JP2014237152A - 大型ピストンリングの製造方法、大型ピストンリング素材、及び大型ピストンリング。 - Google Patents
大型ピストンリングの製造方法、大型ピストンリング素材、及び大型ピストンリング。 Download PDFInfo
- Publication number
- JP2014237152A JP2014237152A JP2013120497A JP2013120497A JP2014237152A JP 2014237152 A JP2014237152 A JP 2014237152A JP 2013120497 A JP2013120497 A JP 2013120497A JP 2013120497 A JP2013120497 A JP 2013120497A JP 2014237152 A JP2014237152 A JP 2014237152A
- Authority
- JP
- Japan
- Prior art keywords
- piston ring
- large piston
- ring
- manufacturing
- cylindrical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Pistons, Piston Rings, And Cylinders (AREA)
- Forging (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
Description
K=3・Ft・d12/(E・h1・a13)
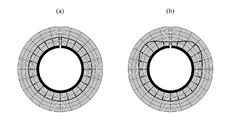
ここで、Ftはリング張力、d1は呼び径、Eはヤング率、h1はリング幅寸法、a1はリング厚さ寸法である。この式から、リングの追従性は、リング本体の寸法、特に厚さ寸法(a1)の3乗に反比例するため、厚さ寸法(a1)をできるだけ小さくすることが好ましく、結果的に、図6に示すような形状(「M型形状」又は「I型形状」ともいう。)をとることが好ましい。よって、本発明の第2の大型ピストンリングの製造方法では、オイルリングに特徴的なM型形状又はI型形状にできるだけ近い素材形状とするため、第2の円筒状素材が軸と直角な断面で円形形状であり、外周面及び内周面に軸方向に一定間隔で形成された複数の凹部を有するように、第3の熱間鍛造工程において、異形形状の主ロールとマンドレルを使用することが好ましい。
材料組成が、質量%で、C:0.36%、Si:0.27%、Mn:0.51%、P:0.029%、S:0.024%、Ni:0.25%、Cr:12.08%で、外径110 mm、長さ200 mmの棒鋼を、1000℃に加熱し、外径約165 mm、高さ約90 mmの円板状成形体にプレス成形し、さらに、コアポンチにより中央部に凹部を形成し、それを貫通、穴開けして、外径約180 mm、内径約50 mmの第1の円筒状素材を作製した。次に、第1の円筒状素材を、高周波誘導加熱装置により再度加熱し、リングローリングミルにセットし、リングローリング加工により外径約353 mm、内径約311 mm、幅約90 mmの第2の円筒状素材を作製した。この第2の円筒状素材を750℃、21時間の球状化焼鈍後、ショットブラストによる酸化スケールの除去後、長径352 mm、短径346 mmの非円形形状(カム形状)に内外周を同時に粗加工した後、突切加工して非円形形状のリングを5本得た。1000℃からの焼入、600℃、3時間の焼戻しの後、仕上加工を施して、呼び径(d1)330 mm、幅(h1)7 mm、厚さ(a1)10 mmの矩形断面で外周面がバレル形状、二重段付合口形状の圧力リングとした。次に、570℃、4時間のガス窒化によりリング全面に窒化層を約100μm形成し、さらに外周には、アークイオンプレーティングによりCrN層を約50μm形成した。ここで、ガス窒化により表面に生成した化合物層(白層)は研削除去した。
熱ヘタリ試験は、JIS B 8037-5に基づく。最初に張力を測定し、呼称径にリングを閉じて300℃で3時間加熱した後、再度張力を測定して、その減退率(JISでは接線方向張力減退度)を評価することによって行われる。実施例1の5本のリングについて行った結果、熱ヘタリ率の平均値は3.6%であり、いずれも4%以内で、バラツキも小さかった。
材料組成が、質量%で、C:3.8%、Si:2.6%、Mn:0.5%、P:0.16%、S:0.01%、Mo:0.72%、Cu:0.68%の鋳鉄から、溶解、鋳造して第2の円筒状素材に該当する鋳鉄製素材を作製し、窒化処理及びイオンプレーティング処理を省略した以外は、実施例1と同様にして、圧力リングを作製した。実施例1と同様にして熱ヘタリ試験を行った結果、熱ヘタリ率の平均値は7.2%であり、実施例1と比較すると、実施例1の耐熱ヘタリ性が著しく向上したことがわかる。
実施例1と同じ組成の鋼材を用い、リングローリング加工により外径約348 mm、内径約319 mm、幅約125 mmの第2の円筒状素材を作製し、さらに、その円筒状素材を再度加熱し、軸に直角な方向にプレス成形して、長軸351 mm、短軸345 mmの非円形形状の円筒状素材に成形した。なお、このプレス成形では、所定の楕円形状をした下型及び上型を使用した。得られた非円形形状の円筒状素材は、実施例1と同様にして、球状化焼鈍し、ショットブラストによる酸化スケールの除去後、内外周同時加工、突切加工して非円形形状のリングを5本得た。実施例1と同様に、焼入、焼戻しの後、仕上加工を行い、さらに窒化処理とイオンプレーティング処理を施して、圧力リングとした。実施例1に比べ、実施例2では、内外周同時加工の加工時間が約1/5に短縮された。
実施例1で作製した、外径約353 mm、内径約311 mm、幅約90 mmの第2の円筒状素材から、呼び径330 mm、幅(h1)6.0 mm、厚さ(a1)4.5 mmの図6に示すようなI型形状のオイルリング本体を旋削加工により作製した。表面処理は、オイルリング本体全面に窒化処理を施した。
実施例1で作製した、外径約180 mm、内径約50 mmの第1の円筒状素材から、リングローリング加工により外径約300 mm、内径約280 mmの第2の円筒状素材を作製し、さらに、図7に示すような断面の第2の円筒状素材が成形できるような形状をもつ主ロール及びマンドレルを使用してリングローリング加工を行い、外径約333 mm、内径約317 mmのオイルリング本体の素材を作製した。突切加工、熱処理、仕上加工、窒化処理等を行い、実施例2と同様なオイルリング本体を作製した。実施例3に比べ、実施例4では、加工時間を大幅に低減することができた。
材料組成が、質量%で、C:0.86%、Si:0.27%、Mn:0.29%、P:0.024%、S:0.018%、Cr:17.3%、Mo:0.89%、V:0.11%の鋼材を使用した以外は、実施例2と同様にして、非円形形状の圧力リングを5本作製した。実施例1と同様にして熱ヘタリ試験を行った結果、熱ヘタリ率の平均値は2.9%であり、実施例1以上の耐熱ヘタリ性を有していたことがわかる。
2 円板状成形体
3 第1の円筒状素材
4 第2の円筒状素材(大型ピストンリング素材)
5 被加工材
6 主ロール
7 マンドレル
8 アキシャルロール
9 バックアップロール
10 自由形状素材(第1の大型ピストンリング素材)
11 合口
12 オイルリング本体
13 コイルエキスパンダ
14 レール部
15 第2の大型ピストンリング素材
Claims (12)
- 大型ピストンリングの製造方法であって、所定の長さに切断された鋼製の円柱状素材を加熱し、プレス成形によって円板状成形体に据込み加工する第1の熱間鍛造工程と、前記円板状成形体からコアポンチにより中央部に凹部を形成し穴開け加工して第1の円筒状素材に加工する第2の熱間鍛造工程と、前記第1の円筒状素材からリングローリングミルにより拡径した第2の円筒状素材に加工する第3の熱間鍛造工程と、前記第2の円筒状素材からピストンリングに加工する機械加工工程を含むことを特徴とする大型ピストンリングの製造方法。
- 請求項1に記載の大型ピストンリングの製造方法において、前記円筒状素材が軸に直角な断面で非円形形状を有するように、前記第3の熱間鍛造工程の後に、前記第2の円筒状素材の軸に直角な方向にプレス成形することを特徴とする大型ピストンリングの製造方法。
- 請求項2に記載の大型ピストンリングの製造方法において、前記大型ピストンリングがシリンダに装着されたとき、自己張力に基づく面圧が発生することを特徴とする大型ピストンリングの製造方法。
- 請求項1に記載の大型ピストンリングの製造方法において、前記大型ピストンリングが張力を付与するためのコイルエキスパンダと組合せられることを特徴とする大型ピストンリングの製造方法。
- 請求項4に記載の大型ピストンリングの製造方法において、前記第2の円筒状素材が軸と直角な断面で円形形状であり、外周面及び内周面に軸方向に一定間隔で形成された複数の凹部を有するように、前記第3の熱間鍛造工程において、異形形状の主ロールとマンドレルを使用することを特徴とする大型ピストンリングの製造方法。
- 請求項1〜5のいずれかに記載の大型ピストンリングの製造方法において、前記素材が、質量%で、C:0.2〜1.0%、Si:0.1〜1.0%、Mn:0.1〜1.0%、P:0〜0.045%、S:0〜0.03%、Cr:10〜20%、Ni:0〜0.6%、Mo:0〜1.5%、V:0〜0.15%、残部:Fe及び不可避的不純物からなるマルテンサイト系ステンレス鋼であることを特徴とする大型ピストンリングの製造方法。
- 請求項6に記載の大型ピストンリングの製造方法において、前記熱間鍛造における各素材の温度が900〜1250℃の範囲にあることを特徴とする大型ピストンリングの製造方法。
- 請求項6又は7に記載の大型ピストンリングの製造方法において、前記大型ピストンリングの少なくとも側面に窒化層を形成する窒化処理を施すことを特徴とする大型ピストンリングの製造方法。
- 請求項6〜8のいずれかに記載の大型ピストンリングの製造方法において、前記大型ピストンリングの少なくとも外周面に硬質窒化クロムを主体とする被覆層を形成するイオンプレーティング処理を施すことを特徴とする大型ピストンリングの製造方法。
- 大型ピストンリング用の円筒状の鋼素材であって、質量%で、C:0.2〜1.0%、Si:0.1〜1.0%、Mn:0.1〜1.0%、P:0〜0.045%、S:0〜0.03%、Cr:10〜20%、Ni:0〜0.6%、Mo:0〜1.5%、V:0〜0.15%、残部:Fe及び不可避的不純物からなるマルテンサイト系ステンレス鋼からなり、前記鋼素材の軸に垂直な断面が非円形形状であることを特徴とする大型ピストンリング素材。
- 大型ピストンリング用の円筒状の鋼素材であって、質量%で、C:0.2〜1.0%、Si:0.1〜1.0%、Mn:0.1〜1.0%、P:0〜0.045%、S:0〜0.03%、Cr:10〜20%、Ni:0〜0.6%、Mo:0〜1.5%、V:0〜0.15%、残部:Fe及び不可避的不純物からなるマルテンサイト系ステンレス鋼からなり、前記鋼素材が軸と直角な断面で円形形状であり、外周面及び内周面が軸方向に一定間隔で形成された複数の凹部を有していることを特徴とする大型ピストンリング素材。
- 呼び径が200 mm以上1100 mm未満の大型ピストンリングであって、質量%で、C:0.2〜1.0%、Si:0.1〜1.0%、Mn:0.1〜1.0%、P:0〜0.045%、S:0〜0.03%、Cr:10〜20%、Ni:0〜0.6%、Mo:0〜1.5%、V:0〜0.15%、残部:Fe及び不可避的不純物からなるマルテンサイト系ステンレス鋼からなり、焼戻マルテンサイト中にクロム炭化物を分散した組織を有し、熱ヘタリ率が4%以下であることを特徴とする大型ピストンリング。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013120497A JP6312988B2 (ja) | 2013-06-07 | 2013-06-07 | 大型ピストンリングの製造方法、大型ピストンリング素材、及び大型ピストンリング。 |
| CN201480030692.2A CN105283697B (zh) | 2013-06-07 | 2014-06-05 | 活塞环及其原料以及它们的制造方法 |
| PCT/JP2014/065010 WO2014196614A1 (ja) | 2013-06-07 | 2014-06-05 | ピストンリング及びその素材並びにそれらの製造方法 |
| CN201710243543.XA CN107262641A (zh) | 2013-06-07 | 2014-06-05 | 活塞环的制造方法 |
| CN201710243544.4A CN107255053B (zh) | 2013-06-07 | 2014-06-05 | 活塞环用原料 |
| CN201710243454.5A CN107269836A (zh) | 2013-06-07 | 2014-06-05 | 活塞环用原料 |
| EP14807123.6A EP3006787A4 (en) | 2013-06-07 | 2014-06-05 | Piston ring, raw material therefor, and production method for both |
| KR1020167000225A KR20160029793A (ko) | 2013-06-07 | 2014-06-05 | 피스톤 링 및 그 소재 및 그 제조 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013120497A JP6312988B2 (ja) | 2013-06-07 | 2013-06-07 | 大型ピストンリングの製造方法、大型ピストンリング素材、及び大型ピストンリング。 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014237152A true JP2014237152A (ja) | 2014-12-18 |
| JP2014237152A5 JP2014237152A5 (ja) | 2016-07-21 |
| JP6312988B2 JP6312988B2 (ja) | 2018-04-18 |
Family
ID=52134792
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013120497A Active JP6312988B2 (ja) | 2013-06-07 | 2013-06-07 | 大型ピストンリングの製造方法、大型ピストンリング素材、及び大型ピストンリング。 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6312988B2 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017088959A (ja) * | 2015-11-10 | 2017-05-25 | 大同Dmソリューション株式会社 | 窒化部品の製造方法及び窒化部品 |
| KR101898845B1 (ko) * | 2018-06-25 | 2018-09-14 | 이한봉 | 수지링 가공장치 및 가공방법 |
| CN111299495A (zh) * | 2020-03-11 | 2020-06-19 | 伊莱特能源装备股份有限公司 | 一种过渡段的绿色锻造工艺方法 |
| JP2020533180A (ja) * | 2017-09-15 | 2020-11-19 | 中国原子能科学研究院China Institute Of Atomic Energy | モジュール式金属の構築成形方法 |
| JP2020533179A (ja) * | 2017-09-15 | 2020-11-19 | 中国原子能科学研究院China Institute Of Atomic Energy | 大型環状鍛造品の製造プロセス |
| CN113334026A (zh) * | 2021-05-12 | 2021-09-03 | 山西昊坤法兰股份有限公司 | 一种能消除变形及降低材料消耗的00Cr22Ni5Mo3N锁圈加工工艺方法 |
| JP2021143388A (ja) * | 2020-03-12 | 2021-09-24 | 日鉄ステンレス株式会社 | 耐久性に優れた高強度・高耐食性のマルテンサイト系ステンレス鋼及びその製造方法 |
| CN114406604A (zh) * | 2021-11-18 | 2022-04-29 | 中国航发哈尔滨轴承有限公司 | 一种控制金属流线沿沟道分布的偏心球轴承外圈的成形方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5846542B2 (ja) * | 1980-01-08 | 1983-10-17 | 日立金属株式会社 | スチ−ル製ピストンリング材 |
| JPH02217667A (ja) * | 1989-02-17 | 1990-08-30 | Honda Motor Co Ltd | 内燃機関用繊維強化ピストンリング |
| JP2002348639A (ja) * | 2001-05-21 | 2002-12-04 | Aichi Steel Works Ltd | イオンプレーティング処理に適した疲労強度,耐熱へたり性に優れたピストンリング用鋼 |
| JP2003254157A (ja) * | 2002-03-05 | 2003-09-10 | Nippon Piston Ring Co Ltd | ピストンリング |
| JP2005314744A (ja) * | 2004-04-28 | 2005-11-10 | Nippon Koshuha Steel Co Ltd | ピストンリング用材料及びその材料を用いたピストンリング |
-
2013
- 2013-06-07 JP JP2013120497A patent/JP6312988B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5846542B2 (ja) * | 1980-01-08 | 1983-10-17 | 日立金属株式会社 | スチ−ル製ピストンリング材 |
| JPH02217667A (ja) * | 1989-02-17 | 1990-08-30 | Honda Motor Co Ltd | 内燃機関用繊維強化ピストンリング |
| JP2002348639A (ja) * | 2001-05-21 | 2002-12-04 | Aichi Steel Works Ltd | イオンプレーティング処理に適した疲労強度,耐熱へたり性に優れたピストンリング用鋼 |
| JP2003254157A (ja) * | 2002-03-05 | 2003-09-10 | Nippon Piston Ring Co Ltd | ピストンリング |
| JP2005314744A (ja) * | 2004-04-28 | 2005-11-10 | Nippon Koshuha Steel Co Ltd | ピストンリング用材料及びその材料を用いたピストンリング |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017088959A (ja) * | 2015-11-10 | 2017-05-25 | 大同Dmソリューション株式会社 | 窒化部品の製造方法及び窒化部品 |
| JP2020533180A (ja) * | 2017-09-15 | 2020-11-19 | 中国原子能科学研究院China Institute Of Atomic Energy | モジュール式金属の構築成形方法 |
| JP2020533179A (ja) * | 2017-09-15 | 2020-11-19 | 中国原子能科学研究院China Institute Of Atomic Energy | 大型環状鍛造品の製造プロセス |
| KR101898845B1 (ko) * | 2018-06-25 | 2018-09-14 | 이한봉 | 수지링 가공장치 및 가공방법 |
| CN111299495A (zh) * | 2020-03-11 | 2020-06-19 | 伊莱特能源装备股份有限公司 | 一种过渡段的绿色锻造工艺方法 |
| JP2021143388A (ja) * | 2020-03-12 | 2021-09-24 | 日鉄ステンレス株式会社 | 耐久性に優れた高強度・高耐食性のマルテンサイト系ステンレス鋼及びその製造方法 |
| CN113334026A (zh) * | 2021-05-12 | 2021-09-03 | 山西昊坤法兰股份有限公司 | 一种能消除变形及降低材料消耗的00Cr22Ni5Mo3N锁圈加工工艺方法 |
| CN113334026B (zh) * | 2021-05-12 | 2022-08-09 | 山西昊坤法兰股份有限公司 | 一种能消除变形及降低材料消耗的00Cr22Ni5Mo3N锁圈加工工艺方法 |
| CN114406604A (zh) * | 2021-11-18 | 2022-04-29 | 中国航发哈尔滨轴承有限公司 | 一种控制金属流线沿沟道分布的偏心球轴承外圈的成形方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6312988B2 (ja) | 2018-04-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6312988B2 (ja) | 大型ピストンリングの製造方法、大型ピストンリング素材、及び大型ピストンリング。 | |
| WO2014196614A1 (ja) | ピストンリング及びその素材並びにそれらの製造方法 | |
| JP2014237152A5 (ja) | ||
| CN102356257B (zh) | 可氮化活塞环 | |
| JP5497798B2 (ja) | ピストンリングおよびシリンダスリーブを製造するための鋼材組成物 | |
| CN106111874B (zh) | 一种机动车用轴承锻件的加工方法 | |
| CN104152916A (zh) | 热冲压专用超高热导率耐磨模具钢热处理和等离子氮碳共渗表面处理工艺方法 | |
| JP5683497B2 (ja) | ピストンリングおよびシリンダスリーブを製造するための鋼材組成物 | |
| JP6590213B2 (ja) | 冷間加工用金型の製造方法 | |
| JP2015108417A5 (ja) | ||
| JP2015108417A (ja) | 大型ピストンリング及びその素材並びにそれらの製造方法。 | |
| JP6475416B2 (ja) | ピストンリング及びその製造方法 | |
| WO2012176834A1 (ja) | 圧力リング及びその製造方法 | |
| CA2683328C (en) | Method for producing a crankshaft, in particular for diesel engines | |
| CN106367690A (zh) | 一种制冷压缩机用滚动活塞及其制造方法 | |
| JP6313601B2 (ja) | ピストンリング及びその製造方法 | |
| JP4533613B2 (ja) | ロールバレルスクリュードライブのためのナットの製造方法 | |
| US10337089B2 (en) | Process for producing a component made of heat-treated cast iron | |
| JPH11347673A (ja) | 転がり軸受及びその製造方法 | |
| JPH04172113A (ja) | 冷間管圧延機用孔型ロール及びその製造方法 | |
| RU2751209C1 (ru) | Способ изготовления сегментов для графитового подпятника | |
| CN115026517B (zh) | 行星齿轮轴、行星齿轮轴专用材料及其热锻成型工艺 | |
| JP4963918B2 (ja) | Crを含有する低炭素鋼の焼鈍方法 | |
| JPS5930770B2 (ja) | 耐熱耐摩耗性工具材料の製造方法 | |
| JP7343767B2 (ja) | クランクシャフト及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160602 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160602 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170711 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170907 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20170907 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180306 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180322 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6312988 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |