JP2014019938A - めっき装置 - Google Patents
めっき装置 Download PDFInfo
- Publication number
- JP2014019938A JP2014019938A JP2012162437A JP2012162437A JP2014019938A JP 2014019938 A JP2014019938 A JP 2014019938A JP 2012162437 A JP2012162437 A JP 2012162437A JP 2012162437 A JP2012162437 A JP 2012162437A JP 2014019938 A JP2014019938 A JP 2014019938A
- Authority
- JP
- Japan
- Prior art keywords
- belt
- plating
- drive roller
- unit
- processing unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000007747 plating Methods 0.000 title claims abstract description 155
- 238000012545 processing Methods 0.000 claims description 122
- 238000000034 method Methods 0.000 claims description 29
- 230000032258 transport Effects 0.000 claims description 16
- 230000007723 transport mechanism Effects 0.000 claims description 16
- 230000007246 mechanism Effects 0.000 claims description 9
- 238000012805 post-processing Methods 0.000 claims description 3
- 238000005406 washing Methods 0.000 abstract description 65
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 abstract description 60
- 238000005238 degreasing Methods 0.000 abstract description 40
- 239000000126 substance Substances 0.000 abstract description 27
- 238000005498 polishing Methods 0.000 abstract description 26
- 238000001035 drying Methods 0.000 abstract description 17
- 238000004804 winding Methods 0.000 description 19
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 10
- 230000000052 comparative effect Effects 0.000 description 8
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 229910052759 nickel Inorganic materials 0.000 description 5
- 229910052709 silver Inorganic materials 0.000 description 5
- 239000004332 silver Substances 0.000 description 5
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 229910001128 Sn alloy Inorganic materials 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 2
- 239000010931 gold Substances 0.000 description 2
- 229910052737 gold Inorganic materials 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000007517 polishing process Methods 0.000 description 2
- 238000007781 pre-processing Methods 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 229910000990 Ni alloy Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 238000004649 discoloration prevention Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- -1 for example Inorganic materials 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000008204 material by function Substances 0.000 description 1
- 229910021645 metal ion Inorganic materials 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000006386 neutralization reaction Methods 0.000 description 1
- 239000007800 oxidant agent Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 235000011121 sodium hydroxide Nutrition 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
Images







Landscapes
- Electroplating Methods And Accessories (AREA)
Abstract
【課題】専有面積を大きくすることなく、めっき処理効率を高めることができるめっき装置を提供する。
【解決手段】帯状部材21にめっき処理部17でめっき処理を施すめっき装置10であって、めっき処理の前に帯状部材21に処理を施す脱脂処理部13、第1水洗い処理部14、化学研磨処理部15、第2水洗い処理部16と、めっき処理の後に帯状部材21に処理を施す湯洗い処理部18、乾燥処理部とを直列に配置し、めっき処理部17に設けられ、かつ、帯状部材21の表裏面が垂直方向に沿った方向となる姿勢で、帯状部材21を高さ方向に螺旋状に搬送する第5駆動ローラ部55及び第6駆動ローラ部56と、めっき処理部17に設けられ、かつ、帯状部材21が螺旋状に搬送されるときの一部分で直線状に搬送される箇所で、帯状部材21にめっき処理を施すめっき槽57とを有する。
【選択図】図1
【解決手段】帯状部材21にめっき処理部17でめっき処理を施すめっき装置10であって、めっき処理の前に帯状部材21に処理を施す脱脂処理部13、第1水洗い処理部14、化学研磨処理部15、第2水洗い処理部16と、めっき処理の後に帯状部材21に処理を施す湯洗い処理部18、乾燥処理部とを直列に配置し、めっき処理部17に設けられ、かつ、帯状部材21の表裏面が垂直方向に沿った方向となる姿勢で、帯状部材21を高さ方向に螺旋状に搬送する第5駆動ローラ部55及び第6駆動ローラ部56と、めっき処理部17に設けられ、かつ、帯状部材21が螺旋状に搬送されるときの一部分で直線状に搬送される箇所で、帯状部材21にめっき処理を施すめっき槽57とを有する。
【選択図】図1
Description
本発明は、電子部品を形成するフープ材等の帯状部材をめっき処理するめっき装置に関する。
従来、トランジスタ、IC、スイッチ等の電子部品、コネクタ、表面処理が必要な鋼板材料等を大量生産するには、フープ材と呼ばれる帯状部材にめっき処理を施すようにしている。このような帯状部材にめっき処理を行うめっき装置の一例が、特許文献1に記載されている。この特許文献1に記載されためっき装置は、供給リール及び巻取りリールを有している。また、供給リールから巻取りリールに至る帯状部材の搬送経路が設けられており、搬送経路には脱脂処理部、水洗い処理部、化研処理部、めっき処理部、中和処理部、湯洗い処理部、乾燥部等の複数の処理部が、相互に平行に配置されている。また、複数の処理部同士の間には、垂直方向の軸線を中心として回転可能な駆動ローラがそれぞれ設けられている。
そして、特許文献1に記載されためっき装置においては、供給リールから繰り出された帯状部材が、駆動ローラに巻き掛けられて搬送方向が反転される。すなわち、帯状部材は、水平方向の平面内で蛇行しながら搬送される過程で、帯状部材が駆動ローラ同士の間で直線状に搬送されるときに、複数の処理部により順次処理が行われて、帯状部材に各処理が施される。この特許文献1に記載されためっき装置によれば、帯状部材が蛇行して搬送されるため、装置全体の専有面積(スペース)を狭くすることができるとされている。
一方、めっき対象物が線材の場合には、特許文献2に記載されるように、めっき槽内に配置された巻回ドラムと、めっき槽の上方に配置された給電ドラムとの間に螺旋状に線材を巻き掛けて、線材を給電ドラムと巻回ドラムとの間を上下方向に移動させながら、めっき処理を行うようにしためっき装置が使用されている。しかしながら、帯状部材をめっき処理する場合には、めっき槽内に配置された巻回ドラムに帯状部材を巻き掛けると、巻回ドラムに接触する帯状部材の内面にはめっき処理を施すことができない。
上述のように、めっき対象物が帯状部材の場合には、帯状部材を搬送駆動するためのローラやドラムを、めっき槽内に配置することができないので、帯状部材を水平方向に配置させる必要がある。帯状部材を水平方向に搬送移動させながらめっき処理する場合には、めっき装置の専有面積を大きくしなければならない。特に、帯状部材に対するめっき処理効率を高めるために、帯状部材の搬送速度を速くするには、めっき槽等の処理槽の面積を大きくしなければならず、めっき装置の大型化が避けられない。
本発明の目的は、専有面積を大きくすることなく、帯状部材に対するめっき処理効率を高めることができるめっき装置を提供することにある。
本発明は、帯状部材を長手方向に搬送し、めっき処理部で前記帯状部材にめっき処理を施すめっき装置であって、前記帯状部材にめっき処理を施す前に、前記帯状部材に予め定められた処理を施す前処理部と、前記帯状部材にめっき処理を施した後に、前記帯状部材に予め定められた処理を施す後処理部と、前記めっき処理部に間隔をおいて設けられ、かつ、前記帯状部材の表裏面が垂直方向に沿った方向となる姿勢で、前記帯状部材を高さ方向に螺旋状に搬送する搬送機構と、前記めっき処理部に設けられ、かつ、前記帯状部材が螺旋状に搬送されるときの一部分で直線状に搬送される箇所で、かつ、異なる高さで前記帯状部材にめっき処理を複数回施すめっき槽とを有することを特徴とする。
本発明によれば、帯状部材の表裏面が垂直方向に沿った方向となる姿勢で、帯状部材を高さ方向に螺旋状に搬送するとともに、帯状部材が螺旋状に搬送されるときの一部分で直線状に搬送される。このため、帯状部材が直線状に搬送されるときに高さ方向の異なる箇所で、帯状部材に複数回めっき処理を施すことができる。したがって、めっき装置の専有面積が大きくなることなく、めっき処理効率を高めることができる。
本発明によれば、帯状部材は、高さが異なる複数の駆動ローラに交互に巻き掛けられるため、単位面積当たりにおける帯状部材のめっき処理長を、長くすることができる。
本発明によれば、めっき槽は、第1搬送機構と第2搬送機構との間に設けられているため、水平方向の平面内において、第1駆動機構と第2駆動機構との間の空間を利用することができ、装置全体の専有面積の拡大を一層抑制できる。
以下、本発明の一実施の形態について、図面を用いて詳細に説明する。図1に示す本発明のめっき装置10は、鋼材、鋼板等を組み合わせて形成された装置本体11を有している。装置本体11は平面形状が略長方形に構成されており、装置本体11は、相互に平行な長辺11b,11c及び相互に平行な短辺11d,11eを有している。装置本体11の上には、供給部12、脱脂処理部13、第1水洗い処理部14、化学研磨処理部15、第2水洗い処理部16、めっき処理部17、湯洗い処理部18、乾燥処理部19、巻取り部20が、帯状部材21の搬送方向(移送方向)に沿って直列に配置されている。本実施形態において、帯状部材21の搬送方向とは、主として水平方向の平面内における搬送方向、または水平方向に沿った搬送方向を意味する。
帯状部材21は、金属材料、例えば、ニッケル合金、銅合金、鉄系合金、ステンレス、チタン等の薄板により構成されている。対象となる部品がトランジスタであるときは、帯状部材21には、プレス加工やエッチング加工によって、トランジスタの端子に相当するリード部(図示せず)が予め形成される。また、帯状部材21には、トランジスタ(図示せず)が搭載される。また、対象となる部品によっては、表面に何も加工が施されていないフラットな帯状部材21が用いられる。さらに、対象となる部品には、トランジスタの他、IC、スイッチ等の電子部品、コネクタ、機能材料等も含まれる。なお、以下の説明では、便宜上、帯状部材21の対象となる部品がトランジスタである場合を例として説明する。
めっき装置10は、帯状部材21の金属部分、そのうちの主としてリード部に、めっき処理部17によってハンダ、例えば、錫合金、銅めっき、ニッケルめっき、銀めっき、金めっき等を処理する装置である。以下、各機構及び各処理部の構成を説明する。
供給部12は、装置本体11における一方の短辺11dに沿って設けられている。供給部12は、供給リール22を有しており、供給リール22は電動モータ23により回転される構成となっている。供給リール22の回転軸23aは、水平方向の軸線を中心として回転可能である。帯状部材21は、めっき処理が施される前に供給リール22に巻き付けられている。また、供給部12は、一対のガイドローラ24を有している。一対のガイドローラ24は、水平方向の軸線を中心として回転可能であり、一対のガイドローラ24は可動台25により支持されている。可動台25は、ガイドレール26に沿って水平方向に移動可能に構成されている。また、供給部12は、方向変換ローラ27を有している。方向変換ローラ27は、水平方向の平面内で帯状部材21の搬送方向を変換する機構である。さらに、方向変換ローラ27は、垂直方向の軸線を中心として回転可能に構成されている。一対のガイドローラ24は、帯状部材21の搬送方向において供給リール22よりも下流に配置され、方向変換ローラ27は、帯状部材21の搬送方向において一対のガイドローラ24よりも下流に配置されている。
脱脂処理部13は、帯状部材21の搬送方向で供給部12よりも下流に設けられている。また、脱脂処理部13は、装置本体11上において、供給部12よりも短辺11dから離れた箇所に設けられている。脱脂処理部13は、第1搬送機構としての第1駆動ローラ部28、及び第2搬送機構としての第2駆動ローラ部29を有している。第1駆動ローラ部28と第2駆動ローラ部29とは、短辺11dに沿った方向で所定間隔をおいて配置されている。第1駆動ローラ部28は、長辺11b側に設けられ、第2駆動ローラ部29は長辺11c側に設けられている。第1駆動ローラ部28は、図2に示すように、垂直な軸線Aを中心として回転可能な回転軸30と、回転軸30に対して軸線Aに沿った方向で異なる高さに取り付けられた3個の駆動ローラ31,32,33と、回転軸30を回転させる電動モータ34とを有する。駆動ローラ31,32,33は同軸に配置されており、かつ、一体回転する。駆動ローラ32は駆動ローラ31の下に配置され、駆動ローラ33は、駆動ローラ32の下に配置されている。
回転軸30は、2つの軸受35により回転可能に支持されており、2つの軸受35はブラケット11aを介して装置本体11に取り付けられている。第2駆動ローラ部29は、垂直な軸線Bを中心として回転可能な回転軸37と、回転軸37に対して軸線Bに沿った方向で異なる高さに取り付けられた2個の駆動ローラ38,39と、回転軸37を回転させる電動モータ40とを有する。駆動ローラ38,39は同軸に配置されており、かつ、一体回転する。駆動ローラ39は駆動ローラ38の下に配置されている。回転軸37は、2つの軸受41により回転可能に支持されており、2つの軸受41はブラケット11aを介して装置本体11に取り付けられている。
このように、脱脂処理部13に帯状部材21を搬入する箇所、および脱脂処理部13から帯状部材21を搬出する箇所に配置される第1搬送機構としての第1駆動ローラ部28は、上下方向に隣り合って配置される3個の駆動ローラ31,32,33を有する。また、脱脂処理部13の戻し側(反転側)に配置される第2搬送機構としての第2駆動ローラ部29は、第1駆動ローラ部28よりも1個少ない2個の駆動ローラ38,39を有する。そして、第1駆動ローラ部28の最上段の駆動ローラ31は搬入側となっており、戻し側の第2駆動ローラ部29の下側の駆動ローラ39の上下方向の高さ位置は、駆動ローラ32と駆動ローラ33との中間位置となっている。また、第2駆動ローラ部29の上側の駆動ローラ38の上下方向の高さ位置は、駆動ローラ32と駆動ローラ31との中間位置となっている。このように、2個の駆動ローラ38,39、及び3個の駆動ローラ31,32,33は、全て異なる高さに配置されている。
そして、帯状部材21は、第1駆動ローラ部28及び第2駆動ローラ部29に対して、図3に示す状態で駆動ローラ31,32,33,38,39に巻き掛けられている。図3においては、便宜上、第1駆動ローラ部28を構成する駆動ローラ31,32,33同士の高さ方向の間隔を空け、第2駆動ローラ部29を構成する駆動ローラ38,39同士の高さ方向の間隔を空けて示してある。そして、帯状部材21は、第1駆動ローラ部28の最下段の駆動ローラ33に巻き掛けられて搬送方向が約90度変換され、その帯状部材21は駆動ローラ39に巻き掛けられている。さらに、帯状部材21は、駆動ローラ39により搬送方向が約180度変換され、駆動ローラ32に巻き掛けられている。また、帯状部材21は、駆動ローラ32に巻き掛けられて搬送方向が約180度変換され、駆動ローラ38に巻き掛けられている。さらに、帯状部材21は、駆動ローラ38に巻き掛けられて搬送方向が約180度変換され、駆動ローラ31に巻き掛けられている。さらにまた、帯状部材21は、駆動ローラ31により搬送方向が約90度変換される。このように、帯状部材21は、駆動ローラ31,32,33,38,39に巻き掛けられて、第1駆動ローラ部28と第2駆動ローラ部29との間を2往復する。また、帯状部材21は、駆動ローラ同士の間において、短辺11dと平行な方向に沿って直線状に搬送される。
また、脱脂処理部13は、2つの脱脂槽42を有している。2つの脱脂槽42は、短辺11dに沿った方向で、第1駆動ローラ部28と第2駆動ローラ部29との間に配置されている。2つの脱脂槽42は、短辺11dと平行な方向に沿って長手形状に構成されており、2つの脱脂槽42は、水平方向の平面内で、相互に平行に配置されている。2つの脱脂槽42は、脱脂液が供給及び排出されるようになっている。脱脂液は、例えば苛性ソーダを主成分とするものが用いられる。
さらに、各脱脂槽42の長手方向の両端には、図4のようにガイドシール部材43,44がそれぞれ取り付けられている。ガイドシール部材43,44は配置位置が異なり、ガイドシール部材44はガイドシール部材43よりも下に設けられている。また、ガイドシール部材43には、帯状部材21が通るスリット43aが設けられており、ガイドシール部材44には、帯状部材21が通るスリット44aが設けられている。ガイドシール部材43,44は、帯状部材21が脱脂槽42内へ出入りすることをガイドし、かつ、脱脂槽42内の脱脂液が外部に漏れることを防止する要素である。
第1水洗い処理部14は、帯状部材21の搬送方向で脱脂処理部13よりも下流に配置されている。また、第1水洗い処理部14は、長辺11bに沿った方向で短辺11dに対して、脱脂処理部13よりも離れた位置に設けられている。そして、第1水洗い処理部14は2個の駆動ローラ部45,46を有している。2個の駆動ローラ部45,46は、短辺11dに沿った方向に所定間隔をおいて配置されている。駆動ローラ部45は長辺11b側に配置され、駆動ローラ部46は長辺11c側に配置されている。
駆動ローラ部45は、垂直な軸線を中心として回転可能な駆動ローラ45aと、駆動ローラ45aを回転させる電動モータ(図示せず)とを有している。また、駆動ローラ部46は、垂直な軸線を中心として回転可能な駆動ローラ46aと、駆動ローラ46aを回転させる電動モータ(図示せず)とを有している。そして、駆動ローラ31、駆動ローラ45a、駆動ローラ46aは同じ高さに設けられている。そして、駆動ローラ31により方向変換された帯状部材21は、駆動ローラ45aに巻き掛けられて搬送方向が約90度変換され、駆動ローラ46aに巻き掛けられている。
第1水洗い処理部14は水洗い槽47を有しており、水洗い槽47は、短辺11dに沿った方向で、駆動ローラ部45と駆動ローラ部46との間に設けられている。水洗い槽47は、水平方向の平面内で短辺11dに沿った長手形状を有している。また、水洗い槽47には、純水が供給及び排出されるようになっている。さらに、図5のように、水洗い槽47における長手方向の両端に、ガイドシール部材43が1個づつ設けられている。帯状部材21は、駆動ローラ45aから駆動ローラ46aに至る直線状の搬送経路で、ガイドシール部材43のスリット43aを通り、水洗い槽47内に出入りするように取り回されている。さらにまた、駆動ローラ46aで搬送方向が約90度変換された帯状部材21は、化学研磨処理部15へ搬送されるように構成されている。
化学研磨処理部15は、帯状部材21の搬送方向で第1水洗い処理部14よりも下流に配置されている。また、化学研磨処理部15は、長辺11bに沿った方向で、短辺11dに対して第1水洗い処理部14よりも離れた位置に設けられている。化学研磨処理部15は、第3駆動ローラ部48及び第4駆動ローラ部49を有している。第3駆動ローラ部48は、図6のように、脱脂処理部13に設けた第1駆動ローラ部28と同じ構成を有している。また、第4駆動ローラ部49は、脱脂処理部13に設けた第2駆動ローラ部29と同じ構成を有している。
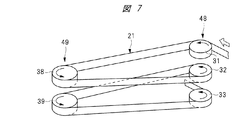
帯状部材21は、第3駆動ローラ部48の駆動ローラ、及び第4駆動ローラ部49の駆動ローラに対して、図7のように巻き掛けられている。図7には、便宜上、駆動ローラ同士の間に高さ方向の隙間を空けて示してある。第1水洗い処理部14の駆動ローラ46aにより搬送方向が変換された帯状部材21は、第3駆動ローラ部48のうち、最上段に配置された駆動ローラ31に巻き掛けられて、搬送方向が約90度変換されて、第4駆動ローラ部49のうち、上側に位置する駆動ローラ38に巻き掛けられている。以下、帯状部材21は、駆動ローラ32、駆動ローラ39、駆動ローラ33に交互に巻き掛けられて、第3駆動ローラ部48と第4駆動ローラ部49との間を2往復する。帯状部材21は、第3駆動ローラ部48の駆動ローラと、第4駆動ローラ部49の駆動ローラとの間において、短辺11dと平行に直線状に搬送される。
また、化学研磨処理部15は、2つの化学研磨槽50を有している。2つの化学研磨槽50は、短辺11dに沿った方向で第3駆動ローラ部48と第4駆動ローラ部49との間に配置されている。2つの化学研磨槽50は、短辺11dと平行な長手形状を有している。2つの化学研磨槽50は、相互に平行に配置されている。さらに、2つの化学研磨槽50には、例えば、硫酸及び酸化剤を主成分とする研磨液が収容されている。さらに、化学研磨槽50は、図4のように長手方向の両端にガイドシール部材43,44がそれぞれ設けられている点は、脱脂槽42と同じである。帯状部材21は、第3駆動ローラ部48の駆動ローラと第4駆動ローラ部49の駆動ローラとの間を直線状に搬送されるときに、ガイドシール部材43のスリット43a及びガイドシール部材44のスリット44aを通り、化学研磨槽50内に出入りするように取り回されている。
第2水洗い処理部16は、帯状部材21の搬送方向で化学研磨処理部15よりも下流に配置されている。第2水洗い処理部16は、長辺11bに沿った方向で、短辺11dに対して化学研磨処理部15よりも離れた位置に設けられている。第2水洗い処理部16は駆動ローラ部51,52を有している。駆動ローラ部51,52は、短辺11dに沿った方向に所定間隔をおいて配置されている。駆動ローラ部51は長辺11c側に配置され、駆動ローラ部52は長辺11b側に配置されている。駆動ローラ部51は、垂直方向の軸線を中心として回転可能な駆動ローラ51aと、駆動ローラ51aを回転させる電動モータ(図示せず)とを有している。駆動ローラ部52は、垂直方向の軸線を中心として回転可能な駆動ローラ52aと、駆動ローラ52aを回転させる電動モータ(図示せず)とを有している。そして、第3駆動ローラ部48の駆動ローラ33により方向変換された帯状部材21は、駆動ローラ51aを経由して駆動ローラ52aに巻き掛けられている。第3駆動ローラ部48の駆動ローラ33、駆動ローラ51a,52aは同じ高さに設けられている。
また、第2水洗い処理部16は水洗い槽16aを有しており、水洗い槽16aは、短辺11dに沿った方向で駆動ローラ部51と駆動ローラ部52との間に設けられている。水洗い槽16aは、図5のように水洗い槽47と同様に構成されている。帯状部材21は,駆動ローラ51aから駆動ローラ52aに巻き掛けられている。帯状部材21は、駆動ローラ51aと駆動ローラ52aとの間で直線状に搬送される途中で、ガイドシール部材43のスリット43aを通り水洗い槽16aに出入りするように取り回されている。
めっき処理部17は、帯状部材21の搬送方向で、第2水洗い処理部16の下流に配置されている。めっき処理部17は、長辺11bに沿った方向で、短辺11eに対して第2水洗い処理部16よりも近い位置に配置されている。めっき処理部17は第1処理部53及び第2処理部54を有する。第1処理部53は、長辺11bに沿った方向で、第2水洗い処理部16と第2処理部54との間に配置されている。第1処理部は、第5駆動ローラ部55及び第6駆動ローラ部56を有している。第5駆動ローラ部55の構成は、図2のように第1駆動ローラ部28の構成と同じである。また、第6駆動ローラ部56の構成は、第2駆動ローラ部29の構成と同じである。
帯状部材21は、第5駆動ローラ部55及び第6駆動ローラ部56において、各駆動ローラに対して図3のように巻き掛けられている。駆動ローラ52aにより方向変換された帯状部材21は、駆動ローラ33により方向変換されて駆動ローラ39に巻き掛けられ、さらに帯状部材21は駆動ローラ39により方向変換されて、駆動ローラ32に巻き掛けられている。さらに、帯状部材21は、駆動ローラ32により方向変換されて駆動ローラ38に巻き掛けられ、駆動ローラ38で方向変換された帯状部材21は、駆動ローラ31に巻き掛けられている。そして、第5駆動ローラ部55の最上段の駆動ローラ31により方向変換された帯状部材21は、第2処理部54へ搬送される。なお、第5駆動ローラ部55の駆動ローラ31,32,33及び第6駆動ローラ部56の駆動ローラ38,39は、電源(図示せず)のマイナス端子(陰極)に接続されている。
さらに、第1処理部53は、2つのめっき槽57を有している。2つのめっき槽57は、短辺11eに沿った方向で第5駆動ローラ部55と第6駆動ローラ部56との間に配置されている。2つのめっき槽57は、短辺11eと平行な長手形状を有している。2つのめっき槽57は、相互に平行に配置されている。さらに、2つのめっき槽57内にはめっき液が収容されており、かつ、アノードバスケット(図示せず)が設けられている。アノードバスケットは、電源のプラス端子(陽極)に接続されている。さらに、めっき槽57は、図4のように長手方向の両端に、ガイドシール部材43,44がそれぞれ設けられている点は、脱脂槽42と同じである。第5駆動ローラ部55の駆動ローラと、第6駆動ローラ部56の駆動ローラとの間を直線状に搬送される帯状部材21は、ガイドシール部材43のスリット43a及びガイドシール部材44のスリット44aを通り、2つのめっき槽57に交互に出入りするようになっている。
一方、第2処理部54は、第7駆動ローラ部58及び第8駆動ローラ部59を有している。第7駆動ローラ部58は長辺11b側に配置され、第8駆動ローラ部59は長辺11c側に配置されている。第7駆動ローラ部58は、図2のように第1駆動ローラ部28と同じ構成を有する。また、第8駆動ローラ部59は、第2駆動ローラ部29同じ構成を有する。第7駆動ローラ部58の駆動ローラ及び第8駆動ローラ部59の駆動ローラに対する帯状部材21の巻き掛け状態は、図8のようになっている。図8には、便宜上、各駆動ローラ同士の間には高さ方向の隙間を空けて示してある。
第5駆動ローラ部55の駆動ローラ31から搬送された帯状部材21は、第7駆動ローラ部58における最上段の駆動ローラ31により搬送方向が変換され、第8駆動ローラ部59の駆動ローラ38に巻き掛けられている。以下、帯状部材21は、駆動ローラ32、駆動ローラ39、駆動ローラ33に順次巻き掛けられて搬送方向が変換され、帯状部材21は、湯洗い処理部18へ搬送される。
また、第2処理部54には2つのめっき槽60が配置されている。2つのめっき槽60は、短辺11eに沿った方向で第7駆動ローラ部58と第8駆動ローラ部59との間に相互に平行に配置されている。2つのめっき槽60は、図4のように2つのめっき槽57と同じ構成を有している。2つのめっき槽60は短辺11eと平行な方向に沿って長尺形状に構成されている。そして、帯状部材21は、第7駆動ローラ部58の駆動ローラと、第8駆動ローラ部59の駆動ローラとの間を直線状に搬送されるときに、ガイドシール部材43のスリット43a及びガイドシール部材44のスリット44aを通り、2つのめっき槽60に交互に出入りするように取り回されている。
湯洗い処理部18は、長辺11bに沿った方向で、短辺11eとめっき処理部17との間に配置されている。湯洗い処理部18は、3個の駆動ローラ部61,62,63を有している。駆動ローラ部61,63は、長辺11b側に並んで配置されている。駆動ローラ部62は、長辺11c側に配置されている。
駆動ローラ部61は、垂直な軸線を中心として回転可能な駆動ローラ61aと、駆動ローラ61aを回転させる電動モータ(図示せず)とを有している。駆動ローラ部62は、垂直な軸線を中心として回転可能な駆動ローラ62aと、駆動ローラ62aを回転させる電動モータ(図示せず)とを有している。駆動ローラ部63は、垂直な軸線を中心として回転可能な駆動ローラ63aと、駆動ローラ63aを回転させる電動モータ(図示せず)とを有している。駆動ローラ61a,62a,63aは、第7駆動ローラ部58の駆動ローラ33と同じ高さに設けられている。
そして、帯状部材21は、第7駆動ローラ部58の駆動ローラ33を経由して、湯洗い処理部18へ搬送される。すると、その帯状部材21は、駆動ローラ61aにより搬送方向が約90度変換されて、駆動ローラ62aに巻き掛けられている。帯状部材21は、駆動ローラ62aにより搬送方向が約180度変換されて、駆動ローラ63aに巻き掛けられている。
湯洗い処理部18は、2個の湯洗い槽64を有している。各湯洗い槽64は、駆動ローラから駆動ローラへ向けて帯状部材21が搬送される経路に、長手方向に沿って直線状に設けられている。すなわち、2個の湯洗い槽64は短辺11eと平行に配置されている。2個の湯洗い槽64における長手方向の両端には、図5のようにガイドシール部材43がそれぞれ取り付けられている。そして、帯状部材21は、駆動ローラ61aから駆動ローラ62aに向けて直線状に搬送される場合、駆動ローラ62aから駆動ローラ63aに向けて直線状に搬送される場合のいずれにおいても、スリット43aを通過して湯洗い槽64に出入りするように取り回されている。なお、湯洗い処理部18の駆動ローラ63aで方向変換された帯状部材21は、乾燥処理部19へ搬送される。
乾燥処理部19は、長辺11bに沿った方向で短辺11eと湯洗い処理部18との間に設けられている。乾燥処理部19は、第9駆動ローラ部65及び第10駆動ローラ部66を備えている。第9駆動ローラ部65は、長辺11b側に配置され、第10駆動ローラ部66は長辺11c側に配置されている。つまり、第9駆動ローラ部65及び第10駆動ローラ部66は、短辺11e方向に所定間隔をおいて配置されている。第9駆動ローラ部65は、図2のように第1駆動ローラ部28と同じ構成を有している。また、第10駆動ローラ部66は、第2駆動ローラ部29と同じ構成を有している。
そして、駆動ローラ63aにより方向変換された帯状部材21は、図3のように第9駆動ローラ部65の駆動ローラ33に巻き掛けられており、以下、第10駆動ローラ部66の駆動ローラと第9駆動ローラ部65の駆動ローラとに交互に巻き掛けられている。すなわち、帯状部材21は、駆動ローラ33により方向変換されて駆動ローラ39に巻き掛けられている。さらに、帯状部材21は、駆動ローラ39により方向変換されて、駆動ローラ32に巻き掛けられている。さらに、帯状部材21は、駆動ローラ32により方向変換されて駆動ローラ38に巻き掛けられている。駆動ローラ38で方向変換された帯状部材21は、駆動ローラ31に巻き掛けられている。そして、帯状部材21は、第9駆動ローラ部65の最上段の駆動ローラ31により方向変換されて、巻取り部20へ搬送される。
また、乾燥処理部19は2つの乾燥機67を有している。2つの乾燥機67は、短辺11eに沿った方向で、第9駆動ローラ部65と第10駆動ローラ部66との間に配置されている。2つの乾燥機67は、共に短辺11eと平行な長尺形状に構成されている。乾燥機67には、送風機等によって空気に強制対流を生じさせるもの、または、ヒータの熱によって温められた温風を帯状部材21に吹き付けるもの等が含まれる。
一方、巻取り部20は短辺11eに沿って設けられている。巻取り部20は方向変換ローラ69を有している。方向変換ローラ69は、帯状部材21の搬送方向を変換する機構である。さらに、方向変換ローラ69は、垂直方向の軸線を中心として回転可能に構成されている。巻取り部20は、一対のガイドローラ70を有している。一対のガイドローラ70は、水平方向の軸線を中心として回転可能であり、一対のガイドローラ70は可動台71により支持されている。可動台71は、ガイドレール72に沿って水平方向に移動可能に構成されている。
巻取り部20は巻取りリール73を有しており、巻取りリール73は電動モータ74により回転される構成となっている。巻取りリール73の回転軸75は、水平方向の軸線を中心として回転可能である。電動モータ74のトルクを回転軸75に伝達する経路には、減速機(図示せず)が設けられている。一対のガイドローラ70は、帯状部材21の搬送方向で方向変換ローラ69よりも下流に配置され、巻取りリール73は、帯状部材21の搬送方向において一対のガイドローラ70よりも下流に配置されている。つまり、一対のガイドローラ70は、短辺11eに沿った方向で方向変換ローラ69と巻取りリール73との間に設けられている。上記のように、めっき装置10は、水平方向の平面内において、供給部12、脱脂処理部13、第1水洗い処理部14、化学研磨処理部15、第2水洗い処理部16、めっき処理部17、湯洗い処理部18、乾燥処理部19、巻取り部20が相互に平行に配置されている。
図1に示すめっき装置10により、帯状部材21にめっき処理を施す工程を説明する。帯状部材21は、搬送方向の先端が巻取りリール73に巻かれた状態で各電動モータが所定方向に回転して長さ方向に搬送され、最終的に巻取りリール73に巻かれている。すると、供給リール22から繰り出された帯状部材21は、一対のガイドローラ24により、表裏面が略水平面に沿った状態のまま搬送される。一対のガイドローラ24によってガイドされた帯状部材21は、方向変換ローラ27に巻き掛けられて案内される。一対のガイドローラ24は、水平方向の軸線を中心として回転する一方、方向変換ローラ27は、垂直方向の軸線を中心として回転する。このため、帯状部材21は、一対のガイドローラ24を離れてから、方向変換ローラ27に接触するまでの間に、厚さ方向に約90度捻られる。すなわち、帯状部材21は、表裏面が略垂直方向に沿った状態で搬送される。これ以後、帯状部材21は、巻取り部20へ搬送されるまでの間、常時、表裏面が略垂直方向に沿った状態に保持されて搬送される。そして、帯状部材21は方向変換ローラ27により、搬送方向が約90度変換されて、脱脂処理部13へ搬送される。
脱脂処理部13へ搬送された帯状部材21は、図3のように第1駆動ローラ部28のうち最下段の駆動ローラ33に巻き掛けられている。帯状部材21は、次いで駆動ローラ39、駆動ローラ32、駆動ローラ38の順に巻き掛けられることで、帯状部材21は搬送方向が変換される。すなわち、帯状部材21は、第1駆動ローラ部28と第2駆動ローラ部29との間を2往復する。ここで、第1駆動ローラ部28を構成する3個の駆動ローラ31,32,33は、配置高さが異なる。また、第2駆動ローラ部29を構成する2個の駆動ローラ38,39は、配置高さが異なる。このため、帯状部材21は、第1駆動ローラ部28と第2駆動ローラ部29との間を、螺旋状に2往復する過程で部分的に接触することがない。そして、帯状部材21は、第1駆動ローラ部28と第2駆動ローラ部29との間を直線状に搬送される途中で、脱脂槽42を通過する。すなわち、帯状部材21は、ガイドシール部材43,44のスリット43a,44aを経由して2つの脱脂槽42の内部に別々に出入りし、帯状部材21に対する脱脂処理が行われる。帯状部材21は脱脂処理が終了すると、第1駆動ローラ部28の最上段の駆動ローラ31により搬送方向が変換されて、第1水洗い処理部14へ搬送される。
第1水洗い処理部14へ搬送された帯状部材21は、駆動ローラ45aに巻き掛けられて搬送方向が変換され、駆動ローラ46aに巻き掛けられている。帯状部材21は、駆動ローラ45aを離れてから駆動ローラ46aに巻き掛かるまでの間、直線状に搬送される。このとき、帯状部材21は、ガイドシール部材43のスリット43aを経由して水洗い槽47に入る。帯状部材21は水洗いされた後、水洗い槽47の外部に出る。帯状部材21は、水洗い槽47から出ると、駆動ローラ46aにより搬送方向が約90度変換され、化学研磨処理部15へ搬送される。
化学研磨処理部15へ搬送された帯状部材21は、図7のように第3駆動ローラ部48の最上段の駆動ローラ31に巻き掛けられて、搬送方向が約90度変換される。帯状部材21は、駆動ローラ38、駆動ローラ32、駆動ローラ39、駆動ローラ33に順次巻き掛けられることで、搬送方向及び高さが変換される。すなわち、帯状部材21は第3駆動ローラ部48と第4駆動ローラ部49との間を2往復し、全体として螺旋状に搬送される。
そして、帯状部材21は、第3駆動ローラ部48と第4駆動ローラ部49との間を直線状に搬送される途中で、2つの化学研磨槽50を交互に2回づつ通過する。すなわち、帯状部材21は、ガイドシール部材43,44のスリット43a,44aを経由して化学研磨槽50に出入りし、帯状部材21の表裏面が研磨される。帯状部材21は研磨処理が終了すると、第4駆動ローラ部49の最下段の駆動ローラ33により搬送方向が変換されて、第2水洗い処理部16へ搬送される。
第2水洗い処理部16へ搬送された帯状部材21は、駆動ローラ51aから駆動ローラ52aへ直線状に搬送される途中で、水洗い槽16a内を通ることで水洗いされる。帯状部材21は、水洗い槽16aで水洗いされた後、駆動ローラ52aで搬送方向が変換されて、めっき処理部17の第1処理部53へ搬送される。
第1処理部53へ搬送された帯状部材21は、図3のように最下段の駆動ローラ33に巻き掛けられて方向変換される。ついで、帯状部材21は、駆動ローラ39、駆動ローラ32、駆動ローラ38、駆動ローラ31に交互に巻き掛けられることで、方向変換が繰り返される。つまり、帯状部材21は、第5駆動ローラ部55と第6駆動ローラ部56との間を2往復する。また、帯状部材21は、全体として螺旋状に搬送されながら徐々に上方へ移動する。そして、帯状部材21は、駆動ローラ同士の間を直線状に搬送されるとき、2つのめっき槽57を交互に通過する。
めっき槽57内に設けられたアノードバスケットはプラス端子に接続され、各駆動ローラはマイナス端子に接続されているので、帯状部材21がめっき槽57を通過する際に、アノードバスケットの錫合金は、めっき液中にイオンとなって入り込む。めっき液中の金属イオンは、帯状部材21の表面に金属原子として析出し、帯状部材21の表裏面にめっき層が形成される。帯状部材21に形成されるめっき層の厚さは、電源から供給される電力の電流値、帯状部材21の搬送速度により決定される。帯状部材21の搬送速度は、各電動モータの回転速度を制御することで調整できる。
第1処理部53でめっき層が形成された帯状部材21は、駆動ローラ31を経由して第2処理部54へ搬送され、図8のように第7駆動ローラ部58の最上段の駆動ローラ31へ巻掛けられる。そして、帯状部材21は、第7駆動ローラ部58と第8駆動ローラ部59との間を2往復する。つまり、帯状部材21は、駆動ローラ31、駆動ローラ38、駆動ローラ32、駆動ローラ39、駆動ローラ33に交互に巻き掛けられることで、方向変換が繰り返される。
このようにして、帯状部材21は、第5駆動ローラ部55と第6駆動ローラ部56との間を2往復する。また、帯状部材21は、全体として螺旋状に搬送されながら徐々に下方へ移動する。第2処理部54において、帯状部材21が駆動ローラ同士の間を直線状に搬送される途中でめっき槽60に出入りし、めっき槽57と同様の原理で帯状部材21の表裏面にめっき処理が施される。すなわち、帯状部材21は、異なる高さを搬送される途中でめっき処理が複数回施される。
そして、めっき処理が行われた帯状部材21は、第2処理部54の最下段の駆動ローラ33により方向変換され、湯洗い処理部18へ搬送される。湯洗い処理部18に搬送された帯状部材21は、駆動ローラ61aから駆動ローラ62aへ直線状に搬送されるときに、湯洗い槽64内で湯洗いされる。また、駆動ローラ62aにより搬送方向が変換された帯状部材21は、駆動ローラ62aから駆動ローラ63aへ直線状に搬送されるときに、湯洗い槽64内で再度湯洗いされる。
湯洗い処理部18で湯洗いされた帯状部材21は、駆動ローラ63aにより乾燥処理部19へ搬送される。乾燥処理部19に搬送された帯状部材21は、第9駆動ローラ部65の最下段の駆動ローラ33に巻き掛けられる。帯状部材21は、さらに駆動ローラ39、駆動ローラ32、駆動ローラ38、駆動ローラ31により順次折り返され、第9駆動ローラ部65と、第10駆動ローラ部66との間を2往復する。このようにして、帯状部材21は、乾燥処理部19では全体として螺旋状に搬送される。また、帯状部材21は、徐々に上方に向けて搬送される。そして、駆動ローラ同士の間で直線状に搬送される箇所で、乾燥機67により乾燥される。その後、乾燥された帯状部材21は、第9駆動ローラ部65の最上段の駆動ローラ31により方向変換されて、巻取り部20へ搬送される。
巻取り部20では、帯状部材21が方向変換ローラ69から一対のガイドローラ70に至る経路で、帯状部材21は厚さ方向に約90度捻られて、表裏面が水平面に沿った状態に姿勢が戻される。一対のガイドローラ70により搬送された帯状部材21は、巻取りリール73により巻き取られる。
このように、本実施形態のめっき装置10においては、各機構及び各処理部が、水平方向の平面内で相互に平行に配置されている。このため、水平方向の平面内におけるめっき装置10の専有面積が広くなることを抑制できる。また、めっき装置10では、帯状部材21が水平方向の平面内を全体として蛇行して搬送されるため、各処理部を長手方向に直線状に並べる場合に比べて、一方向における全長を短くすることができる。また、めっき装置10は、脱脂処理部13、化学研磨処理部15、めっき処理部17、乾燥処理部19のそれぞれにおいて、複数の駆動ローラが異なる高さに設けられており、帯状部材21は駆動ローラ同士の間を行き来することで、帯状部材21が高さ方向に螺旋状に搬送される。したがって、水平方向の平面内において、単位面積当たりにおける帯状部材21の搬送長さを長くすることができ、各種の処理効率を高くすること(向上すること)ができる。
例えば、比較例として、水平方向の平面内において、2個の駆動ローラ同士の間で帯状部材を反転させて搬送し、2個の駆動ローラ同士の間を1往復する間に処理槽を2回通過するめっき装置を想定する。処理槽の長さが1mであるとすれば、1往復する間に帯状部材に処理を施す工程が、見かけ上で2m存在することになる。また、帯状部材に所定の処理を施すために、処理槽内を一定時間(例えば10分)通過させる必要であるものとする。
これに対して、本実施形態では、水平方向の平面内における5個の駆動ローラの設置面積は、比較例と同じであるが、5個の駆動ローラ同士の間を2往復する。このため、各処理槽の単独の長さは比較例と同じ1mであるとしても、2往復する間に帯状部材に処理を施す工程が、見かけ上で4m存在することになる。すなわち、本実施形態のめっき装置10は、比較例のめっき装置に比べて処理長が2倍である。
また、本実施形態においては、各処理部における搬入側・搬出側の駆動ローラ部の駆動ローラ数を少なくとも3個とし、戻し側の駆動ローラ部の駆動ローラの数を少なくとも2個としている。つまり、めっき装置10は、搬入側・搬出側の駆動ローラ部の駆動ローラの数を、戻し側の駆動ローラ部の駆動ローラの数よりも1つ多い数にしている。
ここで、各処理部における搬入側の駆動ローラ部は、前工程から当該処理部へ帯状部材21を搬入する駆動ローラ部を意味する。また、各処理部における搬出側の駆動ローラ部は、当該処理部から、次工程へ向けて帯状部材21を搬出する駆動ローラ部を意味する。本実施形態の脱脂処理部13、化学研磨処理部15、めっき処理部17、乾燥処理部19においては、搬入側の駆動ローラ部が、搬出側の駆動ローラ部を兼ねている。さらに、戻し側の駆動ローラ部は、搬入側の駆動ローラ部を経て当該処理部へ搬入された帯状部材21を、搬出側の駆動ローラ部へ向けて折り返す役割を果たす。
したがって、搬入側の駆動ローラ部を経由させて各処理部へ搬入された帯状部材21を処理してから次工程へ搬出するまでの間に、水平方向の平面内において各処理部内で帯状部材21が複雑に取り回される(交差する)ことなく、順次連続的に帯状部材21を円滑に搬送させながら処理することができる。すなわち、帯状部材21は、各処理部内で往復されるときに、往路と復路とが相互に平行となり、往路と復路とが交差することがない。
また、各処理部にそれぞれ設けた処理槽の処理長は、比較例のめっき装置の処理長の2倍であるため、本実施形態における帯状部材の搬送速度を、比較例における帯状部材の搬送速度の2倍とすれば、同じ処理時間内において、本実施形態は比較例に比べて、2倍の処理長を確保することができる。したがって、めっき装置10における帯状部材21への処理効率を高くすることができる。また、帯状部材21は、駆動ローラ同士の間で螺旋状に搬送されるときの一部分で直線状に搬送される箇所で、めっき処理が施される。このため、帯状部材21の表裏面は搬送速度が同じとなる。特に、めっき処理部17においては、帯状部材21の表裏面が共に周辺の部材、駆動ローラ等に接触していない箇所で、めっき処理を施すことができる。したがって、帯状部材21の表裏面に均一にめっき処理を施すことができ、製品品質が向上する。
さらに、めっき槽57は、水平方向の平面内で、第5駆動ローラ部55と第6駆動ローラ部56との間の空間を利用して配置されている。また、めっき槽60は、水平方向の平面内で、第7駆動ローラ部58と第8駆動ローラ部59との間の空間を利用して配置されている。したがって、水平方向の平面内において、めっき装置10全体の専有面積の拡大を抑制できる。
ここで、本実施形態において説明した構成と、本発明の構成との対応関係を説明すると、脱脂処理部13、第1水洗い処理部14、化学研磨処理部15、第2水洗い処理部16が、本発明の「前処理部」に相当する。また、湯洗い処理部18、乾燥処理部19が、本発明の「後処理部」に相当する。さらに、第1駆動ローラ部28、第2駆動ローラ部29、第5駆動ローラ部55、第6駆動ローラ部56、第7駆動ローラ部58、第8駆動ローラ部59が、本発明の搬送機構に相当する。また、第1駆動ローラ部28、第5駆動ローラ部55、第7駆動ローラ部58が、本発明の第1搬送機構に相当し、第2駆動ローラ部29、第6駆動ローラ部56、第8駆動ローラ部59が、本発明の第2搬送機構に相当する。
本発明は上記実施の形態に限定されるものではなく、その要旨を逸脱しない範囲で種々変更可能であることは言うまでもない。例えば、各処理部に設ける駆動ローラの数は5個に限定されず、帯状部材が2往復を超える往復回数となるように設定することもできる。各処理工程には、駆動ローラを7個設けることができる。すると、帯状部材は、各処理工程で3往復することができ、見かけ上の処理長は比較例の3倍となり、帯状部材の搬送速度を3倍にすることができる。また、供給リール及び巻取りリールの回転軸の軸線、一対のガイドローラの軸線を、垂直にすることも可能である。さらに、各処理部の搬入側の駆動ローラ部で、最上段の駆動ローラまたは最下段のローラのいずれに巻き掛けるかは任意に変更可能である。さらに、脱脂槽42、化学研磨槽50、めっき槽57,60においては、異なる高さにガイドシール部材43,44が設けられており、帯状部材21が各処理槽を2回づつ通るように構成されているが、各処理槽を上下2段で別個に設けてもよい。
さらに、複数の処理プロセスを行うために、装置本体11上に配置する処理部の配置順序、同じ処理部における処理の回数等は、図1の例には限定されることなく、適宜変更される。例えば、めっき処理を施す帯状部材21の材料、めっきの種類や機能、用途等によって同じ処理部における処理の回数は変わる。また、本発明のめっき処理部は、単一種類のめっきを施すことに限らず、下地として銅めっきやニッケルめっきを施し、その上に銀めっきや金めっきを施す構成も含む。すなわち、同じ処理部において、複数種類の処理を施すことも含む。より具体的に説明すると、本発明には、ステンレス製の帯状部材の表面にニッケルめっき(下地)を施し、その上に銀めっきを施す場合に、各処理部を、例えば、脱脂処理部(電解脱脂)、水洗い処理部、酸活性、水洗い処理部、めっき処理部(ニッケルストライクめっき)、水洗い処理部、めっき処理部(ニッケルめっき)、水洗い処理部、めっき処理部(銀ストライクめっき)、めっき処理部(銀めっき)、水洗い処理部、変色防止、湯洗い処理部、乾燥処理部の順序で配置することも含まれる。
21 帯状部材
10 めっき装置
13 脱脂処理部
14 第1水洗い処理部
15 化学研磨処理部
16 第2水洗い処理部
17 めっき処理部
18 湯洗い処理部
19 乾燥処理部
55 第5駆動ローラ部
56 第6駆動ローラ部
57 めっき槽
10 めっき装置
13 脱脂処理部
14 第1水洗い処理部
15 化学研磨処理部
16 第2水洗い処理部
17 めっき処理部
18 湯洗い処理部
19 乾燥処理部
55 第5駆動ローラ部
56 第6駆動ローラ部
57 めっき槽
Claims (3)
- 帯状部材を長手方向に搬送し、めっき処理部で前記帯状部材にめっき処理を施すめっき装置であって、
前記帯状部材にめっき処理を施す前に、前記帯状部材に予め定められた処理を施す前処理部と、
前記帯状部材にめっき処理を施した後に、前記帯状部材に予め定められた処理を施す後処理部と、
前記めっき処理部に間隔をおいて設けられ、かつ、前記帯状部材の表裏面が垂直方向に沿った方向となる姿勢で、前記帯状部材を高さ方向に螺旋状に搬送する搬送機構と、
前記めっき処理部に設けられ、かつ、前記帯状部材が螺旋状に搬送されるときの一部分で直線状に搬送される箇所で、かつ、異なる高さで前記帯状部材にめっき処理を複数回施すめっき槽とを有することを特徴とするめっき装置。 - 請求項1記載のめっき装置において、
前記搬送機構は、垂直方向の軸線を中心として回転し、かつ、高さが異なる複数の駆動ローラを同軸に配置した第1搬送機構と、垂直方向の軸線を中心として回転し、かつ、高さが異なる複数の駆動ローラを同軸に配置した第2搬送機構とを含み、
前記帯状部材は、前記第1搬送機構の前記駆動ローラと前記第2搬送機構の前記駆動ローラとに交互に巻き掛けられることにより、螺旋状に搬送されることを特徴とするめっき装置。 - 請求項2記載のめっき装置において、前記帯状部材は、前記第1搬送機構の前記駆動ローラと前記第2搬送機構の前記駆動ローラとの間に直線状に搬送される箇所が形成され、前記めっき槽は、前記第1搬送機構と前記第2搬送機構との間に設けられていることを特徴とするめっき装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012162437A JP2014019938A (ja) | 2012-07-23 | 2012-07-23 | めっき装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012162437A JP2014019938A (ja) | 2012-07-23 | 2012-07-23 | めっき装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014019938A true JP2014019938A (ja) | 2014-02-03 |
Family
ID=50195183
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012162437A Pending JP2014019938A (ja) | 2012-07-23 | 2012-07-23 | めっき装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014019938A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105177691A (zh) * | 2015-10-08 | 2015-12-23 | 江苏宏联环保科技有限公司 | 具备多功能配套设备的电镀装置 |
| CN119040993A (zh) * | 2024-09-13 | 2024-11-29 | 台州市北野科技有限公司 | 一种雾面电镀锡薄铜箔生产设备及生产方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57161089A (en) * | 1981-03-30 | 1982-10-04 | Furukawa Electric Co Ltd:The | Continuously plating apparatus for wire |
| JP2000054191A (ja) * | 1998-06-04 | 2000-02-22 | Heriosu:Kk | 線状体用電気めっき装置、線状体の電気めっき方法及び電気めっきされた線状体の製造方法 |
-
2012
- 2012-07-23 JP JP2012162437A patent/JP2014019938A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57161089A (en) * | 1981-03-30 | 1982-10-04 | Furukawa Electric Co Ltd:The | Continuously plating apparatus for wire |
| JP2000054191A (ja) * | 1998-06-04 | 2000-02-22 | Heriosu:Kk | 線状体用電気めっき装置、線状体の電気めっき方法及び電気めっきされた線状体の製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105177691A (zh) * | 2015-10-08 | 2015-12-23 | 江苏宏联环保科技有限公司 | 具备多功能配套设备的电镀装置 |
| CN119040993A (zh) * | 2024-09-13 | 2024-11-29 | 台州市北野科技有限公司 | 一种雾面电镀锡薄铜箔生产设备及生产方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI558847B (zh) | 鍍銲錫線的製造方法及製造裝置 | |
| US9725817B2 (en) | System and method for electropolishing or electroplating conveyor belts | |
| CN110586677B (zh) | 一种多头连续退火拉丝机 | |
| JP2014019938A (ja) | めっき装置 | |
| KR200457787Y1 (ko) | 전도성 개스킷의 제조장치 | |
| CN106521611B (zh) | 具有自动剥挂系统的电镀设备 | |
| JP2012214838A (ja) | 線材の表面処理装置 | |
| CN104862755A (zh) | 一种镀锡铜线的生产装置 | |
| CN114121386A (zh) | 一种漆包线制造浸漆加工机械及浸漆加工工艺 | |
| JP6063202B2 (ja) | めっき装置 | |
| JP2012092398A (ja) | 線材の表面処理装置および該表面処理装置を用いた電気めっき装置 | |
| CN104818515A (zh) | 一种镀银铜线的干燥装置 | |
| JP5667838B2 (ja) | 部分めっき方法および部分めっき装置 | |
| CN1969065A (zh) | 电解处理平坦工件的装置及方法 | |
| JP7178749B2 (ja) | 回路パターン連続製造装置 | |
| WO2015060298A1 (ja) | 端子部材のめっき方法、めっき装置、および端子部材 | |
| CN104818509A (zh) | 一种铜线镀锡装置 | |
| TWI298358B (en) | Apparatus for plating strip material and method for transporting strip material | |
| JP2020050911A (ja) | めっき装置およびそれを用いためっき方法 | |
| JP6662231B2 (ja) | 給電治具、ワーク保持治具、化学処理装置 | |
| KR20220000608U (ko) | 도금장치 | |
| CN222908069U (zh) | 一种卷对卷柔性基材连续化学镀生产线 | |
| CN104726812A (zh) | 一种钢铁线材表面镀铜方法 | |
| JP2002173798A (ja) | ワークの処理装置 | |
| JPS5836073B2 (ja) | 線条体の連続メツキ装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150713 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160415 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160426 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20161101 |