JP2015143407A - 広幅高密度織物ロール - Google Patents
広幅高密度織物ロール Download PDFInfo
- Publication number
- JP2015143407A JP2015143407A JP2014263466A JP2014263466A JP2015143407A JP 2015143407 A JP2015143407 A JP 2015143407A JP 2014263466 A JP2014263466 A JP 2014263466A JP 2014263466 A JP2014263466 A JP 2014263466A JP 2015143407 A JP2015143407 A JP 2015143407A
- Authority
- JP
- Japan
- Prior art keywords
- fabric
- roll
- winding
- fabric roll
- warp
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000002759 woven fabric Substances 0.000 title abstract description 37
- 229920002994 synthetic fiber Polymers 0.000 claims abstract description 5
- 239000012209 synthetic fiber Substances 0.000 claims abstract description 5
- 239000004744 fabric Substances 0.000 claims description 234
- 238000004804 winding Methods 0.000 claims description 74
- 239000000835 fiber Substances 0.000 claims description 52
- 238000009941 weaving Methods 0.000 claims description 35
- 229920002292 Nylon 6 Polymers 0.000 claims description 14
- -1 polyethylene terephthalate Polymers 0.000 claims description 13
- 229920002302 Nylon 6,6 Polymers 0.000 claims description 9
- 238000004519 manufacturing process Methods 0.000 claims description 9
- 229920002647 polyamide Polymers 0.000 claims description 9
- 239000004753 textile Substances 0.000 claims description 9
- 229920003189 Nylon 4,6 Polymers 0.000 claims description 4
- 229920000728 polyester Polymers 0.000 claims description 4
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 4
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 claims description 3
- 229920001707 polybutylene terephthalate Polymers 0.000 claims description 3
- 239000011112 polyethylene naphthalate Substances 0.000 claims description 3
- 229920002215 polytrimethylene terephthalate Polymers 0.000 claims description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 17
- 230000037303 wrinkles Effects 0.000 description 16
- 238000000034 method Methods 0.000 description 15
- 239000003921 oil Substances 0.000 description 15
- 210000005069 ears Anatomy 0.000 description 14
- 230000007547 defect Effects 0.000 description 10
- 238000011156 evaluation Methods 0.000 description 10
- 239000003795 chemical substances by application Substances 0.000 description 9
- 239000011248 coating agent Substances 0.000 description 9
- 238000000576 coating method Methods 0.000 description 8
- 230000008569 process Effects 0.000 description 8
- 238000009991 scouring Methods 0.000 description 8
- 230000003746 surface roughness Effects 0.000 description 7
- 238000009835 boiling Methods 0.000 description 6
- 239000004952 Polyamide Substances 0.000 description 5
- 230000000052 comparative effect Effects 0.000 description 5
- 239000000470 constituent Substances 0.000 description 5
- 230000035699 permeability Effects 0.000 description 5
- 238000001035 drying Methods 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 238000003490 calendering Methods 0.000 description 3
- 229920001971 elastomer Polymers 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 238000009958 sewing Methods 0.000 description 3
- 230000035939 shock Effects 0.000 description 3
- 229920000299 Nylon 12 Polymers 0.000 description 2
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 2
- 239000002216 antistatic agent Substances 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 125000004122 cyclic group Chemical group 0.000 description 2
- 239000000806 elastomer Substances 0.000 description 2
- 238000009499 grossing Methods 0.000 description 2
- NAQMVNRVTILPCV-UHFFFAOYSA-N hexane-1,6-diamine Chemical compound NCCCCCCN NAQMVNRVTILPCV-UHFFFAOYSA-N 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000007689 inspection Methods 0.000 description 2
- 210000003127 knee Anatomy 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 239000010734 process oil Substances 0.000 description 2
- 238000004513 sizing Methods 0.000 description 2
- 239000004094 surface-active agent Substances 0.000 description 2
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- 229920000571 Nylon 11 Polymers 0.000 description 1
- 229920001007 Nylon 4 Polymers 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 235000011037 adipic acid Nutrition 0.000 description 1
- 239000001361 adipic acid Substances 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 239000002585 base Substances 0.000 description 1
- 235000013351 cheese Nutrition 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000002360 explosive Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000009998 heat setting Methods 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000002074 melt spinning Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000002250 progressing effect Effects 0.000 description 1
- 239000003380 propellant Substances 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 239000002562 thickening agent Substances 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H18/00—Winding webs
- B65H18/28—Wound package of webs
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D1/00—Woven fabrics designed to make specified articles
- D03D1/02—Inflatable articles
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D13/00—Woven fabrics characterised by the special disposition of the warp or weft threads, e.g. with curved weft threads, with discontinuous warp threads, with diagonal warp or weft
- D03D13/008—Woven fabrics characterised by the special disposition of the warp or weft threads, e.g. with curved weft threads, with discontinuous warp threads, with diagonal warp or weft characterised by weave density or surface weight
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/02—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyamides
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Woven Fabrics (AREA)
- Storage Of Web-Like Or Filamentary Materials (AREA)
Abstract
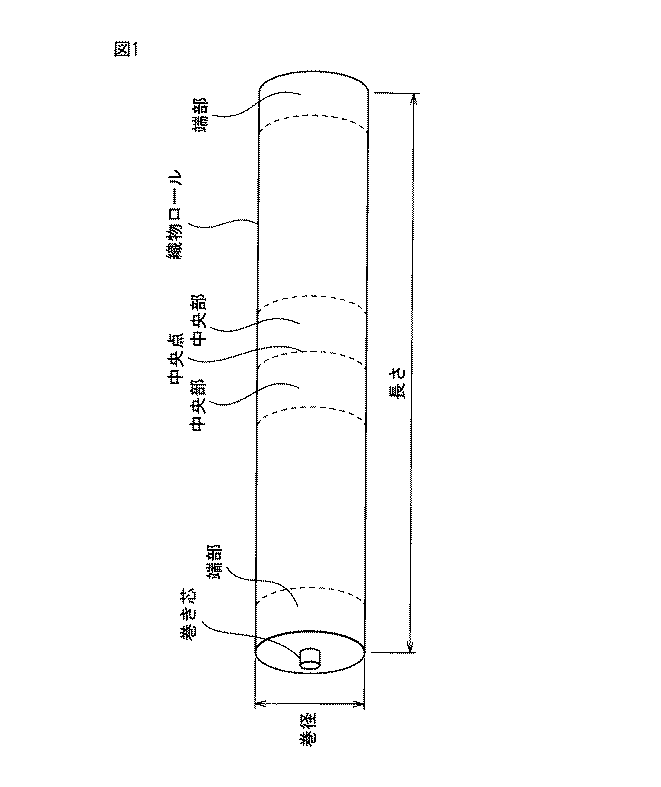
【課題】織物が広幅になっても巻姿が良好で、織物耳部付近の品質も良好である織物ロールの提供。【解決手段】経糸及び緯糸が合成繊維マルチフィラメント糸からなる平織組織のエアバッグ用の所定密度の織物を巻き芯に巻いた織物ロールであって、該織物ロールの幅が2000mm以上であり、該織物ロール中央部の巻硬度が70?以上93?以下であり、該織物ロールの端部の巻硬度の最大値と最小値の差が10?以下であり、かつ、該織物ロールの端部と中央部の巻径の差が1%以内であることを特徴とする前記織物ロール。【選択図】図1
Description
本発明は、高密度織物を巻いたロールに関する。より詳しくは、本発明は、エアバッグ用に適した高品質の広幅の高密度織物の織物ロールに関する。
乗り物の事故における人体への衝撃緩和のために、自動車などの車両へのエアバッグの装着が進んできている。衝突の際、ガス等により膨張し、人体への衝撃を吸収緩和するエアバッグとして、運転席用および助手席用エアバッグに加えて、側面用のカーテンエアバッグやサイドエアバッグ、また膝部用エアバッグ、カーシート間エアバッグ、後部ウィンドウ用カーテンバッグ、後部座席のシートベルトエアバッグなどが実用化されつつある。さらには、歩行者保護のために、車両の外側に膨張するように装着されるエアバッグなど各種のエアバッグの装着が検討されてきている。
このエアバッグ用織物は安全部品であるがゆえに、万が一の事故の際には、エアバッグがその機能を充分に発揮できるように、エアバッグを構成する織物の品質は高度に均一であり、欠点のないことが要求される。
しかしながら、近年、エアバッグ装着は新興国の車社会の到来により益々その需要が増しており、その安全性が確保され、かつ低コストで品質が安定していることが重要である。
従来から、エアバッグは、平織物を袋状に縫製してエアバッグを作製する生産方式や織機の段階で袋織り構造にしてエアバッグを作成する生産方式が取られている。ここで平織物や袋織物を製織するに際して、その織物に欠点のないことや幅方向や長手方向で密度が変わりないこと、さらには機能的には織物の強度や通気度がどこでも均一であることが安全部品であるエアバッグの品質を維持する上で重要である。また、欠点が少なく、安定して生産できることが低コストで高品質のエアバッグ用織物につながる。
しかしながら、近年、エアバッグ装着は新興国の車社会の到来により益々その需要が増しており、その安全性が確保され、かつ低コストで品質が安定していることが重要である。
従来から、エアバッグは、平織物を袋状に縫製してエアバッグを作製する生産方式や織機の段階で袋織り構造にしてエアバッグを作成する生産方式が取られている。ここで平織物や袋織物を製織するに際して、その織物に欠点のないことや幅方向や長手方向で密度が変わりないこと、さらには機能的には織物の強度や通気度がどこでも均一であることが安全部品であるエアバッグの品質を維持する上で重要である。また、欠点が少なく、安定して生産できることが低コストで高品質のエアバッグ用織物につながる。
特に、エアバッグ用織物のような高密度の平織物を製織する場合には、特に織物両端の耳部の経糸に緩みが生じて、製織した織物の耳部に凹凸ができ、シワ発生につながって織物の品質を低下させること。あるいは、効率化を図るために、織物を長く巻き取った織物ロールの大径化ができない、といった問題があり、品質上、生産上、改善することが求められていた。また、織機が広幅化するにつれ、織物ロール径の凹凸は大径化を難しくさせるものであり、早急の解決が望まれている。
これまでにも高密度のエアバッグ用織物を巻いた高品質の織物ロールを作製することに生かせる技術が提案されており、例えば、以下の特許文献1には、シートを巻く紙管の強度を規定することで巻姿をよくする方法が開示されている。この方法は、有効に作用はするものの、織物自体を形よく巻かなければ根本的解決にはならない、また、以下の特許文献2には、巻取り途中の織物ロール径に応じて樹脂吐出量を制御する方法が開示されているが、既に経糸が準備された織物では使用することができない。このように、従来の手法では、問題の解決には至っていない。
本発明が解決しようとする課題は、高密度織物を巻いた織物ロールに関し、織物が広幅になっても巻姿が良好で、織物耳部付近の品質も良好である織物ロールを提供することである。
本発明者は、上記課題を解決すべく鋭意研究し実験を重ねた結果、高密度織物の耳部付近の織物ロールの硬度を特定範囲とし、かつ、織物ロールの巻径の凹凸差も特定範囲とすることによって、高品質のエアバッグ用織物を巻いた織物ロールが得られることを見出し、かかる知見に基づき本発明を完成するに至ったものである。
すなわち、本発明は、以下のとおりものである。
すなわち、本発明は、以下のとおりものである。
[1]経糸及び緯糸が合成繊維マルチフィラメント糸からなる平織組織のエアバッグ用の所定密度の織物を巻き芯に巻いた織物ロールであって、該織物ロールの幅が2000mm以上、巻径が200mm以上であり、該織物ロール中央部の巻硬度が70°以上93°以下であり、該織物ロールの端部の巻硬度の最大値と最小値の差が10°以下であり、かつ、該織物ロールの端部と中央部の巻径の差が1%以内であることを特徴とする前記織物ロール。
[2]前記経糸及び緯糸の繊度が210〜750dtexであり、かつ、前記織物のカバーファクターが2000〜2900の範囲内である、前記[1]に記載の織物ロール。
[3]前記織物の耳部の房耳長が、2〜15mmである、前記[1]又は[2]に記載の織物ロール。
[4]少なくとも下記条件:
(イ)製織時の経糸張力が0.20cN/dtex〜0.45cN/dtexである;及び
(ロ)織物を巻き芯に巻く時の巻取り張力が0.5N/cm〜1.5N/cmである;
下での製織工程を含む製造方法で製造された、前記[1]〜[3]のいずれかに記載の織物ロール。
(イ)製織時の経糸張力が0.20cN/dtex〜0.45cN/dtexである;及び
(ロ)織物を巻き芯に巻く時の巻取り張力が0.5N/cm〜1.5N/cmである;
下での製織工程を含む製造方法で製造された、前記[1]〜[3]のいずれかに記載の織物ロール。
[5]前記巻き芯が、厚み8mm以上、長さ2060mm以上、偏平耐圧強度が1000N/100mm幅以上の紙管である、前記[1]〜[4]のいずれかに記載の織物ロール。
[6]前記経糸及び緯糸が、ポリアミド系連続繊維、及びポリエステル系連続繊維からなる群から選ばれる少なくとも一種の繊維である、前記[1]〜[5]のいずれかに記載の織物ロール。
[7]前記経糸及び緯糸が、ポリアミド6連続繊維、ポリアミド66連続繊維、ポリアミド46連続繊維、ポリエチレンテレフタレート連続繊維、ポリブチレンテレフタレート連続繊維、ポリトリメチレンテレフタレート連続繊維、及びポリエチレンナフタレート連続繊維からなる群から選ばれる少なくとも一種の繊維である、前記[6]に記載の織物ロール。
[8]前記[1]〜[7]のいずれかに記載の織物ロールに巻かれた織物を少なくとも一部に用いたエアバッグ。
本発明のエアバッグ用の広幅の高密度織物を巻いた織物ロールは、従来の製法によって得た織物ロールに比べ、織物幅方向において、シワなどの発生の無い品質に優れた織物を巻いた織物ロールとなり、エアバッグ用の基布として使用した際にも幅方向で均一な特性を示すものとなる。また、織物ロール端部の凹凸発生が小さいことから、大径巻きも可能になる。
以下、本願発明について詳細に説明する。
本発明の織物ロールの長さは2000mm以上であり、巻径は200mm以上である。また、織物ロールの中央部の巻硬度は70°〜93°であり、より好ましくは75°〜90°、さらに好ましくは80°〜87°である。巻硬度は70°未満であるときは、巻張力が低い場合や、織物の組織がずれている場合などであって、織物にシワや密度斑が発生して、織物としての品質が悪いものになる。また、巻硬度が93°を超える場合は、巻張力が高くなりすぎる場合であり、織物に過度の経糸方向の張力が掛かり、引張強度などの織物特性が低下する可能性が出てきてしまう。
本発明の織物ロールの長さは2000mm以上であり、巻径は200mm以上である。また、織物ロールの中央部の巻硬度は70°〜93°であり、より好ましくは75°〜90°、さらに好ましくは80°〜87°である。巻硬度は70°未満であるときは、巻張力が低い場合や、織物の組織がずれている場合などであって、織物にシワや密度斑が発生して、織物としての品質が悪いものになる。また、巻硬度が93°を超える場合は、巻張力が高くなりすぎる場合であり、織物に過度の経糸方向の張力が掛かり、引張強度などの織物特性が低下する可能性が出てきてしまう。
ここで、織物ロールの「中央部」とは、幅中央点と該中央点から両端に向かって各々20cm以内の範囲をいう。
さらに、織物ロールの端部の最大値と最小値の硬度の差は、10°以下であり、10°を超えてしまう場合、織物に硬度差によるシワ欠点が発生することが多い。
ここで、織物ロールの「端部」とは、両端から中央部に向かって各々20cm以内の範囲をいう。
本発明の織物ロールの巻径において、中央部と端部の巻径の差は1%以内である。この差が1%を超える場合には、端部が中央部よりも出っ張っている場合やへこんでいる場合であり、この巻径差によって、織物ロールにシワ欠点が入り、品質の悪い織物になってしまう。
本発明の織物ロールを構成する高密度織物に用いる織物を構成する構成糸の繊度は210〜750dtexが好ましい。構成糸の繊度が210dtex以上で高圧展開に耐える機械物性を満たすようになる。また、構成糸の繊度が750dtex以下であれば、軽量で収納性の良い織物になるとともに、初期拘束性にも寄与する。より好ましい構成糸の総繊度は230〜550dtexであり、ウォータージェットルームやエアジェットルームなどのように、水や圧縮空気の力で緯糸を飛走させるタイプの織機では、特に高速化に対応しやすい。
本発明の織物ロールを構成する高密度織物のカバーファクターは、√(経糸の繊度(dtex)×経糸密度(本/2.54cm))+√(緯糸の繊度(dtex)×緯糸密度(本/2.54cm))であらわされ、2000〜2900の値であることが好ましい。下限は好ましくは2100以上、さらに好ましくは2200以上である。また、上限は、より好ましくは2500以下、さらに好ましくは2400以下、最も好ましくは2300以下である。カバーファクターが2000以上であることで、コーティング剤を施さない織物については低通気となり、2900以下であることで、織物が剛直にならずに柔軟性を有したものになる。なお、密度は織物中央部の経糸密度と緯糸密度を測定して、カバーファクターを計算している。
なお、本明細書中「所定密度の織物」とは、カバーファクターが2000以上である高密度織物をいう。
本発明の織物ロールを構成する高密度織物は、房耳の長さが2〜15mmであり、好ましくは3〜10mm、より好ましくは4〜7mmである。房耳が15mmよりも長い場合には、房耳が折り返して、織物の中に織りこまれたり、織物ロールを巻いている途中で織物と織物の間に入ったりして、耳高になってしまう不具合が生じる。また、房耳が2mmよりも短い場合には、途中の工程で緯糸が抜けてしまい、織物耳を形成しなくなる欠点が生じる。
房耳の長さを所定の長さに設定するためには、製織時の織物耳部が緩んだり、逆に張ったりしないように、経糸張力を適正にすることや、経糸に力糸を使用することが有効である。
房耳の長さを所定の長さに設定するためには、製織時の織物耳部が緩んだり、逆に張ったりしないように、経糸張力を適正にすることや、経糸に力糸を使用することが有効である。
本発明で使用する力糸は、経糸の両端部の耳部に用いて、織物耳部における緩みを軽減するために用いる糸である。使用する力糸の繊度は、地部の経糸繊度に対して3〜30%といった小さめの繊度を選定すればよい。素材は、ナイロン66繊維、ナイロン6繊維、ポリエステル繊維など、何れでもよいが、リサイクル等の観点から経糸や緯糸と同素材のものを使うことが好ましい。
力糸の本数は、2〜24本が適当であり、左右の両端には同数使うことができるが、経糸耳部の緩みがおさまらない場合には、左右不均等な数を使用してもよい。通常、片側につき、2〜8本であり、さらに好ましくは、4〜6本である。力糸はモノフィラメント糸でも、マルチフィラメント糸でもよいが、33dtex以下の場合には、モノフィラメント糸が強度上適している。さらに、生糸でもよく、仮撚り加工や捲縮加工等を施した糸であってもよく、紡績糸であってもよく、これらを組み合わせて使用してもよい。
また、製織時に使用する地絡糸は、織物の左右の最端部で、織物耳部が緩まないように締め付けているもので、一般には片側で2本の糸を使用して、回転式や左右に交互に糸を入れ替えるレノ式などで、緯糸を1本ごとに把持しながら織物に組織されるものである。レノ式では、片側に1組だけでなく、数組のレノを用いて耳部を締め付けることも有効である。
本発明の織物の製織に際して、経糸の筬入れ本数(筬羽1羽あたりの経糸本数)は、1本/羽とすることが好ましいが、2本/羽としてもよい。また、織物端部のみの経糸や力糸を2本/羽やそれ以上の本数を入れてもよく、筬入れ本数を組み合わせて、織物耳部の緩みを軽減することも有効である。
本発明の織物ロールを構成する高密度織物は、製織時の経糸張力は、0.20〜0.45cN/dtexが好ましく、より好ましくは0.24〜0.40cN/dtex、さらに好ましくは0.29〜0.36cN/dtexである。経糸張力が0.20cN/dtexよりも低い場合は、高密度織物を製織する際に経糸の耳部が緩みがちになるが、その緩みを伸ばし切れず、製織時には緯糸の経糸掛りなどの織機停止の原因となる事象が発生することになりやすい。また、経糸張力が0.45cN/dtexを超える場合は、経糸にかかる力が大きすぎて毛羽が発生しやすくなり、製織性や織物品質を低下させてしまう。
また、本発明の織物ロールを巻き芯に巻くときの張力は、0.5〜1.5N/10mmが好ましく、より好ましくは0.7〜1.2N/10mm、さらに好ましくは0.8〜1.0N/10mmである。巻取張力が0.5N/10mmよりも低い場合は、織物の巻硬度が小さくなって、その後の工程中にシワ欠点が発生しやすくなる。また、巻取張力が1.5N/10mmを超える場合は、織物にかかる力が大きすぎて、織物特性が変化したり、織物に凹凸ができるなどの不具合を生じてしまう。
本発明の織物ロールを構成する高密度織物を織機上で巻き取る際には、織機に直接巻き取る方式であってもよく、別巻取り装置を用いてもよい。また、別巻取り装置を用いる場合には、耳高を防止するために耳ずらしを行って織物を紙管などに巻き取ってもよい。耳ずらしとは、織物を紙管などに巻く際に、織物を数ミリずらしながら、織物耳部が同一位置に重ならないように巻くことをいい、別巻取り装置だけでなく精練機や検反機などでの巻き取り時に適応することも可能である。
本発明の織物ロールを構成する高密度織物を巻く紙管は、長さ2060mm以上が好ましく、厚み8mm以上、偏平耐圧強度が1000N/100mm以上(水分率10%以下)であることが好ましい。なお、巻取りは紙管以外にも、プラスチックや金属製のものを使用してもよい。
本発明における織物ロールに巻き取る高密度織物は、油剤成分の含有量が0.01〜2.0重量%であることが好ましく、0.05〜1.5重量%がより好ましく、さらに好ましくは0.1〜0.7重量%である。ここにいう油剤成分とは、有機溶媒ヘキサンにて織物から抽出されるものであり、織物の重量に対する抽出物の重量の百分率である。油剤成分の含有量が0.01重量%以上であれば、織物の引裂き強力を維持、向上させることができる。特にポリアミド織物においては、界面活性剤成分は、ポリアミド繊維の環状ユニマーのブリードアウトを助け、ポリアミド繊維の表面において、環状ユニマーと油剤成分が一体となって繊維同士のすべりを適度に促し、引張強力や引裂き強力の維持、向上に寄与する。すなわち、エアバッグ織物として展開時のガス耐圧性の向上が期待できるため、展開時のバースト防止に寄与する。一方で、油剤成分の織物中含有量を2.0重量%以下とすれば、付与量と精練除去量から含有量を制御し、織物中の織糸の引抜抵抗を適切に維持することができる。また、織物が燃焼性試験(FMVSS302)において合格になるように、過剰な含有量の油剤成分とならないように制御することができる。これら油剤成分は、繊維製造工程、製織加工工程で付与された工程油剤に由来して残存するものでもよい。
本発明の織物ロールを構成する高密度織物は、樹脂やエラストマーのコーティングを施さずにエアバッグに用いることもできる。また、この織物にカレンダー加工を施してもよいが、引裂き強力の低下を招かぬような注意が必要であり、好ましくはカレンダー加工を施さずに用いることがよい。さらに、本発明のエアバッグ用織物は、樹脂やエラストマーのコーティングを施してエアバッグに用いてもよい。特に、平織物ではコーティング量が5〜35g/m2程度の軽量コーティングが好ましく、軽量コーティングで非通気性を獲得することができ、袋織物ではコーティング量が15〜35g/m2程度の軽量コーティングが好ましい。コーティングを施した場合には、通気度が極端に低くなるが、本発明のコーティング前の織物や製織方法を用いることによって、コーティング時に経シワ欠点を生じることがなく、幅変動も少なく、良好なエアバッグ用織物を生産することができる。
本発明の織物ロールを構成する高密度織物の経糸及び緯糸は、合成繊維からなるものである。合成繊維はポリアミド系やポリエステル系の長繊維(連続繊維)が好ましい。前記経糸及び緯糸は、ポリアミド6連続繊維、ポリアミド66連続繊維、ポリアミド46連続繊維、ポリエチレンテレフタレート連続繊維、ポリブチレンテレフタレート連続繊維、ポリトリメチレンテレフタレート連続繊維、及びポリエチレンナフタレート連続繊維からなる群から選ばれる少なくとも一種の繊維であることができる。特に好ましくは、ポリアミド系長繊維で、ポリアミド6、ポリアミド6・6(ポリアミド66)、ポリアミド11、ポリアミド12、ポリアミド6・10、ポリアミド6・12、ポリアミド4・6(ポリアミド46)、それらの共重合体及びそれらの混合物からなる繊維が挙げられる。なかでも、ポリアミド6・6繊維として、主としてポリヘキサメチレンアジパミド繊維からなることが好ましい。ポリヘキサメチレンアジパミド繊維とは100%のヘキサメチレンジアミンとアジピン酸とから構成される融点が250℃以上のポリアミド繊維を指す。本発明で用いられるポリアミド系長繊維は、融点が250℃未満とならない範囲で、ポリヘキサメチレンアジパミドにポリアミド6、ポリアミド6・I、ポリアミド6・10、ポリアミド6・Tなどを共重合、あるいはブレンドしたポリマーからなる繊維でもよい。
織物を構成する糸は引張強度が9.8〜11.5cN/dtexであることが好ましい。引張強度が9.8cN/dtex以上で大きいほど織物の引張強度が大きい。製織に適した安定した品質が得られる観点から構成糸の引張強度の上限は11.5cN/dtexである。
織物加工の過程での熱収縮の関係から、原糸の沸水収縮率は5〜12%が好ましい。原糸の沸水収縮率が5%以上であれば、熱収縮加工時に緊張処理することで織糸クリンプを抑えて織物の特定荷重伸びの抑制に寄与する。沸水収縮率が低すぎると、製織時の織糸クリンプがそのまま織物に反映するため、織物の特定荷重伸びが抑えられない。実質的な原糸の沸水収縮率の上限は12%である。
なお、本発明の効果を損なわない範囲であれば、かかる繊維には原糸の製造工程や加工工程での生産性あるいは特性改善のために通常使用される各種添加剤を含んでいてもよい。例えば、熱安定剤、酸化防止剤、光安定剤、平滑剤、帯電防止剤、可塑剤、増粘剤、顔料、難燃剤などを含有する原糸を織糸として用いることができる。
本発明の製織に際して、経糸準備の段階、あるいは織機上で、経糸などに集束性向上や平滑性向上のための油剤成分やワックス成分を付与してもよい。ここで付与された油剤やWAX成分は、最終的にエアバッグ用織物に含有されてもよい。また、製織時の毛羽発生や経糸切れを防止するためにサイジングを施してもよい。但し、原糸に何らの剤を付けずに、ノンサイジングやノンオイル・ノンワックスで経糸ビームに巻き上げることが好ましい。
本発明の織物の製織に際し、使用する織機は、ウォータージェットルーム、エアジェットルーム、レピアルームや多相織機などであり、これらを用いて織物を製造することができる。平織物を製織する場合には、特に、高速化や広幅化、あるいは機械価格からは、ウォータージェットルームが好ましい。織機の緯糸供給方式は、1ノズルタイプでも複数のノズルを有するものでも構わないが、緯糸チーズの替わり目の織物幅方向の寸法差を小さくする上では2ノズル等の複数ノズルタイプが好ましい。
本発明の織物組織は、特に機械的特性に優れ、また地薄であることから、平織組織である。但し、織物組織としては、平織以外の綾織、朱子織およびこれらの変化織や組織混合した織物、多軸織などの組織も、場合により使用しうる。
製織した織物は、過剰な油剤成分や汚れの除去のために精練洗浄することができる。精練工程では、温水浴でアルカリ洗浄や界面活性剤洗浄が行われるが、むしろ、精練せずに織物に仕上げてもよい。ウォータージェットルームでは油剤成分は概ね脱落し、油剤成分付着量が適度になった織物を精練せずに織物に仕上げることができ、本発明に必要な含有物の量を制御しやすく、経済的でもある。最終的に、織物に対して平滑剤、帯電防止剤を主成分とした整経油剤や製織工程油剤が油剤成分として含有されることが好ましい。精練工程では、適度な精練温度や精練時間を選定すればよい。あるいは、ウォータージェットルームで製織した生機は精練を実施しなくてもよい。
次いで、織物を高温槽や熱シリンダーを通して乾燥し、さらに熱固定を行ってエアバッグ用織物に仕上げることができる。ここでは乾燥のみで終了してもよく、乾燥後に熱固定を施してもよい。織物の乾燥及び熱固定では、織物幅と経糸方向の送りについて、それぞれ収縮量や張力を制御することが好ましく、例えば、テンター式乾燥機などが用いられる。織物の引張試験における特定荷重伸度を低く保つためには、加熱処理の温度を選定し、加熱処理しながらも収縮するに任せず張力をかけながら加工することが好ましい。さらには、加熱処理後に張力をかけながら急冷することが好ましい。
本発明の織物ロールを構成する高密度織物の通気度の幅方向のバラツキは、少ないほうがよく、通気度の幅方向のバラツキが小さいことによって、エアバッグの製品になって展開したときに、人体や頭部の衝撃吸収性が変化して、安全上の危険を伴う可能性を抑制できる。
本発明の織物ロールを構成する高密度織物は、裁断縫製されて、運転席用エアバッグ、助手席用エアバッグ、後部座席用エアバッグ、側面用エアバッグ、膝部用エアバッグ、カーシート間エアバッグ、側面用カーテン状エアバッグ、後部ウィンドウ用カーテンバッグ、歩行者保護エアバッグなどに適宜使用することができる。これらのエアバッグにおいては、インフレータ取り付け口やベントホール部分などに用いられる補強布又はバッグ展開形状を規制する部材を、該エアバッグ用織物と同一織物とすることができる。また、エアバッグの縫製にあたっては、打抜き、溶断、裁断によって形成された1枚又は複数枚のかかるエアバッグ用織物を用い、その周縁部を縫製してエアバッグを形成することができ、さらには周縁部の縫製が、一重又は二重縫製等で構成されたエアバッグを形成することができる。
なお、エアバッグモジュールは、上記のエアバッグ用の織物を裁断縫製したエアバッグと、火薬や推薬を用いたインフレータとを組み合わせて作ることができる。
なお、エアバッグモジュールは、上記のエアバッグ用の織物を裁断縫製したエアバッグと、火薬や推薬を用いたインフレータとを組み合わせて作ることができる。
以下、実施例及び参考例によって本発明を具体的に説明する。
実施例及び参考例中の織物ロールの特性評価などについては下記の方法にて実施した。
(1)繊度:JIS−L1013:2010、8.3.1正量繊度に準じて求めた。
実施例及び参考例中の織物ロールの特性評価などについては下記の方法にて実施した。
(1)繊度:JIS−L1013:2010、8.3.1正量繊度に準じて求めた。
(2)織密度:JIS−L1096:2010、附属書11−Aに準じて求めた。
織密度(経糸密度や緯糸密度)の測定箇所は、幅方向の測定場所は両端より各々20cm内側で2点、幅中央で1点、幅中央点と各々20cm内側点の中間点での2点、計5箇所の平均値を用いた。
また、織物の経糸密度の中央は織物中央部5箇所の測定値の平均値であり、端部は幅方向の両端より各々20cm内側の2点を測定し、これを5箇所行った測定値の平均値とした。
織密度(経糸密度や緯糸密度)の測定箇所は、幅方向の測定場所は両端より各々20cm内側で2点、幅中央で1点、幅中央点と各々20cm内側点の中間点での2点、計5箇所の平均値を用いた。
また、織物の経糸密度の中央は織物中央部5箇所の測定値の平均値であり、端部は幅方向の両端より各々20cm内側の2点を測定し、これを5箇所行った測定値の平均値とした。
(3)巻硬度:アスカーゴム硬度計C型(高分子計器株式会社)を用いて、織物ロールの硬度を求めた。周方向に4か所測定し、その操作を3回行い、計12個のデータの平均値を用いた。
(4)織物耳部品質:織物最外部の地絡糸や力糸の組織されている状態と耳部の緩み状態について級付けを行った。織物は検反台に織物を仕掛けて行い、級付けが3級以上の場合を合格とした。
織物耳部品質については、エアバッグ業務に3年以上関わった技術者5名の5段階による級付けの平均で判断した。
級付けは、織物の耳部において、経糸や緯糸がしっかりと組織されており、シワや緩み(フレア)が見えない状態を5級、小さく薄いシワや緩みが軽微に見える状態を4級、シワや緩みがやや見える状態を3級、やや強いシワや緩みがある状態を2級、強いシワや緩みが強く見える状態を1級という基準で目視判定し、5人の平均を取った。
織物耳部品質については、エアバッグ業務に3年以上関わった技術者5名の5段階による級付けの平均で判断した。
級付けは、織物の耳部において、経糸や緯糸がしっかりと組織されており、シワや緩み(フレア)が見えない状態を5級、小さく薄いシワや緩みが軽微に見える状態を4級、シワや緩みがやや見える状態を3級、やや強いシワや緩みがある状態を2級、強いシワや緩みが強く見える状態を1級という基準で目視判定し、5人の平均を取った。
(6)巻径、巻径差:
巻径は、ロール周長を糸や紐を用いてその長さから計算して求められるもので、中央部の周長と、端部の凹部と凸部の周長の各々を測定し、中央部の周長との巻径差が大きい方の端部の周長を用いて、その差を中央部の周長で除した割合(絶対値)を巻径差とした。
巻径は、ロール周長を糸や紐を用いてその長さから計算して求められるもので、中央部の周長と、端部の凹部と凸部の周長の各々を測定し、中央部の周長との巻径差が大きい方の端部の周長を用いて、その差を中央部の周長で除した割合(絶対値)を巻径差とした。
[実施例1]
ポリヘキサメチレンアジパミド樹脂を溶融紡糸、熱延伸して得られた強度8cN/dtexの繊維を織物の経糸及び緯糸として用いた。この繊維は、繊度が470dtex、単糸が136本、沸水収縮率が7.0%であり、水浸し法の交絡数は10個/mであった。経糸は、無撚無糊で整経を実施し、経糸本数4428本の経糸ビームを作製した。耳部の力糸本数は、片側4本として両側で8本、力糸の繊度はすべて22dtexとし、地絡糸の繊度も22dtexとした。また、経糸の筬入れ本数(筬羽1羽あたりの経糸本数)は、1本/羽とした。
織機は、ウォータージェット織機を用い、経糸張力は0.32cN/dtexとなるように設定し、織機回転数700rpmで、緯糸は経糸と同じ糸を用いて、製織を実施した。また、巻取り時の織物のずらし機構は働かせていない。このときの織物の房耳長さは5mmになるように設定した。
ポリヘキサメチレンアジパミド樹脂を溶融紡糸、熱延伸して得られた強度8cN/dtexの繊維を織物の経糸及び緯糸として用いた。この繊維は、繊度が470dtex、単糸が136本、沸水収縮率が7.0%であり、水浸し法の交絡数は10個/mであった。経糸は、無撚無糊で整経を実施し、経糸本数4428本の経糸ビームを作製した。耳部の力糸本数は、片側4本として両側で8本、力糸の繊度はすべて22dtexとし、地絡糸の繊度も22dtexとした。また、経糸の筬入れ本数(筬羽1羽あたりの経糸本数)は、1本/羽とした。
織機は、ウォータージェット織機を用い、経糸張力は0.32cN/dtexとなるように設定し、織機回転数700rpmで、緯糸は経糸と同じ糸を用いて、製織を実施した。また、巻取り時の織物のずらし機構は働かせていない。このときの織物の房耳長さは5mmになるように設定した。
次いで、得られた生機を水洗し、連続して乾燥シリンダーに通し、更に熱カレンダーを施した。熱カレンダー条件は、金属ロール温度160℃、圧力490N/cmで処理した。カレンダーロールは、上部の加熱用の金属ロールが12cm直径であり、下部のロールはペーパー表面を有する24cm直径で、表面速度は上下同速であった。
さらに、検反機にて、織物を、長さ2250mm、厚み8mm、耐圧強度1000N/100mmの紙管に、巻取り張力1.0N/cmで、巻取り、長さ1000mの織物ロールを作製した。
得られた織物ロールの評価結果を以下の表1に示す。織物ロールの巻硬度は中央部で83°、端部での巻硬度の差が3°であり、織物ロール表面凹凸が0.3%、また、織物ロール解反時の織物の状態、織物耳部の品質も良好な結果となった。
さらに、検反機にて、織物を、長さ2250mm、厚み8mm、耐圧強度1000N/100mmの紙管に、巻取り張力1.0N/cmで、巻取り、長さ1000mの織物ロールを作製した。
得られた織物ロールの評価結果を以下の表1に示す。織物ロールの巻硬度は中央部で83°、端部での巻硬度の差が3°であり、織物ロール表面凹凸が0.3%、また、織物ロール解反時の織物の状態、織物耳部の品質も良好な結果となった。
[実施例2]
製織時の経糸張力を0.21cN/dtexとし、その後の工程での紙管への巻取り張力を0.7N/cmとした以外は、実施例1と同様に実施した。
得られた織物ロールの評価結果を以下の表1に示す。織物の房耳長さは4mmになり、織物の巻硬度は中央部で78°、端部での巻硬度の差が5°であり、織物ロール表面凹凸が0.4%、また、織物ロール解反時の織物の状態、織物耳部の品質も良好な結果となった。
製織時の経糸張力を0.21cN/dtexとし、その後の工程での紙管への巻取り張力を0.7N/cmとした以外は、実施例1と同様に実施した。
得られた織物ロールの評価結果を以下の表1に示す。織物の房耳長さは4mmになり、織物の巻硬度は中央部で78°、端部での巻硬度の差が5°であり、織物ロール表面凹凸が0.4%、また、織物ロール解反時の織物の状態、織物耳部の品質も良好な結果となった。
[実施例3]
使用する経糸と緯糸の繊度を700dtex、単糸が105本とし、経糸本数3600本の経糸ビームとし、製織時の経糸張力を0.38cN/dtextとした以外は、実施例1と同様の条件で実施した。
得られた織物ロールの評価結果を以下の表1に示す。織物の房耳長さは5mmになり、織物の巻硬度は中央部で82°、端部での巻硬度の差が4°であり、織物ロール表面凹凸が0.7%、また、織物ロール解反時の織物の状態、織物耳部の品質も良好な結果となった。
使用する経糸と緯糸の繊度を700dtex、単糸が105本とし、経糸本数3600本の経糸ビームとし、製織時の経糸張力を0.38cN/dtextとした以外は、実施例1と同様の条件で実施した。
得られた織物ロールの評価結果を以下の表1に示す。織物の房耳長さは5mmになり、織物の巻硬度は中央部で82°、端部での巻硬度の差が4°であり、織物ロール表面凹凸が0.7%、また、織物ロール解反時の織物の状態、織物耳部の品質も良好な結果となった。
[実施例4]
ポリエチレンテレフタレート繊維で、繊度が550dtex、単糸が240本、沸水収縮率が2.2%、交絡数が10個/mの繊維を用い、経糸本数4290本の経糸ビームを作製し、ウォータージェット織機を用いて、経糸張力0.32cN/dtex、力糸の繊度を片側で22dtexを6本、両側で12本、地絡糸を22dtexとし、織機回転数600rpmと設定し、緯糸は経糸と同じ繊維を用いて製織を行った。その生機は実施例1と同様に処理を実施した。このときの織物の房耳長さは8mmになるように設定した。
得られた織物ロールの評価結果を以下の表1に示す。織物の巻硬度は中央部で85°、端部での巻硬度の差が8°であり、織物ロール表面凹凸が0.6%、また、織物ロール解反時の織物の状態、織物耳部の品質も良好な結果となった。
ポリエチレンテレフタレート繊維で、繊度が550dtex、単糸が240本、沸水収縮率が2.2%、交絡数が10個/mの繊維を用い、経糸本数4290本の経糸ビームを作製し、ウォータージェット織機を用いて、経糸張力0.32cN/dtex、力糸の繊度を片側で22dtexを6本、両側で12本、地絡糸を22dtexとし、織機回転数600rpmと設定し、緯糸は経糸と同じ繊維を用いて製織を行った。その生機は実施例1と同様に処理を実施した。このときの織物の房耳長さは8mmになるように設定した。
得られた織物ロールの評価結果を以下の表1に示す。織物の巻硬度は中央部で85°、端部での巻硬度の差が8°であり、織物ロール表面凹凸が0.6%、また、織物ロール解反時の織物の状態、織物耳部の品質も良好な結果となった。
[比較例1]
製織時の経糸張力を0.46cN/dtext、紙管への織物の巻取り張力を1.8N/cmとしたこと以外は、実施例1と同様の条件で、織物ロールを作製した。
得られた織物ロールの評価結果を以下の表1に示す。織物の房耳長さは6mmになり、織物の巻硬度は中央部で90°、端部での巻硬度の差が7°で、織物ロール表面凹凸が1.1%となり、また、織物ロール解反時の織物の状態はシワ欠点が発生する状態であった。
製織時の経糸張力を0.46cN/dtext、紙管への織物の巻取り張力を1.8N/cmとしたこと以外は、実施例1と同様の条件で、織物ロールを作製した。
得られた織物ロールの評価結果を以下の表1に示す。織物の房耳長さは6mmになり、織物の巻硬度は中央部で90°、端部での巻硬度の差が7°で、織物ロール表面凹凸が1.1%となり、また、織物ロール解反時の織物の状態はシワ欠点が発生する状態であった。
[比較例2]
紙管への織物の巻取り張力を0.3N/cmとしたこと以外は、実施例1と同様の条件で、織物ロールを作製した。
得られた織物ロールの評価結果を以下の表1に示す。織物の房耳長さは5mmになり、織物の巻硬度は中央部で69°、端部での巻硬度の差が11°で、織物ロール表面凹凸が1.5%でいびつな形になり、また、織物ロール解反時の織物の状態はシワ欠点が発生する状態であった。
紙管への織物の巻取り張力を0.3N/cmとしたこと以外は、実施例1と同様の条件で、織物ロールを作製した。
得られた織物ロールの評価結果を以下の表1に示す。織物の房耳長さは5mmになり、織物の巻硬度は中央部で69°、端部での巻硬度の差が11°で、織物ロール表面凹凸が1.5%でいびつな形になり、また、織物ロール解反時の織物の状態はシワ欠点が発生する状態であった。
[比較例3]
紙管への織物の巻取り張力を1.8N/cmとし、紙管を8mm厚で耐圧強度800N/cmのものを使用した以外は、実施例1と同様の条件で、織物ロールを作製した。
得られた織物ロールの評価結果を以下の表1に示す。織物の房耳長さは5mmになり、織物の巻硬度は中央部で88°、端部での巻硬度の差が11°で、織物ロール表面凹凸が1.0%となり、また、織物ロール解反時の織物の状態はシワ欠点が発生し、更に紙管にも軸に沿ってシワ(座屈)が発生する状態であった。
紙管への織物の巻取り張力を1.8N/cmとし、紙管を8mm厚で耐圧強度800N/cmのものを使用した以外は、実施例1と同様の条件で、織物ロールを作製した。
得られた織物ロールの評価結果を以下の表1に示す。織物の房耳長さは5mmになり、織物の巻硬度は中央部で88°、端部での巻硬度の差が11°で、織物ロール表面凹凸が1.0%となり、また、織物ロール解反時の織物の状態はシワ欠点が発生し、更に紙管にも軸に沿ってシワ(座屈)が発生する状態であった。
[比較例4]
経糸本数を3700本とし、カバーファクターを1927とし、織機上の織物耳部の力糸を使用しないこと以外は、実施例1と同様の条件で、織物ロールを作製した。
得られた織物ロールの評価結果を以下の表1に示す。織物の房耳長さは5mmになり、織物の巻硬度は中央部で78°、端部での巻硬度の差が4°で、織物ロール表面凹凸が1.2%であり、また、織物ロール解反時の織物の状態はシワ欠点と織物中の緯糸が湾曲する欠点が発生した。また、織物耳部の品質もややシワが見える状態であった。
経糸本数を3700本とし、カバーファクターを1927とし、織機上の織物耳部の力糸を使用しないこと以外は、実施例1と同様の条件で、織物ロールを作製した。
得られた織物ロールの評価結果を以下の表1に示す。織物の房耳長さは5mmになり、織物の巻硬度は中央部で78°、端部での巻硬度の差が4°で、織物ロール表面凹凸が1.2%であり、また、織物ロール解反時の織物の状態はシワ欠点と織物中の緯糸が湾曲する欠点が発生した。また、織物耳部の品質もややシワが見える状態であった。
[比較例5]
織物の房耳の長さ(反ノズル側)を16mmとした以外は、実施例1と同様の条件で、織物ロールを作製した。
得られた織物ロールの評価結果を以下の表1に示す。房耳が織物側に折り返して、端部の径が大きくなってしまった。織物の巻硬度は中央部で88°、端部での巻硬度の差が8°で、織物ロール表面凹凸が1.6%であり、また、織物ロール解反時の織物の状態はシワ欠点が発生しており、織物耳部の品質も不良な結果であった。
織物の房耳の長さ(反ノズル側)を16mmとした以外は、実施例1と同様の条件で、織物ロールを作製した。
得られた織物ロールの評価結果を以下の表1に示す。房耳が織物側に折り返して、端部の径が大きくなってしまった。織物の巻硬度は中央部で88°、端部での巻硬度の差が8°で、織物ロール表面凹凸が1.6%であり、また、織物ロール解反時の織物の状態はシワ欠点が発生しており、織物耳部の品質も不良な結果であった。
本発明は、織物が巻かれた織物ロールに関するものであり、とりわけ、乗り物衝突事故における衝撃吸収で乗員安全を図るエアバッグ用の広幅の高密度織物が巻かれた織物ロールとして好適に利用可能である。
Claims (8)
- 経糸及び緯糸が合成繊維マルチフィラメント糸からなる平織組織のエアバッグ用の所定密度の織物を巻き芯に巻いた織物ロールであって、該織物ロールの幅が2000mm以上、巻径が200mm以上であり、該織物ロール中央部の巻硬度が70°以上93°以下であり、該織物ロールの端部の巻硬度の最大値と最小値の差が10°以下であり、かつ、該織物ロールの端部と中央部の巻径の差が1%以内であることを特徴とする前記織物ロール。
- 前記経糸及び緯糸の繊度が210〜750dtexであり、かつ、前記織物のカバーファクターが2000〜2900の範囲内である、請求項1に記載の織物ロール。
- 前記織物の耳部の房耳長が、2〜15mmである、請求項1又は2に記載の織物ロール。
- 少なくとも下記条件:
(イ)製織時の経糸張力が0.20cN/dtex〜0.45cN/dtexである;及び
(ロ)織物を巻き芯に巻く時の巻取り張力が0.5N/cm〜1.5N/cmである;
下での製織工程を含む製造方法で製造された、請求項1〜3のいずれか1項に記載の織物ロール。 - 前記巻き芯が、厚み8mm以上、長さ2060mm以上、偏平耐圧強度が1000N/100mm幅以上の紙管である、請求項1〜4のいずれか1項に記載の織物ロール。
- 前記経糸及び緯糸が、ポリアミド系連続繊維、及びポリエステル系連続繊維からなる群から選ばれる少なくとも一種の繊維である、請求項1〜5のいずれか1項に記載の織物ロール。
- 前記経糸及び緯糸が、ポリアミド6連続繊維、ポリアミド66連続繊維、ポリアミド46連続繊維、ポリエチレンテレフタレート連続繊維、ポリブチレンテレフタレート連続繊維、ポリトリメチレンテレフタレート連続繊維、及びポリエチレンナフタレート連続繊維からなる群から選ばれる少なくとも一種の繊維である、請求項6に記載の織物ロール。
- 請求項1〜7のいずれか1項に記載の織物ロールに巻かれた織物を少なくとも一部に用いたエアバッグ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014263466A JP2015143407A (ja) | 2013-12-25 | 2014-12-25 | 広幅高密度織物ロール |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013267221 | 2013-12-25 | ||
| JP2013267221 | 2013-12-25 | ||
| JP2014263466A JP2015143407A (ja) | 2013-12-25 | 2014-12-25 | 広幅高密度織物ロール |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015143407A true JP2015143407A (ja) | 2015-08-06 |
Family
ID=53583779
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014263466A Pending JP2015143407A (ja) | 2013-12-25 | 2014-12-25 | 広幅高密度織物ロール |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2015143407A (ja) |
| CN (1) | CN104743386B (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019065894A1 (ja) * | 2017-09-29 | 2019-04-04 | セーレン株式会社 | ノンコートエアバッグ用織物およびエアバッグ |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3158871B2 (ja) * | 1994-07-01 | 2001-04-23 | 東レ株式会社 | ポリエステルフィルムの巻き取り方法 |
| DE60230311D1 (de) * | 2001-11-06 | 2009-01-22 | Asahi Kasei Fibers Corp | Polyesterverbundfaserpaket |
| US8642489B2 (en) * | 2009-11-09 | 2014-02-04 | Asahi Kasei Fibers Corporation | Airbag fabric and airbag |
| CN102102255A (zh) * | 2009-12-16 | 2011-06-22 | 东丽纤维研究所(中国)有限公司 | 一种安全气囊用织物及其加工方法 |
| CN104093894B (zh) * | 2012-02-07 | 2017-03-15 | 东洋纺株式会社 | 气囊用涂布基布及气囊用涂布基布的制造方法 |
-
2014
- 2014-12-25 CN CN201410829722.8A patent/CN104743386B/zh active Active
- 2014-12-25 JP JP2014263466A patent/JP2015143407A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019065894A1 (ja) * | 2017-09-29 | 2019-04-04 | セーレン株式会社 | ノンコートエアバッグ用織物およびエアバッグ |
| JPWO2019065894A1 (ja) * | 2017-09-29 | 2020-09-10 | セーレン株式会社 | ノンコートエアバッグ用織物およびエアバッグ |
| US11414042B2 (en) | 2017-09-29 | 2022-08-16 | Seiren Co., Ltd. | Non-coated air bag fabric and air bag |
| JP7284704B2 (ja) | 2017-09-29 | 2023-05-31 | セーレン株式会社 | ノンコートエアバッグ用織物およびエアバッグ |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104743386A (zh) | 2015-07-01 |
| CN104743386B (zh) | 2017-08-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5898280B2 (ja) | エアバッグ用布帛 | |
| CN104060366B (zh) | 高密度织物 | |
| JP5100895B2 (ja) | エアバッグ用基布 | |
| JP6011721B2 (ja) | エアバッグ用基布およびその製造方法 | |
| JP5593010B1 (ja) | エアバッグ用織物 | |
| JP2005105437A (ja) | エアバッグ用袋織基布 | |
| US20150336530A1 (en) | Airbag fabric and airbag | |
| US20180086300A1 (en) | Polyester base fabric for airbag, polyester airbag, and method of manufacturing polyester base fabric for airbag | |
| JP5241165B2 (ja) | エアバッグ用基布の製造方法 | |
| US20020155774A1 (en) | High density fabric for air bag and method for manufacturing high density fabric | |
| JP7188393B2 (ja) | エアバッグ基布およびそれを含むエアバッグ | |
| JP3850234B2 (ja) | エアバッグ用基布およびエアバッグ | |
| JP5873268B2 (ja) | エアバッグ用高密度織物とその製織方法 | |
| JP2005179806A (ja) | 袋織エアバッグ用基布、エアバッグおよびエアバッグ装置 | |
| JP2015143407A (ja) | 広幅高密度織物ロール | |
| JP7380549B2 (ja) | エアバッグ用基布およびエアバッグ用基布の製造方法 | |
| JP4553656B2 (ja) | 高密度袋織基布の製織方法 | |
| WO2024048153A1 (ja) | エアバッグ用織物 | |
| JP3544179B2 (ja) | 高密度織物の製織法 | |
| JPH09105047A (ja) | ノンコートエアーバッグ用織物 | |
| JP2002212856A (ja) | 高密度織物 | |
| JP3830332B2 (ja) | エアバッグ用基布およびエアバッグ | |
| JP4370492B2 (ja) | エアージェットルームの製織方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20160405 |