JP2015010251A - 高周波焼入装置 - Google Patents
高周波焼入装置 Download PDFInfo
- Publication number
- JP2015010251A JP2015010251A JP2013135576A JP2013135576A JP2015010251A JP 2015010251 A JP2015010251 A JP 2015010251A JP 2013135576 A JP2013135576 A JP 2013135576A JP 2013135576 A JP2013135576 A JP 2013135576A JP 2015010251 A JP2015010251 A JP 2015010251A
- Authority
- JP
- Japan
- Prior art keywords
- coil
- base end
- unit
- end side
- coolant
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images













Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- General Induction Heating (AREA)
Abstract
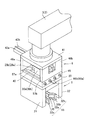
【解決手段】産業用ロボット2のアーム3に基端側部材6を設ける。基端側部材6は、スライド部材40,係合溝57a,57b、基端側接点43a,43b、冷却液供給口、冷却液回収口を有する。コイルユニット5は、左右の係合部材28a,28b、コイル側接点30a,30b、冷却液導入口、冷却液排出口を有する。コイルユニット5の左右の係合部材28a,28bが、基端側部材6の係合溝57a,57bを通過して内部に入り込み、係合部材28a,28bと係合溝57a,57bの間にスライド部材40が配置されると、基端側部材6とコイルユニット5の各接点同士と、冷却液を流通させる各開口同士が接合される。スライド部材40を外すと、基端側部材6とコイルユニット5は分離可能になる。
【選択図】図2
Description
ワークを加熱する方法には、加熱炉を使用する方法と、誘導加熱を利用する方法がある。誘導加熱を利用する焼入は、高周波焼入と称されている。高周波焼入は、高周波電源と、誘導コイルを使用して行う焼入方法である。
即ち高周波焼入は、誘導コイルに高周波電流を通電し、この状態の誘導コイルをワークに近接させる。その結果、ワークに渦電流(誘導電流)が発生し、ワークが誘導加熱され、ワーク自身が赤熱する。そして赤熱したワークを急冷してワークの組成をマルテンサイト化する。
即ち高周波焼入は、前記した様にワークを誘導加熱して赤熱させるものであるため、昇温に要する時間が加熱炉を利用する場合に比べて極めて短い。
その一方で、高周波焼入は、ワークの形状に対応した誘導コイルを使用してワークを加熱する必要があり、ワークが変わるたびに誘導コイルを取り替える必要があるため、段取り時間が掛かる。
即ち高周波焼入は、誘導コイルをワークに近接させてワークに誘導電流を発生させるものであるため、誘導コイルとワークとの間の距離を一定に保つ必要がある。そのため処理対象が変わると、使用する誘導コイルも変える必要がある。
しかしながらこの方策は、装置が大がかりになってしまうという問題がある。即ち前記した様に、誘導コイルは重いので、これを保持するチャックは、相当に大型のものを採用せざるを得ない。
またチャックを駆動するためのシリンダ等の装置をチャックの近傍に搭載することとなり、ますます重量が増してしまう。また高周波焼入は、ワークの表面に沿って誘導コイルを移動させたり、ワークを急冷する際に一時的に誘導コイルを退避させる場合が多いが、シリンダ等の装置がワークを移動させる際の妨げになる。
さらに、チャックを利用する方策では、電気接続や冷却水配管のやり替えを自動的に行うことは困難である。
コイルユニットは、誘導コイルを主要部品とするものであり、コイル側接点や冷却液の出入り口がユニット化されたものである。
基端側部材は、コイルユニットを接合するための部材であり、コイルユニットを一体的に保持する結合状態と、コイルユニットを分離可能な分離可能状態とを切り換える係脱切り換え機構を有している。
ここで本発明で採用する基端側部材は、係脱切り換え機構を動作させるためのアクチェータを持たず、これに代わって操作部が設けられている。即ち本発明の基端側部材では、外力によって操作部を操作することにより結合状態と分離可能状態とを切り換えられる。そして本発明では、操作部を操作するための外力は、コイル保管部に設けられたアクチェータから供給される。
