JP2005105437A - エアバッグ用袋織基布 - Google Patents
エアバッグ用袋織基布 Download PDFInfo
- Publication number
- JP2005105437A JP2005105437A JP2003337659A JP2003337659A JP2005105437A JP 2005105437 A JP2005105437 A JP 2005105437A JP 2003337659 A JP2003337659 A JP 2003337659A JP 2003337659 A JP2003337659 A JP 2003337659A JP 2005105437 A JP2005105437 A JP 2005105437A
- Authority
- JP
- Japan
- Prior art keywords
- bag
- weaving
- woven
- base fabric
- fabric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000004744 fabric Substances 0.000 title claims abstract description 104
- 238000009941 weaving Methods 0.000 title claims abstract description 63
- 238000005304 joining Methods 0.000 claims description 38
- 239000000835 fiber Substances 0.000 claims description 26
- 229920002302 Nylon 6,6 Polymers 0.000 claims description 8
- 230000035699 permeability Effects 0.000 claims description 6
- 229920002994 synthetic fiber Polymers 0.000 claims description 3
- 239000012209 synthetic fiber Substances 0.000 claims description 3
- 239000011247 coating layer Substances 0.000 claims description 2
- 229920005989 resin Polymers 0.000 claims description 2
- 239000011347 resin Substances 0.000 claims description 2
- 230000037303 wrinkles Effects 0.000 abstract description 34
- 239000002759 woven fabric Substances 0.000 abstract description 22
- 238000012545 processing Methods 0.000 abstract description 18
- 239000011248 coating agent Substances 0.000 abstract description 13
- 238000000576 coating method Methods 0.000 abstract description 13
- 238000000034 method Methods 0.000 description 20
- 230000014759 maintenance of location Effects 0.000 description 16
- 230000008569 process Effects 0.000 description 12
- 238000013461 design Methods 0.000 description 8
- 239000012530 fluid Substances 0.000 description 7
- 238000003860 storage Methods 0.000 description 7
- 239000003795 chemical substances by application Substances 0.000 description 6
- 238000010586 diagram Methods 0.000 description 6
- 238000009958 sewing Methods 0.000 description 6
- 229920002050 silicone resin Polymers 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 5
- -1 polyethylene terephthalate Polymers 0.000 description 5
- 239000004753 textile Substances 0.000 description 5
- 230000000052 comparative effect Effects 0.000 description 4
- 230000008520 organization Effects 0.000 description 4
- 238000009423 ventilation Methods 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 3
- 239000003292 glue Substances 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 229920002292 Nylon 6 Polymers 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 125000003118 aryl group Chemical group 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000007667 floating Methods 0.000 description 2
- 238000007689 inspection Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 239000005871 repellent Substances 0.000 description 2
- 230000002940 repellent Effects 0.000 description 2
- 238000004018 waxing Methods 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- OEPOKWHJYJXUGD-UHFFFAOYSA-N 2-(3-phenylmethoxyphenyl)-1,3-thiazole-4-carbaldehyde Chemical compound O=CC1=CSC(C=2C=C(OCC=3C=CC=CC=3)C=CC=2)=N1 OEPOKWHJYJXUGD-UHFFFAOYSA-N 0.000 description 1
- 229920002972 Acrylic fiber Polymers 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 229920003189 Nylon 4,6 Polymers 0.000 description 1
- 229920000305 Nylon 6,10 Polymers 0.000 description 1
- 229920000572 Nylon 6/12 Polymers 0.000 description 1
- 239000004697 Polyetherimide Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- 239000004699 Ultra-high molecular weight polyethylene Substances 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 229920002978 Vinylon Polymers 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 230000003712 anti-aging effect Effects 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 150000002170 ethers Chemical class 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920001643 poly(ether ketone) Polymers 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920001601 polyetherimide Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 229920002215 polytrimethylene terephthalate Polymers 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 238000007665 sagging Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- MHSKRLJMQQNJNC-UHFFFAOYSA-N terephthalamide Chemical compound NC(=O)C1=CC=C(C(N)=O)C=C1 MHSKRLJMQQNJNC-UHFFFAOYSA-N 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 239000002562 thickening agent Substances 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R21/00—Arrangements or fittings on vehicles for protecting or preventing injuries to occupants or pedestrians in case of accidents or other traffic risks
- B60R21/02—Occupant safety arrangements or fittings, e.g. crash pads
- B60R21/16—Inflatable occupant restraints or confinements designed to inflate upon impact or impending impact, e.g. air bags
- B60R21/23—Inflatable members
