JP2014502017A - バッテリー電極、及びバッテリー電極の製造方法 - Google Patents
バッテリー電極、及びバッテリー電極の製造方法 Download PDFInfo
- Publication number
- JP2014502017A JP2014502017A JP2013540270A JP2013540270A JP2014502017A JP 2014502017 A JP2014502017 A JP 2014502017A JP 2013540270 A JP2013540270 A JP 2013540270A JP 2013540270 A JP2013540270 A JP 2013540270A JP 2014502017 A JP2014502017 A JP 2014502017A
- Authority
- JP
- Japan
- Prior art keywords
- arrester
- region
- battery
- battery electrode
- arrester region
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0402—Methods of deposition of the material
- H01M4/0404—Methods of deposition of the material by coating on electrode collectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
- H01M10/0585—Construction or manufacture of accumulators having only flat construction elements, i.e. flat positive electrodes, flat negative electrodes and flat separators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0402—Methods of deposition of the material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/70—Carriers or collectors characterised by shape or form
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/86—Inert electrodes with catalytic activity, e.g. for fuel cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Cell Electrode Carriers And Collectors (AREA)
Abstract
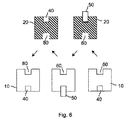
【選択図】図6
Description
Claims (12)
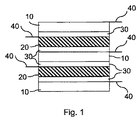
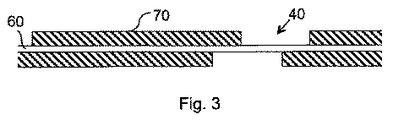
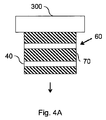
- 集電基板(60)と、
集電基板(60)上の塗膜(70)と、
集電基板(60)の被覆領域の内部に突出し、または前記被覆領域内に設けられた少なくとも一つの集電基板(60)上のアレスタ(arrester)領域(40)と、
を備える、バッテリー電極。 - 前記アレスタ領域(40)の外周の少なくとも半分は、前記塗膜(70)に隣接する、請求項1に記載のバッテリー電極。
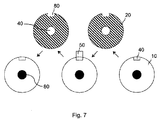
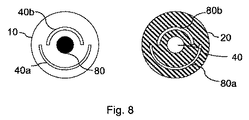
- 前記アレスタ領域(40)は、実質的に、長方形、三角形、円形、環状の形、又はその一部を有する、請求項1又は2に記載のバッテリー電極。
- 前記アレスタ領域(40)は、外周で、前記塗膜(70)に完全に囲まれている、請求項1〜3のいずれか1項に記載のバッテリー電極。
- 前記塗膜(70)、及び/又は少なくとも一つのアレスタ領域(40)は、前記集電基板(60)の両面に形成されている、請求項1〜4のいずれか1項に記載のバッテリー電極。
- 前記アレスタ領域(40)は、前記塗膜(70)のレーザーアブレーションによって形成されている、請求項1〜5のいずれか1項に記載のバッテリー電極。
- 前記バッテリー電極、及び/又はカットアウト(80)は、レーザー切断によって切り取られている、請求項1〜6のいずれか1項に記載のバッテリー電極。
- 請求項1〜7のいずれか1項に記載のバッテリー電極を少なくとも一つ含む、バッテリー。
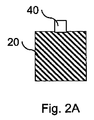
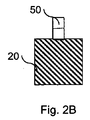
- 集電基板(60)上に塗膜(70)を形成するステップと、
前記塗膜(70)を除去してアレスタ領域(40)を形成するステップと、
を含み、
前記アレスタ領域(40)は、前記集電基板(60)の被覆領域の内側に突出し、又は前記被覆領域内に設けられている、バッテリー電極を製造する方法。 - 前記アレスタ領域(40)の外周の少なくとも半分は、前記塗膜(70)によって囲まれている、請求項9に記載の方法。
- 前記塗膜(70)は、前記集電基板(60)の全表面、及び/又は両面に形成されている、請求項9又は10に記載の方法。
- 前記アレスタ領域(40)の前記塗膜(70)は、レーザーアブレーションによって除去されている、請求項9〜11のいずれか1項に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102010062143.9A DE102010062143B4 (de) | 2010-11-29 | 2010-11-29 | Batterieelektrode und Verfahren zum Herstellen derselben |
| DE102010062143.9 | 2010-11-29 | ||
| PCT/EP2011/005946 WO2012072222A1 (de) | 2010-11-29 | 2011-11-25 | Batterieelektrode und verfahren zum herstellen derselben |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014502017A true JP2014502017A (ja) | 2014-01-23 |