そのため本発明の高周波焼入装置では、基端側部材の重量が軽く、また体積も小さい。 本発明の高周波焼入装置では、コイルユニットが基端側部材と結合状態にあるとき、コイルユニットの一部が基端側部材と係合してコイルユニットが基端側部材に接合され、コイルユニットのコイル側接点と、冷却液導入口と、冷却液排出口とがそれぞれ基端側部材の基端側接点と、冷却液供給口と、冷却液回収口とに接合された状態となるから、電気接続や冷却液通路同士の接続についても自動的に行うことができる。
コイルユニットの冷却液導入口から導入された冷却液は、誘導コイル内を循環して冷却液排出口に至る場合と、ワークに向けて噴射供給される場合とがある。
本発明の高周波焼入装置では、操作部を操作してスライド部材を摺動させ、スライド部材とコイルユニットとの接触位置を変化させてコイルユニットをいずれかの方向に移動させ、コイルユニットを結合状態にする。
本実施形態の高周波焼入装置1は、産業用ロボット2を移動手段とするものであり、産業用ロボット2のアーム3でコイルユニット5を保持する。
即ち本実施形態の高周波焼入装置1は、産業用ロボット2のアーム3に基端側部材6が取り付けられており、当該基端側部材6にコイルユニット5が接続されている。
また本実施形態の高周波焼入装置1は、コイル保管部8を有している。さらに、実際に焼入を行う、作業エリア10がある。
以下、順次説明する。
枠体12は、図3に示す様に天面を形成するユニット側フランジ部材20と、左右の側壁部21,22の3面を有し、他の3面が開放された構造をしている。
ユニット側フランジ部材20の表面には、2個の位置決め孔23a,23bが設けられている。
またユニット側フランジ部材20の表面には、冷却液導入口25a,25b,25cと冷却液排出口26a,26b,26cの組み合わせを3組備えている。
また、誘導コイル15は、銅合金等の良導体で構成された中空の導線で構成されており、誘導コイル15の内部を冷却液が流通する。
コイルユニット5には、誘導コイル15に電気的につながるコイル側接点30a,30bが設けられている。即ちコイル側接点30a,30bは、給電部31a,31bを介して誘導コイル15に電気的につながっている。
前記した様に、コイル側接点30a,30bと、誘導コイル15との間は、銅合金等の良導体で構成された給電部31a,31bによって接続されている。
誘導コイル15は、図3,図4の様に、コイル本体28が枠体12内にあり、コイル側接点30a,30bは枠体12の外にある。すなわち、給電部31a、31bは、枠体12のユニット側フランジ部材20を貫通している。
また給電部31a,31bであって、枠体12の外にある部分は、ユニット側フランジ部材20に対して垂直に突出している。そのため給電部31a,31bとコイル側接点30a,30bを一方の側面側から観察すると、「T」状を呈している。
即ちコイル側接点30a,30bは、給電部31a,31bの先端に対して、90度方向両側に突出した突出部32を有している。
右係合部材28aは、二つのコイル側接点30a,30bの右側突出部27aに跨がって設けられている。同様に左係合部材28bは、二つのコイル側接点30a,30bの左側突出部27bに跨がって設けられている。
基端側枠38は、天面と底面を含む4面が囲まれた枠である。
即ち基端側枠38は、天面となる取り付け壁41と、底面となる基端側フランジ部材45とを有し、さらに両者を接続する側面壁46a,46bを有している。基端側枠38は、4面が囲まれた枠であり、内部は空洞である。
取り付け壁41の下には、図9の様にバネ7と基端側接点43a,43bを配置する収容室77が設けられている。収容室77には、開口78(挿通開口)が設けられている。
また、基端側フランジ部材45の底側表面には、冷却液供給口48a,48b,48cと冷却液回収口50a,50b,50cが設けられている。また冷却液供給口48a,48b,48c及び冷却液回収口50a,50b,50cにはそれぞれオーリング44が設けられている。
ここで、大開口部52の幅Wa(図5)は、前記した誘導コイル15のコイル側接点30a,30bの幅w(図2)よりも広く、コイル側接点30a,30b及び左右の係合部材28a,28bが挿通可能である。
これに対して小開口部53の幅Wbは、コイル側接点30a,30bの幅wよりも狭く、コイル側接点30a,30b及び左右の係合部材28a,28bが通過することはできない。
ただし、小開口部53の幅Wbは、給電部31a,31bの突出部32の幅よりも広く、突出部32は小開口部53を通過することができる。
本実施形態では、スライド部材40は、その両脇部分が基端側枠38の係合溝57a,57bに係合している。より具体的には、スライド部材40のガイド部72a,72bが、基端側枠38の係合溝57a,57bと係合している。
そのためスライド部材40が構成する平面は、ユニット側フランジ部材20の内面側が構成する平面に対して平行に配置されている。そしてスライド部材40は、前記した係合溝57a,57b内を摺動することができる。
即ちスライド部材40は、ユニット側フランジ部材20の内面側との間で平行状態を維持しつつ、スライドすることができる。
そして基端側接点43a,43bは、バネ7によって開口78側に向かって押圧されている。
コイル保管部8は、図13、図14の様に、二段の棚であり、図1の様に複数の保管部区画65を有している。即ちコイル保管部8は、図13、図14の様に、下棚80と、上棚81を有している。そして各保管部区画65には、下棚80に設けられたユニット保持部82と、上棚81に設けられた2台のアクチェータ83,85が配置されている。
即ちユニット保持部82は、下棚80に設けられた正方形の開口84と、当該開口84の周囲に配された複数の押さえ部材86によって構成されている。
本実施形態では、アクチェータ83,85は、いずれもエアーシリンダであり、ロッドの先端に押圧部材87が取り付けられている。また本実施形態では、一方のアクチェータ83が、接合用アクチェータ83として機能し、他方が解除用アクチェータ85として機能する。一つのアクチェータが接合用と解除用を兼用してもよい。すなわち、ロッドの先端(押圧部材87)にスライド部材40を固定又は係合し、ロッドを伸長又は収縮させてスライド部材40を往復移動させてもよい。
本実施形態では、作業エリア10は、各種のワークを焼入することができる様に、図1に示す様に、3種類のワーク保持手段90,91,92を備えている。また、図1に示す様に、作業エリア10は略L字形の作業台10aを有しており、産業用ロボット2がL字の屈曲部分付近に配置されている。そのため、アーム3が作業エリア10の全体に届き易くなっている。また、作業台10aは、側壁13と底壁14を有している。側壁13と底壁14によって、作業台10aは、上方が開口した器状を呈しており、ワークを冷却した冷却液を受けることができる。ワーク保持手段90〜92は、作業台10aの底壁14上に配置されている。
作業の前提として、作業エリア10のいずれかのワーク保持手段90、91、92にワークが設置されている。またコイル保管部8には、図14の様に、複数のコイルユニット5が保管されている。なお各コイルユニット5は、いずれも誘導コイル15の形状が異なるものである。ただし、各コイルユニット5の枠体12の形状は共通であり、いずれも同一形状のユニット側フランジ部材20を備えている。
誘導コイル15は、枠体12内に収まっている必要はなく、枠体12と一体化されていればよい。
また産業用ロボット2のアーム3には、基端側部材6だけが図示しないねじで固定されている。
即ち産業用ロボット2を動作させて、基端側部材6をコイル保管部8に移動する。そしてアーム3に固定された基端側部材6を所望のコイルユニット5の真上の位置に一旦停止させる。この時の、基端側部材6と、コイルユニット5の位置関係は、図11(a)の通りである。
このとき、図8に示す様に、コイルユニット5のコイル側接点30a,30b及び左右の係合部材28a,28bは、図8、図9の様に、スライド部材40の大開口部52を通過して、基端側部材6の基端側枠38の内に入る。
また基端側フランジ部材45の下面に設けられている2個の位置決めピン47a,47bが、ユニット側フランジ部材20の表面に設けられた2個の位置決め孔23a,23bに入る。
押圧されたスライド部材40は、係合溝57a,57bに沿って摺動する。その結果、図9の様に給電部31a,31bの左右の突出部27a,27b(左右の係合部材28a,28b)が、スライド部材40の大開口部52(図6)にあった状態から、図10の様に左右の係合部材28a,28bがスライド部材40の小開口部53(図6)にある状態となる。
そしてその過程で、スライド部材40の傾斜面55a,55bが、コイルユニット5のコイル側接点30a,30bの下に設けられた係合部材28a,28bと接触し、さらに傾斜面55a,55bが発生させる垂直方向の分力によって、係合部材28a,28bを持ち上げる。即ちスライド部材40の傾斜面55a,55bが、コイルユニット5の係合部材28a,28bの下に押し込まれることにより、コイルユニット5が上昇し、基端側部材6側に引き寄せられる。