- B60R21/235—Inflatable members characterised by their material
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D1/00—Woven fabrics designed to make specified articles
- D03D1/02—Inflatable articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R21/00—Arrangements or fittings on vehicles for protecting or preventing injuries to occupants or pedestrians in case of accidents or other traffic risks
- B60R21/02—Occupant safety arrangements or fittings, e.g. crash pads
- B60R21/16—Inflatable occupant restraints or confinements designed to inflate upon impact or impending impact, e.g. air bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R21/00—Arrangements or fittings on vehicles for protecting or preventing injuries to occupants or pedestrians in case of accidents or other traffic risks
- B60R21/02—Occupant safety arrangements or fittings, e.g. crash pads
- B60R21/16—Inflatable occupant restraints or confinements designed to inflate upon impact or impending impact, e.g. air bags
- B60R21/23—Inflatable members
- B60R21/235—Inflatable members characterised by their material
- B60R2021/23504—Inflatable members characterised by their material characterised by material
- B60R2021/23509—Fabric
- B60R2021/23514—Fabric coated fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R21/00—Arrangements or fittings on vehicles for protecting or preventing injuries to occupants or pedestrians in case of accidents or other traffic risks
- B60R21/02—Occupant safety arrangements or fittings, e.g. crash pads
- B60R21/16—Inflatable occupant restraints or confinements designed to inflate upon impact or impending impact, e.g. air bags
- B60R21/23—Inflatable members
- B60R21/235—Inflatable members characterised by their material
- B60R2021/23533—Inflatable members characterised by their material characterised by the manufacturing process
- B60R2021/23542—Weaving
- B60R2021/23547—Weaving one piece weaving
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R21/00—Arrangements or fittings on vehicles for protecting or preventing injuries to occupants or pedestrians in case of accidents or other traffic risks
- B60R21/02—Occupant safety arrangements or fittings, e.g. crash pads
- B60R21/16—Inflatable occupant restraints or confinements designed to inflate upon impact or impending impact, e.g. air bags
- B60R21/23—Inflatable members
- B60R21/231—Inflatable members characterised by their shape, construction or spatial configuration
- B60R21/232—Curtain-type airbags deploying mainly in a vertical direction from their top edge
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3179—Woven fabric is characterized by a particular or differential weave other than fabric in which the strand denier or warp/weft pick count is specified
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Woven Fabrics (AREA)
- Air Bags (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Artificial Filaments (AREA)
Abstract
【課題】高速展開が可能で、空気漏れが極めて少なく、また製織時には経糸に掛かる張力負荷が少ないために経糸毛羽等の発生がなく、さらにコーティング加工時の二重袋織部と一重織部の境界でのシワ発生が極めて少なく、織物品質に優れ、特にカーテン状エアバッグに好適なエアバッグ用袋織基布を提供する。
【解決手段】(1) 展開膨張可能な二重袋織部の外周に接合帯が形成されたエアバッグ用袋織基布において、該接合帯が風通組織および斜子組織を含むエアバッグ用袋織基布。(2) 前記接合帯が風通組織、二重袋織組織および斜子組織からなり、該風通組織は前記展開膨張可能な二重袋織部の境界側に位置し、その外周に二重袋織組織および斜子組織が位置するエアバッグ用袋織基布。(3) 前記エアバッグ用袋織基布を用いてなるカーテン状エアバッグ。
【選択図】 図1
【解決手段】(1) 展開膨張可能な二重袋織部の外周に接合帯が形成されたエアバッグ用袋織基布において、該接合帯が風通組織および斜子組織を含むエアバッグ用袋織基布。(2) 前記接合帯が風通組織、二重袋織組織および斜子組織からなり、該風通組織は前記展開膨張可能な二重袋織部の境界側に位置し、その外周に二重袋織組織および斜子組織が位置するエアバッグ用袋織基布。(3) 前記エアバッグ用袋織基布を用いてなるカーテン状エアバッグ。
【選択図】 図1
Description
本発明は、自動車など乗物用の安全装置の一つであるエアバッグに使用される基布に関するものであり、特に乗物の側面衝突時に乗員を側面保護するのに好適なエアバッグ用袋織基布に関するものである。
近年、自動車等の乗物において、乗員の安全性の向上が求められており、エアバッグの装着率が向上している。エアバッグは、乗物が正面衝突や側面衝突時に受ける衝撃をセンサーが感知し、インフレーターからガスを膨張可能な袋部に流入させ、エアバッグを急速に展開・膨張させて、そのクッション性によって乗員を保護するものである。
従来のエアバッグは、運転席や助手席の前面部に装着されることが多く、主に正面衝突時における乗員の顔面および上半身の保護用として多く装着されているが、最近では側方からの衝突や乗物の側転(以下、ロールオーバーと称する)にも対応できるカーテン状のエアバッグが開発されている。
従来のエアバッグは、運転席や助手席の前面部に装着されることが多く、主に正面衝突時における乗員の顔面および上半身の保護用として多く装着されているが、最近では側方からの衝突や乗物の側転(以下、ロールオーバーと称する)にも対応できるカーテン状のエアバッグが開発されている。
このカーテン状エアバッグは、車内側壁のルーフレールに沿ってフロントピラー側からリアピラー側までの領域に収納され、衝突時に側面の窓に沿って膨張、展開するよう設計され、膨張可能な袋部が複数箇所で形成されるように作られている。カーテン状エアバッグには、収納性に優れること(コンパクトであること)、および乗員頭部と側面のガラスとの距離が短いことから、側面衝突時には、乗員頭部とガラスの間に瞬間的に入り込んで頭部を守る必要があり、展開速度が速いことが要求される。さらに、ロールオーバー対応を想定して、展開してから8秒程度は40kPa以上の内圧保持が要求される等、エアバッグ内圧が大きく低下しないこと、すなわち、空気漏れやバーストに結びつくとされる袋織部と一重織部との境界領域の織構造の不備や織物上に糸毛羽等の欠点がないこと、およびシワ等の織物強度が不均一となる要因のないことが強く望まれている。
従来、カーテン状エアバッグは複数枚の布を裁断し、縫製して作製されていたが、この場合、ミシン針からの空気漏れを防ぐためにシール剤を縫製箇所に挟み、さらに耐バースト性を得るために太いミシン糸で縫うため、収納性に欠け、また縫製に手間が掛かるという問題があった。そこで、袋織部外周を一重織部で閉じた袋状の高密度織物を作製してエアバッグに用いることが開示されている(例えば、特許文献1参照)。しかし、袋織部の膨張状態を保持するために一重織部の幅を広く設定しているが、一重織部にある糸のクリンプ率は二重袋織部にある糸のクリンプ率よりも大きく、かつ織物のカバーファクターも大きいため、二重袋織部と一重織部の境界領域においてシワや毛羽等が発生し、膨張展開時に数秒間に渡って空気漏れを抑えることができないという問題があった。特に、エアバッグに加工するために表面をシリコーン樹脂やウレタン樹脂等でコーティングする際に受ける熱や張力によってシワが発生しやすいという問題があった。
また、円形の二重袋織部の外周を2種類の織組織からなる一重織部で囲んで接合帯を作り、接合部の強力を高くする方法が提案されている(例えば、特許文献2、3参照)。しかし、円形の接合帯を複数の織組織で構成することにより、接合部自体の強力は向上するものの、依然として二重袋織部と一重織部の境界領域からの空気漏れを防止できないという問題があった。
さらに、円形の二重袋織部の外周を2本の一重織部で囲んで接合帯を作り、接合部の強力を高くする方法が提案されている(例えば、特許文献4参照)。しかし、一重織部の織組織についての具体的な記載はなく、一重織部の幅も依然として大きく、カーテン状エアバッグ用として製織した場合には、糸毛羽の発生やコーティング加工時のシワ発生等の問題を改善することができなかった。また、二重袋織部の外周に斜子組織による複数の一重織部を作り、目ズレを低減させる方法が提案されている(例えば、特許文献5参照)。しかし、一重織部の織組織が2/2斜子組織のみで、使用する糸の繊度等の影響が全く考慮されておらず、織構造がきつく糸に掛かる負担の大きな2/2斜子組織が複数本並んだ場合、二重袋織部と一重織部の境界領域でのシワが発生し、嵩高となって収納性に劣り、またシワに起因するコーティング斑によって耐空気漏れ性が劣るという問題もあった。
さらに、円形の二重袋織部の外周を2本の一重織部で囲んで接合帯を作り、接合部の強力を高くする方法が提案されている(例えば、特許文献4参照)。しかし、一重織部の織組織についての具体的な記載はなく、一重織部の幅も依然として大きく、カーテン状エアバッグ用として製織した場合には、糸毛羽の発生やコーティング加工時のシワ発生等の問題を改善することができなかった。また、二重袋織部の外周に斜子組織による複数の一重織部を作り、目ズレを低減させる方法が提案されている(例えば、特許文献5参照)。しかし、一重織部の織組織が2/2斜子組織のみで、使用する糸の繊度等の影響が全く考慮されておらず、織構造がきつく糸に掛かる負担の大きな2/2斜子組織が複数本並んだ場合、二重袋織部と一重織部の境界領域でのシワが発生し、嵩高となって収納性に劣り、またシワに起因するコーティング斑によって耐空気漏れ性が劣るという問題もあった。
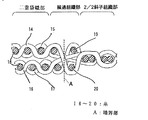
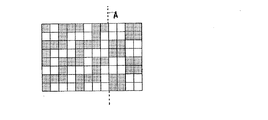
図7は、従来技術の接合帯付近における織物の断面模式図であり、図8は、その織物の織組織図である。
図7において、エアバッグ用袋織基布の接合帯付近は、展開膨張可能な二重袋織部と、2/2斜子組織部(一重織部)で構成されている。流体が導入されて二重袋織部が膨張展開すると、その境界部の破線Aでは、二重袋織部の上布を構成する糸7と糸8は上方へ、下布を構成する糸9と糸10は下方に引き伸ばされる。この際、上布の糸7および糸10は、一重織部の糸12と糸13の2本の糸で押えられているが、下布の糸8および糸9は、一重織部の糸12と糸13に押さえられていないため、これらの糸で形成される空間が大きくなり、空気漏れが生じやすくなる。また、糸7と糸8の引っ張り量または糸9と糸10の引っ張り量が異なることから、糸に掛かる強力バランスが崩れてバースト現象が生じたり、組織ズレを起す原因になる。
このように、毛羽やシワ等の発生を抑え、製織性や耐空気漏れ性を満足するエアバッグ用袋織基布はまだ得られていない。
特開平1−254446号公報
特開平3−16852号公報
特開平4−193646号公報
特開平3−16850号公報
特表2003−510469号公報
図7において、エアバッグ用袋織基布の接合帯付近は、展開膨張可能な二重袋織部と、2/2斜子組織部(一重織部)で構成されている。流体が導入されて二重袋織部が膨張展開すると、その境界部の破線Aでは、二重袋織部の上布を構成する糸7と糸8は上方へ、下布を構成する糸9と糸10は下方に引き伸ばされる。この際、上布の糸7および糸10は、一重織部の糸12と糸13の2本の糸で押えられているが、下布の糸8および糸9は、一重織部の糸12と糸13に押さえられていないため、これらの糸で形成される空間が大きくなり、空気漏れが生じやすくなる。また、糸7と糸8の引っ張り量または糸9と糸10の引っ張り量が異なることから、糸に掛かる強力バランスが崩れてバースト現象が生じたり、組織ズレを起す原因になる。
このように、毛羽やシワ等の発生を抑え、製織性や耐空気漏れ性を満足するエアバッグ用袋織基布はまだ得られていない。
本発明の課題は、上記従来技術の問題を解決し、高速展開が可能で、空気漏れが極めて少なく、また製織時には経糸に掛かる張力負荷が少ないために経糸毛羽等の発生がなく、さらにコーティング加工時の二重袋織部と一重織部の境界でのシワ発生が極めて少なく、織物品質に優れ、特にカーテン状エアバッグに好適なエアバッグ用袋織基布を提供することにある。
本発明者らは、上記課題に鑑み、接合帯を構成する組織の種類やその組み合わせ、さらには一重織部の幅について鋭意検討を行った結果、袋織エアバックの外周に、特定の織組織を有する接合帯を設けることにより、上記課題を達成できることを見いだし、本発明に到達した。
すなわち、本願で特許請求される発明は以下の通りである。
すなわち、本願で特許請求される発明は以下の通りである。
(1)展開膨張可能な二重袋織部の外周に接合帯が形成されたエアバッグ用袋織基布において、該接合帯が風通組織および斜子組織を含むことを特徴とするエアバッグ用袋織基布。
(2)前記接合帯が風通組織、二重袋織組織および斜子組織からなり、該風通組織が前記展開膨張可能な二重袋織部の境界側に位置し、その外周に二重袋織組織および斜子組織が位置することを特徴とする(1)に記載のエアバッグ用袋織基布。
(3)前記エアバッグ用袋織基布を構成する経糸および緯糸は、ともに総繊度が100〜400dtexの範囲にある合成繊維からなることを特徴とする(1)または(2)に記載のエアバッグ用袋織基布。
(4)前記エアバッグ用袋織基布は、10〜140g/m2 の樹脂コーティング層を有することを特徴とする(1)〜(3)のいずれかに記載のエアバッグ用袋織基布。
(5)前記エアバッグ用袋織基布は、通気度が0.5cm3 /cm2 ・s以下であることを特徴とする(1)〜(4)のいずれかに記載のエアバッグ用袋織基布。
(6)前記エアバッグ用袋織基布を構成する経糸および緯糸は、単糸繊度が0.5〜4.5dtexの範囲にあるナイロン66繊維からなることを特徴とする(1)〜(5)のいずれかに記載のエアバッグ用袋織基布。
(7)(1)〜(6)のいずれかに記載のエアバッグ用袋織基布を用いてなるカーテン状エアバッグ。
(2)前記接合帯が風通組織、二重袋織組織および斜子組織からなり、該風通組織が前記展開膨張可能な二重袋織部の境界側に位置し、その外周に二重袋織組織および斜子組織が位置することを特徴とする(1)に記載のエアバッグ用袋織基布。
(3)前記エアバッグ用袋織基布を構成する経糸および緯糸は、ともに総繊度が100〜400dtexの範囲にある合成繊維からなることを特徴とする(1)または(2)に記載のエアバッグ用袋織基布。
(4)前記エアバッグ用袋織基布は、10〜140g/m2 の樹脂コーティング層を有することを特徴とする(1)〜(3)のいずれかに記載のエアバッグ用袋織基布。
(5)前記エアバッグ用袋織基布は、通気度が0.5cm3 /cm2 ・s以下であることを特徴とする(1)〜(4)のいずれかに記載のエアバッグ用袋織基布。
(6)前記エアバッグ用袋織基布を構成する経糸および緯糸は、単糸繊度が0.5〜4.5dtexの範囲にあるナイロン66繊維からなることを特徴とする(1)〜(5)のいずれかに記載のエアバッグ用袋織基布。
(7)(1)〜(6)のいずれかに記載のエアバッグ用袋織基布を用いてなるカーテン状エアバッグ。
本発明のエアバッグ用袋織基布によれば、接合帯に特定の織組織が形成されているため、内圧保持性に優れ、基布製造時の生機での糸毛羽の発生がなく、加工時のシワの発生のない優れた品質のサイドカーテン状エアバッグ用基布を提供することができる。また比較的細繊度の糸使いによる軽量薄地の特徴を活かして高速展開が可能となり、収納性に優れ、かつ対人の衝撃も少ないカーテン状エアバッグを提供することができる。
以下、本発明について詳細に説明する。
本発明のエアバッグ用袋織基布は、展開膨張可能な二重袋織部とその外周に形成された接合帯とを有し、かつ該接合帯は風通組織と斜子組織を有する。
本発明のエアバッグ用袋織基布を構成する経糸および緯糸の素材には特に限定されず、、例えば、ナイロン66、ナイロン6、ナイロン46、ナイロン610、ナイロン612等の単独またはこれらの共重合、混合により得られるポリアミド繊維、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフテレート、ポリエチレンナフタレートなどの単独またはこれらの共重合、混合により得られるポリエステル繊維、パラフェニレンテレフタルアミド、およびこれと芳香族エーテルとの共重合体などに代表されるアラミド繊維、全芳香族ポリエステル繊維、ビニロン繊維、超高分子量ポリエチレン等のポリオレフィン繊維、塩化ビニル系および塩化ビニリデン系繊維、ポリテトラフルオロエチレン系を含むフッ素系繊維、ポリサルフォン繊維、ポリフェニレンサルファイド系繊維(PPS)、ポリエーテルケトン系繊維(PEEK)繊維、ポリイミド繊維、ポリエーテルイミド繊維、高強力レーヨンを含むセルロース系繊維、アクリル系繊維、炭素繊維、ガラス繊維、シリコンカーバイト繊維(Sic)繊維、アルミナ繊維などが用いられる。これらのうち、強度や経済的な面から合成繊維が好ましく、ポリエステル繊維、ポリアミド繊維(ナイロン6、ナイロン66)が特に好ましい。
本発明のエアバッグ用袋織基布は、展開膨張可能な二重袋織部とその外周に形成された接合帯とを有し、かつ該接合帯は風通組織と斜子組織を有する。
本発明のエアバッグ用袋織基布を構成する経糸および緯糸の素材には特に限定されず、、例えば、ナイロン66、ナイロン6、ナイロン46、ナイロン610、ナイロン612等の単独またはこれらの共重合、混合により得られるポリアミド繊維、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフテレート、ポリエチレンナフタレートなどの単独またはこれらの共重合、混合により得られるポリエステル繊維、パラフェニレンテレフタルアミド、およびこれと芳香族エーテルとの共重合体などに代表されるアラミド繊維、全芳香族ポリエステル繊維、ビニロン繊維、超高分子量ポリエチレン等のポリオレフィン繊維、塩化ビニル系および塩化ビニリデン系繊維、ポリテトラフルオロエチレン系を含むフッ素系繊維、ポリサルフォン繊維、ポリフェニレンサルファイド系繊維(PPS)、ポリエーテルケトン系繊維(PEEK)繊維、ポリイミド繊維、ポリエーテルイミド繊維、高強力レーヨンを含むセルロース系繊維、アクリル系繊維、炭素繊維、ガラス繊維、シリコンカーバイト繊維(Sic)繊維、アルミナ繊維などが用いられる。これらのうち、強度や経済的な面から合成繊維が好ましく、ポリエステル繊維、ポリアミド繊維(ナイロン6、ナイロン66)が特に好ましい。
これらの繊維糸条には、原糸製造工程や後加工工程での工程通過性を向上させるために各種添加剤を含有させてもよい。例えば、耐熱安定剤、耐光安定剤、老化防止剤、酸化防止剤、潤滑剤、平滑剤、顔料、撥水剤、撥油剤、酸化チタンなどの隠蔽剤、光沢付与剤、難燃剤、可塑剤、帯電防止剤、増粘剤などの一種または二種以上を併用して用いてもよい。また必要に応じて加撚、嵩高加工、捲縮加工、捲回加工などの加工を施してもよい。