| JP5989657B2 JP5989657B2 (ja) | 2016-09-07 |
Family
ID=45044525
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013540270A Active JP5989657B2 (ja) | 2010-11-29 | 2011-11-25 | バッテリー電極、及びバッテリー電極の製造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US10062897B2 (ja) |
| EP (1) | EP2647068B1 (ja) |
| JP (1) | JP5989657B2 (ja) |
| KR (1) | KR101693371B1 (ja) |
| CN (1) | CN103443965B (ja) |
| CA (1) | CA2816410C (ja) |
| DE (1) | DE102010062143B4 (ja) |
| DK (1) | DK2647068T3 (ja) |
| WO (1) | WO2012072222A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024018732A1 (ja) * | 2022-07-19 | 2024-01-25 | パナソニックIpマネジメント株式会社 | 電極シート |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013204851A1 (de) | 2013-03-20 | 2014-09-25 | Robert Bosch Gmbh | Elektrode und Verfahren zum Herstellen einer Elektrode |
| WO2014191020A1 (de) * | 2013-05-28 | 2014-12-04 | Thyssenkrupp System Engineering Gmbh | Verfahren zur herstellung einer elektrode und vorrichtung zur herstellung einer elektrode |
| KR101738734B1 (ko) * | 2013-09-26 | 2017-06-08 | 주식회사 엘지화학 | 파우치형 이차전지 |
| CN203733894U (zh) | 2014-01-17 | 2014-07-23 | 宁德新能源科技有限公司 | 锂离子电池 |
| WO2017035749A1 (zh) | 2015-08-31 | 2017-03-09 | 宁德新能源科技有限公司 | 二次电池电芯及其卷绕成型系统 |
| JP6344347B2 (ja) * | 2015-09-11 | 2018-06-20 | トヨタ自動車株式会社 | セパレータ層付き電極の製造方法、及び、セパレータ層付き電極の製造装置 |
| US9929393B2 (en) * | 2015-09-30 | 2018-03-27 | Apple Inc. | Wound battery cells with notches accommodating electrode connections |
| US10868290B2 (en) | 2016-02-26 | 2020-12-15 | Apple Inc. | Lithium-metal batteries having improved dimensional stability and methods of manufacture |
| KR102198496B1 (ko) * | 2016-05-30 | 2021-01-05 | 주식회사 엘지화학 | 전기 용량 증대와 용접 기능성 향상이 동시에 구현 가능한 전극의 제조 방법 |
| TWI617073B (zh) | 2016-11-25 | 2018-03-01 | 財團法人工業技術研究院 | 電池電極結構及其製作方法 |
| KR102340101B1 (ko) | 2017-03-23 | 2021-12-17 | 주식회사 엘지에너지솔루션 | 이차 전지 및 이의 제조방법 |
| CN108400385A (zh) * | 2018-01-17 | 2018-08-14 | 柔电(武汉)科技有限公司 | 使用活性自支撑极片制备高能量密度软包锂电池的方法 |
| DE102024206895A1 (de) * | 2024-07-23 | 2026-01-29 | Powerco Se | Verfahren zur Herstellung einer Ausnehmung |
Citations (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08255611A (ja) * | 1995-03-17 | 1996-10-01 | Furukawa Electric Co Ltd:The | 電池用極板の製造方法 |
| JPH09204911A (ja) * | 1996-01-26 | 1997-08-05 | Furukawa Battery Co Ltd:The | 正極板の製造方法 |
| JPH1064526A (ja) * | 1996-08-22 | 1998-03-06 | Dainippon Printing Co Ltd | 非水電解液二次電池用電極板及びその製造方法 |
| JPH10255772A (ja) * | 1997-03-14 | 1998-09-25 | Dainippon Printing Co Ltd | 非水電解液二次電池用電極板の製造方法 |
| JPH117939A (ja) * | 1997-06-19 | 1999-01-12 | Matsushita Electric Ind Co Ltd | 電池用電極板の製造法 |
| JPH11149914A (ja) * | 1997-11-18 | 1999-06-02 | Sanyo Electric Co Ltd | 非焼結電極を用いた円筒状アルカリ蓄電池およびその製造方法 |
| JPH11167916A (ja) * | 1997-12-04 | 1999-06-22 | Asahi Chem Ind Co Ltd | 電池用電極板の製造方法 |
| JP2000149911A (ja) * | 1998-11-05 | 2000-05-30 | Matsushita Electric Ind Co Ltd | 電池用電極板の活物質除去方法及び装置 |
| JP2000208129A (ja) * | 1999-01-13 | 2000-07-28 | Ngk Insulators Ltd | リチウム二次電池 |
| JP2002216740A (ja) * | 2001-01-23 | 2002-08-02 | Matsushita Electric Ind Co Ltd | 非水二次電池 |
| JP2002246009A (ja) * | 2001-02-19 | 2002-08-30 | Sanyo Electric Co Ltd | アルカリ蓄電池 |
| JP2002279964A (ja) * | 2001-03-19 | 2002-09-27 | Toshiba Battery Co Ltd | アルカリ二次電池及びその製造方法 |
| JP2002343342A (ja) * | 2001-05-22 | 2002-11-29 | Matsushita Electric Ind Co Ltd | 二次電池電極とその製造方法 |
| JP2003068278A (ja) * | 2001-08-24 | 2003-03-07 | Tdk Corp | 電気化学デバイス |
| JP2003308833A (ja) * | 2002-04-17 | 2003-10-31 | Shin Kobe Electric Mach Co Ltd | 極板切断方法 |
| JP2005340228A (ja) * | 2004-05-24 | 2005-12-08 | Tdk Corp | 電気化学素子の製造方法および装置 |
| JP2010034009A (ja) * | 2008-07-31 | 2010-02-12 | Nec Tokin Corp | 積層型二次電池およびその製造方法 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19536684A1 (de) | 1995-09-30 | 1997-04-03 | Varta Batterie | Prismatische, galvanische Zelle |
| US6162264A (en) | 1996-06-17 | 2000-12-19 | Dai Nippon Printing Co., Ltd. | Process for producing porous coating layer electrode plate for secondary battery with nonaqueous electrolyte process for producing same and sheet for peeling active material layer |
| DE69737922T2 (de) * | 1996-08-22 | 2008-04-03 | Dai Nippon Printing Co., Ltd. | Elektrodenplatte für Sekundärbatterie mit nichtwässerigem Elektrolyt sowie Herstellungsverfahren |
| US6151338A (en) | 1997-02-19 | 2000-11-21 | Sdl, Inc. | High power laser optical amplifier system |
| DE69813164T2 (de) * | 1997-12-22 | 2003-10-23 | Gs-Melcotec Co., Ltd. | Verfahren zur Herstellung einer porösen, mit aktiver Masse gefüllten Elektrode |
| JP2000243376A (ja) * | 1999-02-24 | 2000-09-08 | Matsushita Electric Ind Co Ltd | リチウム二次電池 |
| JP2001043848A (ja) * | 1999-07-28 | 2001-02-16 | Sony Corp | ポリマーバッテリーの製造方法および剥離装置 |
| JP3960033B2 (ja) | 2001-12-19 | 2007-08-15 | 松下電器産業株式会社 | 積層型電気化学素子 |
| DE10219424A1 (de) | 2002-05-02 | 2003-11-20 | Varta Microbattery Gmbh | Galvanisches Element mit dünnen Elektroden |
| DE10224452C1 (de) | 2002-05-29 | 2003-11-20 | Fraunhofer Ges Forschung | Protonenleitende Polymermembran sowie Verfahren zu deren Herstellung |
| US20040058238A1 (en) | 2002-09-24 | 2004-03-25 | Robert Miller | Implantable current collector ID matrix identifier |
| CN1732587B (zh) * | 2002-12-27 | 2010-10-06 | 松下电器产业株式会社 | 电化学元件及其制造方法 |
| DE10341355B4 (de) | 2003-09-08 | 2006-04-20 | Dilo Trading Ag | Als Lamellenverbund ausgebildete elektrische Zelle mit einem Ableiterabschnitt und Verfahren zur Herstellung der Zelle |
| DE10346310A1 (de) | 2003-10-06 | 2005-05-04 | Fraunhofer Ges Forschung | Batterie, insbesondere Mikrobatterie, und deren Herstellung mit Hilfe von Wafer-Level-Technologie |
| SG173372A1 (en) | 2006-07-18 | 2011-08-29 | Cymbet Corp | Method and apparatus for solid-state microbattery photolithographic manufacture, singulation and passivation |