そしてユニット側フランジ部材20の冷却液導入口25a,25b,25cが、基端側フランジ部材45の冷却液供給口48a,48b,48cと合致する。またユニット側フランジ部材20の冷却液排出口26a,26b,26cが、基端側フランジ部材45の冷却液回収口50a,50b,50cと合致する。
そして前記した様に、基端側フランジ部材45の冷却液供給口48a,48b,48c及び冷却液回収口50a,50b,50cにはそれぞれオーリング44が設けられているから、基端側フランジ部材45側の各孔(冷却液供給口48a〜48c,冷却液回収口50a〜50c)と、ユニット側フランジ部材20の各孔(冷却液導入口25a〜25c,冷却液排出口26a〜26c)とは液密性を保った状態で接合される。
そしてこの際には、スライド部材40の小開口部53の近傍の平坦部分が、コイルユニット5の係合部材28a,28bと接触し、コイルユニット5が基端側部材6から脱落することはない。
またコイルユニット5のコイル側接点30a,30bが基端側部材6の基端側接点43a,43bと接触し、誘導コイル15が電気的に接続される。
さらにユニット側フランジ部材20の各冷却液導入口25a,25b,25cが、基端側フランジ部材45の各冷却液供給口48a,48b,48cと合致し、ユニット側フランジ部材20の各冷却液排出口26a,26b,26cが、基端側フランジ部材45の各冷却液回収口50a,50b,50cと合致して各冷却水配管についても接続が完了する。
押圧されたスライド部材40は、係合溝57a,57bに沿って摺動する。その結果、図10の様に突出部32がスライド部材40の小開口部53にあった状態から、図9の様に給電部31a,31bの突出部32がスライド部材40の大開口部52にある状態となり、左右の係合部材28a,28bと、スライド部材40との係合関係が解除される。
その結果、コイルユニット5は、基端側部材6と分離可能な状態となる。基端側部材6は、コイルユニット5を分離可能な分離可能状態に切り換わる。
そのため産業用ロボット2を動作させて、基端側部材6を真上に上昇させると、コイルユニット5は、基端側部材6を離れる。
2 産業用ロボット(移動手段)
5 コイルユニット
6 基端側部材
8 コイル保管部
20 ユニット側フランジ部材
25a〜25c 冷却液導入口
26a〜26c 冷却液排出口
28a 右係合部材
28b 左係合部材
30a,30b コイル側接点
40 スライド部材
43a,43b 基端側接点
45 基端側フランジ部材
48a〜48c 冷却液供給口
50a〜50c 冷却液回収口
51 スライド部材の開口
52 大開口部
53 小開口部
55a,55b 傾斜面
70 開口側操作部
71 接合側操作部
78 開口(挿通開口)
83 接合用アクチェータ
85 解除用アクチェータ
Claims (5)
- 誘導コイルが設けられたコイルユニットと、移動手段に固定された基端側部材と、コイルユニットを保管するコイル保管部とを有し、
コイルユニットは、誘導コイルに電気的につながるコイル側接点と、冷却液導入口と冷却液排出口とを有し、
基端側部材は、コイルユニットを一体的に保持する結合状態と、コイルユニットを分離可能な分離可能状態とを切り換える係脱切り換え機構を有し、係脱切り換え機構には外力によって操作されて結合状態と分離可能状態とを切り換える操作部があり、さらに基端側部材には、基端側接点と冷却液供給口と冷却液回収口とを有し、
コイルユニットが基端側部材と結合状態にあるとき、コイルユニットの一部が基端側部材と係合してコイルユニットが基端側部材に接合され、コイルユニットのコイル側接点と、冷却液導入口と、冷却液排出口とがそれぞれ基端側部材の基端側接点と、冷却液供給口と、冷却液回収口とに接合された状態となり、
コイル保管部は、コイルユニットを保管することが可能であると共に、アクチェータが設置されており、
コイルユニットを基端側部材に結合した状態で移動手段によってコイルユニットをコイル保管部に移動させ、コイル保管部に設置されたアクチェータによって基端側部材の操作部を動かして係脱切り換え機構を結合状態から分離可能状態に切り換え、コイルユニットを基端側部材から切り離すことが可能であり、
且つコイルユニットを保持していない状態の基端側部材を移動手段によってコイル保管部に保管されているコイルユニットに近接し、コイル保管部に設置されたアクチェータによってコイルユニットの操作部を動かして係脱切り換え機構を結合状態にしてコイルユニットを基端側部材に保持することが可能であることを特徴とする高周波焼入装置。 - 係脱切り換え機構は、スライド部材を有し、スライド部材の一部が操作部を構成しており、当該操作部を操作してスライド部材を摺動させることにより、スライド部材とコイルユニットとの接触位置が変化してコイルユニットが移動し、コイルユニットのコイル側接点と、冷却液導入口と、冷却液排出口とがそれぞれ基端側部材の基端側接点と、冷却液供給口と、冷却液回収口とに接合されることを特徴とする請求項1に記載の高周波焼入装置。
- 前記スライド部材は、傾斜面を有し、コイルユニットの一部が傾斜面と接触することを特徴とする請求項2に記載の高周波焼入装置。
- コイルユニットの一部に係合部があり、前記スライド部材は、開口を有し、当該開口には前記係合部が通過可能な大きさを持った大開口部と、当該大開口部と連続し、前記係合部が通過不能な小開口部とがあり、結合状態においては小開口部の近傍が前記係合部と接していることを特徴とする請求項2又は3に記載の高周波焼入装置。
- コイルユニットはユニット側フランジ部材を有し、当該ユニット側フランジ部材の一方の面側に誘導コイルがあり、他方の面側にコイル側接点があり、当該ユニット側フランジ部材の表面であってコイル側接点側に冷却液導入口と冷却液排出口とが開口し、
基端側部材には基端側フランジ部材があり、基端側フランジ部材にはコイル側接点が通過可能な挿通開口と、冷却液供給口と、冷却液回収口とが開口し、
ユニット側フランジ部材と基端側フランジ部材とが合致することによってコイルユニットの冷却液導入口及び冷却液排出口と、基端側部材の冷却液供給口及び冷却液回収口とが接合されることを特徴とする請求項1乃至4のいずれかに記載の高周波焼入装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013135576A JP6238596B2 (ja) | 2013-06-27 | 2013-06-27 | 高周波焼入装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013135576A JP6238596B2 (ja) | 2013-06-27 | 2013-06-27 | 高周波焼入装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015010251A true JP2015010251A (ja) | 2015-01-19 |
| JP6238596B2 JP6238596B2 (ja) | 2017-11-29 |
Family
ID=52303684
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013135576A Active JP6238596B2 (ja) | 2013-06-27 | 2013-06-27 | 高周波焼入装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6238596B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58174893U (ja) * | 1982-05-15 | 1983-11-22 | 株式会社明電舎 | 誘導加熱機の加熱コイル着脱装置 |
| JPH02126395U (ja) * | 1988-09-30 | 1990-10-18 | ||
| JPH04154908A (ja) * | 1990-10-15 | 1992-05-27 | Denki Kogyo Co Ltd | 高周波焼入れ装置用コイル自動交換装置 |
| JPH05230522A (ja) * | 1992-02-25 | 1993-09-07 | Yamazaki Mazak Corp | 全自動高周波焼入れ装置 |
| JP2003129129A (ja) * | 2001-10-23 | 2003-05-08 | Fuji Electronics Industry Co Ltd | 誘導加熱焼入装置 |
-
2013
- 2013-06-27 JP JP2013135576A patent/JP6238596B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58174893U (ja) * | 1982-05-15 | 1983-11-22 | 株式会社明電舎 | 誘導加熱機の加熱コイル着脱装置 |
| JPH02126395U (ja) * | 1988-09-30 | 1990-10-18 | ||
| JPH04154908A (ja) * | 1990-10-15 | 1992-05-27 | Denki Kogyo Co Ltd | 高周波焼入れ装置用コイル自動交換装置 |
| JPH05230522A (ja) * | 1992-02-25 | 1993-09-07 | Yamazaki Mazak Corp | 全自動高周波焼入れ装置 |
| JP2003129129A (ja) * | 2001-10-23 | 2003-05-08 | Fuji Electronics Industry Co Ltd | 誘導加熱焼入装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6238596B2 (ja) | 2017-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101135746B1 (ko) | 온도 제어 방법 및 장치 | |
| KR102595782B1 (ko) | 유도가열 솔더링 자동화 장비 | |
| US10850437B2 (en) | Device for producing a product by means of injection molding, and method | |
| JP5813461B2 (ja) | 軸状ワークの焼入装置 | |
| JP6238596B2 (ja) | 高周波焼入装置 | |
| JP2018059208A (ja) | 熱処理装置 | |
| JP5174272B1 (ja) | 加熱炉 | |
| JP2013002728A (ja) | 熱処理炉とそのヒータ交換方法 | |
| CN103737136A (zh) | 焊接设备 | |
| JP4220763B2 (ja) | 等速ジョイント用高周波焼入装置 | |
| JPH05263125A (ja) | 全自動高周波焼入れ装置 | |
| CN101899561B (zh) | 齿条淬火夹具 | |
| JP6057329B2 (ja) | ラックバーの高周波焼入装置 | |
| CN110102744B (zh) | 熔融冷却装置 | |
| CN210193924U (zh) | 一种多工位感应淬火调节装置 | |
| KR102074367B1 (ko) | 이종금속 접합용 고주파유도가열장치 | |
| JPS633433B2 (ja) | ||
| CN119870637A (zh) | 感应钎焊方法、感应钎焊装置及感应钎焊系统 | |
| CN113891947A (zh) | 次级线圈模块、移动淬火装置及移动淬火方法 | |
| US20190230748A1 (en) | Method of simultaneous induction heating of complementary sides of two workpieces | |
| JP7141076B2 (ja) | 高周波焼入装置 | |
| JP5955232B2 (ja) | 加熱炉 | |
| US3420430A (en) | Automated hot gas soldering apparatus for attaching a plurality of flat pack integrated circuits to a printed circuit substrate | |
| US9969023B2 (en) | Viscous fluid coating device | |
| JP5630812B2 (ja) | ラックバーの焼入治具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160609 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170524 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170608 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170728 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171019 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171031 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6238596 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |