ベース部材
24 クリップレバー
25 溝
26 円管
27 円管
28 ロータリジョイント
29 溝
30 不完全溝
31 エアナイフ
32 溝
Claims (13)
- 隙間をおいて配置された第1および第2のロールを備え、前記隙間に導かれたシートを前記第1および第2のロールで挟圧して該シートの形状を整えるシート成形用ロール対において、
前記第1および第2のロールが、シートの中央部を挟圧する中央部挟圧部分と、シートの端部を挟圧する端部挟圧部分と、を含み、
前記第1および第2のロールのうちの少なくとも一方のロールの前記端部挟圧部分の外径が、前記少なくとも一方のロールの前記中央部挟圧部分の外径よりも小さく、
前記第1および第2のロールが前記シートを挟圧している状態において、前記第1および第2のロールの前記端部挟圧部分の間の隙間が、前記第1および第2のロールの前記中央部挟圧部分の間の隙間よりも大きいことを特徴とする、シート成形用ロール対。 - 前記第2のロールを前記第1のロールへ押し付ける加圧手段をさらに備えたことを特徴とする、請求項1に記載のシート成形用ロール対。
- 前記少なくとも一方のロールの前記中央部挟圧部分と前記端部挟圧部分が円筒形状を有し、
前記少なくとも一方のロールの前記端部挟圧部分の内径が、前記少なくとも一方のロールの前記中央部挟圧部分よりも小さいことを特徴とする、請求項1または2に記載のシート成形用ロール対。 - 前記少なくとも一方のロールの前記中央部挟圧部分と前記端部挟圧部分が円筒形状を有し、
前記少なくとも一方のロールは、前記中央部挟圧部分および前記端部挟圧部分の内側に配置された円筒形状を有する内セルを備え、
前記少なくとも一方のロールは、前記中央部挟圧部分および前記端部挟圧部分の内側面と、前記内セルの外側面とで形成された温調液用の流路を有することを特徴とする、請求項1または2に記載のシート成形用ロール対。 - 前記少なくとも一方のロールの前記端部挟圧部分の内径が、前記少なくとも一方のロールの前記中央部挟圧部分よりも小さいことを特徴とする、請求項4に記載のシート成形用ロール対。
- 前記少なくとも一方のロールの前記中央部挟圧部分の内側面に、前記少なくとも一方のロールの円周方向に沿って延びる溝が形成されていることを特徴とする、請求項3ないし5のいずれか1項に記載のシート成形用ロール対。
- 前記少なくとも一方のロールの前記中央部挟圧部分はクラウン形状を有することを特徴とする、請求項1ないし6のいずれか1項に記載のシート成形用ロール対。
- 前記第1および第2のロールの前記中央部挟圧部分および前記端部挟圧部分が鋼製の部材からなることを特徴とする、請求項1ないし7のいずれか1項に記載のシート成形用ロール対。
- 請求項1ないし8のいずれか1項に記載のシート成形用ロール対と、
前記第1のロールの上方に配置され、溶融状態の熱可塑性材料を押し出して前記シートを形成するTダイと、を備えた、シート成形装置。 - 前記シートの端部を冷却する冷却手段をさらに備えた、請求項9に記載のシート成形装置。
- 前記第1のロールの中心軸および前記第2のロールの中心軸を結ぶ直線と、前記第1のロールの中心軸から水平に前記シートが下方へ搬送される側へ延びる水平軸と、の間の角度αが、該水平軸から上側へ向かう方を正の値として、0°以上135°以下である、請求項9または10に記載のシート成形装置。
- シートを製造する方法であって、
隙間をおいて配置された第1および第2のロールを備え、前記第1および第2のロールが、シートの中央部を挟圧する中央部挟圧部分と、シートの端部を挟圧する端部挟圧部分と、を含み、前記第1および第2のロールのうちの少なくとも一方のロールの前記端部挟圧部分の外径が、前記一方のロールの前記中央部挟圧部分の外径よりも小さく、前記第1および第2のロールが前記シートを挟圧している状態において、前記第1および第2のロールの前記端部挟圧部分の間の隙間が、前記第1および第2のロールの前記中央部挟圧部分の間の隙間よりも大きいシート成形用ロール対を用意する工程と、
前記第1および第2のロールの前記中央部挟圧部分の間の隙間に前記シートの中央部を導くとともに、前記第1および第2のロールの前記端部挟圧部分の間の隙間に前記シートの端部を導いて前記シートを挟圧する工程と、を含む、シート製造方法。 - 前記シートを挟圧する工程の後に、前記シートの端部を把持して前記シートをシート幅方向に引っ張る横延伸工程をさらに含む、請求項12に記載のシート製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012153455A JP2014014974A (ja) | 2012-07-09 | 2012-07-09 | シート成形用ロール対、シート成形装置およびシート製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012153455A JP2014014974A (ja) | 2012-07-09 | 2012-07-09 | シート成形用ロール対、シート成形装置およびシート製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014014974A true JP2014014974A (ja) | 2014-01-30 |
Family
ID=50110105
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012153455A Pending JP2014014974A (ja) | 2012-07-09 | 2012-07-09 | シート成形用ロール対、シート成形装置およびシート製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014014974A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11197082B2 (en) | 2016-12-29 | 2021-12-07 | Sony Corporation | Sound output device |
-
2012
- 2012-07-09 JP JP2012153455A patent/JP2014014974A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11197082B2 (en) | 2016-12-29 | 2021-12-07 | Sony Corporation | Sound output device |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4633834B2 (ja) | 膜延伸装置 | |
| JP6207579B2 (ja) | 多段ロール式のシート成形装置 | |
| US20120292818A1 (en) | Device and method for longitudinally stretching a film web | |
| AU2010244381B2 (en) | Method for longitudinal stretching a film in solid state and apparatus to carry out the method | |
| WO2004052620A1 (ja) | 熱可塑性合成樹脂製シート又はフイルムの製造方法及びその装置 | |
| CN113211772A (zh) | 用于对薄膜幅材进行单轴长度改变的装置和方法 | |
| CN102548882A (zh) | 接触压料辊 | |
| KR101451633B1 (ko) | 멤브레인 필터 제조 장치 및 상기 멤브레인 필터 제조 장치에 적용되는 배부름 롤러 | |
| JP4904372B2 (ja) | 金属弾性ロール | |
| WO2012160835A1 (ja) | クロスヘッド | |
| JP2012240361A5 (ja) | ||
| JP2012240331A (ja) | シート成形用ロール及びシート成形方法 | |
| JP2014014974A (ja) | シート成形用ロール対、シート成形装置およびシート製造方法 | |
| JP5520584B2 (ja) | シート成形用ロール及びシート成形方法 | |
| WO2003074255A1 (en) | Production method of synthetic resin sheet, synthetic resin sheet and production device for the sheet | |
| WO2015108036A1 (ja) | 延伸フィルムの製造方法 | |
| EP3508324B1 (en) | Co-extrusion plant and method | |
| JP5253038B2 (ja) | シート・フィルムのロール成形装置およびロール成形方法 | |
| JP6377355B2 (ja) | 延伸フィルムの製造方法 | |
| JP6338865B2 (ja) | 延伸フィルムの製造方法 | |
| US20160075095A1 (en) | Apparatus for longitudinal stretching a film in solid state | |
| JP2008230158A (ja) | ローラおよびそれを用いたプラスチックフィルムの製造方法 | |
| JP4736029B2 (ja) | エンボス加工装置およびエンボス加工方法 | |
| JP2017006966A (ja) | ロール成形装置 | |
| JP2006256055A (ja) | 樹脂シートの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20140529 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141006 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150430 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150512 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20151006 |