| US8168318B2 (en) | 2007-10-25 | 2012-05-01 | Applied Materials, Inc. | Method for high volume manufacturing of thin film batteries |
| DE102008041713A1 (de) | 2008-08-29 | 2010-03-04 | Gaia Akkumulatorenwerke Gmbh | Verfahren zur Herstellung einer elektrischen Zelle |
| DE102008053595A1 (de) * | 2008-10-15 | 2010-04-29 | Zentrum für Sonnenenergie- und Wasserstoff-Forschung Baden-Württemberg | Schichtmaterialabtragverfahren mittels Laserstrahlung |
| FR2943181B1 (fr) | 2009-03-16 | 2011-05-13 | Commissariat Energie Atomique | Microbatterie au lithium et son procede de fabrication |
| DE102009046815A1 (de) | 2009-11-18 | 2011-07-21 | Evonik Litarion GmbH, 01917 | Kontinuierliche Elektrodenherstellung |
| US8679677B1 (en) * | 2009-12-21 | 2014-03-25 | Quallion Llc | Incorportation of reference electrode into electrodes of electrochemical device |
-
2010
- 2010-11-29 DE DE102010062143.9A patent/DE102010062143B4/de active Active
-
2011
- 2011-11-25 JP JP2013540270A patent/JP5989657B2/ja active Active
- 2011-11-25 DK DK11788072.4T patent/DK2647068T3/da active
- 2011-11-25 EP EP11788072.4A patent/EP2647068B1/de active Active
- 2011-11-25 KR KR1020137017145A patent/KR101693371B1/ko active Active
- 2011-11-25 CA CA2816410A patent/CA2816410C/en active Active
- 2011-11-25 WO PCT/EP2011/005946 patent/WO2012072222A1/de not_active Ceased
- 2011-11-25 CN CN201180055994.1A patent/CN103443965B/zh active Active
- 2011-11-25 US US13/990,331 patent/US10062897B2/en active Active
Patent Citations (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08255611A (ja) * | 1995-03-17 | 1996-10-01 | Furukawa Electric Co Ltd:The | 電池用極板の製造方法 |
| JPH09204911A (ja) * | 1996-01-26 | 1997-08-05 | Furukawa Battery Co Ltd:The | 正極板の製造方法 |
| JPH1064526A (ja) * | 1996-08-22 | 1998-03-06 | Dainippon Printing Co Ltd | 非水電解液二次電池用電極板及びその製造方法 |
| JPH10255772A (ja) * | 1997-03-14 | 1998-09-25 | Dainippon Printing Co Ltd | 非水電解液二次電池用電極板の製造方法 |
| JPH117939A (ja) * | 1997-06-19 | 1999-01-12 | Matsushita Electric Ind Co Ltd | 電池用電極板の製造法 |
| JPH11149914A (ja) * | 1997-11-18 | 1999-06-02 | Sanyo Electric Co Ltd | 非焼結電極を用いた円筒状アルカリ蓄電池およびその製造方法 |
| JPH11167916A (ja) * | 1997-12-04 | 1999-06-22 | Asahi Chem Ind Co Ltd | 電池用電極板の製造方法 |
| JP2000149911A (ja) * | 1998-11-05 | 2000-05-30 | Matsushita Electric Ind Co Ltd | 電池用電極板の活物質除去方法及び装置 |
| JP2000208129A (ja) * | 1999-01-13 | 2000-07-28 | Ngk Insulators Ltd | リチウム二次電池 |
| JP2002216740A (ja) * | 2001-01-23 | 2002-08-02 | Matsushita Electric Ind Co Ltd | 非水二次電池 |
| JP2002246009A (ja) * | 2001-02-19 | 2002-08-30 | Sanyo Electric Co Ltd | アルカリ蓄電池 |
| JP2002279964A (ja) * | 2001-03-19 | 2002-09-27 | Toshiba Battery Co Ltd | アルカリ二次電池及びその製造方法 |
| JP2002343342A (ja) * | 2001-05-22 | 2002-11-29 | Matsushita Electric Ind Co Ltd | 二次電池電極とその製造方法 |
| JP2003068278A (ja) * | 2001-08-24 | 2003-03-07 | Tdk Corp | 電気化学デバイス |
| JP2003308833A (ja) * | 2002-04-17 | 2003-10-31 | Shin Kobe Electric Mach Co Ltd | 極板切断方法 |
| JP2005340228A (ja) * | 2004-05-24 | 2005-12-08 | Tdk Corp | 電気化学素子の製造方法および装置 |
| JP2010034009A (ja) * | 2008-07-31 | 2010-02-12 | Nec Tokin Corp | 積層型二次電池およびその製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024018732A1 (ja) * | 2022-07-19 | 2024-01-25 | パナソニックIpマネジメント株式会社 | 電極シート |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5989657B2 (ja) | 2016-09-07 |
| DE102010062143A9 (de) | 2012-11-08 |
| KR101693371B1 (ko) | 2017-01-17 |
| DK2647068T3 (da) | 2019-07-15 |
| US20130302674A1 (en) | 2013-11-14 |
| US10062897B2 (en) | 2018-08-28 |
| DE102010062143A1 (de) | 2012-05-31 |
| CA2816410A1 (en) | 2012-06-07 |
| DE102010062143B4 (de) | 2016-08-04 |
| CN103443965A (zh) | 2013-12-11 |
| EP2647068B1 (de) | 2019-04-24 |
| EP2647068A1 (de) | 2013-10-09 |
| WO2012072222A1 (de) | 2012-06-07 |
| CN103443965B (zh) | 2016-08-17 |
| KR20140064705A (ko) | 2014-05-28 |
| CA2816410C (en) | 2019-06-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5989657B2 (ja) | バッテリー電極、及びバッテリー電極の製造方法 | |
| JP5961624B2 (ja) | バッテリー電極、及びバッテリー電極の製造方法 | |
| JP5156273B2 (ja) | リチウムイオン二次電池 | |
| JP2011108646A (ja) | 電極組立体と二次電池 | |
| KR101222284B1 (ko) | 전지 및 그 제조방법 | |
| JP3247222U (ja) | リチウムイオン電池 | |
| CN118974989A (zh) | 具有柱状壳体的储能电芯和制造方法 | |
| CN108140748A (zh) | 基于锂离子的纽扣电池 | |
| KR102871440B1 (ko) | 전지 및 이의 제조 방법 | |
| KR100354249B1 (ko) | 리튬 폴리머 전지 | |
| JP2015053113A (ja) | 二次電池 | |
| CN223514010U (zh) | 二次电池、电池组及电子装置 | |
| CN116349048B (zh) | 电化学装置及用电装置 | |
| KR100528908B1 (ko) | 내부발열의 방열을 용이하게 하기 위한 리튬 이차전지 | |
| JP3247203U (ja) | リチウムイオン電池及びその製造方法 | |
| CN222690690U (zh) | 电池极片、电芯及电池 | |
| KR100362278B1 (ko) | 리튬 이차 전지 | |
| CN105870492A (zh) | 一种新型锂离子电池及其制作方法 | |
| CN119786687A (zh) | 电芯结构、纽扣电池及纽扣电池的制备方法 | |
| JP2024163988A (ja) | ボタンセル及びボタンセルを製造する方法 | |
| KR20250013107A (ko) | 접촉 판금 부재를 구비한 전기화학 에너지 저장 요소 및 이의 제조 방법 | |
| KR20190054516A (ko) | 전극 조립체의 제조 방법 및 이를 이용하여 제조된 전극 조립체 | |
| CN108428854A (zh) | 一种电芯及其制造方法、电池以及电子装置 | |
| CN108511690A (zh) | 一种电芯及其制造方法、电池以及电子装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131017 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140422 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140423 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140722 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141028 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20150122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150324 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150518 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150825 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151124 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151215 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20160308 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160614 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160802 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160810 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5989657 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |