JP2014116334A - ウェッジボンディング用ツール、及びウェッジボンディング方法 - Google Patents
ウェッジボンディング用ツール、及びウェッジボンディング方法 Download PDFInfo
- Publication number
- JP2014116334A JP2014116334A JP2012266879A JP2012266879A JP2014116334A JP 2014116334 A JP2014116334 A JP 2014116334A JP 2012266879 A JP2012266879 A JP 2012266879A JP 2012266879 A JP2012266879 A JP 2012266879A JP 2014116334 A JP2014116334 A JP 2014116334A
- Authority
- JP
- Japan
- Prior art keywords
- metal wire
- wire
- wedge bonding
- tool
- groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/071—Connecting or disconnecting
- H10W72/0711—Apparatus therefor
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/071—Connecting or disconnecting
- H10W72/0711—Apparatus therefor
- H10W72/07141—Means for applying energy, e.g. ovens or lasers
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/50—Bond wires
- H10W72/551—Materials of bond wires
- H10W72/552—Materials of bond wires comprising metals or metalloids, e.g. silver
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/50—Bond wires
- H10W72/551—Materials of bond wires
- H10W72/552—Materials of bond wires comprising metals or metalloids, e.g. silver
- H10W72/5524—Materials of bond wires comprising metals or metalloids, e.g. silver comprising aluminium [Al]
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/50—Bond wires
- H10W72/551—Materials of bond wires
- H10W72/552—Materials of bond wires comprising metals or metalloids, e.g. silver
- H10W72/5525—Materials of bond wires comprising metals or metalloids, e.g. silver comprising copper [Cu]
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/90—Bond pads, in general
- H10W72/951—Materials of bond pads
- H10W72/952—Materials of bond pads comprising metals or metalloids, e.g. PbSn, Ag or Cu
Landscapes
- Wire Bonding (AREA)
Abstract
【課題】金属ワイヤとツールのワイヤ保持溝との間で生じる滑りを抑制し、かつ金属ワイヤの接合性を従来に比べて向上可能とする、ウェッジボンディング用ツール及びウェッジボンディング方法を提供する。
【解決手段】ツール本体先端部101aに、凹状で金属ワイヤ10を保持するワイヤ保持溝102を有し、ワイヤ保持溝には、その溝壁102aから突出し、円弧面105aからなる複数の凸部105が超音波振動の印加方向21に沿って間隔を開けて千鳥状に配置される。
【選択図】図1
【解決手段】ツール本体先端部101aに、凹状で金属ワイヤ10を保持するワイヤ保持溝102を有し、ワイヤ保持溝には、その溝壁102aから突出し、円弧面105aからなる複数の凸部105が超音波振動の印加方向21に沿って間隔を開けて千鳥状に配置される。
【選択図】図1
Description
本発明は、金属ワイヤを超音波圧着により被接合体に接合するウェッジボンディング用ツール、及びこのツールを用いるウェッジボンディング方法に関する。
半導体装置の製造工程において、半導体チップ上に形成された電極パッドと基板とを電気的に接続する手法として、金属ワイヤをツールで、超音波圧着して被接合体に接合する、あるいは超音波を併用して熱圧着して被接合体に接合するウェッジボンディング法が用いられる。使用するツールとして、その先端部に、金属ワイヤを保持するV字形状の溝を形成したウェッジツールが用いられる。一方、接合にあたり、このウェッジツールに保持された金属ワイヤには上述のように超音波振動を作用させることから、V字形状溝と金属ワイヤとの間に滑りが発生する場合がある。このような滑りが発生すると、金属ワイヤと電極パッドとの接合面に超音波振動が安定的に作用せず、接合が安定しないという問題が生じる。
そこで、特許文献1及び特許文献2に示すように、V字形状溝に、滑り止め溝、あるいはリブ状の突起を形成して、V字形状溝に対する金属ワイヤの滑りを抑制する提案がなされている。
しかしながら、滑り止め溝及びリブ状の突起では、金属ワイヤの材質によっては、滑り止めの効果が十分に働かない場合があり、また逆に金属ワイヤの断線を引き起こす場合がある。
本発明は、このような問題点を解決するためになされたもので、金属ワイヤとツール先端のワイヤ保持溝との間で生じる滑りを抑制し、かつ被接合体に対する金属ワイヤの接合性を従来に比べて向上可能とする、ウェッジボンディング用ツール、及び、このウェッジボンディング用ツールを用いたウェッジボンディング方法を提供することを目的とする。
上記目的を達成するため、本発明は以下のように構成する。
即ち、本発明の一態様におけるウェッジボンディング用ツールは、超音波圧着を用いて被接合体に金属ワイヤを接合するウェッジボンディング用ツールであって、当該ツールのツール本体の先端部には、凹状であり超音波振動の印加方向に沿って延在して上記金属ワイヤを保持するワイヤ保持溝を有し、このワイヤ保持溝には、その溝壁から突出し、円弧面からなる複数の凸部が上記印加方向に沿って間隔を開けて備わることを特徴とする。
即ち、本発明の一態様におけるウェッジボンディング用ツールは、超音波圧着を用いて被接合体に金属ワイヤを接合するウェッジボンディング用ツールであって、当該ツールのツール本体の先端部には、凹状であり超音波振動の印加方向に沿って延在して上記金属ワイヤを保持するワイヤ保持溝を有し、このワイヤ保持溝には、その溝壁から突出し、円弧面からなる複数の凸部が上記印加方向に沿って間隔を開けて備わることを特徴とする。
本発明の一態様におけるウェッジボンディング用ツールによれば、ワイヤ保持溝に円弧面からなる複数の凸部を印加方向に間隔をあけて配置した。よって、ワイヤ保持溝に保持される金属ワイヤを局所的に過度に変形させることなく、超音波印加時に生じる金属ワイヤとツール先端のワイヤ保持溝との間の滑りを抑制することができる。その結果、接合性を安定化することができ、ウェッジボンディングされた製品の歩留り向上を図ることができる。
本発明の実施形態であるウェッジボンディング用ツール、及びこのウェッジボンディング用ツールを用いて実行されるウェッジボンディング方法について、図を参照しながら以下に説明する。尚、各図において、同一又は同様の構成部分については同じ符号を付している。
また、以下の説明が不必要に冗長になるのを避け当業者の理解を容易にするため、既によく知られた事項の詳細説明及び実質的に同一の構成に対する重複説明を省略する場合がある。また、以下の説明及び添付図面の内容は、特許請求の範囲に記載の主題を限定することを意図するものではない。
また、以下の説明が不必要に冗長になるのを避け当業者の理解を容易にするため、既によく知られた事項の詳細説明及び実質的に同一の構成に対する重複説明を省略する場合がある。また、以下の説明及び添付図面の内容は、特許請求の範囲に記載の主題を限定することを意図するものではない。
上記実施形態の説明を行う前に、まず、ウェッジボンディングに使用される従来のウェッジツールについて図を参照して説明する。
従来のウェッジツールでは、図5に示すように、ツール本体1の先端にワイヤ保持溝2が形成され、このワイヤ保持溝2に金属ワイヤ10を保持して被接合体に押圧する。この押圧状態で、ウェッジボンディング装置20から発振される超音波がツール本体1を介して金属ワイヤ10に印加される。これにより、接合面の酸化膜等の不純物が除去されるとともに、摩擦により生じる熱により、金属ワイヤ10が塑性変形し、金属ワイヤ10と被接合体とが固相接合される。
従来のウェッジツールでは、図5に示すように、ツール本体1の先端にワイヤ保持溝2が形成され、このワイヤ保持溝2に金属ワイヤ10を保持して被接合体に押圧する。この押圧状態で、ウェッジボンディング装置20から発振される超音波がツール本体1を介して金属ワイヤ10に印加される。これにより、接合面の酸化膜等の不純物が除去されるとともに、摩擦により生じる熱により、金属ワイヤ10が塑性変形し、金属ワイヤ10と被接合体とが固相接合される。
この種のウェッジボンディングでは、金属ワイヤ10の材料として、主にアルミニウムが用いられてきたが、半導体装置の長期信頼性向上の観点から、銅が使用されつつある。さらに近年、環境負荷低減を目的として電力変換効率の高いワイドバンドギャップ素子を搭載した半導体装置が使用されつつあり、このワイドバンドギャップ素子の特性を活かすためには高温動作が必要となる。よって、高温環境下における、金属ワイヤ10と半導体素子上に形成された電極パッドとの間の接合部の信頼性を確保するため、銅ワイヤの必要性が増している。
しかしながら、銅ワイヤは、アルミワイヤと比較して硬いため、ワイヤの変形に高い出力の超音波が必要となる。高出力の超音波を与えてボンディングした場合、金属ワイヤ10がワイヤ保持溝2との間で滑り、金属ワイヤ10から接合面に超音波振動が安定的に作用せず、接合が安定しないという問題を生じる。また、従来から用いられているアルミワイヤの場合では、ツール先端へのアルミニウムの付着によりツールの寿命が決定付けられていたが、銅ワイヤの場合には、ツール先端の摩耗によってツール交換の必要が生じる。そのため、上述のように金属ワイヤ10とワイヤ保持溝2との間で滑りが生じるとツール寿命が短くなる問題がある。さらに、金属ワイヤ10が滑ることで、テールと呼ばれるツールから突出したワイヤ長のばらつきも懸念される。
上述したような、金属ワイヤ10の滑りを防止するための提案が既になされている。
例えば上記特許文献1では、図6に示すように、ワイヤ保持溝2の内壁に平行な軸に直交する滑り止め溝3を形成している。このような構成により、ボンディング時に金属ワイヤ10が滑り止め溝3にくい込み、金属ワイヤ10とワイヤ保持溝2との間で生じる滑りを抑制している。
例えば上記特許文献1では、図6に示すように、ワイヤ保持溝2の内壁に平行な軸に直交する滑り止め溝3を形成している。このような構成により、ボンディング時に金属ワイヤ10が滑り止め溝3にくい込み、金属ワイヤ10とワイヤ保持溝2との間で生じる滑りを抑制している。
しかしながら図6の従来技術では、銅ワイヤ等の、アルミニウムに比べて硬い材質の金属ワイヤを用いた場合には、金属ワイヤが滑り止め溝3にくい込み難く、滑り止めの効果が十分に発揮できない。さらに、滑り止め溝3の縁辺部分は摩耗しやすく、摩擦により接合性が経時変化しやすくなるという問題がある。
また、上記特許文献2では、図7に示すように、ワイヤ保持溝2の内壁にリブ状突起4を形成している。このような構成により、ボンディング時にリブ状突起4が金属ワイヤ10にくい込み、投錨効果により金属ワイヤ10とワイヤ保持溝2との間の滑りを抑制している。
しかしながら、図7の従来技術では、金属ワイヤ10において、リブ状突起4に押圧されている部分のみが過度に潰れ、応力集中により過度に変形した部分を起点にして、金属ワイヤ10に亀裂が生じ、最悪の場合、金属ワイヤ10が断線する場合もある。
以上説明したように、従来技術では、金属ワイヤとウェッジツールとの滑り抑制が完全ではなく、さらに、被接合体に対する金属ワイヤの接合性も不完全な場合もある。
本実施形態は、金属ワイヤとウェッジツールとの滑りを抑制し、かつ被接合体に対する金属ワイヤの接合性を従来に比べて向上可能とするものである。以下に具体的に説明を行う。
本実施形態は、金属ワイヤとウェッジツールとの滑りを抑制し、かつ被接合体に対する金属ワイヤの接合性を従来に比べて向上可能とするものである。以下に具体的に説明を行う。
実施の形態1.
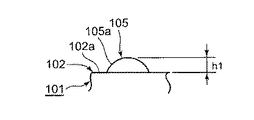
図1は、本発明の実施の形態1におけるウェッジボンディング用ツール110のツール本体101の先端部101aを示す模式図である。
ツール本体101は、例えば超硬合金で作製され、先端に向かうに従って幅および厚さが小さくなる先細りの楔形状であり、さらに、先端には凹状に、本実施形態1ではV字状に窪んだワイヤ保持溝102が形成されている。ワイヤ保持溝102は、本実施形態1ではアルミワイヤに比べて硬度の高い銅製の金属ワイヤ10を保持するのに適しており、超音波振動の印加方向21に沿って先端部101aの全長に渡り延在する。また、当該ツール本体101には、ツール本体101に超音波振動を印加するための超音波振動発生装置20が接続されている。
図1は、本発明の実施の形態1におけるウェッジボンディング用ツール110のツール本体101の先端部101aを示す模式図である。
ツール本体101は、例えば超硬合金で作製され、先端に向かうに従って幅および厚さが小さくなる先細りの楔形状であり、さらに、先端には凹状に、本実施形態1ではV字状に窪んだワイヤ保持溝102が形成されている。ワイヤ保持溝102は、本実施形態1ではアルミワイヤに比べて硬度の高い銅製の金属ワイヤ10を保持するのに適しており、超音波振動の印加方向21に沿って先端部101aの全長に渡り延在する。また、当該ツール本体101には、ツール本体101に超音波振動を印加するための超音波振動発生装置20が接続されている。
ワイヤ保持溝102は、その溝壁102aに島状で複数の凸部105を有する。一方、ワイヤ保持溝102は、印加方向21における両端部に凸部105を有しない非形成領域102bをそれぞれ有する。
凸部105は、ツール本体101と同じ材料で形成され、溝壁102aから突出し、角部の無い円弧面105aからなる、本実施形態1では半球形状である。このような複数の凸部105は、印加方向21に沿って溝壁102aに間隔を開けて千鳥状に配置されている。
凸部105は、ツール本体101と同じ材料で形成され、溝壁102aから突出し、角部の無い円弧面105aからなる、本実施形態1では半球形状である。このような複数の凸部105は、印加方向21に沿って溝壁102aに間隔を開けて千鳥状に配置されている。
本実施形態1では、凸部105の円弧面105aは、金属ワイヤ10の直径dの15〜50%に相当する曲率半径を有する。また図3に示すように、凸部105aの溝壁102aからの突出高さh1は、金属ワイヤ10の直径dの10〜40%に相当する。また、印加方向21において各非形成領域102bの長さは、金属ワイヤ10の直径d以上、好ましくは直径dの1から3倍である。
これらの数値内容については、以下で詳しく述べる。
これらの数値内容については、以下で詳しく述べる。
上述のような凸部105をワイヤ保持溝102に有するウェッジボンディング用ツール110におけるウェッジボンディング動作、及びウェッジボンディング用ツール110の使用により得られる効果について以下に説明する。
ウェッジボンディング動作自体は、従来と同様に実行される。このとき、金属ワイヤ10を被接合体に押圧する荷重によって凸部105が金属ワイヤ10にくい込む。その後、金属ワイヤ10の長さ方向に超音波振動が印加され、金属ワイヤ10と被接合体とを摩擦することによって、金属ワイヤ10及び被接合体表面の酸化膜等の不純物が除去され、両者の接合が完了する。
ウェッジボンディング動作自体は、従来と同様に実行される。このとき、金属ワイヤ10を被接合体に押圧する荷重によって凸部105が金属ワイヤ10にくい込む。その後、金属ワイヤ10の長さ方向に超音波振動が印加され、金属ワイヤ10と被接合体とを摩擦することによって、金属ワイヤ10及び被接合体表面の酸化膜等の不純物が除去され、両者の接合が完了する。
凸部105が金属ワイヤ10に食い込み、金属ワイヤ10を保持することで、接合に高出力の超音波が必要となる銅ワイヤ等の硬い金属ワイヤ10を用いた場合でも、金属ワイヤ10とワイヤ保持溝102との間に生じる滑りを抑制することができる。その結果、金属ワイヤ10と被接合体との界面に超音波振動が安定して伝達され、接合性が安定すると同時に、ツール本体101から突出した金属ワイヤ10の長さが変化せず、テール長のばらつきを軽減することができる。さらに、滑りが抑制されることで、金属ワイヤ10がツール本体101と擦れ合うことで発生するワイヤくずの発生が抑制され、ワイヤくずによる電気特性不良を防止することができる。
また、一般的に金属ワイヤ10の軸方向に超音波振動を印加させてボンディングするため、金属ワイヤ軸方向、即ち超音波振動の印加方向21への接合部の進展が促進され、接合強度が増大し、安定する。
また、超音波振動印加時に、金属ワイヤ10は円弧面105aを有する各凸部105で保持されることから、金属ワイヤ10とワイヤ保持溝102とがマクロ的に擦れあうことがなくなる。よって、摩耗によるツール本体101の短命化を抑制することができ、耐久性の向上を図ることができる。さらに、ワイヤ保持溝102の溝壁102aと金属ワイヤ10との間の摩擦力でなく、凸部105が金属ワイヤ10に食い込むことで金属ワイヤ10を物理的に拘束することから、ワイヤ保持溝102の溝壁102aの表面が汚れて金属ワイヤ10との摩擦力が低下した場合でも、接合部の品質が極端に低下することはない。
また、超音波振動印加時に、金属ワイヤ10は円弧面105aを有する各凸部105で保持されることから、金属ワイヤ10とワイヤ保持溝102とがマクロ的に擦れあうことがなくなる。よって、摩耗によるツール本体101の短命化を抑制することができ、耐久性の向上を図ることができる。さらに、ワイヤ保持溝102の溝壁102aと金属ワイヤ10との間の摩擦力でなく、凸部105が金属ワイヤ10に食い込むことで金属ワイヤ10を物理的に拘束することから、ワイヤ保持溝102の溝壁102aの表面が汚れて金属ワイヤ10との摩擦力が低下した場合でも、接合部の品質が極端に低下することはない。
また、ワイヤ保持溝102の溝壁102aに凸部105を複数個形成することで、凸部105が金属ワイヤ10に与える応力が分散される。よって、亀裂及び切断などの金属ワイヤ10へのダメージを抑制することができると共に、凸部105の摩耗による変形に起因する接合性の経時変化も軽減することができる。
また、凸部105は、角部の無い半球状に形成したことから、金属ワイヤ10にも滑らかな半球形状が転写される。よって金属ワイヤ10において、凸部によって変形した部分に応力が集中して金属ワイヤに亀裂が発生するというような不具合を抑制することもできる。さらに、たとえ摩耗によって凸部105が変形した場合でも、円弧面105aは変化し難いことから、ツール本体101の形状変化による接合性の経時変化の低減も可能である。
また、ワイヤ保持溝102の溝壁102aにおいて凸部105を島状に配置したため、金属ワイヤ10において凸部105によって変形する部分が分散される。よって、金属ワイヤ10が局所的に過度に変形することはなく、金属ワイヤ10の破断及び亀裂が発生しない。特に、凸部105を超音波振動の印加方向21に対して千鳥状に配置することで、より効果的である。即ち、千鳥状配置により、金属ワイヤ10において、食い込んだ凸部105以外の箇所での金属ワイヤ10の塑性変形が発生し難くなる。よって、ワイヤ保持溝102の溝壁102aへの金属の付着低減効果も同時に得ることができる。
また、超音波振動の印加方向21に沿って凸部105を配置することで、特に変形抵抗が大きい銅ワイヤ等の金属ワイヤ10でワイヤ保持溝102に保持された金属ワイヤ10に対して、凸部105の配置領域にわたって、ワイヤ径方向への変形が促進され、接合性が向上する。さらに、ワイヤ径方向に対しても、凸部105による窪みが金属ワイヤ10に分散配置され、より接合が進む。このようにワイヤ径方向に対して凸部105を形成することが、ワイヤボンドの接合性向上にとって有効である。
また、超音波振動の印加方向21においてワイヤ保持溝102の両端部には、凸部105を有しない非形成領域102bをそれぞれ有する。よって、いわゆるヒール部と呼ばれる接合部端が過度に変形されることがなく、ヒール部の破断強度を極端に劣化することがない。特に、凸部105による金属ワイヤ10の変形が、ヒール部の変形に影響を与え、ヒール部のワイヤ強度を低下させないためには、超音波振動の印加方向21における各非形成領域102bの長さは、金属ワイヤ10の直径dと同等以上にすることが好ましい。
さらに、凸部105の円弧面105aの曲率半径を小さくする、あるいは凸部105の高さh1を高くすることにより、凸部105が金属ワイヤ10に与える応力が高くなる。その結果、ツール本体101で金属ワイヤ10を押し込む際、凸部105をより深く金属ワイヤ10に食い込ませることが可能となり、より低い荷重印加中に超音波振動を与えても滑りを抑制することが可能となる。一方、凸部105の円弧面105aの曲率半径を過剰に小さくする、あるいはその突出高さh1を過剰に大きくすると、金属ワイヤ10に局所的に応力が作用する。よって、極端な変形により、金属ワイヤ10に亀裂及び破断が生じる場合がある。そのため、金属ワイヤ10へダメージを与えることなく、凸部105によって金属ワイヤ10に適切な応力を与え、凸部105を金属ワイヤ10に食い込ませて、超音波印加時に滑りを発生させず安定な接合部を得るためには、凸部105の円弧面105aの曲率半径は、既述したように、金属ワイヤ10の直径dの15〜50%にすることが好ましい。
また、接合後の潰れた金属ワイヤ10の高さは、最小で金属ワイヤ10の直径dの半分程度になる。よって、金属ワイヤ10を著しく変形させること無く、接合部の金属ワイヤ強度を維持するためには、凸部105の突出高さh1は、金属ワイヤ10の直径dの10〜40%が適当である。
このように、凸部105の形状を適切にする調整することで、効果的に金属ワイヤ10をワイヤ保持溝102に保持することができる。よって、金属ワイヤ10と被接合体との界面に超音波振動が効率よく作用し、低荷重で低出力の超音波振動を印加した場合でも、有効な接合が可能となる。
また、銅製などの、アルミニウムに比べて硬い金属ワイヤ10を用いて、アルミニウムで形成された電極パッド上へ接合を行った場合、銅よりも軟らかいアルミニウムが選択的に変形する。その結果、銅ワイヤがアルミ電極の下層構造に接触し、半導体素子に亀裂などのダメージが生じやすい。そのため、銅ワイヤを用いてボンディングする場合には、電極パッド材料を銅やニッケルなど硬度の高い金属へ変更するのが一般的になりつつある。
しかしながら、本実施形態1のウェッジボンディング用ツール110を用いてボンディングした場合には、上述のように低荷重、低出力の超音波振動で接合が可能であることから、従来のアルミニウムで形成された電極パッド上にも、半導体素子にダメージを与えることなく健全な接合部を形成することが可能となる。
これにより、高温環境下での接合部の信頼性を向上でき、ワイドバンドギャップ素子上に形成された電極パッドに銅ワイヤを接合することで素子の特性を活かすことができる。
しかしながら、本実施形態1のウェッジボンディング用ツール110を用いてボンディングした場合には、上述のように低荷重、低出力の超音波振動で接合が可能であることから、従来のアルミニウムで形成された電極パッド上にも、半導体素子にダメージを与えることなく健全な接合部を形成することが可能となる。
これにより、高温環境下での接合部の信頼性を向上でき、ワイドバンドギャップ素子上に形成された電極パッドに銅ワイヤを接合することで素子の特性を活かすことができる。
尚、この実施の形態1では、V字型のワイヤ保持溝102を例に説明したが、これに限るものではなく、金属ワイヤ10を保持できる窪みであれば、上述と同様の効果が得られる。例えば、ワイヤ保持溝102はU字型の凹部であっても良い。
また、この実施の形態1では、半球状の凸部105を例に説明したが、これに限るものではなく、角部のない滑らかな凸部であれば上述と同様の効果が得られる。例えば、凸部105は楕円半球でも良い。
また、この実施の形態1では、ツール本体101を形成する材料として超硬合金を用いているが、これに限るものではなく、ボンディング時に作用する衝撃力に十分耐える靭性を有する材料であれば、何ら限定されるものではない。例えば、炭化珪素及び窒化珪素などのセラッミクス製のツール本体101でも良い。
また、この実施の形態1では、凸部105は、ツール本体101と同じ材料で形成した場合で説明したが、これに限るものではなく、対磨耗性のよい材料であれば上述と同様の効果が得られる。
さらに、この実施の形態1では、ツール本体101は、先細りの楔形状のツールを例に採ったが、これに限るものでなく、先端のワイヤ保持溝102に凸部105を有していれば同様の効果が得られるのは言うまでも無い。
実施の形態2.
図2は、本発明の実施の形態2におけるウェッジボンディング用ツール120のツール本体121の先端部121aを示す模式図である。
実施の形態1におけるウェッジボンディング用ツール110と同様に、ツール本体121は超硬合金製で、先細りの楔形状であり、さらに、先端には凹状の、本実施形態2においてもV字状のワイヤ保持溝122が形成されている。ワイヤ保持溝122は、本実施形態2においても銅製の金属ワイヤ10を保持するのに適しており、超音波振動の印加方向21に沿って先端部121aの全長に渡り延在する。また、当該ツール本体121にも超音波振動発生装置20が接続されている。
一方、実施の形態2におけるツール本体121では、ワイヤ保持溝122は、実施の形態1における凸部105とは形状、配置、及びサイズを異にした凸部125を有する。
図2は、本発明の実施の形態2におけるウェッジボンディング用ツール120のツール本体121の先端部121aを示す模式図である。
実施の形態1におけるウェッジボンディング用ツール110と同様に、ツール本体121は超硬合金製で、先細りの楔形状であり、さらに、先端には凹状の、本実施形態2においてもV字状のワイヤ保持溝122が形成されている。ワイヤ保持溝122は、本実施形態2においても銅製の金属ワイヤ10を保持するのに適しており、超音波振動の印加方向21に沿って先端部121aの全長に渡り延在する。また、当該ツール本体121にも超音波振動発生装置20が接続されている。
一方、実施の形態2におけるツール本体121では、ワイヤ保持溝122は、実施の形態1における凸部105とは形状、配置、及びサイズを異にした凸部125を有する。
即ち、凸部125は、ワイヤ保持溝122の溝底部122cから突出し、印加方向21に沿って延在する円弧面125aを有する。ここで溝底部122cは、ワイヤ保持溝122に保持される金属ワイヤ10の中心部に対向する場所である。また、印加方向21における凸部125の両端面125bも、円弧面125aから連続する球状の面である。よって、凸部125も角部が無い形状で構成される。また、印加方向21におけるワイヤ保持溝122の両端部には凸部125は存在せず、非形成領域122bを形成している。凸部125の各非形成領域122bの印加方向21における長さは、実施の形態1の場合と同様に、印加方向21においてワイヤ保持溝122の端面からそれぞれ、金属ワイヤ10の直径dの1から3倍の長さである。このような長さに設定することで、ヒール部の破断強度の劣化の抑制に効果的である。
また、図4に示すように、印加方向21に連続的に形成された凸部125の溝底部122cからの高さh2は、ワイヤ保持溝122の溝底部122cからの深さH(図2)の1/3から1/2の高さとなるように調整される。
上述のように構成される凸部125が奏する効果について以下に説明する。
即ち、一般的なV字型のワイヤ保持溝を有するウェッジボンディング用ツールを用いた場合、接合時においてワイヤ保持溝の最も深い部分、上述した溝底部122cに相当する部分、は金属ワイヤと接触せず、金属ワイヤの径方向の中心付近をツール本体で押し込むことができない。その結果、金属ワイヤの中心部に適切な応力が印加されず、上記中心部では接合が進展しない。よって、変形した金属ワイヤと被接合体の接触部分との外周部にだけ接合部が形成される場合があった。このような状態では、外観上では金属ワイヤが被接合体に接合完了しているように見えるが、実際の接合面積は小さいことから、接合強度は極端に低くなる。
即ち、一般的なV字型のワイヤ保持溝を有するウェッジボンディング用ツールを用いた場合、接合時においてワイヤ保持溝の最も深い部分、上述した溝底部122cに相当する部分、は金属ワイヤと接触せず、金属ワイヤの径方向の中心付近をツール本体で押し込むことができない。その結果、金属ワイヤの中心部に適切な応力が印加されず、上記中心部では接合が進展しない。よって、変形した金属ワイヤと被接合体の接触部分との外周部にだけ接合部が形成される場合があった。このような状態では、外観上では金属ワイヤが被接合体に接合完了しているように見えるが、実際の接合面積は小さいことから、接合強度は極端に低くなる。
これに対して、本実施の形態2に示すウェッジボンディング用ツール120を用いることで、金属ワイヤ10の径方向の中心を凸部125によって押圧することが可能となる。よって、金属ワイヤ10の径方向において外側よりも中心側の加圧力が大きくなり、金属ワイヤ中心から外側に向けた母材の塑性流動を促進する。その結果、金属ワイヤ10の中心に作用する荷重を高くし、金属ワイヤ10を大きく潰すことによって接触面積を増やすことなく、接合面積を拡大することができる。したがって、接合品質及び接合強度の向上を図ることができる。また、接合は完了しているが所望の接合強度が得られないという、外観上からは検出できない問題の発生を抑制することも可能となる。
尚、実施の形態1で説明した、ツール本体に対する各種の変形例は、本実施の形態2におけるツール本体121に対しても適用することができる。
10 金属ワイヤ、21 印加方向、
101 ツール本体、101a 先端部、102 ワイヤ保持溝、102a 溝壁、
105 凸部、105a 円弧面、110 ウェッジボンディング用ツール、
120 ウェッジボンディング用ツール、121 ツール本体、121a 先端部、
122 ワイヤ保持溝、122a 溝壁、125 凸部、125a 円弧面。
101 ツール本体、101a 先端部、102 ワイヤ保持溝、102a 溝壁、
105 凸部、105a 円弧面、110 ウェッジボンディング用ツール、
120 ウェッジボンディング用ツール、121 ツール本体、121a 先端部、
122 ワイヤ保持溝、122a 溝壁、125 凸部、125a 円弧面。
Claims (9)
- 超音波圧着を用いて被接合体に金属ワイヤを接合するウェッジボンディング用ツールであって、当該ツールのツール本体の先端部には、凹状であり超音波振動の印加方向に沿って延在して上記金属ワイヤを保持するワイヤ保持溝を有し、
このワイヤ保持溝には、その溝壁から突出し、円弧面からなる複数の凸部が上記印加方向に沿って間隔を開けて備わる、
ことを特徴とするウェッジボンディング用ツール。 - 上記凸部は、千鳥状に配置される、請求項1に記載のウェッジボンディング用ツール。
- 上記凸部の円弧面は、上記金属ワイヤの直径の15〜50%に相当する曲率半径を有する、請求項1又は2に記載のウェッジボンディング用ツール。
- 上記凸部の溝壁からの突出高さは、上記金属ワイヤの直径の10〜40%に相当する、請求項1から3のいずれか1項に記載のウェッジボンディング用ツール。
- 超音波圧着を用いて被接合体に金属ワイヤを接合するウェッジボンディング用ツールであって、当該ツールのツール本体の先端部には、凹状であり超音波振動の印加方向に沿って延在して上記金属ワイヤを保持するワイヤ保持溝を有し、
このワイヤ保持溝には、その溝底部から突出し、上記印加方向に沿って延在する円弧面を有する凸部が備わり、ここで上記溝底部は、当該ワイヤ保持溝に保持される金属ワイヤの中心部に対向する場所である、
ことを特徴とするウェッジボンディング用ツール。 - 上記凸部の溝底部からの突出高さは、ワイヤ保持溝の深さの1/3から1/2の高さに相当する、請求項5に記載のウェッジボンディング用ツール。
- 上記ワイヤ保持溝は、上記印加方向における両端部に、上記凸部を有しない非形成領域をそれぞれ有する、請求項1から6のいずれか1項に記載のウェッジボンディング用ツール。
- それぞれの上記非形成領域の印加方向における長さは、金属ワイヤの直径の1〜3倍に相当する、請求項7に記載のウェッジボンディング用ツール。
- 請求項1から8のいずれか1項に記載のウェッジボンディング用ツールを用い、超音波振動を印加して金属ワイヤを被接合体に接合することを特徴とするウェッジボンディング方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012266879A JP2014116334A (ja) | 2012-12-06 | 2012-12-06 | ウェッジボンディング用ツール、及びウェッジボンディング方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012266879A JP2014116334A (ja) | 2012-12-06 | 2012-12-06 | ウェッジボンディング用ツール、及びウェッジボンディング方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014116334A true JP2014116334A (ja) | 2014-06-26 |
Family
ID=51172067
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012266879A Pending JP2014116334A (ja) | 2012-12-06 | 2012-12-06 | ウェッジボンディング用ツール、及びウェッジボンディング方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014116334A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2023058110A1 (ja) * | 2021-10-05 | 2023-04-13 | ||
| US20250253286A1 (en) * | 2024-02-05 | 2025-08-07 | Kulicke And Soffa Industries, Inc. | Wedge bonding tools, wire bonding systems, and related methods |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01121929U (ja) * | 1988-02-13 | 1989-08-18 | ||
| JPH0445241Y2 (ja) * | 1986-05-26 | 1992-10-23 | ||
| JPH11509986A (ja) * | 1996-02-12 | 1999-08-31 | ダイムラー―ベンツ アクチエンゲゼルシャフト | 絶縁線をボンディングする方法並びに該方法を実施する装置 |
| JP2000299347A (ja) * | 1999-04-12 | 2000-10-24 | Hitachi Ltd | ボンディングツール |
| JP2012109455A (ja) * | 2010-11-18 | 2012-06-07 | Fujitsu Semiconductor Ltd | 半導体装置及びその製造方法 |
-
2012
- 2012-12-06 JP JP2012266879A patent/JP2014116334A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0445241Y2 (ja) * | 1986-05-26 | 1992-10-23 | ||
| JPH01121929U (ja) * | 1988-02-13 | 1989-08-18 | ||
| JPH11509986A (ja) * | 1996-02-12 | 1999-08-31 | ダイムラー―ベンツ アクチエンゲゼルシャフト | 絶縁線をボンディングする方法並びに該方法を実施する装置 |
| JP2000299347A (ja) * | 1999-04-12 | 2000-10-24 | Hitachi Ltd | ボンディングツール |
| JP2012109455A (ja) * | 2010-11-18 | 2012-06-07 | Fujitsu Semiconductor Ltd | 半導体装置及びその製造方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2023058110A1 (ja) * | 2021-10-05 | 2023-04-13 | ||
| WO2023058110A1 (ja) * | 2021-10-05 | 2023-04-13 | 三菱電機株式会社 | ウェッジツール及び半導体装置の製造方法 |
| DE112021008319T5 (de) | 2021-10-05 | 2024-08-08 | Mitsubishi Electric Corporation | Wedge-Werkzeug und Verfahren zum Herstellen einer Halbleitervorrichtung |
| JP7666623B2 (ja) | 2021-10-05 | 2025-04-22 | 三菱電機株式会社 | 半導体装置の製造方法 |
| US12569929B2 (en) * | 2021-10-05 | 2026-03-10 | Mitsubishi Electric Corporation | Wedge tool and method of manufacturing semiconductor device |
| US20250253286A1 (en) * | 2024-02-05 | 2025-08-07 | Kulicke And Soffa Industries, Inc. | Wedge bonding tools, wire bonding systems, and related methods |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9929122B2 (en) | Ribbon bonding tools and methods of using the same | |
| CN103177979B (zh) | 引线键合装置、工具及主体、半导体装置制造及键合方法 | |
| JP7012473B2 (ja) | モジュール、半導体モジュール及びボンディングツール | |
| US11978718B2 (en) | Ribbon bonding tools and methods of using the same | |
| WO2016199621A1 (ja) | 電力用半導体装置の製造方法および電力用半導体装置 | |
| JP5884752B2 (ja) | 超音波接合装置及び半導体装置の製造方法 | |
| US7134588B2 (en) | Bonding tool for ultrasonic bonding and method of ultrasonic bonding | |
| US7859123B2 (en) | Wire bonding structure and manufacturing method thereof | |
| JP2013026361A (ja) | 半導体装置及び半導体装置の製造方法 | |
| JP2014116334A (ja) | ウェッジボンディング用ツール、及びウェッジボンディング方法 | |
| JP2006013512A (ja) | ワイヤボンディング用キャピラリ | |
| CN108447794A (zh) | 半导体装置及其制造方法 | |
| JP4612550B2 (ja) | パワーデバイス用ボンディングリボンおよびこれを用いたボンディング方法 | |
| WO2024098863A1 (zh) | 极耳焊接结构及电池 | |
| US9780053B2 (en) | Method of forming a bondpad and bondpad | |
| JP5802042B2 (ja) | アルミ電線用超音波接合装置 | |
| JP2000299347A (ja) | ボンディングツール | |
| US9812424B2 (en) | Process of forming an electronic device including a ball bond | |
| JP4692839B2 (ja) | 軟質材封止型パワー半導体装置 | |
| JPWO2024111058A5 (ja) | ||
| JP2006261448A (ja) | 半導体装置および半導体装置の製造方法 | |
| JP2011119563A (ja) | ワイヤボンディング方法および半導体装置 | |
| JP2006297407A (ja) | 超音波接合方法 | |
| CN112271142A (zh) | Igbt功率模块端子与裸铜基板的焊接工艺 | |
| JPH11135534A (ja) | 半導体装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141007 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150813 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150818 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160105 |