エアバッグ用袋織基布を構成する経糸や緯糸は、ともに総繊度が100〜400dtexであることが好ましく、より好ましくは160〜250dtexである。総繊度がこの範囲にあれば、展開膨張時の強力に耐えることができると同時に、基布が柔軟になり、収納性が向上し、高速展開も可能となる。総繊度が100dtex未満では、展開時の機械強度が不足し、バースト現象を起こし易くなる。また総繊度が400dtexを超えると、製織時に経糸毛羽が多発しやすく、製織性や収納性が低下し易くなり、また展開時の速度も遅くなり易い。
また経糸や緯糸の各々の単糸繊度は0.5〜4.5dtexであるのが好ましい。経糸および緯糸の単糸断面の形状には特に限定はなく、丸型や三角等の異型断面等のいずれでもよいが、強度を最大限に発揮させる点からは丸断面が好ましい。
エアバッグ用袋織基布を構成する経糸や緯糸は、ともに総繊度が100〜400dtexであることが好ましく、より好ましくは160〜250dtexである。総繊度がこの範囲にあれば、展開膨張時の強力に耐えることができると同時に、基布が柔軟になり、収納性が向上し、高速展開も可能となる。総繊度が100dtex未満では、展開時の機械強度が不足し、バースト現象を起こし易くなる。また総繊度が400dtexを超えると、製織時に経糸毛羽が多発しやすく、製織性や収納性が低下し易くなり、また展開時の速度も遅くなり易い。
また経糸や緯糸の各々の単糸繊度は0.5〜4.5dtexであるのが好ましい。経糸および緯糸の単糸断面の形状には特に限定はなく、丸型や三角等の異型断面等のいずれでもよいが、強度を最大限に発揮させる点からは丸断面が好ましい。
さらにエアバッグ用袋織基布の密度は、経糸、緯糸共に各々の糸方向のカバーファクターが1900〜2500であることが好ましい。なお、カバーファクターは下式により表すことができる。
経糸方向のカバーファクター=(2.54cmあたりの経糸本数)×√(経糸総繊度)
緯糸方向のカバーファクター=(2.54cmあたりの緯糸本数)×√(緯糸総繊度)
例えば、経糸の2.54cmあたりの本数が142本であり、経糸の総繊度が235dtexの場合には、経糸方向のカバーファクターは2177となる。
経糸方向のカバーファクター=(2.54cmあたりの経糸本数)×√(経糸総繊度)
緯糸方向のカバーファクター=(2.54cmあたりの緯糸本数)×√(緯糸総繊度)
例えば、経糸の2.54cmあたりの本数が142本であり、経糸の総繊度が235dtexの場合には、経糸方向のカバーファクターは2177となる。
図3は、本発明の一実施例を示すエアバック用袋織基布の説明図である。図3において、エアバック用袋織基布1は、流体導入部5から流体が導入されて膨張する上布と下布を備えた展開膨張可能な二重袋織部3と、該二重袋織部3の外周に設けられた接合帯2と、さらにその外周に設けられた部分結節部6とを有し、自動車等の衝突時には流体導入部5から展開膨張可能な二重袋織部3に流体が導入され、該二重袋織部3が展開膨張して乗員を保護する。
本発明において、エアバッグ用袋織基布を構成する展開膨張可能な二重袋織部は、その上布と下布が通常、平組織で構成される。また接合帯は風通組織と斜子組織を含む組織で構成される。ここで、風通組織とは、上布と下布を構成する糸がその位置を完全に入れ替わる組織をいい、また斜子組織とは、経糸と緯糸が特定本数の浮き沈みを基本単位としてこれを縦横に展開した組織をいい、マット組織、バスケット組織等ともいう。
本発明において、エアバッグ用袋織基布を構成する展開膨張可能な二重袋織部は、その上布と下布が通常、平組織で構成される。また接合帯は風通組織と斜子組織を含む組織で構成される。ここで、風通組織とは、上布と下布を構成する糸がその位置を完全に入れ替わる組織をいい、また斜子組織とは、経糸と緯糸が特定本数の浮き沈みを基本単位としてこれを縦横に展開した組織をいい、マット組織、バスケット組織等ともいう。
図1は、本発明の一実施例を示す接合帯付近における織物の断面模式図であり、図2は、その織物の織組織図である。図1において、接合帯付近は、展開膨張可能な二重袋織部と通風組織部と2/2斜子組織により構成され、該二重袋織部と2/2斜子織部の間に設けられた通風組織部において、該二重袋織部の上布を構成する糸14、糸15と、下布を構成する糸16、糸17とが、破線Aを境に上下逆になるように織成される。風通組織部で糸の位置が入れ替わった直後の糸(破線Aの右側の糸)は、糸19と糸20の2本の糸が上布と下布を区別するために存在する。これらの糸は2本以上であれば何本でもよいが、接合帯での耐空気漏れ性を向上させる点から2本〜6本とするのが好ましく、織組織設計上からは4本とするのが好ましい。風通組織では、糸の逆転部分(破線A部分)において、上布と下布の糸が交錯するため、密度が密になり、従って、空気の通過性が極めて低く、耐空気漏れ性が良好となる。
また風通組織部は展開膨張可能な二重袋織部に隣接して設けるのが好ましい。このような配置とすることにより、風通組織の構造上、数多くの複数の糸によって均一に荷重を受けることができるため、糸1本に掛かる力が弱まり、糸切れや目ずれ等の空気漏れに影響する因子を軽減することができる。展開膨張可能な二重袋織部の糸が例えば180度の方向に引き伸ばされた状態となった場合、風通組織の存在により、上布の糸14や糸15は下方へ、下布の糸16や糸17は上方へ引っ張られるため、破線A部分での糸に掛かる負荷が均一となり、また該境界部では糸が密に交錯した状態になるため、耐空気漏れ性に有利となる。これに対して、二重袋織部側に2/2斜子組織または3/3斜子組織の一重織組織を設けた場合にはその境界部分で2本または3本の浮き糸が生じ、糸の自由度が大きくなって糸ズレも生じやすくなることから、空気漏れや目ズレが生じやすくなる。
接合帯に形成する斜子組織は、エアバッグ形状の設計が容易となる点から、n/n斜子のように経糸と緯糸の本数が同じ数だけ浮き沈みする組織であることが好ましく、2/2斜子組織や3/3斜子組織とするのが好ましい。4/4斜子組織としてもよいが、5本以上になると浮き糸本数が多く、空気漏れの原因となりやすい。斜子組織における糸本数は、2/2斜子組織の場合、2本から20本までの2を倍数とする任意の本数で構成することが可能であり、収納性や必要強度に応じて選択すればよいが、シワ発生防止の点からは4本から8本の範囲とするのがより好ましい。また斜子組織が3/3斜子組織である場合には、糸本数が3本から24本までの3を倍数とする任意の本数で構成することが可能である。糸本数は、6本から12本の範囲が、シワの発生を防ぐ上でより好ましい。
本発明の接合帯には風通組織と一重織部の斜子組織が設けられていればよいが、展開膨張が可能な二重袋織部の中間を仕切るように接合帯が配置される場合には、接合帯の両側を風通組織とし、その間に斜子組織を設けるのが好ましい。また接合帯の風通組織と斜子組織の間に部分結節組織などの二重袋織組織を存在させてもよい。この場合には、展開膨張可能な二重袋織部側から順に風通組織、二重袋織組織、斜子組織とするのが好ましく、さらに該斜子組織の外側に他の斜子織部を設けてもよい。例えば、風通組織の隣に二重袋織組織、次いで2/2斜子組織を配置し、さらに続けて3/3斜子組織を配置してもよい。またこの2/2斜子組織と3/3斜子組織の間に、糸本数2〜8本程度の二重袋織組織を設けた形にしてもよく、糸繊度や要求される耐空気圧に応じて適宜組み合わせるのが好ましい。
エアバッグに流体が導入されて二重袋織部が展開する際には、該袋部に空気が入り、平たい袋織物が立体的になるために布が持ち上がり、袋織物が全体的に小さな形体になり、最大膨張時は、二重袋織部と一重織部の境界は180度の方向に引き伸ばされる状態になり、一重織部も袋側へ瞬間的に引っ張りを受ける。この際、特に曲線部では圧縮や引張の力を受ける。風通組織と斜子組織の間に二重袋織組織を形成させることにより、該二重袋織組織の柔軟性により膨張時の圧縮や引張を吸収する効果が得られる。
エアバッグに流体が導入されて二重袋織部が展開する際には、該袋部に空気が入り、平たい袋織物が立体的になるために布が持ち上がり、袋織物が全体的に小さな形体になり、最大膨張時は、二重袋織部と一重織部の境界は180度の方向に引き伸ばされる状態になり、一重織部も袋側へ瞬間的に引っ張りを受ける。この際、特に曲線部では圧縮や引張の力を受ける。風通組織と斜子組織の間に二重袋織組織を形成させることにより、該二重袋織組織の柔軟性により膨張時の圧縮や引張を吸収する効果が得られる。
エアバッグ用袋織基布に用いる織物を織機を用いて生産する際に、接合帯が経糸方向に連続する場合、その後方の経糸は他の経糸よりも張力が大きくなり易い。これは一重織部と袋部や部分結節部の経糸の喰い量が異なるためであり、該接合帯が経糸方向に連続する場合には、その他の経糸部分には喰い量を同じくするために、一重織部の組織エアバッグに供する基布以外の所や、袋部(展開する)以外の所に一重織部を形成し、経糸の張力を緩和する方法を取ってもよい。
エアバッグ用袋織基布に用いる経糸は、無糊糸や糊付糸等の制約は受けない。またインターレース加工により10〜40個/mの範囲の交絡を有するのが好ましく、より好ましくは20〜35個/mの範囲である。また経糸には300T/m以下、好ましくは50〜100T/mの撚りを加えて使用してもよい。さらに整経時に簡単なオイリングやワキシングによって糸に平滑性や集束性を与えてもよく、アクリル糊剤やシリコーン剤を用いた糊付けを行ってもよく、この場合には0.5〜3%owfの糊付着量とするのが好ましい。緯糸としては経糸と同じものを使用すればよく、交絡が経糸よりも少ないものでもよい。
エアバッグ用袋織基布に用いる経糸は、無糊糸や糊付糸等の制約は受けない。またインターレース加工により10〜40個/mの範囲の交絡を有するのが好ましく、より好ましくは20〜35個/mの範囲である。また経糸には300T/m以下、好ましくは50〜100T/mの撚りを加えて使用してもよい。さらに整経時に簡単なオイリングやワキシングによって糸に平滑性や集束性を与えてもよく、アクリル糊剤やシリコーン剤を用いた糊付けを行ってもよく、この場合には0.5〜3%owfの糊付着量とするのが好ましい。緯糸としては経糸と同じものを使用すればよく、交絡が経糸よりも少ないものでもよい。
本発明のエアバッグ用袋織基布の生産には、例えば、エアジェットルーム、レピアルーム、プロジェクタイルルーム、多相織機等の織機を用いることができるが、これらに限定されるものではない。エアバッグ用袋織基布は高密度織物であるため、織る際には織前を安定させる点から、全面テンプルを使用することが好ましい。この全面テンプルのテンプルバーには凹凸や溝を付けて布の動きをより抑えて織前を安定させてもよい。また織物の両端には増糸を用いて、布のたるみを補正してもよい。経糸の上げ下げを制御する機械は、ジャガード装置やドビー装置等を用いて生産されるが、電子ジャガード装置が生産性やデザイン変更に対する迅速性において有利である。ジャガードの口数は、特に制限を受けないが、2000〜14000口などの口数の多い電子ジャガードの方が、複雑な形状のデザイン作成に精度よく対応できるので好ましい。
また、本発明のエアバッグ用袋織基布をエアバッグとして製品化する際、空気透過性低減や目ズレ防止、バースト防止のために、シリコーン樹脂やポリウレタン樹脂等のコート剤を織物の両面にコーティングするのが好ましい。コート量は薄いほうが収納性には優れるが、耐空気漏れ性等の特性を考慮すれば、10〜140g/m2 の範囲が好ましく、より好ましくは20〜100g/m2 である。本発明のエアバッグ用袋織基布を用いることにより、コーティングの際に二重袋織部と接合帯部の間にシワが生成することを抑えることができ、コーティング後の耐空気漏れ性能に優れた基布を得ることができる。さらにコーティング前処理として、通常の精練−セット工程やセット工程のみ、またはカレンダー処理等によって経緯の寸法や織物表面を所望の範囲に設定してもよい。
本発明のエアバッグ用袋織基布は、通気度が0.5cm3 /cm2 ・s以下であることが好ましい。0.5cm3 /cm2 ・sを超えると、カーテン状エアバッグとして必要な内圧保持性能を満たすことができない場合がある。なお、ここで通気度とはJIS L1096 8.27.1 A法(フラジール形法)で測定した値を示す。
本発明のエアバッグ用袋織基布は、通気度が0.5cm3 /cm2 ・s以下であることが好ましい。0.5cm3 /cm2 ・sを超えると、カーテン状エアバッグとして必要な内圧保持性能を満たすことができない場合がある。なお、ここで通気度とはJIS L1096 8.27.1 A法(フラジール形法)で測定した値を示す。
以下、本発明を実施例により具体的に説明する。なお、例中の測定、評価等は以下のようにして行った。
1)内圧保持性
袋部外周の接合帯を各種の組織で構成した図3に示す形状の袋織エアバッグを、内圧70kPa、容量300Lのタンク先端に金属製のチューブを介してつなげ、該タンク先端付近に取り付けたバルブを電磁弁を用いて瞬時に開き、その後、袋織エアバッグ側のチューブに取り付けてある圧力センサーにて袋織エアバッグの内圧の変化を調べた。8秒後の内圧保持率が初期の50%以上ある場合を合格とする。測定数は10とし、最小の内圧保持率の値が1点でも50%を超えなかった場合については問題ありとする。
2)通気度
JIS L1096 8.27.1 A法(フラジール形法)で測定する。
3)生機の経糸毛羽および加工反のシワ
製織した織物(生機)を検反機にかけ、速度10m/分で巻き取りながら、織物生産に関し5年以上の経験を持った5人の検査員によって、生機の経糸毛羽および加工反のシワ程度を調べた。経糸毛羽については、5人の内3人以上が経糸毛羽と認めたものの数を記し、100mあたり5ヶ以上ある場合を問題ありとする。また、シワについても同様に、加工反を検反機で巻き取りながら前述の5人によって検査を行った。5人の評価を平均し、3級以上を合格とし、加工反の判定は、5級:織物上の一重部と袋部の間にはシワが無く平坦、4級:シワが少し見えるが軽微、3級:シワが見える、2級:シワが見えコートの凹凸も判る、1級:シワがあってコートの凹凸もはっきり判る、の基準で判定した。
1)内圧保持性
袋部外周の接合帯を各種の組織で構成した図3に示す形状の袋織エアバッグを、内圧70kPa、容量300Lのタンク先端に金属製のチューブを介してつなげ、該タンク先端付近に取り付けたバルブを電磁弁を用いて瞬時に開き、その後、袋織エアバッグ側のチューブに取り付けてある圧力センサーにて袋織エアバッグの内圧の変化を調べた。8秒後の内圧保持率が初期の50%以上ある場合を合格とする。測定数は10とし、最小の内圧保持率の値が1点でも50%を超えなかった場合については問題ありとする。
2)通気度
JIS L1096 8.27.1 A法(フラジール形法)で測定する。
3)生機の経糸毛羽および加工反のシワ
製織した織物(生機)を検反機にかけ、速度10m/分で巻き取りながら、織物生産に関し5年以上の経験を持った5人の検査員によって、生機の経糸毛羽および加工反のシワ程度を調べた。経糸毛羽については、5人の内3人以上が経糸毛羽と認めたものの数を記し、100mあたり5ヶ以上ある場合を問題ありとする。また、シワについても同様に、加工反を検反機で巻き取りながら前述の5人によって検査を行った。5人の評価を平均し、3級以上を合格とし、加工反の判定は、5級:織物上の一重部と袋部の間にはシワが無く平坦、4級:シワが少し見えるが軽微、3級:シワが見える、2級:シワが見えコートの凹凸も判る、1級:シワがあってコートの凹凸もはっきり判る、の基準で判定した。
[実施例1]
総繊度235dtex、単糸繊度3.3dtexのナイロン66繊維を経糸と緯糸に用い、電子ジャガード装置とレピアルームを用いて図3に示すデザインの生機を作製し、続いてセット−コート工程を経て、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの二重袋織りの加工反を得た。接合帯としては、袋部側に風通組織を配し、次いで4本の糸で二重袋織部を作製し、さらに一重織部として、糸本数6本を用いて2/2斜子組織(図4参照)を作製した。
なお、製織は450rpmの速度で300m織り上げ、コーティングはシリコーン樹脂を片面につき80g/m2 の量をコンマコーターで塗り、両面を塗布して仕上げた。
得られた織物の特性を表1に示したが、内圧保持率が良好で、経糸毛羽の発生がなく、シワも少なく、優れた品質の基布であることがわかった。
総繊度235dtex、単糸繊度3.3dtexのナイロン66繊維を経糸と緯糸に用い、電子ジャガード装置とレピアルームを用いて図3に示すデザインの生機を作製し、続いてセット−コート工程を経て、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの二重袋織りの加工反を得た。接合帯としては、袋部側に風通組織を配し、次いで4本の糸で二重袋織部を作製し、さらに一重織部として、糸本数6本を用いて2/2斜子組織(図4参照)を作製した。
なお、製織は450rpmの速度で300m織り上げ、コーティングはシリコーン樹脂を片面につき80g/m2 の量をコンマコーターで塗り、両面を塗布して仕上げた。
得られた織物の特性を表1に示したが、内圧保持率が良好で、経糸毛羽の発生がなく、シワも少なく、優れた品質の基布であることがわかった。
[実施例2]
実施例1において、接合帯として、袋部側に通風組織を配し、次いで4本の糸で二重袋織部を作製しさらに一重織部として、糸本数10本を用いて2/2斜子組織を作製した以外は、実施例1と同様にして、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの二重袋織りの加工反を得た。
得られた織物の特性を表1に示したが、内圧保持率が良好で、経糸毛羽の発生がなく、シワも少なく、優れた品質の基布であることがわかった。
実施例1において、接合帯として、袋部側に通風組織を配し、次いで4本の糸で二重袋織部を作製しさらに一重織部として、糸本数10本を用いて2/2斜子組織を作製した以外は、実施例1と同様にして、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの二重袋織りの加工反を得た。
得られた織物の特性を表1に示したが、内圧保持率が良好で、経糸毛羽の発生がなく、シワも少なく、優れた品質の基布であることがわかった。
[実施例3]
実施例1において、接合帯として、袋部側に通風組織を配し、次いで4本の糸で二重袋織部を作製し、さらに一重織部として、糸本数9本を用いて3/3斜子組織(図5参照)を作製した以外は、実施例1と同様にして、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの二重袋織りの加工反を得た。
得られた織物の特性を表1に示したが、内圧保持率が良好で、経糸毛羽の発生がなく、シワも少なく、優れた品質の基布であることがわかった。
実施例1において、接合帯として、袋部側に通風組織を配し、次いで4本の糸で二重袋織部を作製し、さらに一重織部として、糸本数9本を用いて3/3斜子組織(図5参照)を作製した以外は、実施例1と同様にして、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの二重袋織りの加工反を得た。
得られた織物の特性を表1に示したが、内圧保持率が良好で、経糸毛羽の発生がなく、シワも少なく、優れた品質の基布であることがわかった。
[実施例4]
実施例1において、接合帯として、袋部側に通風組織を配し、次いで4本の糸で二重袋織部を作製し、さらにその隣に順に、糸本数4本を用いた2/2斜子組織と、糸本数4本を用いた二重袋織組織(図6参照)と、糸本数6本を用いた3/3斜子組織を配した以外は、実施例1と同様にして、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの二重袋織りの加工反を得た。
得られた織物の特性を表1に示したが、内圧保持率が良好で、経糸毛羽の発生がなく、シワも少なく、優れた品質の基布であることがわかった。
実施例1において、接合帯として、袋部側に通風組織を配し、次いで4本の糸で二重袋織部を作製し、さらにその隣に順に、糸本数4本を用いた2/2斜子組織と、糸本数4本を用いた二重袋織組織(図6参照)と、糸本数6本を用いた3/3斜子組織を配した以外は、実施例1と同様にして、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの二重袋織りの加工反を得た。
得られた織物の特性を表1に示したが、内圧保持率が良好で、経糸毛羽の発生がなく、シワも少なく、優れた品質の基布であることがわかった。
[実施例5]
総繊度175dtex、単糸繊度3.1dtexのナイロン66繊維を経糸と緯糸に用い、電子ジャガード装置とレピアルームを用いて図3に示すデザインの生機を作製し、続いてセット−コート工程を経て、経糸密度が166本/2.54cm、緯糸密度が166本/2.54cmの二重袋織りの加工反を得た。接合帯として、袋部側に風通組織を配し、次いで4本の糸で二重袋織部を作製し、さらに一重織部として、糸本数8本を用いて2/2斜子組織を作製した。
なお、製織は450rpmの速度で300m織り上げ、コーティングはシリコーン樹脂を片面につき80g/m2 の量をコンマコーターで塗り、両面を塗布して仕上げた。
得られた織物の特性を表1に示したが、内圧保持率が良好で、経糸毛羽の発生がなく、シワも少なく、優れた品質の基布であることがわかった。
総繊度175dtex、単糸繊度3.1dtexのナイロン66繊維を経糸と緯糸に用い、電子ジャガード装置とレピアルームを用いて図3に示すデザインの生機を作製し、続いてセット−コート工程を経て、経糸密度が166本/2.54cm、緯糸密度が166本/2.54cmの二重袋織りの加工反を得た。接合帯として、袋部側に風通組織を配し、次いで4本の糸で二重袋織部を作製し、さらに一重織部として、糸本数8本を用いて2/2斜子組織を作製した。
なお、製織は450rpmの速度で300m織り上げ、コーティングはシリコーン樹脂を片面につき80g/m2 の量をコンマコーターで塗り、両面を塗布して仕上げた。
得られた織物の特性を表1に示したが、内圧保持率が良好で、経糸毛羽の発生がなく、シワも少なく、優れた品質の基布であることがわかった。
[比較例1]
実施例1において、接合帯の組織を一つの一重織部(糸本数6本を用いた2/2斜子組織)で構成した以外は、実施例1と同様にして、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの二重袋織りの加工反を得た。
得られた織物の特性を表1に示したが、経糸毛羽およびシワの発生はないが、内圧保持率が低下した。
実施例1において、接合帯の組織を一つの一重織部(糸本数6本を用いた2/2斜子組織)で構成した以外は、実施例1と同様にして、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの二重袋織りの加工反を得た。
得られた織物の特性を表1に示したが、経糸毛羽およびシワの発生はないが、内圧保持率が低下した。
[比較例2]
実施例1において、接合帯の組織を一つの一重織部(糸本数9本を用いた3/3斜子組織)構成した以外は、実施例1と同様にして、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの二重袋織りの加工反を得た。
得られた織物の特性を表1に示したが、経糸毛羽やシワが発生し、内圧保持率が低下した。
実施例1において、接合帯の組織を一つの一重織部(糸本数9本を用いた3/3斜子組織)構成した以外は、実施例1と同様にして、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの二重袋織りの加工反を得た。
得られた織物の特性を表1に示したが、経糸毛羽やシワが発生し、内圧保持率が低下した。
[比較例3]
実施例1において、接合帯の組織を一つの一重織部(糸本数36本を用いた2/2斜子組織)で構成した以外は、実施例1と同様にして、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの二重袋織りの加工反を得た。
得られた織物の特性を表1に示したが、経糸毛羽やシワが発生し、内圧保持率が低した。
実施例1において、接合帯の組織を一つの一重織部(糸本数36本を用いた2/2斜子組織)で構成した以外は、実施例1と同様にして、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの二重袋織りの加工反を得た。
得られた織物の特性を表1に示したが、経糸毛羽やシワが発生し、内圧保持率が低した。
[比較例4]
実施例1において、接合帯の組織を一つの一重織部(糸本数36本を用いた3/3斜子組織)で構成した以外は、実施例1と同様にして、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの二重袋織りの加工反を得た。
得られた織物の特性を表1に示したが、シワの発生は問題ないが、経糸毛羽が発生し、内圧保持率が低下した。
実施例1において、接合帯の組織を一つの一重織部(糸本数36本を用いた3/3斜子組織)で構成した以外は、実施例1と同様にして、経糸密度が146本/2.54cm、緯糸密度が146本/2.54cmの二重袋織りの加工反を得た。
得られた織物の特性を表1に示したが、シワの発生は問題ないが、経糸毛羽が発生し、内圧保持率が低下した。
[実施例6]
総繊度350dtex、単糸繊度4.9dtexのナイロン66繊維を経糸と緯糸に用い、図3に示すデザインを電子ジャガード装置とレピアルームを用いて生機を作製し、続いてセット−コート工程を経て、経糸密度が118本/2.54cm、緯糸密度が118本/2.54cmの二重袋織りの加工反を得た。接合帯として、袋部側に風通組織を配し、次いで4本の糸で二重袋織部を作製し、さらに一重織部として、糸本数6本を用いて2/2斜子組織を作製した。
なお、製織は450rpmの速度で300m織り上げ、コーティングはシリコーン樹脂を片面につき80g/m2 の量をコンマコーターで塗り、両面を塗布して仕上げた。
得られた織物の特性を表1に示したが、内圧保持率が良好で、経糸毛羽の発生がなく、シワも少なく、優れた品質の基布であることがわかった。
総繊度350dtex、単糸繊度4.9dtexのナイロン66繊維を経糸と緯糸に用い、図3に示すデザインを電子ジャガード装置とレピアルームを用いて生機を作製し、続いてセット−コート工程を経て、経糸密度が118本/2.54cm、緯糸密度が118本/2.54cmの二重袋織りの加工反を得た。接合帯として、袋部側に風通組織を配し、次いで4本の糸で二重袋織部を作製し、さらに一重織部として、糸本数6本を用いて2/2斜子組織を作製した。
なお、製織は450rpmの速度で300m織り上げ、コーティングはシリコーン樹脂を片面につき80g/m2 の量をコンマコーターで塗り、両面を塗布して仕上げた。
得られた織物の特性を表1に示したが、内圧保持率が良好で、経糸毛羽の発生がなく、シワも少なく、優れた品質の基布であることがわかった。
[実施例7]
総繊度155dtex、単糸繊度2.8dtexのナイロン66繊維を経糸と緯糸に用い、図3に示すデザインを電子ジャガード装置とレピアルームを用いて生機を作製し、続いてセット−コート工程を経て、経糸密度が170本/2.54cm、緯糸密度が170本/2.54cmの二重袋織りの加工反を得た。接合帯として、袋部側に風通組織を配し、次いで4本の糸で二重袋織部を作製し、さらに重織部として、糸本数12本を用いて2/2斜子組織を作製した。
なお、製織は450rpmの速度で300m織り上げ、コーティングはシリコーン樹脂を片面につき80g/m2 の量をコンマコーターで塗り、両面を塗布して仕上げた。
得られた織物の特性を表1に示したが、内圧保持率が良好で、経糸毛羽の発生がなく、シワも少なく、優れた品質の基布であることがわかった。
総繊度155dtex、単糸繊度2.8dtexのナイロン66繊維を経糸と緯糸に用い、図3に示すデザインを電子ジャガード装置とレピアルームを用いて生機を作製し、続いてセット−コート工程を経て、経糸密度が170本/2.54cm、緯糸密度が170本/2.54cmの二重袋織りの加工反を得た。接合帯として、袋部側に風通組織を配し、次いで4本の糸で二重袋織部を作製し、さらに重織部として、糸本数12本を用いて2/2斜子組織を作製した。
なお、製織は450rpmの速度で300m織り上げ、コーティングはシリコーン樹脂を片面につき80g/m2 の量をコンマコーターで塗り、両面を塗布して仕上げた。
得られた織物の特性を表1に示したが、内圧保持率が良好で、経糸毛羽の発生がなく、シワも少なく、優れた品質の基布であることがわかった。

本発明によれば、エアバッグ用基布として内圧保持性がよく、基布製造時の生機経糸毛羽の発生がなく、加工時のシワも発生しない、品質の良好なエアバッグ用基布を提供できる。特に、人体を側面から保護するカーテン状エアバッグに好適に使用できる。
1…エアバッグ用袋織基布、2…接合帯、3…展開膨張可能な二重袋織部、5…流体導入部、6…部分結節部、7〜20…糸、A…境界部。
Claims (7)
- 展開膨張可能な二重袋織部の外周に接合帯が形成されたエアバッグ用袋織基布において、該接合帯が風通組織および斜子組織を含むことを特徴とするエアバッグ用袋織基布。
- 前記接合帯が風通組織、二重袋織組織および斜子組織からなり、該風通組織が前記展開膨張可能な二重袋織部の境界側に位置し、その外周に二重袋織組織および斜子組織が位置することを特徴とする請求項1に記載のエアバッグ用袋織基布。
- 前記エアバッグ用袋織基布を構成する経糸および緯糸は、ともに総繊度が100〜400dtexの範囲にある合成繊維からなることを特徴とする請求項1または2に記載のエアバッグ用袋織基布。
- 前記エアバッグ用袋織基布は、10〜140g/m2 の樹脂コーティング層を有することを特徴とする請求項1〜3のいずれかに記載のエアバッグ用袋織基布。
- 前記エアバッグ用袋織基布は、通気度が0.5cm3 /cm2 ・s以下であることを特徴とする請求項1〜4のいずれかに記載のエアバッグ用袋織基布。
- 前記エアバッグ用袋織基布を構成する経糸および緯糸は、単糸繊度が0.5〜4.5dtexの範囲にあるナイロン66繊維からなることを特徴とする請求項1〜5のいずれかに記載のエアバッグ用袋織基布。
- 請求項1〜6のいずれかに記載のエアバッグ用袋織基布を用いてなるカーテン状エアバッグ。
Priority Applications (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003337659A JP2005105437A (ja) | 2003-09-29 | 2003-09-29 | エアバッグ用袋織基布 |
| JP2005514261A JP4378349B2 (ja) | 2003-09-29 | 2004-09-29 | 高密度袋織基布 |
| EP20040788333 EP1669481B1 (en) | 2003-09-29 | 2004-09-29 | High-density hollow weave ground fabric |
| DE200460022959 DE602004022959D1 (de) | 2003-09-29 | 2004-09-29 | Hochdichtes hohlgrundgewebe |
| PCT/JP2004/014267 WO2005031052A1 (ja) | 2003-09-29 | 2004-09-29 | 高密度袋織基布 |
| TW93129488A TWI267570B (en) | 2003-09-29 | 2004-09-29 | A high weave-density hollow weave base fabric |
| AT04788333T ATE441748T1 (de) | 2003-09-29 | 2004-09-29 | Hochdichtes hohlgrundgewebe |
| KR1020067006047A KR100829635B1 (ko) | 2003-09-29 | 2004-09-29 | 고밀도 대직 기포 |
| CN200480028245.XA CN1860266B (zh) | 2003-09-29 | 2004-09-29 | 高密度袋组织底布 |
| US10/573,893 US7690401B2 (en) | 2003-09-29 | 2004-09-29 | High-density hollow weave ground fabric |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003337659A JP2005105437A (ja) | 2003-09-29 | 2003-09-29 | エアバッグ用袋織基布 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005105437A true JP2005105437A (ja) | 2005-04-21 |
| JP2005105437A6 JP2005105437A6 (ja) | 2005-07-21 |
Family
ID=34386129
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003337659A Pending JP2005105437A (ja) | 2003-09-29 | 2003-09-29 | エアバッグ用袋織基布 |
| JP2005514261A Expired - Lifetime JP4378349B2 (ja) | 2003-09-29 | 2004-09-29 | 高密度袋織基布 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005514261A Expired - Lifetime JP4378349B2 (ja) | 2003-09-29 | 2004-09-29 | 高密度袋織基布 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US7690401B2 (ja) |
| EP (1) | EP1669481B1 (ja) |
| JP (2) | JP2005105437A (ja) |
| KR (1) | KR100829635B1 (ja) |
| CN (1) | CN1860266B (ja) |
| AT (1) | ATE441748T1 (ja) |
| DE (1) | DE602004022959D1 (ja) |
| TW (1) | TWI267570B (ja) |
| WO (1) | WO2005031052A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009511759A (ja) * | 2005-10-07 | 2009-03-19 | コロン・インダストリーズ・インコーポレイテッド | 気体による空気膨張性のある二重織物 |
| JP2011508828A (ja) * | 2007-12-28 | 2011-03-17 | コーロン インダストリーズ インク | 膨張性織物及びエアバッグ |
| JP2011512461A (ja) * | 2008-02-14 | 2011-04-21 | アンティーカ ヴァルセルキオ ソシエタ ア レスポンサビリタ リミタータ | 共通の伸張部に沿って織り込まれる少なくとも2つの重複部から作られる織物およびその製作のための方法 |
| US9863069B2 (en) | 2014-03-28 | 2018-01-09 | Sumisho Airbag Systems Co., Ltd. | Hollow-weave ground fabric |
Families Citing this family (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USD573352S1 (en) * | 1998-12-17 | 2008-07-22 | Milliken & Company | Inflatable airbag with closely spaced joints |
| WO2006009072A1 (ja) * | 2004-07-16 | 2006-01-26 | Asahi Kasei Chemicals Corporation | 袋織エアバッグ用基布およびその製造方法 |
| US20070063492A1 (en) * | 2005-09-07 | 2007-03-22 | Takata Corporation | Airbag for inflating outside a vehicle |
| WO2007070465A2 (en) * | 2005-12-12 | 2007-06-21 | Highland Industries, Inc. | Thermoplastic coated, heat-sealed airbag |
| DE102006021082A1 (de) * | 2006-05-05 | 2007-11-15 | Bst Safety Textiles Gmbh | Nahtkonstruktion für ein Gewebe |
| US7759747B2 (en) * | 2006-08-31 | 2010-07-20 | Micron Technology, Inc. | Tantalum aluminum oxynitride high-κ dielectric |
| KR101011237B1 (ko) * | 2007-02-23 | 2011-01-26 | 코오롱인더스트리 주식회사 | 기체에 의한 부품성 이중직물, 이를 포함하는 에어백, 및에어백의 제조방법 |
| JP5023761B2 (ja) * | 2007-03-29 | 2012-09-12 | 東レ株式会社 | エアバッグ |
| KR101352328B1 (ko) * | 2007-12-28 | 2014-01-15 | 코오롱인더스트리 주식회사 | 기체에 의한 부품성 이중직물, 에어백, 및 에어백의제조방법 |
| KR101350986B1 (ko) * | 2007-12-28 | 2014-01-14 | 코오롱인더스트리 주식회사 | 기체에 의한 부품성 이중직물 및 에어백 |
| KR100977421B1 (ko) * | 2008-07-04 | 2010-08-24 | 주식회사 텍스랜드앤넥스코 | 고밀도 극세 직물 |
| JP6013710B2 (ja) * | 2010-08-02 | 2016-10-25 | 旭化成株式会社 | エアバッグ用織物およびエアバッグ |
| JP2014514470A (ja) * | 2011-03-31 | 2014-06-19 | コーロン インダストリーズ インク | 気体による膨張性二重織物およびその製造方法 |
| JP5772484B2 (ja) * | 2011-10-14 | 2015-09-02 | トヨタ紡織株式会社 | 袋織エアバッグ |
| WO2013133382A1 (ja) * | 2012-03-09 | 2013-09-12 | 旭化成せんい株式会社 | エアバッグ用基布 |
| MX2015002395A (es) * | 2012-08-28 | 2015-06-03 | Toray Industries | Tela recubierta y metodo para produccion de la misma. |
| US9913415B2 (en) | 2013-03-13 | 2018-03-06 | Federal-Mogul Powertrain Llc | EMI shielding textile fabric, wrappable sleeve constructed therefrom and method of construction thereof |
| EP2868799A1 (en) * | 2013-10-30 | 2015-05-06 | Autoliv Development AB | Vehicle air-bag |
| EP2930069B1 (en) * | 2014-04-07 | 2017-09-13 | Autoliv Development AB | Improvements in or relating to air-bags |
| EP3162936B1 (en) * | 2014-06-24 | 2021-04-07 | Kolon Industries, Inc. | Method for manufacturing polyester fabric for airbag |
| CN104055253A (zh) * | 2014-07-02 | 2014-09-24 | 张家港市杨舍新米洋针织厂 | 一种耐化学腐蚀混纺面料 |
| JP6428008B2 (ja) * | 2014-07-14 | 2018-11-28 | トヨタ紡織株式会社 | 袋織エアバッグ |
| CN106796662B (zh) * | 2014-08-06 | 2019-10-22 | 伟德电脑织唛厂有限公司 | 认证装置 |
| CN104988638A (zh) * | 2015-06-25 | 2015-10-21 | 苏州迪盛织造整理有限公司 | 一种细旦高密锦纶管状面料及其制造方法 |
| JP5831665B1 (ja) * | 2015-08-12 | 2015-12-09 | 日東紡績株式会社 | ガラスクロス |
| CN108463586B (zh) | 2015-11-06 | 2021-05-28 | 英威达纺织(英国)有限公司 | 低渗透率和高强度织物及其制造方法 |
| US9873401B2 (en) * | 2016-02-26 | 2018-01-23 | Autoliv Asp, Inc. | Airbag fabric including apertures and methods of forming the same |
| EP3530787B1 (en) * | 2016-10-21 | 2021-12-01 | Jiaxing Deyong Textiles Co., Ltd. | Loom, method for producing textile, and textile produced therewith |
| CN106637592A (zh) * | 2016-11-18 | 2017-05-10 | 王财农 | 一种高强度面料 |
| EP3619078B1 (en) | 2017-05-02 | 2021-02-17 | INVISTA Textiles (U.K.) Limited | Low permeability and high strength woven fabric and methods of making the same |
| WO2019067655A1 (en) | 2017-09-29 | 2019-04-04 | Invista Textiles (U.K.) Limited | INFLATABLE SAFETY DEVICES AND METHODS FOR PRODUCING INFLATABLE SAFETY DEVICES |
| KR102044007B1 (ko) * | 2018-10-23 | 2019-11-12 | 이호숙 | 보온 이중 직물지 및 이를 이용한 패딩물 |
| CN109267209A (zh) * | 2018-12-05 | 2019-01-25 | 浙江理工大学 | 窗帘布与挂钩布带纬向一体织造成型的织物组织设计方法 |
| CN111621898A (zh) * | 2020-05-20 | 2020-09-04 | 华懋(厦门)新材料科技股份有限公司 | 一种用于安全气囊的一次成型编织物 |
| CN113650379A (zh) * | 2021-08-17 | 2021-11-16 | 华懋(厦门)新材料科技股份有限公司 | 一种双层复合一次成型安全气囊及其制作方法 |
| DE102022125347B4 (de) * | 2022-09-30 | 2024-04-25 | Global Safety Textiles Gmbh | In einem Stück als OPW gewebter druckabhängiger Luftauslass insbes. zum Anbringen auf Ausströmöffnungen von Luftsäcken sowie Luftsack mit einem daran angenähten Luftauslass |
| KR102820032B1 (ko) * | 2024-08-16 | 2025-06-11 | 전미연 | 개선된 내구성을 지닌 친환경 가방용 경량 원단 및 이의 제조 방법 |
| KR20260031504A (ko) * | 2024-08-29 | 2026-03-09 | 주식회사 이새에프앤씨 | 셀룰로오스 섬유 기반 코팅원단 및 이의 제조방법 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0316850A (ja) | 1989-06-14 | 1991-01-24 | Asahi Chem Ind Co Ltd | 二重袋織エアーバッグとその織地 |
| JPH0316852A (ja) | 1989-06-14 | 1991-01-24 | Asahi Chem Ind Co Ltd | 袋織のエアーバッグ |
| JPH04193646A (ja) | 1990-11-28 | 1992-07-13 | Asahi Chem Ind Co Ltd | 袋織エアーバッグ |
| JP2592021B2 (ja) * | 1992-01-31 | 1997-03-19 | 東レ・ダウコーニング・シリコーン株式会社 | エアーバッグコーティング用液状シリコーンゴム組成物 |
| JP3165312B2 (ja) * | 1993-12-28 | 2001-05-14 | 東レ・ダウコーニング・シリコーン株式会社 | エアーバッグ用難燃性シリコーンゴムコーティング布 |
| US6220309B1 (en) * | 1999-09-24 | 2001-04-24 | Milliken & Company | Inflatable fabrics comprising basket-woven attachment points between fabric panels |
| DE19945880A1 (de) * | 1999-09-24 | 2001-03-29 | Berger Seiba Technotex Verwaltungs Gmbh & Co | Verfahren zur Herstellung von Geweben |
| JP2001097170A (ja) * | 1999-09-30 | 2001-04-10 | Nippon Plast Co Ltd | 側部用エアバッグ |
| JP3785301B2 (ja) * | 2000-02-22 | 2006-06-14 | トヨタ紡織株式会社 | 袋織エアバッグ |
| US6748980B2 (en) * | 2000-12-11 | 2004-06-15 | Toyo Boseki Kabushiki Kaisha | Base fabric for hollow-woven air bag and air bag |
| DE60128491T2 (de) * | 2001-02-01 | 2008-02-07 | Asahi Kasei Kabushiki Kaisha | Mit silicon beschichtete gewebe sowie luftsack |
| JP2002316610A (ja) | 2001-04-18 | 2002-10-29 | Toyobo Co Ltd | 側面衝突用袋織エアバッグ |
| JP2002321585A (ja) | 2001-04-25 | 2002-11-05 | Toyobo Co Ltd | 側面保護用袋織りエアバッグ |
| JP4643071B2 (ja) * | 2001-08-08 | 2011-03-02 | 日本プラスト株式会社 | 側部用エアバッグ |
| JP3766806B2 (ja) * | 2002-03-15 | 2006-04-19 | トヨタ紡織株式会社 | 袋織エアバッグ |
| US7077424B2 (en) * | 2002-06-17 | 2006-07-18 | Toyoda Gosei Co., Ltd. | Head protecting airbag device |
| WO2006009072A1 (ja) * | 2004-07-16 | 2006-01-26 | Asahi Kasei Chemicals Corporation | 袋織エアバッグ用基布およびその製造方法 |
-
2003
- 2003-09-29 JP JP2003337659A patent/JP2005105437A/ja active Pending
-
2004
- 2004-09-29 KR KR1020067006047A patent/KR100829635B1/ko not_active Expired - Lifetime
- 2004-09-29 AT AT04788333T patent/ATE441748T1/de not_active IP Right Cessation
- 2004-09-29 EP EP20040788333 patent/EP1669481B1/en not_active Expired - Lifetime
- 2004-09-29 JP JP2005514261A patent/JP4378349B2/ja not_active Expired - Lifetime
- 2004-09-29 TW TW93129488A patent/TWI267570B/zh not_active IP Right Cessation
- 2004-09-29 CN CN200480028245.XA patent/CN1860266B/zh not_active Expired - Lifetime
- 2004-09-29 WO PCT/JP2004/014267 patent/WO2005031052A1/ja not_active Ceased
- 2004-09-29 DE DE200460022959 patent/DE602004022959D1/de not_active Expired - Lifetime
- 2004-09-29 US US10/573,893 patent/US7690401B2/en active Active
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009511759A (ja) * | 2005-10-07 | 2009-03-19 | コロン・インダストリーズ・インコーポレイテッド | 気体による空気膨張性のある二重織物 |
| JP2011508828A (ja) * | 2007-12-28 | 2011-03-17 | コーロン インダストリーズ インク | 膨張性織物及びエアバッグ |
| JP2011512461A (ja) * | 2008-02-14 | 2011-04-21 | アンティーカ ヴァルセルキオ ソシエタ ア レスポンサビリタ リミタータ | 共通の伸張部に沿って織り込まれる少なくとも2つの重複部から作られる織物およびその製作のための方法 |
| US9863069B2 (en) | 2014-03-28 | 2018-01-09 | Sumisho Airbag Systems Co., Ltd. | Hollow-weave ground fabric |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE441748T1 (de) | 2009-09-15 |
| DE602004022959D1 (de) | 2009-10-15 |
| JP4378349B2 (ja) | 2009-12-02 |
| CN1860266A (zh) | 2006-11-08 |
| KR100829635B1 (ko) | 2008-05-19 |
| EP1669481A1 (en) | 2006-06-14 |
| WO2005031052A1 (ja) | 2005-04-07 |
| TWI267570B (en) | 2006-12-01 |
| JPWO2005031052A1 (ja) | 2007-11-15 |
| CN1860266B (zh) | 2014-01-29 |
| TW200512327A (en) | 2005-04-01 |
| EP1669481B1 (en) | 2009-09-02 |
| US20070007756A1 (en) | 2007-01-11 |
| EP1669481A4 (en) | 2007-07-18 |
| US7690401B2 (en) | 2010-04-06 |
| KR20060095998A (ko) | 2006-09-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005105437A (ja) | エアバッグ用袋織基布 | |
| JP5100895B2 (ja) | エアバッグ用基布 | |
| KR102183372B1 (ko) | 낮은 투과도 및 높은 강도의 직조 천 및 이의 제조 방법 | |
| US11752968B2 (en) | Non-coated air bag fabric and air bag | |
| JP4419378B2 (ja) | エアバッグ用基布およびその製造方法 | |
| JP2010203023A (ja) | エアバッグ用織物およびエアバッグ | |
| US10899308B2 (en) | Bag body | |
| JP5241165B2 (ja) | エアバッグ用基布の製造方法 | |
| JP4292978B2 (ja) | 袋織エアバッグ用基布およびその製造方法、並びに、エアバッグおよびエアバッグ装置 | |
| JP4354771B2 (ja) | エアバッグ用袋織基布およびカーテン状エアバッグ | |
| JP7320678B2 (ja) | 袋織エアバッグ用織物 | |
| JP4553656B2 (ja) | 高密度袋織基布の製織方法 | |
| JP2002321585A (ja) | 側面保護用袋織りエアバッグ | |
| JP2002120683A (ja) | 側部用エアバッグ | |
| JP7101179B2 (ja) | エアバッグ | |
| JP4769013B2 (ja) | エアバッグ用袋織基布の製織方法 | |
| JP4096299B2 (ja) | 袋織エアバッグ基布及びそれを用いた袋織エアバッグ | |
| JP4190740B2 (ja) | 袋織りエアバッグ基布及び袋織りエアバッグ | |
| US12203196B2 (en) | Non-coated air bag fabric and air bag | |
| JP3918990B2 (ja) | 袋織りエアバッグ基布及びエアバッグ | |
| JP2003312424A (ja) | 袋織エアバッグ基布及びエアバック | |
| JP2015143407A (ja) | 広幅高密度織物ロール | |
| JP2015160586A (ja) | エアバッグ | |
| JP2017020122A (ja) | エアバッグ用織物およびエアバッグ |