JP2014117785A - 工作機、及びその制御方法 - Google Patents
工作機、及びその制御方法 Download PDFInfo
- Publication number
- JP2014117785A JP2014117785A JP2012276094A JP2012276094A JP2014117785A JP 2014117785 A JP2014117785 A JP 2014117785A JP 2012276094 A JP2012276094 A JP 2012276094A JP 2012276094 A JP2012276094 A JP 2012276094A JP 2014117785 A JP2014117785 A JP 2014117785A
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- size
- work
- spindle
- machine tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims description 39
- 238000003754 machining Methods 0.000 abstract description 16
- 230000007246 mechanism Effects 0.000 abstract description 7
- 230000008569 process Effects 0.000 description 24
- 238000005259 measurement Methods 0.000 description 18
- 238000001514 detection method Methods 0.000 description 12
- 238000012545 processing Methods 0.000 description 9
- 238000013500 data storage Methods 0.000 description 8
- 239000000523 sample Substances 0.000 description 5
- 230000005856 abnormality Effects 0.000 description 4
- 238000004364 calculation method Methods 0.000 description 4
- 230000006870 function Effects 0.000 description 3
- 230000008901 benefit Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 230000002706 hydrostatic effect Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000007659 motor function Effects 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
Images





Landscapes
- Numerical Control (AREA)
Abstract
【課題】作業台に装着した状態でワークのサイズを好適に把握することにより、加工プログラムで想定したサイズと異なることによる加工の失敗や工具の破損を防止する仕組みを提供する。
【解決手段】本工作機は、テーブルに載置されるワークのサイズを取得し、取得したワークのサイズに従って、テーブルに載置されたワークの近傍に主軸を駆動し、駆動手段が脱調した場合には、ワークの実際のサイズが取得されたワークのサイズよりも大きい場合としてワークに対する工作を制御し、駆動手段が脱調しなかった場合には、ワークの実際のサイズが取得されたワークのサイズ以下である場合としてワークに対する工作を制御する。
【選択図】図3
【解決手段】本工作機は、テーブルに載置されるワークのサイズを取得し、取得したワークのサイズに従って、テーブルに載置されたワークの近傍に主軸を駆動し、駆動手段が脱調した場合には、ワークの実際のサイズが取得されたワークのサイズよりも大きい場合としてワークに対する工作を制御し、駆動手段が脱調しなかった場合には、ワークの実際のサイズが取得されたワークのサイズ以下である場合としてワークに対する工作を制御する。
【選択図】図3
Description
本発明は、ワークサイズを検知する工作機、及びその制御方法に関するものである。
工作機によるワークの加工、例えば、三次元形状を有した金型曲面等の加工において、ワーク加工工程の間にワークの三次元の形状寸法を測定してワークの加工状態を検出し、所望の形状寸法に至る加工の進捗度合や加工精度を把握することが行われている。この場合におけるワークの三次元形状寸法の測定においては、都度、工作機外の三次元測定機へワークを搬入して測定を行っている。これでは測定機へのワークの設定が煩瑣になり、また測定後に再びワークの加工を行う場合には、工作機上へのワークの再設定にも手間取る等の不利がある。従って、工作機のテーブルに装着されたままのワークに対して、工作機の主軸に工具と交換に測定子を有した測定ヘッドを工具交換装置等で装着し、この測定ヘッドを用いて上記テーブル上に取着されたままのワークの形状寸法を直接、測定することも効率的な方法として提案されている。
例えば、特許文献1には、ワークの加工位置や加工精度を検出するために位置検出センサを用いる方法が提案されている。当該位置検出センサは、棒状の接触プローブを備えており、被測定物に接触した接触プローブが、X方向、Y方向、Z方向、又はそれらの合成した方向に変位すると、当該接触プローブ後端がZ方向に変位して、スイッチが押圧される。これにより、接触した位置に被測定物が存在することを検出している。
また、特許文献2には、主軸を非接触で回転自在に支持する主軸ヘッドを有し、主軸に取り付けられた接触子をワークに接触させ、ワークの形状に沿って主軸ヘッドを相対的に移動させる技術が提案されている。具体的には、主軸が非接触で支持されていることから、主軸が主軸ヘッドに対して相対的に移動し、その変位を検出することで、ワークの形状を測定することができる。
しかしながら、上記従来技術には以下に記載する問題がある。例えば、位置検出センサは高価であることや、上述した接触プローブを用いるには、接触プローブを主軸に掴ませるために、段取り時間が必要になる、という問題がある。また、主軸を非接触で回転自在に支持する主軸ヘッドには、滑り軸受け、静圧軸受け、磁気軸受けといった特殊なメカ構造が必要になってしまうことや、ワークと接触させるために接触子が必要となるという問題がある。
本発明は、上述の問題に鑑みて成されたものであり、作業台に装着した状態でワークのサイズを好適に把握することにより、加工プログラムで想定したサイズと異なることによる加工の失敗や工具の破損を防止する仕組みを提供することを目的とする。
上記の目的を達成するために本発明は、工作機であって、取り付けられた工具を回転させる主軸と、前記主軸に取り付けられた工具によって工作が行われるワークを取り付けるテーブルと、前記テーブルに載置されるワークのサイズを取得する取得手段と、前記取得手段によって取得した前記ワークのサイズに従って、前記テーブルに載置されたワークの近傍に前記主軸を駆動する駆動手段と、前記駆動手段が脱調した場合には、前記ワークの実際のサイズが前記取得手段によって取得されたワークのサイズよりも大きい場合として前記ワークに対する工作を制御し、前記駆動手段が脱調しなかった場合には、前記ワークの実際のサイズが前記取得手段によって取得されたワークのサイズ以下である場合として前記ワークに対する工作を制御する制御手段とを備えることを特徴とする。
また、本発明は、工作機であって、取り付けられた工具を回転させる主軸と、前記主軸に取り付けられた工具によって工作が行われるワークを取り付けるテーブルと、前記テーブルに載置されるワークのサイズを取得する取得手段と、前記取得手段によって取得した前記ワークのサイズに従って、前記テーブルを駆動して、前記主軸の近傍に該テーブルに載置されたワークを移動させる駆動手段と、前記駆動手段が脱調した場合には、前記ワークの実際のサイズが前記取得手段によって取得されたワークのサイズよりも大きい場合として前記ワークに対する工作を制御し、前記駆動手段が脱調しなかった場合には、前記ワークの実際のサイズが前記取得手段によって取得されたワークのサイズ以下である場合として前記ワークに対する工作を制御する制御手段とを備えることを特徴とする。
また、本発明は、取り付けられた工具を回転させる主軸と、前記主軸に取り付けられた工具によって工作が行われるワークを取り付けるテーブルと、を備える工作機の制御方法であって、前記テーブルに載置されるワークのサイズを取得する取得ステップと、前記取得ステップにおいて取得した前記ワークのサイズに従って、前記テーブルに載置されたワークの近傍に前記主軸を駆動する駆動ステップと、前記駆動ステップにおいて脱調が発生した場合には、前記ワークの実際のサイズが前記取得ステップにおいて取得されたワークのサイズよりも大きい場合として前記ワークに対する工作を制御し、前記駆動ステップにおいて脱調が発生しなかった場合には、前記ワークの実際のサイズが前記取得ステップにおいて取得されたワークのサイズ以下である場合として前記ワークに対する工作を制御する制御ステップとを実行することを特徴とする。
また、本発明は、取り付けられた工具を回転させる主軸と、前記主軸に取り付けられた工具によって工作が行われるワークを取り付けるテーブルと、を備える工作機の制御方法であって、前記テーブルに載置されるワークのサイズを取得する取得ステップと、前記取得ステップにおいて取得した前記ワークのサイズに従って、前記テーブルを駆動して、前記主軸の近傍に該テーブルに載置されたワークを移動させる駆動ステップと、前記駆動ステップにおいて脱調が発生した場合には、前記ワークの実際のサイズが前記取得ステップにおいて取得されたワークのサイズよりも大きい場合として前記ワークに対する工作を制御し、前記駆動ステップにおいて脱調が発生しなかった場合には、前記ワークの実際のサイズが前記取得ステップにおいて取得されたワークのサイズ以下である場合として前記ワークに対する工作を制御する制御ステップとを実行することを特徴とする。
本発明によれば、作業台に装着した状態でワークのサイズを好適に把握することにより、加工プログラムで想定したサイズと異なることによる加工の失敗や工具の破損を防止する仕組みを提供できる。
以下に本発明の一実施形態を示す。以下で説明される個別の実施形態は、本発明の上位概念、中位概念及び下位概念など種々の概念を理解するために役立つであろう。また、本発明の技術的範囲は、特許請求の範囲によって確定されるのであって、以下の個別の実施形態によって限定されるわけではない。
<工作機の構成>
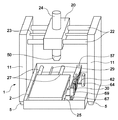
以下、図面に基づいて本発明の実施例について詳細に説明する。まず、図1を参照して、本発明の実施形態に係る工作機1の構成について説明する。図1は工具を備えていない状態である。本実施形態における工作機1は、枠体11と、枠体11を構成する載置面に対して垂直に設けられた一対の側壁に架橋された2本一対のX軸シャフト22からなる。X軸シャフト22は、主軸50を工作機1の載置面に対して水平方向に案内する。主軸50は、取り付けられた工具を回転させて、ワークに対して工作を実施する。
以下、図面に基づいて本発明の実施例について詳細に説明する。まず、図1を参照して、本発明の実施形態に係る工作機1の構成について説明する。図1は工具を備えていない状態である。本実施形態における工作機1は、枠体11と、枠体11を構成する載置面に対して垂直に設けられた一対の側壁に架橋された2本一対のX軸シャフト22からなる。X軸シャフト22は、主軸50を工作機1の載置面に対して水平方向に案内する。主軸50は、取り付けられた工具を回転させて、ワークに対して工作を実施する。
X軸シャフト22に平行な方向を本発明の実施形態におけるX軸とし、工作機1の載置面に対して水平方向で、X軸に垂直な方向をY軸、X軸及びY軸に対して垂直な方向をZ軸と呼ぶ。不図示のX軸駆動モータはX軸シャフト22に平行に設けられたX軸駆動軸23を駆動させ、一対のX軸シャフト22及びX軸駆動軸23に組みつけられたX軸スライダ20が移動する。X軸スライダ20の移動に伴いX軸スライダ20に組みつけられた主軸50は、工作機1の載置面に対して水平方向に移動する。
Y軸シャフト27はX軸に対して垂直に設けられ、不図示のY軸駆動モータはY軸シャフト27に平行に設けられたY軸駆動軸29を駆動させる。これにより、一対のY軸シャフト27及びY軸駆動軸29に組みつけられたY軸スライダ25が移動する。Y軸シャフト27と平行して、一対のマガジンシャフト67設けられ、マガジン保持部材69がマガジンシャフト67に組付けられ、Y軸スライダ25と連結し、Y軸の移動に伴って移動する。マガジン保持部材をY軸スライダと連結することによって、余分な駆動手段を無くしている。
マガジン保持部材69には、工具マガジン30が組付けられる。工具マガジン30は、隔壁によって工具10の加工によるワークの切粉が入り込まないようにすることが好ましい。工具10は、交換を行いながら加工するため工具マガジン30に複数設置されている。
不図示のZ軸駆動モータの駆動力が駆動軸及び連結部によって伝わり、主軸50は、Z軸スライダ24に沿って、工作機1の載置面に対して垂直方向に移動する。X軸駆動モータやZ軸駆動モータは駆動力によって主軸50と連結する部材により主軸50を移動させる移動手段として機能する。これによって、主軸は三次元上2軸方向へ移動可能となっている。
枠体11には底から下方に突出して床面に当接する複数本の脚部5が設けられる。載置場所において、工作機1は、これら脚部5によって枠体11の底部に組みつけられた作業台(テーブル)2と作業台2に固定する加工対象であるワークに対して安定した工作動作を得る。
工作機1の工具マガジン30の移動経路上には被衝突部材57が設けられている。工作機1には先端保持部材40に接触させ上下移動させる上下移動部材62と、上下移動させる上下駆動手段64が設けられている。
<制御構成>
次に、図2を参照して、第1の実施形態に係る工作機1の制御構成について説明する。工具格納装置は、制御構成として、制御部201を備える。制御部201は、CPU14、モータドライバ16、及びデータ記憶部17を備える。
次に、図2を参照して、第1の実施形態に係る工作機1の制御構成について説明する。工具格納装置は、制御構成として、制御部201を備える。制御部201は、CPU14、モータドライバ16、及びデータ記憶部17を備える。
CPU14は、データ記憶部17に格納されている制御プログラム等を読み出して実行することにより工作機1を統括的に制御する。また、CPU14は、入力されたデータや信号に基づいて各種の演算を行う。モータドライバ16は、CPU14からの指示に基づいて駆動手段として機能するモータ12を駆動する。このモータ12の駆動により、主軸50が駆動され、エンコーダ13からの出力によりCPU14が主軸の位置を検知する。そして、モータ12の駆動によって主軸50が実際に移動した量(実際の位置)を検知することにより、ワークの位置や高さ方向のサイズを検知することができる。
データ記憶部17は、制御プログラムの他に、モータ12を駆動するための駆動パラメータやエンコーダ13からの出力と主軸の位置を関連づけるための情報等を記憶する。CPU14は、データ記憶部17に記憶されたデータに基づいて各種の演算を行い、エンコーダ13で読み込んだ位置に基づいて、ワークの位置等を検知する。
<ワーク>
本発明では、ワーク近傍へ主軸50を移動させるため、ワークサイズを予め知っている必要がある。そこで、本実施形態では、定形のワークサイズを数種類用意し、その中からユーザに選択させるようにする。定形のワークサイズは、例えば、以下の3タイプを用意する。
タイプ1:幅100mm、奥行き80mm、高さ15mm
タイプ2:幅100mm、奥行き80mm、高さ50mm
タイプ3:幅100mm、奥行き80mm、高さ100mm
これらのワークサイズをユーザが選択する方法として、必要に応じて随時入力してもよいし、又はNCプログラム中のNCコードによって指定してもよい。
本発明では、ワーク近傍へ主軸50を移動させるため、ワークサイズを予め知っている必要がある。そこで、本実施形態では、定形のワークサイズを数種類用意し、その中からユーザに選択させるようにする。定形のワークサイズは、例えば、以下の3タイプを用意する。
タイプ1:幅100mm、奥行き80mm、高さ15mm
タイプ2:幅100mm、奥行き80mm、高さ50mm
タイプ3:幅100mm、奥行き80mm、高さ100mm
これらのワークサイズをユーザが選択する方法として、必要に応じて随時入力してもよいし、又はNCプログラム中のNCコードによって指定してもよい。
したがって、特別なNCコードを用意し、例えば、NCコードの機能を、以下のように割り当てたとする。
M201・・・タイプ1のワークを使って加工する。
M202・・・タイプ2のワークを使って加工する。
M203・・・タイプ3のワークを使って加工する。
このとき、NCプログラム中に、M201というコードが現れたら、このNCプログラムはタイプ1(幅100mm、奥行き80mm、高さ15mm)のワークサイズで加工を行うという意味になる。このようにして、必要なワークサイズがわかるので、ワーク近傍まで主軸50を移動させることが可能となる。
M201・・・タイプ1のワークを使って加工する。
M202・・・タイプ2のワークを使って加工する。
M203・・・タイプ3のワークを使って加工する。
このとき、NCプログラム中に、M201というコードが現れたら、このNCプログラムはタイプ1(幅100mm、奥行き80mm、高さ15mm)のワークサイズで加工を行うという意味になる。このようにして、必要なワークサイズがわかるので、ワーク近傍まで主軸50を移動させることが可能となる。
<高さ方向検知(ワークの高さ一定)>
次に、図3を参照して、作業台2に載置されるワークの高さが一定である場合の、ワークサイズ(高さ方向)の検出手順について説明する。以下で説明する処理は、CPU14がデータ記憶部17に格納されている制御プログラムを読み出して実行することにより実現される。ここでは、駆動部にステッピングモータを使用した場合の処理について説明する。
次に、図3を参照して、作業台2に載置されるワークの高さが一定である場合の、ワークサイズ(高さ方向)の検出手順について説明する。以下で説明する処理は、CPU14がデータ記憶部17に格納されている制御プログラムを読み出して実行することにより実現される。ここでは、駆動部にステッピングモータを使用した場合の処理について説明する。
S101において、CPU14は、モータドライバ16を介してワークの上方に主軸50を位置決めする。この位置では、主軸50がワークに接触せず、脱調が発生していない状態となる。脱調とは、例えば、モータドライバ16に入力されるパルス信号にモータが追従できなくなる現象を意味する。脱調が発生すると、実際の移動位置と、指令された所定移動位置との差が発生する。この差のことを、以下では位置偏差と称する。位置偏差を許容する範囲を予め設定し、通常は、許容する範囲内に収まっているが、この範囲を超えると異常と判断し、動作を停止させる。
S102において、CPU14は、Z軸の駆動トルクを下げ、さらに、Z軸の位置偏差を許容する範囲を狭める。駆動トルクを下げる理由は、万が一、主軸50がワークに接触した際に、主軸50などのメカ機構の破損やワークの破損を最小限に抑えるためである。同様に、破損などの被害を抑えるために、位置偏差を許容する範囲を狭め、少しでも脱調が生じると、異常として検出し、動作を停止できるようにする。位置の検出は、例えばエンコーダ13を用いる。例えば、位置偏差が100パルス以上ずれた場合に異常だと判断していたとすると、この値を10パルスとすることで、位置偏差が10パルスを超えるとすぐに異常として検出し、動作を停止するようにできるため、破損などの被害を抑えられる。
S103において、CPU14は、ワークの高さを取得する。この値は、予め所定の値を設定しているか、値を随時入力できるようにしてもよい。または、前述のように、NCプログラム上のNCコードでワークサイズを指定できるように、特別なNCコードを用意してもよい。
S104において、CPU14は、Z軸を移動させ、主軸50をワークの上面ぎりぎりまで下降させる。そのために、Z軸の原点からどの程度離れた位置へ移動させるべきかを知る必要がある。この位置は、S103で取得したワークの高さに応じて、所定の値を決めておいてもよい。或いは、CPU14が随時計算してもよい。計算する場合は、ワークを乗せる作業台2の上面ぎりぎりの位置に主軸50がいるときのZ軸位置から、S103で取得したワークの高さを引いたものが、求める値となる。この計算結果に対して、実験や経験に基づき、補正を行ってもよい。また、主軸50の下降速度を遅くすることで、万が一、主軸50がワークに接触した際に、主軸50などのメカ機構の破損やワークの破損を最小限に抑えるようにする。
S105において、CPU14は、Z軸に脱調が起きたか否かを判定する。つまり、S104で行ったワークの上面位置へ主軸50を下降させる動作について、所定の位置へ位置決めを完了できたか否かを判定している。位置の検出は、エンコーダ13を用いる。脱調が発生したならば、S106へ進み、CPU14は、S103で設定したサイズよりも大きいワークだと判断し、S108に進む。一方、脱調が発生しなければS107へ進み、CPU14は、S103で設定したサイズか、それよりも小さいワークだと判断し、S108に進む。その後、S108において、CPU14は、S102で下げた駆動トルクを元に戻し、位置偏差を許容する範囲も元に戻し、処理を終了する。その後、CPU14は、S106又はS107で判断したワークのサイズに従って当該ワークへの工作を制御する。
<高さ方向検知(ワークの高さ不定)>
次に、図4を参照して、ワークの高さが一定でなく、所々異なっている場合のワークサイズを検知する検出手順について説明する。つまり、ワークの高さの測定ポイントが複数あることになる。以下で説明する処理は、CPU14がデータ記憶部17に格納されている制御プログラムを読み出して実行することにより実現される。ここでは、駆動部にステッピングモータを使用した場合の処理について説明する。
次に、図4を参照して、ワークの高さが一定でなく、所々異なっている場合のワークサイズを検知する検出手順について説明する。つまり、ワークの高さの測定ポイントが複数あることになる。以下で説明する処理は、CPU14がデータ記憶部17に格納されている制御プログラムを読み出して実行することにより実現される。ここでは、駆動部にステッピングモータを使用した場合の処理について説明する。
S201において、CPU14は、測定ポイント数を変数nに格納する。そして、カウンタ変数iを初期化する。この変数iは、測定ポイント番号を参照するために使われる。続いて、S202において、CPU14は、変数iをインクリメントする。S203において、CPU14は、第i点での、XY位置とワーク高さを取得する。これらの値は、予め入力されているか、必要に応じ随時入力するようにしてもよい。
S204において、CPU14は、S203で取得したXY位置へ主軸50を移動させる。この時のZ方向の位置は、ワークに接触しないように上方に逃げているものとする。S205において、CPU14は、図3のフローチャートを用いて説明したワークサイズ検知処理を実行する。ただし、S103で使うワーク高さは、S203で取得した値を使用する。
S206において、CPU14は、S205の結果が、所定サイズよりもワークサイズが大きいと判断しているならば、S207へ進み、CPU14は、所定サイズよりもワークサイズが大きいと判断し、処理を終了する。一方、S205の結果が、ワークが所定サイズ、又は所定サイズよりも小さいと判断しているならば、S208へ進む。S208において、CPU14は、測定ポイント番号を参照している変数iが、測定ポイント数を超えたか否か(n<i)を判定する。もし、n<iならば、S209に進み、CPU14は、ワークが所定サイズ、又は所定サイズよりも小さいと判断し、処理を終了する。もし、n<iでないならば、未だ測定していない測定ポイントがあると判断し、処理をS202へ戻す。
このように、ワークの高さが不定で、複数の測定ポイントがある場合は、各測定ポイントで図3で説明した検知処理を実行する。なお、ワークサイズが所定サイズよりも大きいと判断すると、その時点でまだ測定していないポイントがあったとしても測定を中止し、S207でワークが所定サイズよりも大きいと判断する。一方、S209でワークが所定サイズ以下であると判断する場合は、全ての測定ポイントでそのような結果が得られた場合となる。その後、CPU14は、S207又はS209で判断したワークのサイズに従って当該ワークへの工作を制御する。
<幅方向検知(ワークの幅一定)>
次に、図5を参照して、ワークの幅が一定である場合に、ワークサイズ(幅方向)を検出する検出手順について説明する。以下で説明する処理は、CPU14がデータ記憶部17に格納されている制御プログラムを読み出して実行することにより実現される。ここでは、駆動部にステッピングモータを使用した場合の処理について説明する。
次に、図5を参照して、ワークの幅が一定である場合に、ワークサイズ(幅方向)を検出する検出手順について説明する。以下で説明する処理は、CPU14がデータ記憶部17に格納されている制御プログラムを読み出して実行することにより実現される。ここでは、駆動部にステッピングモータを使用した場合の処理について説明する。
S301において、CPU14は、ワークの右方に主軸50を位置決めする。ここでは、右方としているが左方としてもよい。Z方向の位置は、主軸50先端の位置がワークを乗せているプレートの上面に近くなるようにする。なお、この位置は、主軸50がワークに接触せず、脱調が発生していない状態とする。
S302において、CPU14は、X軸の駆動トルクを下げ、さらに、X軸の位置偏差を許容する範囲を狭める。続いて、S303において、CPU14は、ワークの幅を取得する。この値は、予め所定の値を設定しているか、又は値を随時入力できるようにしてもよい。或いは、前述のように、NCプログラム上のNCコードでワークサイズを指定できるように、特別なNCコードを用意してもよい。
S304において、CPU14は、X軸を駆動させ、ワークの右面ぎりぎりまで主軸50を移動させる。ワーク右面ぎりぎりの位置は、ワークの幅に応じて予め設定されている、または随時入力させてもよい。また、主軸50の移動速度を遅くすることで、万が一、主軸50がワークに接触した際に、主軸50などのメカ機構の破損やワークの破損を最小限に抑える。
S305において、CPU14は、X軸に脱調が起きたか否かを判定する。つまり、S304で行った、ワークの右面位置へ主軸50を移動させる動作について、所定の位置へ位置決めを完了できたか否かを判定している。位置の検出は、例えばエンコーダ13を用いる。脱調が発生したならば、S306へ進み、CPU14は、S303で設定したサイズ(所定サイズ)よりも大きいワークだと判断し、S308に進む。脱調が発生しなければS307へ進み、CPU14は、S303で設定したサイズか、それよりも小さいワークだと判断し、S308に進む。S308において、CPU14は、S302で下げた駆動トルクを元に戻し、位置偏差を許容する範囲も元に戻し、処理を終了する。その後、CPU14は、S306又はS307で判断したワークのサイズに従って当該ワークへの工作を制御する。なお、ここでは、測定ポイントが1つの場合について説明したが、幅方向において測定ポイントが複数ある場合には、図4と同様に各ポイントにおいて測定を実施する。
<奥行方向検知(ワークの奥行一定)>
次に、図6を参照して、ワークの奥行きが一定である場合に、ワークサイズ(奥行き方向)を検出する検出手順について説明する。以下で説明する処理は、CPU14がデータ記憶部17に格納されている制御プログラムを読み出して実行することにより実現される。ここでは、駆動部にステッピングモータを使用した場合の処理について説明する。
次に、図6を参照して、ワークの奥行きが一定である場合に、ワークサイズ(奥行き方向)を検出する検出手順について説明する。以下で説明する処理は、CPU14がデータ記憶部17に格納されている制御プログラムを読み出して実行することにより実現される。ここでは、駆動部にステッピングモータを使用した場合の処理について説明する。
S401において、CPU14は、ワークの手前に主軸50を位置決めする。ここでは、手前としているがワークの奥側でもよい。Z方向の位置は、主軸50先端の位置がワークを乗せているプレート上の面に近くなるようにする。なお、この位置は、主軸50がワークに接触せず、脱調が発生していない状態とする。
S402において、CPU14は、Y軸の駆動トルクを下げ、Y軸の位置偏差を許容する範囲を狭める。続いて、S403において、CPU14は、ワークの奥行きを取得する。この値は、予め所定の値を設定しているか、又は値を随時入力できるようにしてもよい。或いは、前述のように、NCプログラム上のNCコードでワークサイズを指定できるように、特別なNCコードを用意してもよい。
S404において、CPU14は、Y軸を駆動させてワークを移動させ、ワークの手前面ぎりぎりの位置に主軸50が位置するようにする。ワーク手前面ぎりぎりの位置は、ワークの奥行きに応じて予め設定されているか、または随時入力できてもよい。また、主軸50の移動速度を遅くすることで、万が一、主軸50がワークに接触した際に、主軸50などのメカ機構の破損やワークの破損を最小限に抑える。
S405において、CPU14は、Y軸に脱調が起きたか否かを判定する。つまり、S404で行った、ワークを移動させてワークの手前面位置ぎりぎりに主軸50が位置するようにさせる動作について、所定の位置へ位置決めを完了できたか否かを判定している。位置の検出は、例えばエンコーダ13を用いる。脱調が発生したならば、S406へ進み、CPU14は、S403で設定したサイズよりも大きいワークだと判断する。一方、脱調が発生しなければS407へ進み、CPU14は、S403で設定したサイズか、それよりも小さいワークだと判断する。その後、S408へ進み、CPU14は、S402で下げた駆動トルクを元に戻し、位置偏差を許容する範囲も元に戻し、処理を終了する。なお、ここでは、測定ポイントが1つの場合について説明したが、奥行方向において測定ポイントが複数ある場合には、図4と同様に各ポイントにおいて測定を実施する。
以上説明したように、本実施形態に係る工作機1は、作業台2に載置されたワークのサイズ(高さ方向、幅方向、奥行き方向)が所定サイズ、例えば、操作者から入力された(選択された)サイズより大きいか、当該サイズ以下であるかを判定する。具体的には、本工作機1は、ワークを加工するために工具を取り付ける主軸50を用いて、所定サイズを考慮して主軸50をワーク方向に駆動させ、主軸を駆動するモータ12に脱調が発生したか否かを検知することにより、ワークのサイズを判断する。なお、主軸50をワーク方向に駆動させる際には、駆動トルクを下げてワーク等が破損しないように制御する。これにより、本実施形態に係る工作機1は、作業台2にワークを装着したままワークサイズを判断し、ワークサイズの差異による加工の失敗・工具破損を低コストで防ぐことができる。その後、CPU14は、S406又はS407で判断したワークのサイズに従って当該ワークへの工作を制御する。
本発明は、上記実施形態に限らず様々な変形が可能である。例えば、上記実施形態では、作業台2に載置されたワークへ向けて主軸を駆動することにより、ワークのサイズを判断していたが、主軸を固定し、作業台2を駆動することによってワークを移動させてワークのサイズを判断するようにしてもよい。
<その他の実施形態>
また、本発明は、以下の処理を実行することによっても実現される。即ち、上述した実施形態の機能を実現するソフトウェア(プログラム)を、ネットワーク又は各種記憶媒体を介してシステム或いは装置に供給し、そのシステム或いは装置のコンピュータ(又はCPUやMPU等)がプログラムを読み出して実行する処理である。
また、本発明は、以下の処理を実行することによっても実現される。即ち、上述した実施形態の機能を実現するソフトウェア(プログラム)を、ネットワーク又は各種記憶媒体を介してシステム或いは装置に供給し、そのシステム或いは装置のコンピュータ(又はCPUやMPU等)がプログラムを読み出して実行する処理である。
Claims (8)
- 工作機であって、
取り付けられた工具を回転させる主軸と、
前記主軸に取り付けられた工具によって工作が行われるワークを取り付けるテーブルと、
前記テーブルに載置されるワークのサイズを取得する取得手段と、
前記取得手段によって取得した前記ワークのサイズに従って、前記テーブルに載置されたワークの近傍に前記主軸を駆動する駆動手段と、
前記駆動手段が脱調した場合には、前記ワークの実際のサイズが前記取得手段によって取得されたワークのサイズよりも大きい場合として前記ワークに対する工作を制御し、前記駆動手段が脱調しなかった場合には、前記ワークの実際のサイズが前記取得手段によって取得されたワークのサイズ以下である場合として前記ワークに対する工作を制御する制御手段と
を備えることを特徴とする工作機。 - 前記駆動手段は、前記ワークの近傍に主軸を移動させる際に、駆動トルクを下げることを特徴とする請求項1に記載の工作機。
- 前記駆動手段は、前記ワークの近傍に前記主軸を移動させる際に、前記主軸を、前記テーブルに載置されているワークの上方、左方、右方、手前、又は、奥から該ワークへ近づけ、
前記制御手段は、
前記上方から前記主軸を前記ワークへ近づけた場合は、前記ワークの高さに関するサイズを判断し、
前記左方又は右方から前記主軸を前記ワークへ近づけた場合は、前記ワークの幅に関するサイズを判断し、
前記手前又は奥から前記主軸を前記ワークへ近づけた場合は、前記ワークの奥行に関するサイズを判断することを特徴とする請求項1又は2に記載の工作機。 - 前記制御手段は、
前記ワークの高さ、幅、又は奥行に関するサイズを判断する場合に、それぞれ複数のポイントにおいて、前記駆動手段を用いて前記主軸を前記ワークの近傍に移動させ、
少なくとも1つのポイントにおいて前記駆動手段が脱調した場合には、前記ワークの実際のサイズが前記取得手段によって取得されたワークのサイズよりも大きい場合として前記ワークに対する工作を制御し、全てのポイントにおいて前記駆動手段が脱調しなかった場合には、前記ワークの実際のサイズが前記取得手段によって取得されたワークのサイズ以下である場合として前記ワークに対する工作を制御することを特徴とする請求項3に記載の工作機。 - 前記取得手段は、前記工作機の操作者から入力されることにより前記ワークのサイズを取得するか、又は、前記工作機に予め格納された情報を参照することにより前記ワークのサイズを取得することを特徴とする請求項1乃至4の何れか1項に記載の工作機。
- 工作機であって、
取り付けられた工具を回転させる主軸と、
前記主軸に取り付けられた工具によって工作が行われるワークを取り付けるテーブルと、
前記テーブルに載置されるワークのサイズを取得する取得手段と、
前記取得手段によって取得した前記ワークのサイズに従って、前記テーブルを駆動して、前記主軸の近傍に該テーブルに載置されたワークを移動させる駆動手段と、
前記駆動手段が脱調した場合には、前記ワークの実際のサイズが前記取得手段によって取得されたワークのサイズよりも大きい場合として前記ワークに対する工作を制御し、前記駆動手段が脱調しなかった場合には、前記ワークの実際のサイズが前記取得手段によって取得されたワークのサイズ以下である場合として前記ワークに対する工作を制御する制御手段と
を備えることを特徴とする工作機。 - 取り付けられた工具を回転させる主軸と、前記主軸に取り付けられた工具によって工作が行われるワークを取り付けるテーブルと、を備える工作機の制御方法であって、
前記テーブルに載置されるワークのサイズを取得する取得ステップと、
前記取得ステップにおいて取得した前記ワークのサイズに従って、前記テーブルに載置されたワークの近傍に前記主軸を駆動する駆動ステップと、
前記駆動ステップにおいて脱調が発生した場合には、前記ワークの実際のサイズが前記取得ステップにおいて取得されたワークのサイズよりも大きい場合として前記ワークに対する工作を制御し、前記駆動ステップにおいて脱調が発生しなかった場合には、前記ワークの実際のサイズが前記取得ステップにおいて取得されたワークのサイズ以下である場合として前記ワークに対する工作を制御する制御ステップと
を実行することを特徴とする工作機の制御方法。 - 取り付けられた工具を回転させる主軸と、前記主軸に取り付けられた工具によって工作が行われるワークを取り付けるテーブルと、を備える工作機の制御方法であって、
前記テーブルに載置されるワークのサイズを取得する取得ステップと、
前記取得ステップにおいて取得した前記ワークのサイズに従って、前記テーブルを駆動して、前記主軸の近傍に該テーブルに載置されたワークを移動させる駆動ステップと、
前記駆動ステップにおいて脱調が発生した場合には、前記ワークの実際のサイズが前記取得ステップにおいて取得されたワークのサイズよりも大きい場合として前記ワークに対する工作を制御し、前記駆動ステップにおいて脱調が発生しなかった場合には、前記ワークの実際のサイズが前記取得ステップにおいて取得されたワークのサイズ以下である場合として前記ワークに対する工作を制御する制御ステップと
を実行することを特徴とする工作機の制御方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012276094A JP2014117785A (ja) | 2012-12-18 | 2012-12-18 | 工作機、及びその制御方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012276094A JP2014117785A (ja) | 2012-12-18 | 2012-12-18 | 工作機、及びその制御方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014117785A true JP2014117785A (ja) | 2014-06-30 |
Family
ID=51173097
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012276094A Pending JP2014117785A (ja) | 2012-12-18 | 2012-12-18 | 工作機、及びその制御方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014117785A (ja) |
-
2012
- 2012-12-18 JP JP2012276094A patent/JP2014117785A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6023085B2 (ja) | 工具位置を感知する感知手段を備えた製造デバイス及びセットアップ方法 | |
| US8131385B2 (en) | Positioning device and positioning method with non-contact measurement | |
| EP1962160A2 (en) | Machine tool having workpiece reference position setting function by contact detection | |
| JP6013139B2 (ja) | 工具長測定方法および工作機械 | |
| US20130071198A1 (en) | Numerically-controlled machine tool | |
| EP3192611A1 (en) | Calibration device and method | |
| US11221201B2 (en) | Profile measuring machine and profile measuring method | |
| JP5673855B2 (ja) | 工作機械 | |
| JP2014087883A (ja) | 工具長測定方法および工作機械 | |
| JP2012121134A (ja) | 工具の位置を決定する方法 | |
| JP2021030315A (ja) | 機上測定装置、工作機械、および、機上測定方法 | |
| JP4172614B2 (ja) | ボールネジ送り駆動補正方法 | |
| JP2017193043A (ja) | 工作機械における対象物の位置計測方法及び位置計測システム | |
| JP6556393B2 (ja) | 工具測定装置およびワーク測定装置の標準器 | |
| CN104281094B (zh) | 热位移修正方法以及热位移修正装置 | |
| JP5846400B2 (ja) | 工作機械とその熱変形の補正方法 | |
| JP2005335036A (ja) | 円筒研削装置およびワ−クの外径測定方法 | |
| JP2014117785A (ja) | 工作機、及びその制御方法 | |
| JP2018079526A (ja) | 工作機械及び加工方法 | |
| JP6425009B2 (ja) | 三次元測定機、及びこれを用いた形状測定方法 | |
| JPH0569280A (ja) | マシニングセンタの測定装置およびワークの加工精度測定方法 | |
| JP2002039743A (ja) | 測定機 | |
| JP2004322255A (ja) | 直線位置計測器付き工作機械 | |
| JP2005088172A (ja) | 工作機械の変位量確認用加工方法及び変位量確認用工作物 | |
| JPH05185304A (ja) | 自動旋盤 |