JP2014229572A - 端子付電線 - Google Patents
端子付電線 Download PDFInfo
- Publication number
- JP2014229572A JP2014229572A JP2013110546A JP2013110546A JP2014229572A JP 2014229572 A JP2014229572 A JP 2014229572A JP 2013110546 A JP2013110546 A JP 2013110546A JP 2013110546 A JP2013110546 A JP 2013110546A JP 2014229572 A JP2014229572 A JP 2014229572A
- Authority
- JP
- Japan
- Prior art keywords
- water stop
- terminal
- wire
- tube
- intermediate portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 101
- 239000012790 adhesive layer Substances 0.000 claims abstract description 23
- 229920001169 thermoplastic Polymers 0.000 claims abstract description 8
- 239000004416 thermosoftening plastic Substances 0.000 claims abstract description 8
- 238000000576 coating method Methods 0.000 claims description 21
- 239000011248 coating agent Substances 0.000 claims description 20
- 238000009413 insulation Methods 0.000 claims description 10
- 229910052782 aluminium Inorganic materials 0.000 claims description 7
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 7
- 239000010949 copper Substances 0.000 claims description 6
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 5
- 229910052802 copper Inorganic materials 0.000 claims description 5
- 239000010410 layer Substances 0.000 claims description 5
- 230000007797 corrosion Effects 0.000 abstract description 9
- 238000005260 corrosion Methods 0.000 abstract description 9
- 238000003825 pressing Methods 0.000 abstract description 8
- 230000015572 biosynthetic process Effects 0.000 abstract description 4
- 229910052751 metal Inorganic materials 0.000 description 22
- 239000002184 metal Substances 0.000 description 22
- 238000010438 heat treatment Methods 0.000 description 9
- 239000007788 liquid Substances 0.000 description 9
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 230000008602 contraction Effects 0.000 description 5
- 238000002788 crimping Methods 0.000 description 5
- 238000000034 method Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 2
- 230000000903 blocking effect Effects 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910001369 Brass Inorganic materials 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- 229910001128 Sn alloy Inorganic materials 0.000 description 1
- 229910052797 bismuth Inorganic materials 0.000 description 1
- JCXGWMGPZLAOME-UHFFFAOYSA-N bismuth atom Chemical compound [Bi] JCXGWMGPZLAOME-UHFFFAOYSA-N 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 239000003792 electrolyte Substances 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 230000009545 invasion Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
Images




Landscapes
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
Abstract
Description
まず、図1〜3を参照しつつ、第1実施形態に係る端子付電線1の構成について説明する。端子付電線1は、絶縁電線9と、その端部に取り付けられた端子金具8と、絶縁電線9の端部を覆う熱収縮タイプの止水チューブ3とを備える。
絶縁電線9は、長尺な導体である芯線91と、その芯線91の周囲を覆う絶縁体である絶縁被覆92とを有する。通常、芯線91は、複数の細い素線が撚り合わされた撚り線であるが、芯線91が単線であることも考えられる。
端子金具8は絶縁電線9の端部に接続されている。端子金具8は、少なくとも接点部81、中間部82及び芯線接続部83を有している。本実施形態における端子金具8は、さらに被覆圧着部84を有している。
端子付電線1は、芯線91の腐食を防ぐために液体の浸入を防ぐ止水構造を備えている。端子付電線1における止水構造は止水チューブ3を含む。
次に、図6を参照しつつ、第2実施形態に係る端子付電線1Aについて説明する。この端子付電線1Aは、図1,2に示された端子付電線1と比較して、複数の絶縁電線9を備えている点が異なる。図6において、図1〜5に示される構成要素と同じ構成要素は、同じ参照符号が付されている。以下、端子付電線1Aにおける端子付電線1と異なる点についてのみ説明する。なお、図6は端子付電線1Aの平面図である。
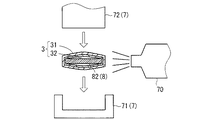
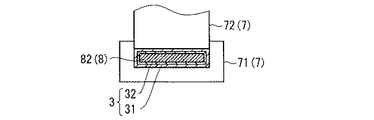
端子付電線1,1Aにおいて、熱収縮タイプの止水チューブ3は、止水領域に位置する絶縁電線9及び端子金具8,8Aに密着している。また、止水チューブ3には、端子金具8,8Aの板状の中間部82を横断するプレス跡33が形成されている。
端子付電線1において、芯線接続部83が、芯線91の端部にかしめられることによって圧着される部分であることも考えられる。また、各実施形態において、端子金具8が被覆圧着部84を備えていないことも考えられる。
2 被覆間止水部材
3 止水チューブ
7 プレス部材
8,8A 端子金具
9 絶縁電線
31 熱収縮チューブ
32 接着剤層
33 プレス跡
70 熱風送風機
71 第一金属部材(プレス部材)
72 第二金属部材(プレス部材)
81 接点部
82 中間部
83,83A 芯線接続部
84 被覆圧着部
90 電線束
91 芯線
92 絶縁被覆
811 孔
910 芯線の接合部
Claims (3)
- 絶縁電線と、
前記絶縁電線の芯線の端部が接続された芯線接続部と該芯線接続部に連なる板状の中間部と該中間部に連なり接続相手に直接接続される接点部とを有する端子金具と、
熱収縮チューブと該熱収縮チューブの内側面に形成された熱可塑性の接着剤の層とを含む2層構造を有し、熱を受けて収縮した状態で、前記絶縁電線及び前記端子金具における前記絶縁電線の絶縁被覆の部分から前記中間部までに亘る止水領域に密着して前記止水領域を覆う止水チューブと、を備え、
前記止水チューブに、前記接着剤の層が軟化した状態で前記端子金具の前記中間部に押し付けられた跡であるプレス跡が前記中間部を横断して形成されている、端子付電線。 - 請求項1に記載の端子付電線であって、
前記止水チューブの前記プレス跡は、前記中間部の全周方向に亘って環状に形成されている、端子付電線。 - 請求項1又は請求項2のいずれかに記載の端子付電線であって、
前記絶縁電線の前記芯線はアルミニウムを主成分とする部材であり、
前記端子金具は銅を主成分とする部材である、端子付電線。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013110546A JP2014229572A (ja) | 2013-05-27 | 2013-05-27 | 端子付電線 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013110546A JP2014229572A (ja) | 2013-05-27 | 2013-05-27 | 端子付電線 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014229572A true JP2014229572A (ja) | 2014-12-08 |
Family
ID=52129234
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013110546A Pending JP2014229572A (ja) | 2013-05-27 | 2013-05-27 | 端子付電線 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014229572A (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010165630A (ja) * | 2009-01-19 | 2010-07-29 | Autonetworks Technologies Ltd | 端子付き電線 |
| JP2012059521A (ja) * | 2010-09-08 | 2012-03-22 | Auto Network Gijutsu Kenkyusho:Kk | コネクタ、端子金具付き電線、および端子金具 |
-
2013
- 2013-05-27 JP JP2013110546A patent/JP2014229572A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010165630A (ja) * | 2009-01-19 | 2010-07-29 | Autonetworks Technologies Ltd | 端子付き電線 |
| JP2012059521A (ja) * | 2010-09-08 | 2012-03-22 | Auto Network Gijutsu Kenkyusho:Kk | コネクタ、端子金具付き電線、および端子金具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6056686B2 (ja) | 端子金具及びワイヤーハーネス | |
| US20180076532A1 (en) | Crimp terminal and wire with crimp terminal | |
| JP6673404B2 (ja) | 導電部材 | |
| JP2013246886A (ja) | 端子付き電線およびその製造方法、ならびに治具 | |
| JP6142807B2 (ja) | ワイヤーハーネス | |
| JP2010123449A (ja) | 端子金具付き電線及びその製造方法 | |
| WO2017010240A1 (ja) | モールド部付電線及びモールド部付電線製造方法 | |
| JP5742704B2 (ja) | 端子付電線 | |
| JP5962589B2 (ja) | 端子付電線 | |
| JP6996974B2 (ja) | 端子付き電線および端子付き電線の製造方法 | |
| JP2017084600A (ja) | 端子付電線及び端子付電線の製造方法 | |
| JP5589779B2 (ja) | 端子金具付き電線、及び端子金具付き電線の製造方法 | |
| JP2016110901A (ja) | ワイヤーハーネスの接続端子構造 | |
| JP2014203725A (ja) | 端子付電線 | |
| JP2014191951A (ja) | 端子付電線 | |
| JP2014229586A (ja) | ワイヤハーネス | |
| JP6127801B2 (ja) | ワイヤハーネスの製造方法 | |
| JP5907119B2 (ja) | ワイヤハーネスの製造方法及びワイヤハーネス | |
| JP2014229572A (ja) | 端子付電線 | |
| JP2015156353A (ja) | ワイヤーハーネス | |
| WO2019155705A1 (ja) | 熱収縮チューブ付電線 | |
| JP2023127199A (ja) | ワイヤハーネス | |
| JP2015015205A (ja) | 止水チューブ及びワイヤハーネス製造方法 | |
| JP2015076329A (ja) | 端子付電線 | |
| JP2015032440A (ja) | ワイヤハーネス |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150529 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160217 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160301 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160427 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160607 |