JP2015146247A - リチウムイオン電池用電極の製造方法 - Google Patents
リチウムイオン電池用電極の製造方法 Download PDFInfo
- Publication number
- JP2015146247A JP2015146247A JP2014018363A JP2014018363A JP2015146247A JP 2015146247 A JP2015146247 A JP 2015146247A JP 2014018363 A JP2014018363 A JP 2014018363A JP 2014018363 A JP2014018363 A JP 2014018363A JP 2015146247 A JP2015146247 A JP 2015146247A
- Authority
- JP
- Japan
- Prior art keywords
- press
- electrode
- lithium ion
- pair
- powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Battery Electrode And Active Subsutance (AREA)
Abstract
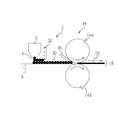
【解決手段】一対のプレス用ロール14を用いて電極活物質を含む粉体4を基材8上に圧密し、リチウムイオン電池用電極を製造するリチウムイオン電池用電極の製造方法において、前記粉体4を前記プレス用ロール14または前記基材8上に均し粉体層10を形成する工程と、前記一対のプレス用ロールのプレス部前部に備えられた同伴流抑制部により空気の同伴を抑制しつつ前記粉体層10を前記プレス部へ搬送する工程と、前記粉体層10を前記一対のプレス用ロール14により前記基材8の表面に圧密する工程とを備える。
【選択図】図1
Description
(1)一対のプレス用ロールを用いて電極活物質を含む粉体を基材上に圧密し、リチウムイオン電池用電極を製造するリチウムイオン電池用電極の製造方法において、前記粉体を前記プレス用ロールまたは前記基材上に均し粉体層を形成する工程と、前記一対のプレス用ロールのプレス部前部に備えられた同伴流抑制部により空気の同伴を抑制しつつ前記粉体層を前記プレス部へ搬送する工程と、前記粉体層を前記一対のプレス用ロールにより前記基材の表面に圧密する工程と、を備えたリチウムイオン電池用電極の製造方法、
(2)前記同伴流抑制部は、前記一対のプレス用ロールにより前記粉体層を圧密する際の空気の同伴を抑制する気流制御部材を備えることを特徴とする(1)に記載のリチウムイオン電池用電極の製造方法、
(3)前記気流制御部材は、プレート形状を有する気流制御板を備えることを特徴とする(2)に記載のリチウムイオン電池用電極の製造方法、
(4)前記同伴流抑制部は、前記一対のプレス用ロールにより前記粉体層を圧密する際の空気の同伴を抑制する真空チャンバーを備えることを特徴とする(1)に記載のリチウムイオン電池用電極の製造方法、
が提供される。
Claims (4)
- 一対のプレス用ロールを用いて電極活物質を含む粉体を基材上に圧密し、リチウムイオン電池用電極を製造するリチウムイオン電池用電極の製造方法において、
前記粉体を前記プレス用ロールまたは前記基材上に均し粉体層を形成する工程と、
前記一対のプレス用ロールのプレス部前部に備えられた同伴流抑制部により空気の同伴を抑制しつつ前記粉体層を前記プレス部へ搬送する工程と、
前記粉体層を前記一対のプレス用ロールにより前記基材の表面に圧密する工程と、
を備えたリチウムイオン電池用電極の製造方法。 - 前記同伴流抑制部は、前記一対のプレス用ロールにより前記粉体層を圧密する際の空気の同伴を抑制する気流制御部材を備えることを特徴とする請求項1記載のリチウムイオン電池用電極の製造方法。
- 前記気流制御部材は、プレート形状を有する気流制御板を備えることを特徴とする請求項2記載のリチウムイオン電池用電極の製造方法。
- 前記同伴流抑制部は、前記一対のプレス用ロールにより前記粉体層を圧密する際の空気の同伴を抑制する真空チャンバーを備えることを特徴とする請求項1記載のリチウムイオン電池用電極の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014018363A JP6211429B2 (ja) | 2014-02-03 | 2014-02-03 | リチウムイオン電池用電極の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014018363A JP6211429B2 (ja) | 2014-02-03 | 2014-02-03 | リチウムイオン電池用電極の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015146247A true JP2015146247A (ja) | 2015-08-13 |
| JP6211429B2 JP6211429B2 (ja) | 2017-10-11 |
Family
ID=53890403
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014018363A Active JP6211429B2 (ja) | 2014-02-03 | 2014-02-03 | リチウムイオン電池用電極の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6211429B2 (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107591517A (zh) * | 2017-09-13 | 2018-01-16 | 东莞市沃泰通新能源有限公司 | 一种向锂离子电池负极片连续补锂的装置及方法 |
| WO2020007754A1 (de) * | 2018-07-06 | 2020-01-09 | Robert Bosch Gmbh | Verfahren und vorrichtung zur herstellung eines elektrodenmaterialbandes |
| JP2021099992A (ja) * | 2019-12-20 | 2021-07-01 | インテセルズ・インコーポレイテッド | リチウムイオン電池の電極を作製するための方法および装置 |
| WO2022210951A1 (ja) * | 2021-03-31 | 2022-10-06 | Apb株式会社 | 電池用電極製造装置、チャンバー内清浄構造、電池用電極製造方法、及び、チャンバー内清浄方法 |
| JP2022157911A (ja) * | 2021-03-31 | 2022-10-14 | Apb株式会社 | 活物質供給装置、電池用電極の製造装置及び活物質供給方法 |
| JP2022157903A (ja) * | 2021-03-31 | 2022-10-14 | Apb株式会社 | 活物質供給装置、電池用電極の製造装置及び活物質供給方法 |
| JP2022157904A (ja) * | 2021-03-31 | 2022-10-14 | Apb株式会社 | 活物質供給装置、電池用電極の製造装置及び活物質供給方法 |
| JP2022157900A (ja) * | 2021-03-31 | 2022-10-14 | Apb株式会社 | 活物質供給装置、電池用電極の製造装置及び活物質供給方法 |
| US11621411B2 (en) | 2019-12-23 | 2023-04-04 | Intecells, Inc. | Method of insulating lithium ion electrochemical cell components with metal oxide coatings |
| WO2023190939A1 (ja) * | 2022-03-30 | 2023-10-05 | Apb株式会社 | 電池用電極製造装置及び電池用電極製造方法 |
| DE102022211993A1 (de) * | 2022-11-11 | 2024-05-16 | Volkswagen Aktiengesellschaft | Verfahren und Vorrichtung zur Herstellung eines Trockenfilms |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021033492A1 (ja) | 2019-08-19 | 2021-02-25 | 富士フイルム株式会社 | 電極用成形体の製造方法 |
| DE102022208371A1 (de) * | 2022-08-11 | 2024-02-22 | Robert Bosch Gesellschaft mit beschränkter Haftung | Verfahren zur Herstellung lösemittelfreien Elektrodenmaterials in Filmform |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0433545U (ja) * | 1990-07-16 | 1992-03-18 | ||
| JPH105664A (ja) * | 1996-06-25 | 1998-01-13 | Mitsubishi Chem Corp | ダイコータ |
| JP2000096106A (ja) * | 1998-09-28 | 2000-04-04 | Ishikawajima Harima Heavy Ind Co Ltd | 粉末圧延による重ね合わせ薄板成形方法 |
| JP2006281772A (ja) * | 2005-03-07 | 2006-10-19 | Fuji Photo Film Co Ltd | 溶液製膜方法 |
| JP2013143304A (ja) * | 2012-01-11 | 2013-07-22 | Toyota Motor Corp | 電池用電極の製造方法及び電池用電極 |
-
2014
- 2014-02-03 JP JP2014018363A patent/JP6211429B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0433545U (ja) * | 1990-07-16 | 1992-03-18 | ||
| JPH105664A (ja) * | 1996-06-25 | 1998-01-13 | Mitsubishi Chem Corp | ダイコータ |
| JP2000096106A (ja) * | 1998-09-28 | 2000-04-04 | Ishikawajima Harima Heavy Ind Co Ltd | 粉末圧延による重ね合わせ薄板成形方法 |
| JP2006281772A (ja) * | 2005-03-07 | 2006-10-19 | Fuji Photo Film Co Ltd | 溶液製膜方法 |
| JP2013143304A (ja) * | 2012-01-11 | 2013-07-22 | Toyota Motor Corp | 電池用電極の製造方法及び電池用電極 |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107591517A (zh) * | 2017-09-13 | 2018-01-16 | 东莞市沃泰通新能源有限公司 | 一种向锂离子电池负极片连续补锂的装置及方法 |
| WO2020007754A1 (de) * | 2018-07-06 | 2020-01-09 | Robert Bosch Gmbh | Verfahren und vorrichtung zur herstellung eines elektrodenmaterialbandes |
| JP2021099992A (ja) * | 2019-12-20 | 2021-07-01 | インテセルズ・インコーポレイテッド | リチウムイオン電池の電極を作製するための方法および装置 |
| JP7095064B2 (ja) | 2019-12-20 | 2022-07-04 | インテセルズ・インコーポレイテッド | リチウムイオン電池の電極を作製するための方法および装置 |
| US11996540B2 (en) | 2019-12-20 | 2024-05-28 | Intecells, Inc. | Method and apparatus for making lithium ion battery electrodes |
| US11621411B2 (en) | 2019-12-23 | 2023-04-04 | Intecells, Inc. | Method of insulating lithium ion electrochemical cell components with metal oxide coatings |
| JP2022157903A (ja) * | 2021-03-31 | 2022-10-14 | Apb株式会社 | 活物質供給装置、電池用電極の製造装置及び活物質供給方法 |
| JP2022157904A (ja) * | 2021-03-31 | 2022-10-14 | Apb株式会社 | 活物質供給装置、電池用電極の製造装置及び活物質供給方法 |
| JP2022157900A (ja) * | 2021-03-31 | 2022-10-14 | Apb株式会社 | 活物質供給装置、電池用電極の製造装置及び活物質供給方法 |
| JP2022157911A (ja) * | 2021-03-31 | 2022-10-14 | Apb株式会社 | 活物質供給装置、電池用電極の製造装置及び活物質供給方法 |
| WO2022210951A1 (ja) * | 2021-03-31 | 2022-10-06 | Apb株式会社 | 電池用電極製造装置、チャンバー内清浄構造、電池用電極製造方法、及び、チャンバー内清浄方法 |
| WO2023190939A1 (ja) * | 2022-03-30 | 2023-10-05 | Apb株式会社 | 電池用電極製造装置及び電池用電極製造方法 |
| DE102022211993A1 (de) * | 2022-11-11 | 2024-05-16 | Volkswagen Aktiengesellschaft | Verfahren und Vorrichtung zur Herstellung eines Trockenfilms |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6211429B2 (ja) | 2017-10-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6211429B2 (ja) | リチウムイオン電池用電極の製造方法 | |
| JP6086384B2 (ja) | リチウムイオン二次電池電極用シートの製造方法 | |
| JP6402200B2 (ja) | リチウムイオン電池用電極の製造方法 | |
| JP6170149B2 (ja) | リチウムイオン電池用電極の製造方法 | |
| JP6327249B2 (ja) | 電気化学素子電極用バインダー、電気化学素子電極用粒子複合体、電気化学素子電極、電気化学素子及び電気化学素子電極の製造方法 | |
| KR102331219B1 (ko) | 전지의 제조 방법 | |
| US20140225300A1 (en) | Powder molding device and production method for powder molded product | |
| JPWO2014192652A6 (ja) | 電気化学素子電極用バインダー、電気化学素子電極用粒子複合体、電気化学素子電極、電気化学素子及び電気化学素子電極の製造方法 | |
| JP5999237B2 (ja) | 粉体圧延装置及び圧延シートの製造方法 | |
| JP2015207523A (ja) | リチウムイオン二次電池の電極板の製造方法および製造装置 | |
| JP2016115567A (ja) | リチウムイオン電池用電極の製造方法 | |
| JPWO2005117043A1 (ja) | 電気化学デバイス用電極の製造方法及びその装置 | |
| JP2016100067A (ja) | リチウムイオン電池用電極の製造方法 | |
| JP6209457B2 (ja) | リチウムイオン電池用電極の製造方法 | |
| JP6274935B2 (ja) | リチウムイオン電池用電極の製造方法 | |
| JP2014182936A (ja) | リチウムイオン二次電池電極用シートの製造装置およびリチウムイオン二次電池電極用シートの製造方法 | |
| JP2016115603A (ja) | リチウムイオン電池用電極の製造方法 | |
| JP2016115568A (ja) | リチウムイオン電池用電極の製造方法 | |
| JP5845753B2 (ja) | 粉体圧延装置及び圧延シートの製造方法 | |
| JP2016115432A (ja) | リチウムイオン電池用電極の製造方法 | |
| JP2015130279A (ja) | リチウムイオン電池用電極の製造方法 | |
| JP2015146245A (ja) | リチウムイオン電池用電極の製造方法及びリチウムイオン電池用電極の製造装置 | |
| JP6215737B2 (ja) | リチウムイオン電池用電極の製造方法 | |
| JP5845748B2 (ja) | 粉体圧延装置及び圧延シートの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160520 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170228 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170427 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170829 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170913 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6211429 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |