JP2014168067A - 非酸化物単結晶基板の研磨方法 - Google Patents
非酸化物単結晶基板の研磨方法 Download PDFInfo
- Publication number
- JP2014168067A JP2014168067A JP2014062124A JP2014062124A JP2014168067A JP 2014168067 A JP2014168067 A JP 2014168067A JP 2014062124 A JP2014062124 A JP 2014062124A JP 2014062124 A JP2014062124 A JP 2014062124A JP 2014168067 A JP2014168067 A JP 2014168067A
- Authority
- JP
- Japan
- Prior art keywords
- polishing
- single crystal
- polishing liquid
- crystal substrate
- liquid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Mechanical Treatment Of Semiconductor (AREA)
Abstract
【課題】炭化ケイ素単結晶基板等の硬度が高く化学的安定性が高い非酸化物単結晶基板を、より長い循環研磨時間においても、高い研磨速度を維持することが可能な研磨方法を提供する。
【解決手段】研磨パッドに、過マンガン酸イオンと水を含む研磨液を供給し、非酸化物単結晶基板の被研磨面と前記研磨パッドを接触させ、両者間の相対運動により研磨する研磨方法であり、前記研磨パッドに供給され研磨に使用された研磨液を回収し、前記回収した研磨液を再び研磨パッドに供給する操作を繰り返し行うことで前記研磨液を循環させるとともに、前記被研磨面を研磨する時点での前記研磨液のpHを5以下に調整する非酸化物単結晶基板の研磨方法。
【選択図】図1
【解決手段】研磨パッドに、過マンガン酸イオンと水を含む研磨液を供給し、非酸化物単結晶基板の被研磨面と前記研磨パッドを接触させ、両者間の相対運動により研磨する研磨方法であり、前記研磨パッドに供給され研磨に使用された研磨液を回収し、前記回収した研磨液を再び研磨パッドに供給する操作を繰り返し行うことで前記研磨液を循環させるとともに、前記被研磨面を研磨する時点での前記研磨液のpHを5以下に調整する非酸化物単結晶基板の研磨方法。
【選択図】図1
Description
本発明は、非酸化物単結晶基板を研磨するための研磨方法に関する。より詳しくは、炭化ケイ素単結晶基板等の循環研磨に適した研磨方法に関する。
炭化ケイ素(SiC)半導体は、シリコン半導体よりも絶縁破壊電界、電子の飽和ドリフト速度および熱伝導率が大きいため、炭化ケイ素半導体を用いて、従来のシリコンデバイスよりも高温、高速で動作が可能なパワーデバイスを実現する研究・開発がなされている。なかでも、電動二輪車、電気自動車やハイブリッドカー等のモータを駆動するための電源に使用する高効率なスイッチング素子の開発が注目されている。このようなパワーデバイスを実現するためには、高品質な炭化ケイ素半導体層をエピタキシャル成長させるための表面平滑な炭化ケイ素単結晶基板が必要である。
また、高密度で情報を記録するための光源として、青色レーザダイオードが注目されており、さらに、蛍光灯や電球に替わる光源としての白色ダイオードへのニーズが高まっている。このような発光素子は窒化ガリウム(GaN)半導体を用いて作製され、高品質な窒化ガリウム半導体層を形成するための基板として、炭化ケイ素単結晶基板が使用されている。
こうした用途のための炭化ケイ素単結晶基板には、基板の平坦度、基板表面の平滑性等において高い加工精度が要求される。しかし、炭化ケイ素単結晶は硬度が極めて高く、耐腐食性に優れるため、基板を作製する場合の加工性が悪く、研磨速度が高く、かつ、高い平滑性、低スクラッチ性の炭化ケイ素単結晶基板を得ることは難しい。
従来から、炭化ケイ素単結晶基板の研磨は、砥粒と酸化剤と水を含む研磨剤を循環させて繰り返し使用(以下、「循環使用」という。)する方法で行われている。すなわち、研磨パッド上に供給して研磨に使用した研磨剤を回収し、回収された研磨剤を再び研磨パッド上に供給して研磨に使用する方法(以下、「循環研磨」の方法という。)で行われている。このような方法では、使用した研磨剤を1回の使用毎に廃棄する、いわゆるかけ流し研磨の方法と比べて、研磨剤の使用量を減らすことができるので、コストの低減や環境負荷の低減等を達成できる。
しかしながら、従来からの循環研磨の方法では、研磨時間が長くなるにしたがって、循環使用される研磨剤中の酸化剤の劣化または分解や、砥粒の凝集やゲル化等を招きやすく、次第に研磨速度が低下するばかりでなく、炭化ケイ素単結晶基板の平滑性の悪化、スクラッチ発生等の不具合が生じやすい。そのため、良好な研磨を継続できる時間が短く、生産性の低下やコストの増加が生じていた。また、研磨剤の使用量削減によるコスト低減および環境負荷低減という前記効果も、十分ではなかった。
さらなる研磨剤使用量の削減のために、高い研磨速度を長時間維持することができ、研磨を継続できる時間が長い循環研磨の方法が求められている。
さらなる研磨剤使用量の削減のために、高い研磨速度を長時間維持することができ、研磨を継続できる時間が長い循環研磨の方法が求められている。
炭化ケイ素単結晶基板の表面を、高い研磨速度で高い平滑性、かつ、砥粒凝集によるスクラッチ発生を抑制する研磨方法として、砥粒を内包しない研磨パッドに、酸化還元電位が0.5V以上の、遷移金属を含む酸化剤と、水とを含み、砥粒を含まない研磨液を供給する方法が提案されている(例えば、特許文献1参照)。
しかしながら、特許文献1の研磨方法による炭化ケイ素単結晶基板の研磨速度は高く、かつ、砥粒の凝集に起因するスクラッチ発生も抑制されてはいるが、循環研磨の方法においては、研磨液を長時間使用した場合に、研磨速度が低下するという問題があった。
本発明は、このような問題を解決するためになされたもので、炭化ケイ素単結晶基板等の、硬度が高く化学的安定性が高い非酸化物単結晶基板の研磨において、研磨液を長期間循環使用した場合にも、高い研磨速度を維持することが可能な研磨方法を提供することを目的とする。
本発明の非酸化物単結晶基板の研磨方法は、研磨パッドに、過マンガン酸イオンと水を含む研磨液を供給し、非酸化物単結晶基板の被研磨面と前記研磨パッドを接触させ、両者間の相対運動により研磨する方法であり、前記研磨パッドに供給され研磨に使用された研磨液を回収し、前記回収した研磨液を再び研磨パッドに供給する操作を繰り返し行うことで前記研磨液を循環させるとともに、前記被研磨面を研磨する時点での前記研磨液のpHを5以下に調整することを特徴とする。
本発明の非酸化物単結晶基板の研磨方法において、前記研磨液が砥粒を含まないことが好ましい。また、前記研磨パッドも砥粒を含まないことが好ましい。そして、前記被研磨面を研磨する時点での前記研磨液のpHを3以下に調整することがより好ましく、前記研磨パッドに供給される前記研磨液の過マンガン酸イオンの濃度が0.05質量%以上5質量%以下であることが好ましい。またさらに、前記非酸化物単結晶基板は、炭化ケイ素(SiC)単結晶基板または窒化ガリウム(GaN)単結晶基板とすることができる。
本発明の研磨方法によれば、非酸化物単結晶基板、特にSiC単結晶基板等の硬度が高く化学的安定性の高い化合物半導体基板の研磨において、研磨液を循環使用した場合にも、高い研磨速度を維持して、研磨液を長い時間使用することができる。したがって、それらの基板の生産性の向上に寄与することができる。
なお、本発明において、「被研磨面」とは研磨対象物の研磨される面であり、例えば表面を意味する。
なお、本発明において、「被研磨面」とは研磨対象物の研磨される面であり、例えば表面を意味する。
以下、本発明の実施の形態について説明する。
[研磨方法]
本発明の研磨方法は、公知の研磨パッドを使用し、この研磨パッドに前記した研磨液を供給しながら、研磨対象物である非酸化物単結晶基板の被研磨面と研磨パッドとを接触させ、両者間の相対運動により研磨を行う方法である。本発明においては、研磨パッドに供給され研磨に使用された研磨液を回収し、回収した研磨液を再び研磨パッドに供給する操作を繰り返し行うことで研磨液を循環させる。すなわち、研磨に使用された研磨液の回収から研磨パッドへの再供給までを連続的に行い、研磨液を、その回収部と研磨パッドへの再供給部との間を循環させる。この際、被研磨面を研磨する時点での研磨液のpHを5以下に調整する。
本発明の研磨方法は、公知の研磨パッドを使用し、この研磨パッドに前記した研磨液を供給しながら、研磨対象物である非酸化物単結晶基板の被研磨面と研磨パッドとを接触させ、両者間の相対運動により研磨を行う方法である。本発明においては、研磨パッドに供給され研磨に使用された研磨液を回収し、回収した研磨液を再び研磨パッドに供給する操作を繰り返し行うことで研磨液を循環させる。すなわち、研磨に使用された研磨液の回収から研磨パッドへの再供給までを連続的に行い、研磨液を、その回収部と研磨パッドへの再供給部との間を循環させる。この際、被研磨面を研磨する時点での研磨液のpHを5以下に調整する。
研磨液の少なくとも一部が循環使用される循環研磨の方法は、研磨液が1回の研磨使用毎に廃棄されるかけ流し研磨の方法と比較して研磨液の消費量を減らすことができる。しかし、従来の循環研磨の方法では、研磨の進行に伴い、研磨液のpHが上昇し、次第に研磨速度が低下するという問題があった。
そのため、本発明の研磨方法では、被研磨面を研磨する時点での研磨液のpHを5以下に調整して、研磨速度の低下を抑制する。被研磨面を研磨する時点での研磨液のpHが5超では、循環使用する過程で研磨速度が著しく低下することがある。また、被研磨面の平滑性が悪化するおそれがある。研磨液を長期間使用した際の研磨速度の向上の点から、被研磨面を研磨する時点での研磨液のpHは3以下であることが好ましい。
本発明の研磨方法では、研磨液のpHは、研磨液に後述するpH調整剤を添加することで、調整することができる。本発明の研磨方法では、必ずしも予め研磨液のpHを上記した所定の範囲に調整したものとして研磨の場に供給する必要はなく、被研磨面を研磨する時点での研磨液のpHを所定の範囲に調整すればよい。すなわち、本発明の研磨方法において、研磨対象物である非酸化物単結晶基板の被研磨面と研磨パッドを相対運動させる際に、研磨液が被研磨面に接触する時点での、当該研磨液のpHが5以下、好ましくは3以下に調整されていればよい。
研磨液のpHは、研磨液が循環される過程における任意の時点で、研磨液にpH調整剤を添加することで上記した所定の範囲に調整することができる。pH調整剤の添加方法として具体的には、研磨液を循環させる配管内の研磨液のpHを測定しながら、当該配管内にpH調整剤を添加する方法を用いることができる。また、研磨液を循環使用するに際し、研磨液を一旦貯留するタンクを設け、当該タンク内の研磨液のpHを測定しながら、当該タンク内にpH調整剤を添加する方法を用いてもよい。また、被研磨面に、研磨液とともにpH調整剤を供給して、被研磨面上において、研磨液のpHを調整してもよい。いずれの方法においても、被研磨面を研磨する時点での研磨液のpHを所定の範囲に調整するように、研磨液にpH調整剤を添加する。
[研磨液]
本発明に使用する研磨液は、過マンガン酸イオンと水を含有する。本発明に使用する研磨液に含有される過マンガン酸イオンは、酸化剤としての作用により、後述する研磨対象物(例えば、SiC単結晶基板やGaN単結晶基板)の被研磨面に酸化層を形成するものである。この酸化層を機械的な力で被研磨面から除去することにより、研磨対象物の研磨が促進される。すなわち、SiCやGaN等の化合物半導体は非酸化物であり、難研磨材料であるが、研磨液中の過マンガン酸イオンにより、表面に酸化層を形成することができる。形成された酸化層は、研磨対象物に比べて硬度が低く研磨されやすい。そのため、本発明の研磨液によれば、難研磨物である非酸化物単結晶基板の研磨において、十分に高い研磨速度を得ることができる。
本発明に使用する研磨液は、過マンガン酸イオンと水を含有する。本発明に使用する研磨液に含有される過マンガン酸イオンは、酸化剤としての作用により、後述する研磨対象物(例えば、SiC単結晶基板やGaN単結晶基板)の被研磨面に酸化層を形成するものである。この酸化層を機械的な力で被研磨面から除去することにより、研磨対象物の研磨が促進される。すなわち、SiCやGaN等の化合物半導体は非酸化物であり、難研磨材料であるが、研磨液中の過マンガン酸イオンにより、表面に酸化層を形成することができる。形成された酸化層は、研磨対象物に比べて硬度が低く研磨されやすい。そのため、本発明の研磨液によれば、難研磨物である非酸化物単結晶基板の研磨において、十分に高い研磨速度を得ることができる。
SiC単結晶基板の研磨において、過マンガン酸イオンにより高い研磨速度が得られる理由を以下に詳述する。
(1)過マンガン酸イオンは、SiC単結晶を酸化する酸化力が強い。
SiC単結晶を酸化するための酸化剤の酸化力が弱すぎると、SiC単結晶基板の被研磨面との反応が不十分となり、その結果十分に平滑な表面を得ることができない。酸化剤が物質を酸化する酸化力の指標として、酸化還元電位が用いられる。過マンガン酸イオンの酸化還元電位は1.70Vであり、酸化剤として一般に用いられる過塩素酸カリウム(KClO4)(酸化還元電位1.20V)や次亜塩素酸ナトリウム(NaClO)(酸化還元電位1.63V)に比べて、酸化還元電位が高い。
(2)過マンガン酸イオンは反応速度が大きい。
過マンガン酸イオンは、酸化力の強い酸化剤として知られている過酸化水素(酸化還元電位1.76V)に比べて、酸化反応の反応速度が大きいので、酸化力の強さを速やかに発揮することができる。
(3)過マンガン酸イオンは、人体に対して毒性が低く安全である。
(4)過マンガン酸塩は、後述する分散媒である水に完全に溶解する。したがって、溶解残渣が基板の平滑性に悪影響を与えることがない。
(1)過マンガン酸イオンは、SiC単結晶を酸化する酸化力が強い。
SiC単結晶を酸化するための酸化剤の酸化力が弱すぎると、SiC単結晶基板の被研磨面との反応が不十分となり、その結果十分に平滑な表面を得ることができない。酸化剤が物質を酸化する酸化力の指標として、酸化還元電位が用いられる。過マンガン酸イオンの酸化還元電位は1.70Vであり、酸化剤として一般に用いられる過塩素酸カリウム(KClO4)(酸化還元電位1.20V)や次亜塩素酸ナトリウム(NaClO)(酸化還元電位1.63V)に比べて、酸化還元電位が高い。
(2)過マンガン酸イオンは反応速度が大きい。
過マンガン酸イオンは、酸化力の強い酸化剤として知られている過酸化水素(酸化還元電位1.76V)に比べて、酸化反応の反応速度が大きいので、酸化力の強さを速やかに発揮することができる。
(3)過マンガン酸イオンは、人体に対して毒性が低く安全である。
(4)過マンガン酸塩は、後述する分散媒である水に完全に溶解する。したがって、溶解残渣が基板の平滑性に悪影響を与えることがない。
高い研磨速度を得るために、研磨パッドに供給される研磨液中の過マンガン酸イオンの含有割合(濃度)は、0.05質量%以上5質量%以下が好ましい。過マンガン酸イオンの含有割合が0.05質量%未満では、酸化剤としての効果が期待できず、研磨により平滑な面を形成するのに非常に長時間を要する。過マンガン酸イオンの含有割合が5質量%を超えると、研磨液の温度によっては、過マンガン酸塩が完全に溶解しきれずに析出し、固体の過マンガン酸塩が被研磨面と接触することによりスクラッチが発生するおそれがある。研磨液に含まれる過マンガン酸イオンの含有割合は、0.1質量%以上4.5質量%以下がさらに好ましく、0.2質量%以上4.0質量%以下が特に好ましい。
研磨液に含有される、過マンガン酸イオンの供給源としては、過マンガン酸カリウムや過マンガン酸ナトリウム等の過マンガン酸塩が好ましい。
(砥粒)
本発明に使用する研磨液は、研磨砥粒として、酸化ケイ素(シリカ)粒子、酸化セリウム(セリア)粒子、酸化アルミニウム(アルミナ)粒子、酸化ジルコニウム(ジルコニア)粒子、酸化チタン(チタニア)粒子、酸化マンガン粒子、炭化ケイ素粒子、ダイヤモンド粒子等を含有していてもよいが、上記砥粒を含有しないことが好ましい。研磨液が砥粒を含有しない場合には、砥粒の分散性に留意することなく研磨液を使用することができる、砥粒の凝集が発生しないため、被研磨物表面へのダメージが抑制されるというという利点がある。また、上記したように、被研磨面に形成された酸化層は、研磨対象物に比べて硬度が低く研磨されやすいので、砥粒を内包しない研磨パッドとの接触によっても除去することができる。したがって、十分に高い研磨速度を得ることができる。
本発明に使用する研磨液は、研磨砥粒として、酸化ケイ素(シリカ)粒子、酸化セリウム(セリア)粒子、酸化アルミニウム(アルミナ)粒子、酸化ジルコニウム(ジルコニア)粒子、酸化チタン(チタニア)粒子、酸化マンガン粒子、炭化ケイ素粒子、ダイヤモンド粒子等を含有していてもよいが、上記砥粒を含有しないことが好ましい。研磨液が砥粒を含有しない場合には、砥粒の分散性に留意することなく研磨液を使用することができる、砥粒の凝集が発生しないため、被研磨物表面へのダメージが抑制されるというという利点がある。また、上記したように、被研磨面に形成された酸化層は、研磨対象物に比べて硬度が低く研磨されやすいので、砥粒を内包しない研磨パッドとの接触によっても除去することができる。したがって、十分に高い研磨速度を得ることができる。
(研磨液のpH)
本発明に使用する研磨液は、研磨特性の点から、被研磨面を研磨する時点でのpHが5以下、好ましくは3以下に調整される。本発明に使用する研磨液は、被研磨面を研磨する時点でpHが上記した所定の範囲であればよく、被研磨面を研磨する時点以外の時点での研磨液のpHは特に限定されない。
本発明に使用する研磨液は、研磨特性の点から、被研磨面を研磨する時点でのpHが5以下、好ましくは3以下に調整される。本発明に使用する研磨液は、被研磨面を研磨する時点でpHが上記した所定の範囲であればよく、被研磨面を研磨する時点以外の時点での研磨液のpHは特に限定されない。
(pH調整剤)
研磨液のpHは、pH調整剤である酸または塩基性化合物の添加・配合により調整することができる。酸としては、硝酸、硫酸、リン酸、塩酸のような無機酸、ギ酸、酢酸、プロピオン酸、酪酸等の飽和カルボン酸、乳酸、リンゴ酸、クエン酸等のヒドロキシ酸、フタル酸、サリチル酸等の芳香族カルボン酸、シュウ酸、マロン酸、コハク酸、グルタル酸、アジピン酸、フマル酸、マレイン酸等のジカルボン酸、アミノ酸、複素環系のカルボン酸のような有機酸を使用できる。硝酸およびリン酸の使用が好ましく、中でも硝酸の使用が特に好ましい。塩基性化合物としては、アンモニア、水酸化リチウム、水酸化カリウム、水酸化ナトリウム、テトラメチルアンモニウム等の4級アンモニウム化合物、モノエタノールアミン、エチルエタノールアミン、ジエタノールアミン、プロピレンジアミン等の有機アミンを使用できる。水酸化カリウム、水酸化ナトリウムの使用が好ましく、中でも水酸化カリウムが特に好ましい。
研磨液のpHは、pH調整剤である酸または塩基性化合物の添加・配合により調整することができる。酸としては、硝酸、硫酸、リン酸、塩酸のような無機酸、ギ酸、酢酸、プロピオン酸、酪酸等の飽和カルボン酸、乳酸、リンゴ酸、クエン酸等のヒドロキシ酸、フタル酸、サリチル酸等の芳香族カルボン酸、シュウ酸、マロン酸、コハク酸、グルタル酸、アジピン酸、フマル酸、マレイン酸等のジカルボン酸、アミノ酸、複素環系のカルボン酸のような有機酸を使用できる。硝酸およびリン酸の使用が好ましく、中でも硝酸の使用が特に好ましい。塩基性化合物としては、アンモニア、水酸化リチウム、水酸化カリウム、水酸化ナトリウム、テトラメチルアンモニウム等の4級アンモニウム化合物、モノエタノールアミン、エチルエタノールアミン、ジエタノールアミン、プロピレンジアミン等の有機アミンを使用できる。水酸化カリウム、水酸化ナトリウムの使用が好ましく、中でも水酸化カリウムが特に好ましい。
これらの酸または塩基性化合物の含有割合(濃度)は、研磨液のpHを所定の範囲(pH5以下、好ましくは3以下)に調整する量とする。
(水)
本発明に使用する研磨液においては、分散媒として水が含有される。水は、過マンガン酸イオンおよび必要に応じて添加される後述する任意成分を分散・溶解するための媒体である。水については、特に制限はないが、配合成分に対する影響、不純物の混入、pH等への影響の観点から、純水、超純水、イオン交換水(脱イオン水)が好ましい。
本発明に使用する研磨液においては、分散媒として水が含有される。水は、過マンガン酸イオンおよび必要に応じて添加される後述する任意成分を分散・溶解するための媒体である。水については、特に制限はないが、配合成分に対する影響、不純物の混入、pH等への影響の観点から、純水、超純水、イオン交換水(脱イオン水)が好ましい。
(研磨液の調製および任意成分)
本発明に使用する研磨液は、前記した成分が前記所定の割合で含有され、均一に溶解した混合状態になるように調製され使用される。混合には、研磨液の製造に通常用いられる撹拌翼による撹拌混合方法を採ることができる。研磨液は、必ずしも予め構成する研磨成分をすべて混合したものとして研磨の場に供給する必要はない。研磨の場に供給する際に、研磨成分が混合されて研磨液の組成になってもよい。
本発明に使用する研磨液は、前記した成分が前記所定の割合で含有され、均一に溶解した混合状態になるように調製され使用される。混合には、研磨液の製造に通常用いられる撹拌翼による撹拌混合方法を採ることができる。研磨液は、必ずしも予め構成する研磨成分をすべて混合したものとして研磨の場に供給する必要はない。研磨の場に供給する際に、研磨成分が混合されて研磨液の組成になってもよい。
研磨液には、本発明の趣旨に反しない限り、潤滑剤、キレート化剤、還元剤、粘性付与剤または粘度調節剤、防錆剤等を必要に応じて適宜含有させることができる。ただし、これらの添加剤が、酸または塩基性化合物の機能を有する場合は、酸または塩基性化合物として扱うものとする。
潤滑剤としては、アニオン性、カチオン性、ノニオン性、両性の界面活性剤、多糖類、水溶性高分子等を使用できる。
界面活性剤としては、疎水基として脂肪族炭化水素基、芳香族炭化水素基を有し、またそれら疎水基内にエステル、エーテル、アミド等の結合基、アシル基、アルコキシル基等の連結基を1つ以上導入したもの、親水基として、カルボン酸、スルホン酸、硫酸エステル、リン酸、リン酸エステル、アミノ酸からなるものを使用できる。
多糖類としては、アルギン酸、ペクチン、カルボキシメチルセルロース、カードラン、プルラン、キサンタンガム、カラギナン、ジェランガム、ローカストビーンガム、アラビアガム、タマリンド、サイリウム等を使用できる。
水溶性高分子としては、ポリアクリル酸、ポリビニルアルコール、ポリビニルピロリドン、ポリメタクリル酸、ポリアクリルアミド、ポリアスパラギン酸、ポリグルタミン酸、ポリエチレンイミン、ポリアリルアミン、ポリスチレンスルホン酸等を使用できる。
界面活性剤としては、疎水基として脂肪族炭化水素基、芳香族炭化水素基を有し、またそれら疎水基内にエステル、エーテル、アミド等の結合基、アシル基、アルコキシル基等の連結基を1つ以上導入したもの、親水基として、カルボン酸、スルホン酸、硫酸エステル、リン酸、リン酸エステル、アミノ酸からなるものを使用できる。
多糖類としては、アルギン酸、ペクチン、カルボキシメチルセルロース、カードラン、プルラン、キサンタンガム、カラギナン、ジェランガム、ローカストビーンガム、アラビアガム、タマリンド、サイリウム等を使用できる。
水溶性高分子としては、ポリアクリル酸、ポリビニルアルコール、ポリビニルピロリドン、ポリメタクリル酸、ポリアクリルアミド、ポリアスパラギン酸、ポリグルタミン酸、ポリエチレンイミン、ポリアリルアミン、ポリスチレンスルホン酸等を使用できる。
[研磨対象物]
このような研磨液を使用して研磨する研磨対象物は、非酸化物単結晶基板である。非酸化物単結晶基板としては、SiC単結晶基板やGaN単結晶基板のような化合物半導体基板が挙げられる。特に、前記SiC単結晶基板やGaN単結晶基板のような、修正モース硬度が10以上の単結晶基板の被研磨面を、前記研磨液を使用して研磨することで、研磨速度向上の効果をよりいっそう得ることができる。
このような研磨液を使用して研磨する研磨対象物は、非酸化物単結晶基板である。非酸化物単結晶基板としては、SiC単結晶基板やGaN単結晶基板のような化合物半導体基板が挙げられる。特に、前記SiC単結晶基板やGaN単結晶基板のような、修正モース硬度が10以上の単結晶基板の被研磨面を、前記研磨液を使用して研磨することで、研磨速度向上の効果をよりいっそう得ることができる。
[研磨装置]
本発明の研磨方法において、研磨装置としては従来公知の研磨装置を使用することができる。図1に、本発明の研磨方法に使用可能な研磨装置の第1の例を示すが、本発明に使用される研磨装置はこのような構造のものに限定されるものではない。
本発明の研磨方法において、研磨装置としては従来公知の研磨装置を使用することができる。図1に、本発明の研磨方法に使用可能な研磨装置の第1の例を示すが、本発明に使用される研磨装置はこのような構造のものに限定されるものではない。
図1に示す研磨装置10においては、研磨定盤1がその垂直な軸心C1の回りに回転可能に支持された状態で設けられており、この研磨定盤1は、定盤駆動モータ2により、図に矢印で示す方向に回転駆動されるようになっている。この研磨定盤1の上面には、研磨パッド3が貼り着けられている。
一方、研磨定盤1上の軸心C1から偏心した位置には、下面においてSiC単結晶基板等の研磨対象物4を吸着または保持枠等を用いて保持する基板保持部材(キャリヤ)5が、その軸心C2の回りに回転可能でかつ軸心C2方向に移動可能に支持されている。この基板保持部材5は、図示しないキャリヤ駆動モータにより、あるいは上記研磨定盤1から受ける回転モーメントにより、矢印で示す方向に回転されるように構成されている。基板保持部材5の下面、すなわち上記研磨パッド3と対向する面には、研磨対象物4である非酸化物単結晶基板が保持されている。研磨対象物4は、研磨時に、所定の荷重で研磨パッド3に押圧される。
また、図1に示す研磨装置10は、研磨液6を貯留する研磨液タンク7と、研磨液タンク7から研磨液供給手段8を用いて、研磨パッド3に研磨液6を供給する研磨液供給管9とを備えている。また、基板保持部材5の近傍には、研磨液供給管9に接続された滴下ノズルまたはスプレーノズル(図示を省略。)が設けられており、研磨液タンク7から送出された研磨液6が研磨定盤1上に供給されるようになっている。
さらに、研磨装置10は、研磨に使用した研磨液6を研磨パッド3から回収する回収手段(図示せず)を有し、回収した研磨液6が研磨液タンク7に輸送される構成となっている。研磨液タンク7に戻った研磨液6は、再び研磨液供給手段8を用いて研磨液供給管9を経て研磨パッド3に供給される。研磨液6は、このようにして循環使用される。
また、研磨装置10は、研磨液タンク7にpH調整剤供給管12を介して接続されたpH調整剤タンク11を備えている。そして、pH調整剤供給手段14が、pH調整剤タンク11に貯留されたpH調整剤13を研磨液タンク7内に供給し、研磨液タンク7内の研磨液6のpHを、5以下、好ましくは3以下となるように調整する。これにより、研磨対象物4の被研磨面を研磨する時点における研磨液6のpHが上記した所定の範囲に調整される。pH調整剤供給手段14が供給するpH調整剤13の供給量は、研磨液タンク7内の研磨液6のpHを所定の範囲に調整する量とする。
このような研磨装置10による研磨に際しては、研磨定盤1およびそれに貼り着けられた研磨パッド3と、基板保持部材5およびその下面に保持された研磨対象物4とが、定盤駆動モータ2およびキャリヤ駆動モータによりそれぞれの軸心の回りに回転駆動される。そして、その状態で、滴下ノズル等から研磨液6が研磨パッド3の表面に供給され、基板保持部材5に保持された研磨対象物4がその研磨パッド3に押し付けられる。それにより、研磨対象物4の被研磨面、すなわち研磨パッド3に対向する面が化学的機械的に研磨される。
基板保持部材5は、回転運動だけでなく直線運動をしてもよい。また、研磨定盤1および研磨パッド3も回転運動を行うものでなくてもよく、例えばベルト式で一方向に移動するものであってもよい。
研磨パッド3としては、不織布、発泡ポリウレタン等の多孔質樹脂等からなる公知のものを使用できる。また、研磨パッド3への研磨液6の供給を促進し、あるいは研磨パッド3に研磨液6が一定量溜まるようにするために、研磨パッド3の表面に格子状、同心円状、らせん状などの溝加工が施されていてもよい。さらに、必要により、パッドコンディショナーを研磨パッド3の表面に接触させて、研磨パッド3表面のコンディショニングを行いながら研磨してもよい。
このような研磨装置10による研磨条件に特に制限はないが、基板保持部材5に荷重をかけて研磨パッド3に押し付けることでより研磨圧力を高め、研磨速度を向上させることが可能である。研磨圧力は5〜80kPa程度が好ましく、被研磨面内における研磨速度の均一性、平坦性、スクラッチ等の研磨欠陥防止の観点から、10〜50kPa程度がより好ましい。研磨定盤1および基板保持部材5の回転数は、50〜500rpm程度が好ましいがこれに限定されない。また、研磨液6の供給量については、研磨液6の組成や上記した研磨条件等により適宜調整され選択される。
なお、図1に示す研磨装置10では、pH調整剤供給手段14が、研磨液タンク7内にpH調整剤13を供給する構成となっているが、図2に示す第2例の研磨装置20のように、pH調整剤供給管12を研磨液供給管9に接続し、研磨液供給管9内で研磨液6にpH調整剤13を添加してするように構成してもよい。この場合、pH調整剤供給管12は、研磨液供給管9の任意の位置に接続することができる。例えば、pH調整剤供給管12は、研磨液供給管9の、研磨液タンク7の上流側に接続されていてもよく、下流側に接続されていてもよい。
また、図3に示す第3例の研磨装置30のように、基板保持部材5の近傍に、pH調整剤供給管12に接続した滴下ノズルまたはスプレーノズル(図示を省略。)を設け、pH調整剤タンク11から送出されたpH調整剤13を研磨パッド3上の研磨液6に供給するように構成してもよい。
以上説明した本発明の研磨方法は、研磨液を循環使用することによる研磨速度の低下が抑制するという特徴を有している。これにより研磨工程の効率が向上するだけでなく、研磨液の消費量の低減や、パッドのドレッシングやフラッシングなどの頻度低減によるダウンタイムの短縮、更にはパッド消費量の削減にもつながり、研磨工程を効率的に行えるため、各種デバイス製造の量産性向上に与える意義は非常に大きいといえる。
(研磨液の調製)
過マンガン酸カリウムを純水に加え、撹拌翼を用いて10分間撹拌し、次いで、pH調整剤である硝酸を撹拌しながら徐々に添加して、研磨液全体に対する含有割合(濃度;質量%)が、過マンガン酸イオン濃度として3.8質量%、pH2.1の研磨液を得た。
過マンガン酸カリウムを純水に加え、撹拌翼を用いて10分間撹拌し、次いで、pH調整剤である硝酸を撹拌しながら徐々に添加して、研磨液全体に対する含有割合(濃度;質量%)が、過マンガン酸イオン濃度として3.8質量%、pH2.1の研磨液を得た。
(研磨条件)
研磨機としては、研磨定盤の直径が16インチの小型片面研磨装置(MAT社製BC−15)を使用した。研磨パッドとしては、SUBA800−XY−groove(ニッタハース社製)を使用し、研磨前にダイヤディスクおよびブラシを用いて、研磨パッドのコンディショニングを行った。
研磨機としては、研磨定盤の直径が16インチの小型片面研磨装置(MAT社製BC−15)を使用した。研磨パッドとしては、SUBA800−XY−groove(ニッタハース社製)を使用し、研磨前にダイヤディスクおよびブラシを用いて、研磨パッドのコンディショニングを行った。
研磨液の研磨パッド上への循環供給速度を0.4L/分、研磨液タンク内の研磨液量を2L、研磨定盤の回転数を90rpm、基板保持部の回転数を90rpm、研磨圧を5psi(34.5kPa)として、図1に示すのと同様の装置を用いて、循環研磨を行った。
(pHの測定)
循環研磨中における研磨液タンク内の研磨液のpHを、横河電機社製のpH81−11を使用し20℃±2℃で測定した。なお、本実施例において、研磨液は、研磨液タンクから被研磨面に供給するまでの間、pH調整剤の添加を行っていないため、研磨液タンク内の研磨液のpHは、被研磨面を研磨する時点での研磨液のpHとほぼ同一であるとみなすことができる。
循環研磨中における研磨液タンク内の研磨液のpHを、横河電機社製のpH81−11を使用し20℃±2℃で測定した。なお、本実施例において、研磨液は、研磨液タンクから被研磨面に供給するまでの間、pH調整剤の添加を行っていないため、研磨液タンク内の研磨液のpHは、被研磨面を研磨する時点での研磨液のpHとほぼ同一であるとみなすことができる。
(被研磨物)
被研磨物として、ダイヤモンド砥粒を用いて予備研磨処理を行った3インチ径の4H−SiC基板を使用し、主面(0001)がC軸に対して4°+0.5°以内のSiC単結晶基板をそれぞれ使用し、Si面側を研磨し評価した。
被研磨物として、ダイヤモンド砥粒を用いて予備研磨処理を行った3インチ径の4H−SiC基板を使用し、主面(0001)がC軸に対して4°+0.5°以内のSiC単結晶基板をそれぞれ使用し、Si面側を研磨し評価した。
(研磨速度の測定)
研磨速度は、ある循環研磨時間の前後における、単位時間当たりの基板(ウェハ)の厚さの変化量(nm/hr)で評価した。具体的には、厚さが既知の研磨基板の質量と各時間研磨した後の基板質量とを測定し、その差から質量変化を求めた。そして、この質量変化から求めた基板の厚さの時間当たりの変化を、下記の式を用いて算出した。
(研磨速度(V)の計算式)
Δm=m0−m1
V=Δm/m0 × T0 × 60/t
(式中、Δm(g)は研磨前後の質量変化、m0(g)は研磨前基板の質量、m1(g)は研磨後基板の質量、Vは研磨速度(nm/hr)、T0は研磨前基板の厚さ(nm)、tは研磨時間(min)を表す。)
研磨速度は、ある循環研磨時間の前後における、単位時間当たりの基板(ウェハ)の厚さの変化量(nm/hr)で評価した。具体的には、厚さが既知の研磨基板の質量と各時間研磨した後の基板質量とを測定し、その差から質量変化を求めた。そして、この質量変化から求めた基板の厚さの時間当たりの変化を、下記の式を用いて算出した。
(研磨速度(V)の計算式)
Δm=m0−m1
V=Δm/m0 × T0 × 60/t
(式中、Δm(g)は研磨前後の質量変化、m0(g)は研磨前基板の質量、m1(g)は研磨後基板の質量、Vは研磨速度(nm/hr)、T0は研磨前基板の厚さ(nm)、tは研磨時間(min)を表す。)
(実施例)
循環研磨中の研磨液タンク内の研磨液のpHが3.0以下を維持し続けるように、pH調整剤として硝酸水溶液を添加しながら、循環研磨を行った。累積研磨時間に対する研磨速度と研磨液のpHを表1に示す。
循環研磨中の研磨液タンク内の研磨液のpHが3.0以下を維持し続けるように、pH調整剤として硝酸水溶液を添加しながら、循環研磨を行った。累積研磨時間に対する研磨速度と研磨液のpHを表1に示す。
(比較例)
研磨液タンク内の研磨液のpH調整を行うための硝酸水溶液を添加しない以外は、実施例と同様の方法で循環研磨を行った。累積研磨時間に対する研磨速度と研磨液のpHを表2に示す。
研磨液タンク内の研磨液のpH調整を行うための硝酸水溶液を添加しない以外は、実施例と同様の方法で循環研磨を行った。累積研磨時間に対する研磨速度と研磨液のpHを表2に示す。
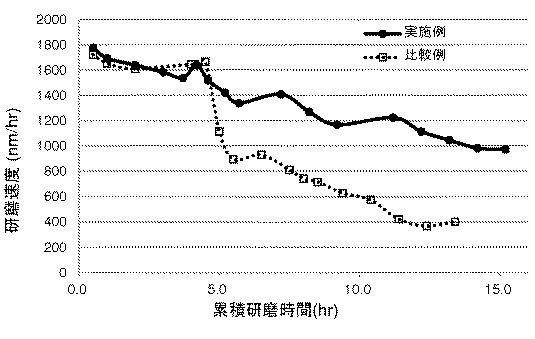
実施例と比較例における累積研磨時間に対する研磨速度のグラフを図4に示す。
表1、2及び図4からわかるように、実施例は研磨液タンク内の研磨液のpHを3以下に維持することで、累積研磨時間が15時間付近においても、研磨速度が1000nm/hr付近と高い研磨速度を維持できているのに対して、比較例は、累積研磨時間が5時間付近で、研磨速度が1000nm/hr付近まで急低下し、その後、累積研磨時間が13時間付近において、400nm/hr付近まで研磨速度が大幅に低下している。
本発明によれば、非酸化物単結晶基板、特にSiC単結晶基板等の硬度が高く化学的安定性の高い化合物半導体基板を、研磨液を循環使用して研磨する方法において、高い研磨速度を維持して、研磨液を長い時間使用することができる。したがって、それらの基板の生産性の向上に寄与することができる。
1…研磨定盤、2…定盤駆動モータ、3…研磨パッド、4…研磨対象物、5…基板保持部材、6…研磨液、7…研磨液タンク、8…研磨液供給手段、9…研磨液供給管、10…研磨装置、11…pH調整剤タンク、12…pH調整剤供給管、13…pH調整剤、14…pH調整剤供給手段、10,20,30…研磨装置、C1…軸心、C2…軸心。
Claims (6)
- 研磨パッドに、過マンガン酸イオンと水を含む研磨液を供給し、非酸化物単結晶基板の被研磨面と前記研磨パッドを接触させ、両者間の相対運動により研磨する方法であり、
前記研磨パッドに供給され研磨に使用された研磨液を回収し、前記回収した研磨液を再び研磨パッドに供給する操作を繰り返し行うことで前記研磨液を循環させるとともに、
前記被研磨面を研磨する時点での前記研磨液のpHを5以下に調整することを特徴とする非酸化物単結晶基板の研磨方法。 - 前記研磨液が砥粒を含まない請求項1に記載の非酸化物単結晶基板の研磨方法。
- 前記研磨パッドが砥粒を含まない請求項1または2に記載の非酸化物単結晶基板の研磨方法。
- 前記被研磨面を研磨する時点での前記研磨液のpHを3以下に調整する請求項1〜3のいずれか1項に記載の非酸化物単結晶基板の研磨方法。
- 前記研磨パッドに供給される前記研磨液中の過マンガン酸イオンの含有割合が0.05質量%以上5質量%以下である請求項1〜4のいずれか1項に記載の非酸化物単結晶基板の研磨方法。
- 前記非酸化物単結晶基板は、炭化ケイ素単結晶基板または窒化ガリウム単結晶基板である請求項1〜5のいずれか1項に記載の非酸化物単結晶基板の研磨方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014062124A JP2014168067A (ja) | 2014-03-25 | 2014-03-25 | 非酸化物単結晶基板の研磨方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014062124A JP2014168067A (ja) | 2014-03-25 | 2014-03-25 | 非酸化物単結晶基板の研磨方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014168067A true JP2014168067A (ja) | 2014-09-11 |
Family
ID=51617585
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014062124A Pending JP2014168067A (ja) | 2014-03-25 | 2014-03-25 | 非酸化物単結晶基板の研磨方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014168067A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109411567A (zh) * | 2018-11-06 | 2019-03-01 | 南京大学 | 一种提升超导纳米线器件超导性能的方法 |
| JP2020505756A (ja) * | 2017-01-05 | 2020-02-20 | キャボット マイクロエレクトロニクス コーポレイション | 炭化ケイ素を研磨するための組成物及び方法 |
| JP2020527851A (ja) * | 2017-07-10 | 2020-09-10 | シンマット, インコーポレーテッドSinmat, Inc. | 硬質研磨粒子を用いない硬質材料研磨 |
| JP2021503170A (ja) * | 2018-10-16 | 2021-02-04 | 山▲東▼天岳先▲進▼科技股▲フン▼有限公司 | 高平坦性、低ダメージの大きな直径の単結晶炭化ケイ素基板及びその製造方法 |
| JP2021077757A (ja) * | 2019-11-08 | 2021-05-20 | 株式会社ディスコ | SiC基板の再生方法 |
-
2014
- 2014-03-25 JP JP2014062124A patent/JP2014168067A/ja active Pending
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020505756A (ja) * | 2017-01-05 | 2020-02-20 | キャボット マイクロエレクトロニクス コーポレイション | 炭化ケイ素を研磨するための組成物及び方法 |
| JP7148521B2 (ja) | 2017-01-05 | 2022-10-05 | シーエムシー マテリアルズ,インコーポレイティド | 炭化ケイ素を研磨するための組成物及び方法 |
| JP2020527851A (ja) * | 2017-07-10 | 2020-09-10 | シンマット, インコーポレーテッドSinmat, Inc. | 硬質研磨粒子を用いない硬質材料研磨 |
| JP7254722B2 (ja) | 2017-07-10 | 2023-04-10 | インテグリス・インコーポレーテッド | 硬質研磨粒子を用いない硬質材料研磨 |
| US11820918B2 (en) | 2017-07-10 | 2023-11-21 | Entegris, Inc. | Hard abrasive particle-free polishing of hard materials |
| JP2021503170A (ja) * | 2018-10-16 | 2021-02-04 | 山▲東▼天岳先▲進▼科技股▲フン▼有限公司 | 高平坦性、低ダメージの大きな直径の単結晶炭化ケイ素基板及びその製造方法 |
| KR20210109665A (ko) * | 2018-10-16 | 2021-09-06 | 에스아이씨씨 컴퍼니 리미티드 | 고평탄도, 저손상 빅직경의 단결정 탄화규소 기판 및 그 제조 방법 |
| KR102471865B1 (ko) * | 2018-10-16 | 2022-11-28 | 에스아이씨씨 컴퍼니 리미티드 | 고평탄도, 저손상 빅직경의 단결정 탄화규소 기판 및 그 제조 방법 |
| JP7298915B2 (ja) | 2018-10-16 | 2023-06-27 | 山▲東▼天岳先▲進▼科技股▲フン▼有限公司 | 単結晶炭化ケイ素基板の製造方法 |
| CN109411567A (zh) * | 2018-11-06 | 2019-03-01 | 南京大学 | 一种提升超导纳米线器件超导性能的方法 |
| JP2021077757A (ja) * | 2019-11-08 | 2021-05-20 | 株式会社ディスコ | SiC基板の再生方法 |
| JP7614707B2 (ja) | 2019-11-08 | 2025-01-16 | 株式会社ディスコ | SiC基板の再生方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5614498B2 (ja) | 非酸化物単結晶基板の研磨方法 | |
| JP5935865B2 (ja) | 炭化ケイ素単結晶基板の製造方法 | |
| US9085714B2 (en) | Polishing agent and polishing method | |
| US20140187043A1 (en) | Polishing agent and polishing method | |
| JP2012248569A (ja) | 研磨剤および研磨方法 | |
| JPWO2013088928A1 (ja) | 洗浄剤、および炭化ケイ素単結晶基板の製造方法 | |
| KR20150120980A (ko) | 연마용 조성물 | |
| JP2014168067A (ja) | 非酸化物単結晶基板の研磨方法 | |
| JP6145501B1 (ja) | 研磨用組成物及びシリコン基板の研磨方法 | |
| JP2014160833A (ja) | 非酸化物単結晶基板の研磨方法 |