JP2014200822A - レーザー加工装置 - Google Patents
レーザー加工装置 Download PDFInfo
- Publication number
- JP2014200822A JP2014200822A JP2013079640A JP2013079640A JP2014200822A JP 2014200822 A JP2014200822 A JP 2014200822A JP 2013079640 A JP2013079640 A JP 2013079640A JP 2013079640 A JP2013079640 A JP 2013079640A JP 2014200822 A JP2014200822 A JP 2014200822A
- Authority
- JP
- Japan
- Prior art keywords
- height position
- workpiece
- laser beam
- chuck table
- light
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/03—Observing, e.g. monitoring, the workpiece
- B23K26/032—Observing, e.g. monitoring, the workpiece using optical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/04—Automatically aligning, aiming or focusing the laser beam, e.g. using the back-scattered light
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/04—Automatically aligning, aiming or focusing the laser beam, e.g. using the back-scattered light
- B23K26/042—Automatically aligning the laser beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/352—Working by laser beam, e.g. welding, cutting or boring for surface treatment
- B23K26/359—Working by laser beam, e.g. welding, cutting or boring for surface treatment by providing a line or line pattern, e.g. a dotted break initiation line
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/50—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for positioning, orientation or alignment
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- General Physics & Mathematics (AREA)
- Laser Beam Processing (AREA)
- Length Measuring Devices By Optical Means (AREA)
Abstract
Description
被加工物を保持するチャックテーブルに保持されたウエーハの上面高さ位置を検出し、ウエーハの上面高さ位置に対応してレーザー光線の集光点位置を制御しつつレーザー加工を施すレーザー加工装置においては、測定範囲が大きく検出速度が速い干渉式高さ位置検出装置を装備することが望ましいが、サファイア基板の表面に発光層が積層されサファイア基板の裏面に輝度を向上させるDBR膜と呼ばれる反射膜が形成されている光デバイスウエーハにおいては、レーザー光線を照射すべきチャックテーブルに保持されたウエーハの上面位置から反射する光と基準光との干渉に乱れが生じて適正なウエーハの上面位置を計測することができない場合があるという問題がある。
該チャックテーブルに保持された被加工物の上面高さ位置を検出する共焦点光学式高さ位置検出手段を備え、
該制御手段は、該共焦点光学式高さ位置検出手段によって検出された該チャックテーブルに保持された被加工物の上面高さ位置と該干渉式高さ位置検出手段によって検出された該チャックテーブルに保持された被加工物の上面高さ位置との差を補正値として設定し、該干渉式高さ位置検出手段によって検出された被加工物の上面高さ位置を該補正値によって補正した高さ位置に基いて該集光点位置調整手段を制御する、
ことを特徴とするレーザー加工装置が提供される。
図4の(a)に示すように検査用レーザー光線発振手段111から発振された円形のスポット形状S1を有する検査用レーザー光線LB1aは、環状スポット形成手段112によって環状のスポット形状S2を有する検査用レーザー光線LB1bに形成される。即ち、環状スポット形成手段112は、直径が2mmのレーザー光線LB1aを例えば外径(D1)が10mm、内径(D2)が8mmの環状のレーザー光線LB1bに拡張するとともに、平行な光線に形成する。環状スポット形成手段112によって環状のスポット形状S2に形成された直線偏光の検査用レーザー光線LB1bは、図3に示すように1/2波長板114によって偏光面が第1のビームスプリッター113に対してS偏光になるように調整され、第1のビームスプリッター113に導かれ、第1のビームスプリッター113によって第2の光路11bに導かれる。第2の光路11bに導かれた検査用レーザー光線LB1bは、ダイクロックミラー116に達し、該ダイクロックミラー116によって図2に示すように上記対物集光レンズ65に向けて反射される。対物集光レンズ65に向けて反射された検査用レーザー光線LB1bは、ダイクロイックミラー92を通過して対物集光レンズ65によって集光される。
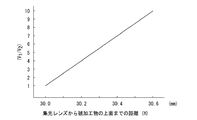
第1の受光素子121に受光される環状スポット形状S3の第1の反射光LB2cは、集光レンズ120によって100%集光されるので受光量は一定であり、第1の受光素子121から出力される電圧値(V1)は一定(例えば10V)となる。一方、第2の受光素子122によって受光される環状スポット形状S3の第1の反射光LB2cは、シリンドリカルレンズ124によって一次元に集光された後、一次元マスク125によって所定の単位長さに規制されて第2の受光素子122に受光されるので、図4の(b)に示すように検査用レーザー光線LB1bが被加工物Wの上面に照射される際に、対物集光レンズ65から被加工物Wの上面までの距離、即ち被加工物Wの高さ位置(厚み)によって第2の受光素子122の受光量は変化する。従って、第2の受光素子122から出力される電圧値(V2)は、検査用レーザー光線LB1bが照射される被加工物Wの上面高さ位置によって変化する。
図8にはレーザー加工される被加工物としての光デバイスウエーハの斜視図および要部断面拡大図が示されている。図8に示す光デバイスウエーハ10は、例えば直径が50mm、厚みが200μmのサファイア基板100の表面に窒化物半導体からなる発光層(エピ層)101が5μmの厚みで積層されている。そして、発光層(エピ層)101が格子状に形成された複数の分割予定ライン102によって区画された複数の領域に発光ダイオード、レーザーダイオード等の光デバイス103が形成されている。この光デバイスウエーハ10を構成するサファイア基板100の裏面には、光デバイス103の輝度を向上させるための酸化珪素等からなる透過性を有するDBR膜と呼ばれる反射膜104が形成されている。
この改質層形成工程を実施するためには、先ずチャックテーブル36を移動して図9の(a)において最上位の分割予定ライン102を対物集光レンズ65の直下に位置付ける。そして、更に図12の(a)で示すように分割予定ライン102の一端(図12の(a)において左端)である送り開始位置座標値(A1)(図9の(a)参照)を対物集光レンズ65の直下に位置付ける。そして、レーザー光線照射手段9を構成する対物集光レンズ65から照射されるパルスレーザー光線の集光点Paを分割予定ライン102の裏面10b(上面)から所定の深さ位置に合わせる。次に、レーザー光線照射手段9を作動し、対物レンズ65からサファイア基板に対して透過性を有する波長のパルスレーザー光線を照射しつつチャックテーブル36を矢印X1で示す方向に所定の加工送り速度で移動せしめる(レーザー加工工程)。そして、図12の(b)で示すように対物集光レンズ65の照射位置が分割予定ライン102の他端(図12の(b)において右端)に達したら、パルスレーザー光線の照射を停止するとともに、チャックテーブル36の移動を停止する。この改質層形成工程においては、制御手段80はメモリに格納されている光デバイスウエーハ10の分割予定ライン102における裏面10b(上面)の高さ位置に基いて、第1の集光点位置調整手段650を制御し、位置検出兼レーザー照射ユニット5をZ軸方向(集光点位置調整方向)に移動し、レーザー光線照射手段9を構成する対物集光レンズ65を図12の(b)で示すように光デバイスウエーハ10の分割予定ライン102における裏面10b(上面)の高さ位置に対応して上下方向に移動せしめる。この結果、光デバイスウエーハ10の内部には、図12の(b)で示すように裏面10b(上面)から所定の深さ位置に裏面10b(上面)と平行に改質層105が形成される。
光源 :LD励起QスイッチNd:YVO4レーザー
波長 :1064nmのパルスレーザー
繰り返し周波数 :100kHz
平均出力 :0.3W
集光スポット径 :φ1μm
加工送り速度 :400mm/秒
3:チャックテーブル機構
36:チャックテーブル
37:加工送り手段
374:加工送り量検出手段
38:第1の割り出し送り手段
4:レーザー光線照射ユニット支持機構
42:可動支持基台
43:第2の割り出し送り手段
5:高さ検出兼レーザー照射ユニット
53:第2の集光点位置調整手段
6:干渉式高さ位置検出手段
61:発光源
62:第1の光分岐手段
63:コリメーションレンズ
64:第2の光分岐手段
65:対物集光レンズ
66:集光レンズ
67:反射ミラー
68:コリメーションレンズ
69:回折格子
70:集光レンズ
71:ラインイメージセンサー
80:制御手段
9:レーザー光線照射手段
91:パルスレーザー光線発振手段
92:ダイクロイックミラー
10:光デバイスウエーハ
11:共焦点光学式高さ位置検出手段
111:検査用レーザー光線発振手段
112:環状スポット形成手段
113:第1のビームスプリッター
114:1/2波長板
115:1/4波長板
116:ダイクロイックミラー
117:ピンホールマスク
118:1/2波長板
119:第2のビームスプリッター
120:集光レンズ
121:第1の受光素子
122:第2の受光素子
123:受光領域規制手段
Claims (1)
- 被加工物を保持する保持面を有するチャックテーブルと、該チャックテーブルに保持された被加工物にレーザー光線を集光して照射する対物集光レンズを備えたレーザー光線照射手段と、該チャックテーブルに保持された被加工物の上面から反射する光と基準光との干渉によって被加工物の上面高さ位置を検出する干渉式高さ位置検出手段と、該対物集光レンズを該チャックテーブルの保持面に対して垂直な方向に移動せしめる集光点位置調整手段と、該干渉式高さ位置検出手段によって検出された被加工物の上面高さ位置に基づいて該集光点位置調整手段を制御する制御手段と、を具備するレーザー加工装置において、
該チャックテーブルに保持された被加工物の上面高さ位置を検出する共焦点光学式高さ位置検出手段を備え、
該制御手段は、該共焦点光学式高さ位置検出手段によって検出された該チャックテーブルに保持された被加工物の上面高さ位置と該干渉式高さ位置検出手段によって検出された該チャックテーブルに保持された被加工物の上面高さ位置との差を補正値として設定し、該干渉式高さ位置検出手段によって検出された被加工物の上面高さ位置を該補正値によって補正した高さ位置に基いて該集光点位置調整手段を制御する、
ことを特徴とするレーザー加工装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013079640A JP6138556B2 (ja) | 2013-04-05 | 2013-04-05 | レーザー加工装置 |
| KR1020140038572A KR102113353B1 (ko) | 2013-04-05 | 2014-04-01 | 레이저 가공 장치 |
| US14/244,391 US9434023B2 (en) | 2013-04-05 | 2014-04-03 | Laser machining apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013079640A JP6138556B2 (ja) | 2013-04-05 | 2013-04-05 | レーザー加工装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014200822A true JP2014200822A (ja) | 2014-10-27 |
| JP6138556B2 JP6138556B2 (ja) | 2017-05-31 |
Family
ID=51653739
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013079640A Active JP6138556B2 (ja) | 2013-04-05 | 2013-04-05 | レーザー加工装置 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US9434023B2 (ja) |
| JP (1) | JP6138556B2 (ja) |
| KR (1) | KR102113353B1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016139724A (ja) * | 2015-01-28 | 2016-08-04 | 株式会社東京精密 | レーザーダイシング装置 |
| JP2018160595A (ja) * | 2017-03-23 | 2018-10-11 | 東芝メモリ株式会社 | ダイシング方法及びレーザー加工装置 |
| JP2019098367A (ja) * | 2017-12-01 | 2019-06-24 | 古河電気工業株式会社 | レーザ加工装置 |
| KR20210085109A (ko) * | 2019-12-30 | 2021-07-08 | (주) 예스티 | 기판 처리 방법 및 기판 처리 장치 |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016131021A1 (en) | 2015-02-12 | 2016-08-18 | Glowforge Inc. | Safety and reliability guarantees for laser fabrication |
| US10509390B2 (en) | 2015-02-12 | 2019-12-17 | Glowforge Inc. | Safety and reliability guarantees for laser fabrication |
| WO2018098394A1 (en) | 2016-11-25 | 2018-05-31 | Glowforge Inc. | Fabrication with image tracing |
| WO2018098397A1 (en) | 2016-11-25 | 2018-05-31 | Glowforge Inc. | Calibration of computer-numerically-controlled machine |
| WO2018098393A1 (en) | 2016-11-25 | 2018-05-31 | Glowforge Inc. | Housing for computer-numerically-controlled machine |
| US12420355B2 (en) | 2016-11-25 | 2025-09-23 | Glowforge Inc. | Laser fabrication with beam detection |
| WO2018098398A1 (en) | 2016-11-25 | 2018-05-31 | Glowforge Inc. | Preset optical components in a computer numerically controlled machine |
| WO2018098399A1 (en) | 2016-11-25 | 2018-05-31 | Glowforge Inc. | Controlled deceleration of moveable components in a computer numerically controlled machine |
| JP6955893B2 (ja) * | 2017-04-25 | 2021-10-27 | 株式会社ディスコ | レーザー加工装置の高さ位置検出ユニットの評価用治具及びレーザー加工装置の高さ位置検出ユニットの評価方法 |
| JP6953242B2 (ja) * | 2017-09-06 | 2021-10-27 | 株式会社ディスコ | 高さ検出装置、及びレーザー加工装置 |
| JP7123652B2 (ja) * | 2018-06-20 | 2022-08-23 | 株式会社ディスコ | レーザー加工装置 |
| EP3670067B1 (de) * | 2018-12-20 | 2022-07-27 | Etel S.A. | Positioniereinrichtung in portalbauweise |
| JP7347793B2 (ja) | 2019-11-13 | 2023-09-20 | 株式会社ディスコ | 撮像装置 |
| JP7355637B2 (ja) * | 2019-12-16 | 2023-10-03 | 株式会社ディスコ | 検出装置 |
| CN112452953B (zh) * | 2020-11-19 | 2023-04-11 | 哈尔滨工大焊接科技有限公司 | 智能激光清洗工作头 |
| CN112872581A (zh) * | 2021-01-22 | 2021-06-01 | 华东师范大学 | 一种ccd相机实时监测共点和同时信号的方法及其系统 |
| US11698622B2 (en) | 2021-03-09 | 2023-07-11 | Glowforge Inc. | Previews for computer numerically controlled fabrication |
| CN116765643B (zh) * | 2023-07-10 | 2024-03-12 | 普希斯(广州)科技股份有限公司 | 基于焊接检测光路的光束调节、光信号处理方法及装置 |
| KR102881270B1 (ko) | 2025-06-10 | 2025-11-06 | 주식회사 블루타일랩 | 검사 및 가공의 동시 수행이 가능한 통합 레이저 장치 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07248203A (ja) * | 1994-03-09 | 1995-09-26 | Citizen Watch Co Ltd | 複合計測機能を有するレーザ走査顕微鏡 |
| JP2008281492A (ja) * | 2007-05-11 | 2008-11-20 | Olympus Corp | 3次元形状測定装置 |
| JP2009063446A (ja) * | 2007-09-06 | 2009-03-26 | Disco Abrasive Syst Ltd | チャックテーブルに保持された被加工物の高さ位置検出装置 |
| JP2011122894A (ja) * | 2009-12-09 | 2011-06-23 | Disco Abrasive Syst Ltd | チャックテーブルに保持された被加工物の計測装置およびレーザー加工機 |
| JP2012002604A (ja) * | 2010-06-15 | 2012-01-05 | Disco Abrasive Syst Ltd | チャックテーブルに保持された被加工物の高さ位置計測装置およびレーザー加工機 |
| JP2014001964A (ja) * | 2012-06-15 | 2014-01-09 | Keyence Corp | 形状測定装置および形状測定方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2890882B2 (ja) * | 1990-04-06 | 1999-05-17 | キヤノン株式会社 | 位置付け方法、半導体デバイスの製造方法及びそれを用いた投影露光装置 |
| JP3408805B2 (ja) | 2000-09-13 | 2003-05-19 | 浜松ホトニクス株式会社 | 切断起点領域形成方法及び加工対象物切断方法 |
| JP2008170366A (ja) * | 2007-01-15 | 2008-07-24 | Disco Abrasive Syst Ltd | チャックテーブルに保持された被加工物の計測装置およびレーザー加工機 |
| KR101587226B1 (ko) * | 2008-07-31 | 2016-01-20 | 신에쯔 한도타이 가부시키가이샤 | 웨이퍼의 연마 방법 및 양면 연마 장치 |
| JP6328513B2 (ja) * | 2014-07-28 | 2018-05-23 | 株式会社ディスコ | ウエーハの加工方法 |
-
2013
- 2013-04-05 JP JP2013079640A patent/JP6138556B2/ja active Active
-
2014
- 2014-04-01 KR KR1020140038572A patent/KR102113353B1/ko active Active
- 2014-04-03 US US14/244,391 patent/US9434023B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07248203A (ja) * | 1994-03-09 | 1995-09-26 | Citizen Watch Co Ltd | 複合計測機能を有するレーザ走査顕微鏡 |
| JP2008281492A (ja) * | 2007-05-11 | 2008-11-20 | Olympus Corp | 3次元形状測定装置 |
| JP2009063446A (ja) * | 2007-09-06 | 2009-03-26 | Disco Abrasive Syst Ltd | チャックテーブルに保持された被加工物の高さ位置検出装置 |
| JP2011122894A (ja) * | 2009-12-09 | 2011-06-23 | Disco Abrasive Syst Ltd | チャックテーブルに保持された被加工物の計測装置およびレーザー加工機 |
| JP2012002604A (ja) * | 2010-06-15 | 2012-01-05 | Disco Abrasive Syst Ltd | チャックテーブルに保持された被加工物の高さ位置計測装置およびレーザー加工機 |
| JP2014001964A (ja) * | 2012-06-15 | 2014-01-09 | Keyence Corp | 形状測定装置および形状測定方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016139724A (ja) * | 2015-01-28 | 2016-08-04 | 株式会社東京精密 | レーザーダイシング装置 |
| JP2018160595A (ja) * | 2017-03-23 | 2018-10-11 | 東芝メモリ株式会社 | ダイシング方法及びレーザー加工装置 |
| JP2019098367A (ja) * | 2017-12-01 | 2019-06-24 | 古河電気工業株式会社 | レーザ加工装置 |
| JP6998745B2 (ja) | 2017-12-01 | 2022-01-18 | 古河電気工業株式会社 | レーザ加工装置 |
| KR20210085109A (ko) * | 2019-12-30 | 2021-07-08 | (주) 예스티 | 기판 처리 방법 및 기판 처리 장치 |
| KR102286670B1 (ko) * | 2019-12-30 | 2021-08-09 | (주) 예스티 | 기판 처리 방법 및 기판 처리 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6138556B2 (ja) | 2017-05-31 |
| KR20140122181A (ko) | 2014-10-17 |
| US20140299586A1 (en) | 2014-10-09 |
| KR102113353B1 (ko) | 2020-05-20 |
| US9434023B2 (en) | 2016-09-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6138556B2 (ja) | レーザー加工装置 | |
| JP6148075B2 (ja) | レーザー加工装置 | |
| JP5248825B2 (ja) | チャックテーブルに保持された被加工物の高さ位置検出装置 | |
| US7564570B2 (en) | Height position detector for work held on chuck table | |
| JP5583981B2 (ja) | レーザー加工方法 | |
| TWI768091B (zh) | 高度檢測裝置及雷射加工裝置 | |
| KR101280744B1 (ko) | 척 테이블에 유지된 피가공물의 계측 장치 및 레이저가공기 | |
| JP5513272B2 (ja) | チャックテーブルに保持された被加工物の高さ位置計測装置およびレーザー加工機 | |
| US8049133B2 (en) | Laser beam machining apparatus | |
| CN101658977B (zh) | 激光加工装置和激光加工方法 | |
| JP5243098B2 (ja) | レーザー加工装置 | |
| US20090266802A1 (en) | Laser processing apparatus | |
| JP2011122894A (ja) | チャックテーブルに保持された被加工物の計測装置およびレーザー加工機 | |
| JP2011237348A (ja) | チャックテーブルに保持された被加工物の高さ位置計測装置およびレーザー加工機 | |
| JP4977411B2 (ja) | レーザー加工装置 | |
| JP2009283753A (ja) | ウエーハのレーザー加工方法およびレーザー加工装置 | |
| JP2013013912A (ja) | レーザー光線照射装置 | |
| JP6113477B2 (ja) | ウエーハのレーザー加工方法およびレーザー加工装置 | |
| JP2023013750A (ja) | レーザ加工装置及びその制御方法 | |
| JP2011196785A (ja) | チャックテーブルに保持された被加工物の計測装置およびレーザー加工機 | |
| JP2013022614A (ja) | レーザー加工装置 | |
| JP5940936B2 (ja) | レーザー加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160217 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170117 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170314 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170404 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170426 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6138556 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |