JP2014017455A - 積層体形成方法および積層体形成システム - Google Patents
積層体形成方法および積層体形成システム Download PDFInfo
- Publication number
- JP2014017455A JP2014017455A JP2012155919A JP2012155919A JP2014017455A JP 2014017455 A JP2014017455 A JP 2014017455A JP 2012155919 A JP2012155919 A JP 2012155919A JP 2012155919 A JP2012155919 A JP 2012155919A JP 2014017455 A JP2014017455 A JP 2014017455A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- adhesive
- thickness distribution
- unit
- transport
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
Abstract
【解決手段】本発明に係る積層体形成方法は、基板41をスピンナー52に搬入する第一搬入工程と、接着剤を塗布する接着剤塗布工程と、基板41をベークプレート51に搬入する第二搬入工程と、接着層形成工程と、基板41を貼付部7に搬入する第三搬入工程と、サポートプレート44を貼付部7に搬入する第四搬入工程と、積層体40を形成する貼付工程と、を包含する。
【選択図】図1
Description
積層体40は、基板41と、基板41を支持するサポートプレート44とが、接着層42を介して積層されたものである。サポートプレート44の基板41側には、光を照射することにより変質する分離層43が設けられており、分離層43は接着層42と接着している。
基板41は、サポートプレート44に支持された積層体40の状態で、薄化、実装等のプロセスに供されるものである。基板41としては、ウエハ基板に限定されず、薄いフィルム基板、フレキシブル基板等の任意の基板を使用することができる。また、図3の(b)に示すように、基板41の表面上には接着層42が形成される。基板41における接着層42側の面に、電子回路等の微細構造が形成されていてもよい。
接着層42は、基板41とサポートプレート44とを貼り合わせるものであり、基板41に接着剤を塗布し、ベークすることにより形成される。
本実施形態で基板41に塗布する接着剤は、本質的な特性を損なわない範囲において、混和性のある他の物質をさらに含んでいてもよい。例えば、接着剤の性能を改良するための付加的樹脂、可塑剤、接着補助剤、安定剤、着色剤、熱重合禁止剤および界面活性剤等、慣用されている各種添加剤をさらに含んでいてもよい。
サポートプレート44は、基板41を支持する支持体であり、接着層42を介して基板41に貼り付けられる。そのため、本発明に係る支持体は、基板の薄化、搬送、実装等のプロセス時に、基板の破損または変形を防ぐために必要な強度を有していればよく、より軽量であることが望ましい。以上の観点から、支持体は、ガラス、シリコン、アクリル系樹脂、セラミック等で構成されていることが好ましい。
分離層43は、サポートプレート44を介して照射される光を吸収することによって変質する。分離層43に光等を照射して、分離層43を変質させることによって、サポートプレート44と基板41とを容易に分離することができる。この場合、サポートプレート44は厚さ方向に貫通する孔が設けられていないものを用いることが好ましい。
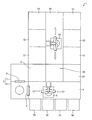
以下、本実施形態に係る積層体形成システム1により、基板41およびサポートプレート44を、接着層42を介して貼り合わせて積層体40を形成することについて、図1を用いて説明する。図1は、一実施形態における積層体形成システムの全体の構成を示す図である。
スピンナー(塗布装置)52は、基板上に接着剤を塗布するためのものである。本実施形態においては、第二搬送手段54が基板41をスピンナー52に搬入し、載置する。そして、スピンナー52は、基板41を例えば3000rpmで回転させながら基板41上に接着剤をスピン塗布する。なお、基板41への接着剤の塗布方法としては、特に限定されず、例えば、スピンコート、ディッピング、ローラーブレード、スプレー塗布、スリット塗布等の方法が挙げられる。また、基板41の回転速度も特に限定されず、接着剤の種類、基板41の大きさ等に応じて適宜設定すればよい。
ベークプレート(加熱装置)51は、塗布装置により接着剤が塗布された基板を加熱し、基板上に接着層を形成するものである。本実施形態においては、スピンナー52により基板41上に接着剤を塗布した後に、基板41をベークプレート51に載置し、接着剤をベークする。ベークプレート51に熱源を取り付ける、または天板に熱源を取り付けることにより、接着剤をベークすることができる。熱源の例としては、温水ヒータ、温風ヒータ、赤外線ヒータ、電熱ヒータ等が挙げられる。
貼付部(貼付装置)7は、基板および支持体を、接着層を介して貼り合わせて積層体を形成するものである。本実施形態では、図5に示すように、基板41およびサポートプレート44を、重ね合わせ部6にて接着層42を介して重ね合わせた後、貼付部7にて基板41およびサポートプレート44を押圧しながら接着層42を加熱する。例えば、貼付部7内の上下にプレスプレートを設け、この上下のプレスプレート間に、重ね合わせた基板41およびサポートプレート44を載置し、押圧すればよい。これにより、図3の(d)に示すような積層体40を形成することができる。
重ね合わせ部6は、基板41およびサポートプレート44を、接着層42を介して重ね合わせるためのものである。例えば、一実施形態において、図5に示すように、基板41とサポートプレート44との相対位置を、位置調整部22を用いて調整した後に、基板41とサポートプレート44とを重ね合わせを行ってもよい。
厚み分布測定装置57は、積層体の厚み分布を測定するためのものである。積層体40の厚み分布とは、積層体40の厚みの、積層体40の上面(サポートプレート44または基板41の上面)における面内分布を示す。厚み分布測定装置57は、物体の厚み分布を測定し得るものであれば特に限定されず、公知の装置を用いることができるが、例えば、触針式変位計、レーザー変位計等の装置を用いることにより好適に積層体の厚み分布を測定することができる。
キャリアステーション(格納部)50は、基板および支持体を格納している。また、本実施形態において、キャリアステーション50を介して、基板41、サポートプレート44を積層体形成システム1に投入することができる。また、貼付部7にて形成した積層体40を、キャリアステーション50を介して、積層体形成システム1から取り出すことができる。
保持部3は基板41およびサポートプレート44のアライメントをするためのものである。図4は、保持部3の概略の構成を示す図である。図4に示すように、保持部3は、撮像部17a、17bおよび中心位置検出部19を備えており、重ね合わされる前の基板41またはサポートプレート44を保持するようになっている(なお、図4ではサポートプレート44を保持している場合について示す。)。
冷却部56は基板を冷却することにより、基板の温度調節を行う冷却板と、基板の位置を調整する位置調整装置とを備えている。本実施形態においては、冷却部56を挟んで、第一搬送手段4と第二搬送手段54とが基板41の受け渡しを行っている。
第一搬送手段(搬送装置)4は、キャリアステーション50、貼り合わせユニット2、冷却部56および厚み分布測定装置57の間で基板を搬送する。また、第一搬送手段4は、図1における矢印方向に、第一搬送手段走行路5内を移動する。第一搬送手段4は、必要な処理が終了した後に次の処理を行うために、基板41、サポートプレート44および積層体40をそれぞれ所望の位置まで搬送する。
第二搬送手段(搬送装置)54は、冷却部56、ベークプレート51、スピンナー52、および洗浄装置53の間で基板41を搬送する。また、第二搬送手段54は、図1における矢印方向に、第二搬送手段走行路55内を移動する。第二搬送手段54は、必要な処理が終了した後に次の処理を行うために、基板41をそれぞれ所望の位置まで搬送する。
洗浄装置は、接着剤を塗布した基板を洗浄するためのものである。本実施形態において、洗浄装置53は、基板41上に接着剤を塗布した後に、基板41の端面または裏面に付着した接着剤を洗浄する。洗浄方法としては、例えば、端面または裏面に接着剤が付着した基板41を3000rpmで回転させながら、洗浄液を端面または裏面に塗布すればよい。
次に、図2を参照しながら、積層体形成システム1を用いて、積層体を形成する工程について順に説明する。図2は、一実施形態における積層体形成方法を示すフローチャートである。図2に示すステップS1〜S10は、基板41に関する処理を表し、ステップS11〜S13は、サポートプレート44に関する処理を表し、ステップS14〜S17は、積層体40に関する処理を表す。
2 貼り合わせユニット
3 保持部
4 第一搬送手段(搬送装置)
5 第一搬送手段走行路
6 重ね合わせ部(貼付装置)
7 貼付部(貼付装置)
8 ゲート
9 受け渡し窓
10 内部搬送手段
11 内部搬送アーム
12 アーム旋回軸
17a、17b 撮像部
18a、18b 撮像領域
19 中心位置検出部
22 位置調整部
40 積層体
41 基板
42 接着層
43 分離層
44 サポートプレート(支持体)
50 キャリアステーション(格納部)
51 ベークプレート(加熱装置)
52 スピンナー(塗布装置)
53 洗浄装置
54 第二搬送手段(搬送装置)
55 第二搬送手段走行路
56 冷却部
57 厚み分布測定装置
Claims (10)
- 搬送装置が基板を塗布装置に搬入する第一搬入工程と、
上記塗布装置が上記基板上に接着剤を塗布する接着剤塗布工程と、
上記搬送装置が上記接着剤が塗布された上記基板を加熱装置に搬入する第二搬入工程と、
上記加熱装置が上記接着剤が塗布された上記基板を加熱して上記基板上に接着層を形成する接着層形成工程と、
上記搬送装置が上記接着層が形成された上記基板を貼付装置に搬入する第三搬入工程と、
上記搬送装置が支持体を上記貼付装置に搬入する第四搬入工程と、
上記貼付装置が搬入された上記基板および上記支持体を、上記接着層を介して貼り合わせて積層体を形成する貼付工程と、を包含することを特徴とする積層体形成方法。 - 上記搬送装置が上記積層体を厚み分布測定装置に搬入する第五搬入工程と、
上記厚み分布測定装置が上記積層体の厚み分布を測定する積層体厚み分布測定工程と、をさらに包含することを特徴とする請求項1に記載の積層体形成方法。 - 上記厚み分布測定装置が上記支持体の厚み分布を測定する支持体厚み分布測定工程をさらに包含しており、
上記第四搬入工程では、上記搬送装置は、上記支持体厚み分布測定工程において厚み分布が測定された上記支持体を、上記貼付装置に搬入することを特徴とする請求項2に記載の積層体形成方法。 - 上記支持体には、光を吸収することによって変質するようになっている分離層が積層されており、
上記第四搬入工程では、上記搬送装置は、上記分離層が上記支持体よりも鉛直上方に位置するようにして上記支持体を搬送してから、上記支持体の上下を反転させて、上記貼付装置に搬入することを特徴とする請求項1〜3の何れか一項に記載の積層体形成方法。 - 上記搬送装置は、上記基板を格納する格納部、上記貼付装置、および上記基板の温度を調整する冷却部の間で上記基板を搬送する第一搬送手段、ならびに、上記冷却部、上記塗布装置、および上記加熱装置の間で上記基板を搬送する第二搬送手段を備えており、
上記第一搬入工程では、上記第一搬送手段が上記格納部から上記冷却部へ上記基板を搬送した後、上記第二搬送手段が上記冷却部から上記塗布装置へ上記基板を搬送し、
上記第三搬入工程では、上記第二搬送手段が上記加熱装置から上記冷却部へ上記基板を搬送した後、上記第一搬送手段が上記冷却部から上記貼付装置へ上記基板を搬送することを特徴とする請求項1〜4の何れか一項に記載の積層体形成方法。 - 上記第一搬入工程では、上記冷却部が上記基板の位置を調整することを特徴とする請求項5に記載の積層体形成方法。
- 上記接着層形成工程では、
上記加熱装置が上記接着剤が塗布された上記基板を加熱した後、
上記第二搬送手段が上記冷却部に上記基板を搬入し、
上記冷却部が上記基板の位置を調整した後に、
上記第二搬送手段が上記基板を洗浄する洗浄装置に上記基板を搬入することを特徴とする請求項5または6に記載の積層体形成方法。 - 基板上に接着剤を塗布する塗布装置と、
上記接着剤が塗布された上記基板を加熱して上記基板上に接着層を形成する加熱装置と、
上記基板および支持体を、上記接着層を介して貼り合わせて積層体を形成する貼付装置と、
上記積層体の厚み分布を測定する厚み分布測定装置と、を備えていることを特徴とする積層体形成システム。 - 上記基板を格納する格納部と、
上記基板の温度を調整する冷却部と、
上記基板を格納する格納部、上記貼付装置、および上記基板の温度を調整する冷却部の間で上記基板を搬送する第一搬送手段と、
上記冷却部、上記塗布装置、および上記加熱装置の間で上記基板を搬送する第二搬送手段と、をさらに備えていることを特徴とする請求項8に記載の積層体形成システム。 - 上記冷却部が、上記基板の温度を調整する冷却板と、上記冷却板上で上記基板の位置を調整する位置調整装置と、を備えていることを特徴とする請求項9に記載の積層体形成システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012155919A JP6001941B2 (ja) | 2012-07-11 | 2012-07-11 | 積層体形成方法および積層体形成システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012155919A JP6001941B2 (ja) | 2012-07-11 | 2012-07-11 | 積層体形成方法および積層体形成システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014017455A true JP2014017455A (ja) | 2014-01-30 |
| JP6001941B2 JP6001941B2 (ja) | 2016-10-05 |
Family
ID=50111873
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012155919A Active JP6001941B2 (ja) | 2012-07-11 | 2012-07-11 | 積層体形成方法および積層体形成システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6001941B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015170624A (ja) * | 2014-03-04 | 2015-09-28 | 東京エレクトロン株式会社 | 接合システムおよび接合方法 |
| JP2015179046A (ja) * | 2014-03-19 | 2015-10-08 | 東京応化工業株式会社 | 厚さ測定器および厚さ測定方法 |
| JP2017147346A (ja) * | 2016-02-17 | 2017-08-24 | 東京応化工業株式会社 | 貼付装置、貼付システム、及び貼付方法 |
| US10123296B2 (en) | 2014-10-13 | 2018-11-06 | Huawei Technologies Co., Ltd. | Method and apparatus for controlling broadcast packet sending frequency, and terminal |
| KR20190075519A (ko) * | 2017-12-21 | 2019-07-01 | 삼성전자주식회사 | 반도체 패키징 장비 및 이를 이용한 반도체 소자의 제조방법 |
| JP2019217697A (ja) * | 2018-06-20 | 2019-12-26 | 日本電気硝子株式会社 | 積層体の製造方法及び反転装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001057336A (ja) * | 1999-06-11 | 2001-02-27 | Tokyo Electron Ltd | 基板処理装置 |
| JP2003229392A (ja) * | 2001-11-28 | 2003-08-15 | Shin Etsu Handotai Co Ltd | シリコンウエーハの製造方法及びシリコンウエーハ並びにsoiウエーハ |
| JP2004165403A (ja) * | 2002-11-13 | 2004-06-10 | Ricoh Co Ltd | アライメント接着方法およびアライメント接着装置 |
| JP2008166536A (ja) * | 2006-12-28 | 2008-07-17 | Tokyo Ohka Kogyo Co Ltd | 貼り合わせ装置 |
| JP2012059758A (ja) * | 2010-09-06 | 2012-03-22 | Tokyo Ohka Kogyo Co Ltd | 貼り合わせ装置および貼り合わせ方法 |
| JP2012069906A (ja) * | 2010-08-23 | 2012-04-05 | Tokyo Electron Ltd | 接合装置、接合方法、プログラム及びコンピュータ記憶媒体 |
| JP2012129274A (ja) * | 2010-12-14 | 2012-07-05 | Sumitomo Bakelite Co Ltd | 半導体装置の製造方法 |
-
2012
- 2012-07-11 JP JP2012155919A patent/JP6001941B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001057336A (ja) * | 1999-06-11 | 2001-02-27 | Tokyo Electron Ltd | 基板処理装置 |
| JP2003229392A (ja) * | 2001-11-28 | 2003-08-15 | Shin Etsu Handotai Co Ltd | シリコンウエーハの製造方法及びシリコンウエーハ並びにsoiウエーハ |
| JP2004165403A (ja) * | 2002-11-13 | 2004-06-10 | Ricoh Co Ltd | アライメント接着方法およびアライメント接着装置 |
| JP2008166536A (ja) * | 2006-12-28 | 2008-07-17 | Tokyo Ohka Kogyo Co Ltd | 貼り合わせ装置 |
| JP2012069906A (ja) * | 2010-08-23 | 2012-04-05 | Tokyo Electron Ltd | 接合装置、接合方法、プログラム及びコンピュータ記憶媒体 |
| JP2012059758A (ja) * | 2010-09-06 | 2012-03-22 | Tokyo Ohka Kogyo Co Ltd | 貼り合わせ装置および貼り合わせ方法 |
| JP2012129274A (ja) * | 2010-12-14 | 2012-07-05 | Sumitomo Bakelite Co Ltd | 半導体装置の製造方法 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015170624A (ja) * | 2014-03-04 | 2015-09-28 | 東京エレクトロン株式会社 | 接合システムおよび接合方法 |
| JP2015179046A (ja) * | 2014-03-19 | 2015-10-08 | 東京応化工業株式会社 | 厚さ測定器および厚さ測定方法 |
| US10123296B2 (en) | 2014-10-13 | 2018-11-06 | Huawei Technologies Co., Ltd. | Method and apparatus for controlling broadcast packet sending frequency, and terminal |
| JP2017147346A (ja) * | 2016-02-17 | 2017-08-24 | 東京応化工業株式会社 | 貼付装置、貼付システム、及び貼付方法 |
| TWI701755B (zh) * | 2016-02-17 | 2020-08-11 | 日商東京應化工業股份有限公司 | 黏貼系統、及黏貼方法 |
| KR20190075519A (ko) * | 2017-12-21 | 2019-07-01 | 삼성전자주식회사 | 반도체 패키징 장비 및 이를 이용한 반도체 소자의 제조방법 |
| KR102459089B1 (ko) * | 2017-12-21 | 2022-10-27 | 삼성전자주식회사 | 반도체 패키징 장비 및 이를 이용한 반도체 소자의 제조방법 |
| US11923214B2 (en) | 2017-12-21 | 2024-03-05 | Samsung Electronics Co., Ltd. | Semiconductor packaging apparatus and method of manufacturing semiconductor device using the same |
| JP2019217697A (ja) * | 2018-06-20 | 2019-12-26 | 日本電気硝子株式会社 | 積層体の製造方法及び反転装置 |
| JP7112020B2 (ja) | 2018-06-20 | 2022-08-03 | 日本電気硝子株式会社 | 積層体の製造方法及び反転装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6001941B2 (ja) | 2016-10-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6001941B2 (ja) | 積層体形成方法および積層体形成システム | |
| JP6352014B2 (ja) | 厚さ測定器 | |
| JP5759086B2 (ja) | 貼付方法 | |
| US8846499B2 (en) | Composite carrier structure | |
| JP5661928B2 (ja) | 積層体の製造方法、基板の処理方法および積層体 | |
| JP6148532B2 (ja) | 貼付装置及び貼付方法 | |
| JP5990037B2 (ja) | 重ね合わせ装置および重ね合わせ方法 | |
| JP6001934B2 (ja) | 重ね合わせ装置および重ね合わせ方法 | |
| JP6374680B2 (ja) | 貼付方法 | |
| JP6596353B2 (ja) | 貼付装置、貼付システム、及び貼付方法 | |
| TWI482216B (zh) | 帶有背部研磨膠帶之低溫薄晶圓背側真空處理技術 | |
| Masuda et al. | Temporary Bonding and Debonding Study with the Newly Developed Room Temperature Mechanical Debonding Material | |
| CN107644843B (zh) | 晶圆堆叠制作方法 | |
| JP5868702B2 (ja) | 積層装置 | |
| JP5851831B2 (ja) | 搬送装置および搬送方法 | |
| WO2006095859A1 (ja) | 光ディスクの製造装置 | |
| JP4422249B2 (ja) | 薄板で被覆された基板の製造方法、及びその製造装置 | |
| KR102312561B1 (ko) | 임프린트 방법, 임프린트 장치, 임프린트 시스템 및 물품 제조 방법 | |
| JP4557234B2 (ja) | 複合基板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150423 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160324 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160329 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160426 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160830 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160902 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6001941 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |