JP2015160331A - 自動車外装材用貼合積層フィルム及び自動車外装材 - Google Patents
自動車外装材用貼合積層フィルム及び自動車外装材 Download PDFInfo
- Publication number
- JP2015160331A JP2015160331A JP2014035483A JP2014035483A JP2015160331A JP 2015160331 A JP2015160331 A JP 2015160331A JP 2014035483 A JP2014035483 A JP 2014035483A JP 2014035483 A JP2014035483 A JP 2014035483A JP 2015160331 A JP2015160331 A JP 2015160331A
- Authority
- JP
- Japan
- Prior art keywords
- silane
- layer
- laminated
- film
- crosslinked polyolefin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000463 material Substances 0.000 title claims abstract description 131
- 238000010030 laminating Methods 0.000 title description 4
- 229920000098 polyolefin Polymers 0.000 claims abstract description 134
- 229920005989 resin Polymers 0.000 claims abstract description 104
- 239000011347 resin Substances 0.000 claims abstract description 104
- 239000012943 hotmelt Substances 0.000 claims abstract description 64
- 229910000077 silane Inorganic materials 0.000 claims abstract description 55
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 claims abstract description 43
- 239000003054 catalyst Substances 0.000 claims description 27
- 238000009833 condensation Methods 0.000 claims description 26
- 230000005494 condensation Effects 0.000 claims description 26
- SCPYDCQAZCOKTP-UHFFFAOYSA-N silanol Chemical compound [SiH3]O SCPYDCQAZCOKTP-UHFFFAOYSA-N 0.000 claims description 24
- 239000005001 laminate film Substances 0.000 claims description 21
- 239000000758 substrate Substances 0.000 claims description 7
- 239000010410 layer Substances 0.000 abstract description 159
- 238000000465 moulding Methods 0.000 abstract description 33
- 238000005299 abrasion Methods 0.000 abstract description 5
- 239000002344 surface layer Substances 0.000 abstract description 2
- 238000010586 diagram Methods 0.000 abstract 1
- -1 gravel Substances 0.000 description 36
- 238000000034 method Methods 0.000 description 27
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 24
- 239000004743 Polypropylene Substances 0.000 description 22
- 238000004132 cross linking Methods 0.000 description 19
- 238000011156 evaluation Methods 0.000 description 18
- 229920001577 copolymer Polymers 0.000 description 16
- 229920005672 polyolefin resin Polymers 0.000 description 16
- 239000000203 mixture Substances 0.000 description 15
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 13
- 150000004756 silanes Chemical class 0.000 description 12
- 229920001903 high density polyethylene Polymers 0.000 description 11
- 239000004700 high-density polyethylene Substances 0.000 description 11
- 229920001155 polypropylene Polymers 0.000 description 11
- 239000004594 Masterbatch (MB) Substances 0.000 description 10
- 238000012545 processing Methods 0.000 description 10
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 9
- 239000005977 Ethylene Substances 0.000 description 9
- 238000004519 manufacturing process Methods 0.000 description 9
- 239000004698 Polyethylene Substances 0.000 description 8
- 229920000573 polyethylene Polymers 0.000 description 8
- 239000011342 resin composition Substances 0.000 description 8
- 230000000694 effects Effects 0.000 description 7
- 230000000052 comparative effect Effects 0.000 description 6
- 239000003365 glass fiber Substances 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- 239000004745 nonwoven fabric Substances 0.000 description 5
- 239000012779 reinforcing material Substances 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- 239000004711 α-olefin Substances 0.000 description 5
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 4
- 238000000605 extraction Methods 0.000 description 4
- 150000002430 hydrocarbons Chemical group 0.000 description 4
- 239000000155 melt Substances 0.000 description 4
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 4
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 4
- 239000004576 sand Substances 0.000 description 4
- 239000012974 tin catalyst Substances 0.000 description 4
- 239000002759 woven fabric Substances 0.000 description 4
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 3
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 3
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 3
- 239000004809 Teflon Substances 0.000 description 3
- 229920006362 Teflon® Polymers 0.000 description 3
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 229920006026 co-polymeric resin Polymers 0.000 description 3
- 229920001038 ethylene copolymer Polymers 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 229920006262 high density polyethylene film Polymers 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 239000000178 monomer Substances 0.000 description 3
- 125000000962 organic group Chemical group 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- 239000008096 xylene Substances 0.000 description 3
- ZGEGCLOFRBLKSE-UHFFFAOYSA-N 1-Heptene Chemical compound CCCCCC=C ZGEGCLOFRBLKSE-UHFFFAOYSA-N 0.000 description 2
- AFFLGGQVNFXPEV-UHFFFAOYSA-N 1-decene Chemical compound CCCCCCCCC=C AFFLGGQVNFXPEV-UHFFFAOYSA-N 0.000 description 2
- CRSBERNSMYQZNG-UHFFFAOYSA-N 1-dodecene Chemical compound CCCCCCCCCCC=C CRSBERNSMYQZNG-UHFFFAOYSA-N 0.000 description 2
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 2
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 2
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 2
- URDOJQUSEUXVRP-UHFFFAOYSA-N 3-triethoxysilylpropyl 2-methylprop-2-enoate Chemical compound CCO[Si](OCC)(OCC)CCCOC(=O)C(C)=C URDOJQUSEUXVRP-UHFFFAOYSA-N 0.000 description 2
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 2
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- QUSNBJAOOMFDIB-UHFFFAOYSA-N Ethylamine Chemical compound CCN QUSNBJAOOMFDIB-UHFFFAOYSA-N 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 2
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 2
- JUJWROOIHBZHMG-UHFFFAOYSA-N Pyridine Chemical compound C1=CC=NC=C1 JUJWROOIHBZHMG-UHFFFAOYSA-N 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 239000012790 adhesive layer Substances 0.000 description 2
- 150000001336 alkenes Chemical class 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- 230000003078 antioxidant effect Effects 0.000 description 2
- 239000002216 antistatic agent Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000009835 boiling Methods 0.000 description 2
- 125000004432 carbon atom Chemical group C* 0.000 description 2
- 150000001735 carboxylic acids Chemical class 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 238000007334 copolymerization reaction Methods 0.000 description 2
- JQVDAXLFBXTEQA-UHFFFAOYSA-N dibutylamine Chemical compound CCCCNCCCC JQVDAXLFBXTEQA-UHFFFAOYSA-N 0.000 description 2
- 239000002612 dispersion medium Substances 0.000 description 2
- NKSJNEHGWDZZQF-UHFFFAOYSA-N ethenyl(trimethoxy)silane Chemical compound CO[Si](OC)(OC)C=C NKSJNEHGWDZZQF-UHFFFAOYSA-N 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 239000003063 flame retardant Substances 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 150000007522 mineralic acids Chemical class 0.000 description 2
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 2
- 239000002667 nucleating agent Substances 0.000 description 2
- 150000007524 organic acids Chemical class 0.000 description 2
- 235000005985 organic acids Nutrition 0.000 description 2
- 150000007530 organic bases Chemical class 0.000 description 2
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 229920013716 polyethylene resin Polymers 0.000 description 2
- 229920005606 polypropylene copolymer Polymers 0.000 description 2
- 229920005629 polypropylene homopolymer Polymers 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 230000001737 promoting effect Effects 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 238000002407 reforming Methods 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 229920001897 terpolymer Polymers 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- 229930195735 unsaturated hydrocarbon Natural products 0.000 description 2
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 2
- SDRZFSPCVYEJTP-UHFFFAOYSA-N 1-ethenylcyclohexene Chemical compound C=CC1=CCCCC1 SDRZFSPCVYEJTP-UHFFFAOYSA-N 0.000 description 1
- BMVXCPBXGZKUPN-UHFFFAOYSA-N 1-hexanamine Chemical compound CCCCCCN BMVXCPBXGZKUPN-UHFFFAOYSA-N 0.000 description 1
- XMNIXWIUMCBBBL-UHFFFAOYSA-N 2-(2-phenylpropan-2-ylperoxy)propan-2-ylbenzene Chemical compound C=1C=CC=CC=1C(C)(C)OOC(C)(C)C1=CC=CC=C1 XMNIXWIUMCBBBL-UHFFFAOYSA-N 0.000 description 1
- LBLYYCQCTBFVLH-UHFFFAOYSA-N 2-Methylbenzenesulfonic acid Chemical compound CC1=CC=CC=C1S(O)(=O)=O LBLYYCQCTBFVLH-UHFFFAOYSA-N 0.000 description 1
- WBIQQQGBSDOWNP-UHFFFAOYSA-N 2-dodecylbenzenesulfonic acid Chemical compound CCCCCCCCCCCCC1=CC=CC=C1S(O)(=O)=O WBIQQQGBSDOWNP-UHFFFAOYSA-N 0.000 description 1
- 125000003903 2-propenyl group Chemical group [H]C([*])([H])C([H])=C([H])[H] 0.000 description 1
- XDLMVUHYZWKMMD-UHFFFAOYSA-N 3-trimethoxysilylpropyl 2-methylprop-2-enoate Chemical compound CO[Si](OC)(OC)CCCOC(=O)C(C)=C XDLMVUHYZWKMMD-UHFFFAOYSA-N 0.000 description 1
- SUWJESCICIOQHO-UHFFFAOYSA-N 4-methylhex-1-ene Chemical compound CCC(C)CC=C SUWJESCICIOQHO-UHFFFAOYSA-N 0.000 description 1
- 241000251468 Actinopterygii Species 0.000 description 1
- 239000004342 Benzoyl peroxide Substances 0.000 description 1
- OMPJBNCRMGITSC-UHFFFAOYSA-N Benzoylperoxide Chemical compound C=1C=CC=CC=1C(=O)OOC(=O)C1=CC=CC=C1 OMPJBNCRMGITSC-UHFFFAOYSA-N 0.000 description 1
- LSNNMFCWUKXFEE-UHFFFAOYSA-M Bisulfite Chemical compound OS([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-M 0.000 description 1
- 241001391944 Commicarpus scandens Species 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- JIGUQPWFLRLWPJ-UHFFFAOYSA-N Ethyl acrylate Chemical compound CCOC(=O)C=C JIGUQPWFLRLWPJ-UHFFFAOYSA-N 0.000 description 1
- 239000004831 Hot glue Substances 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- 235000021355 Stearic acid Nutrition 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- ISKQADXMHQSTHK-UHFFFAOYSA-N [4-(aminomethyl)phenyl]methanamine Chemical compound NCC1=CC=C(CN)C=C1 ISKQADXMHQSTHK-UHFFFAOYSA-N 0.000 description 1
- UKLDJPRMSDWDSL-UHFFFAOYSA-L [dibutyl(dodecanoyloxy)stannyl] dodecanoate Chemical compound CCCCCCCCCCCC(=O)O[Sn](CCCC)(CCCC)OC(=O)CCCCCCCCCCC UKLDJPRMSDWDSL-UHFFFAOYSA-L 0.000 description 1
- NBJODVYWAQLZOC-UHFFFAOYSA-L [dibutyl(octanoyloxy)stannyl] octanoate Chemical compound CCCCCCCC(=O)O[Sn](CCCC)(CCCC)OC(=O)CCCCCCC NBJODVYWAQLZOC-UHFFFAOYSA-L 0.000 description 1
- XQBCVRSTVUHIGH-UHFFFAOYSA-L [dodecanoyloxy(dioctyl)stannyl] dodecanoate Chemical compound CCCCCCCCCCCC(=O)O[Sn](CCCCCCCC)(CCCCCCCC)OC(=O)CCCCCCCCCCC XQBCVRSTVUHIGH-UHFFFAOYSA-L 0.000 description 1
- 125000003668 acetyloxy group Chemical group [H]C([H])([H])C(=O)O[*] 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 125000003282 alkyl amino group Chemical group 0.000 description 1
- 125000005907 alkyl ester group Chemical group 0.000 description 1
- 125000001769 aryl amino group Chemical group 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 235000019400 benzoyl peroxide Nutrition 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 125000004369 butenyl group Chemical group C(=CCC)* 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 150000007942 carboxylates Chemical class 0.000 description 1
- 150000001244 carboxylic acid anhydrides Chemical class 0.000 description 1
- 150000001733 carboxylic acid esters Chemical class 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 125000000596 cyclohexenyl group Chemical group C1(=CCCCC1)* 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 125000002704 decyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000018044 dehydration Effects 0.000 description 1
- 238000006297 dehydration reaction Methods 0.000 description 1
- PNOXNTGLSKTMQO-UHFFFAOYSA-L diacetyloxytin Chemical compound CC(=O)O[Sn]OC(C)=O PNOXNTGLSKTMQO-UHFFFAOYSA-L 0.000 description 1
- 239000012975 dibutyltin dilaurate Substances 0.000 description 1
- 229940069096 dodecene Drugs 0.000 description 1
- 229940060296 dodecylbenzenesulfonic acid Drugs 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- FWDBOZPQNFPOLF-UHFFFAOYSA-N ethenyl(triethoxy)silane Chemical compound CCO[Si](OCC)(OCC)C=C FWDBOZPQNFPOLF-UHFFFAOYSA-N 0.000 description 1
- LDLDYFCCDKENPD-UHFFFAOYSA-N ethenylcyclohexane Chemical compound C=CC1CCCCC1 LDLDYFCCDKENPD-UHFFFAOYSA-N 0.000 description 1
- 125000001301 ethoxy group Chemical group [H]C([H])([H])C([H])([H])O* 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 230000016507 interphase Effects 0.000 description 1
- 229920000554 ionomer Polymers 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 125000000555 isopropenyl group Chemical group [H]\C([H])=C(\*)C([H])([H])[H] 0.000 description 1
- 238000002386 leaching Methods 0.000 description 1
- 239000011133 lead Substances 0.000 description 1
- GIWKOZXJDKMGQC-UHFFFAOYSA-L lead(2+);naphthalene-2-carboxylate Chemical compound [Pb+2].C1=CC=CC2=CC(C(=O)[O-])=CC=C21.C1=CC=CC2=CC(C(=O)[O-])=CC=C21 GIWKOZXJDKMGQC-UHFFFAOYSA-L 0.000 description 1
- 229920000092 linear low density polyethylene Polymers 0.000 description 1
- 239000004707 linear low-density polyethylene Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229920001684 low density polyethylene Polymers 0.000 description 1
- 239000004702 low-density polyethylene Substances 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 229920001179 medium density polyethylene Polymers 0.000 description 1
- 239000004701 medium-density polyethylene Substances 0.000 description 1
- 125000000956 methoxy group Chemical group [H]C([H])([H])O* 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- 230000000116 mitigating effect Effects 0.000 description 1
- 230000000051 modifying effect Effects 0.000 description 1
- GEMHFKXPOCTAIP-UHFFFAOYSA-N n,n-dimethyl-n'-phenylcarbamimidoyl chloride Chemical compound CN(C)C(Cl)=NC1=CC=CC=C1 GEMHFKXPOCTAIP-UHFFFAOYSA-N 0.000 description 1
- JFNLZVQOOSMTJK-KNVOCYPGSA-N norbornene Chemical compound C1[C@@H]2CC[C@H]1C=C2 JFNLZVQOOSMTJK-KNVOCYPGSA-N 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 1
- PLYIPBIZXSTXCW-UHFFFAOYSA-N octanoic acid;tin Chemical compound [Sn].CCCCCCCC(O)=O PLYIPBIZXSTXCW-UHFFFAOYSA-N 0.000 description 1
- 150000001451 organic peroxides Chemical class 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- PNJWIWWMYCMZRO-UHFFFAOYSA-N pent‐4‐en‐2‐one Natural products CC(=O)CC=C PNJWIWWMYCMZRO-UHFFFAOYSA-N 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920005638 polyethylene monopolymer Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 125000002572 propoxy group Chemical group [*]OC([H])([H])C(C([H])([H])[H])([H])[H] 0.000 description 1
- 125000001436 propyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 229920001384 propylene homopolymer Polymers 0.000 description 1
- UMJSCPRVCHMLSP-UHFFFAOYSA-N pyridine Natural products COC1=CC=CN=C1 UMJSCPRVCHMLSP-UHFFFAOYSA-N 0.000 description 1
- 229920005604 random copolymer Polymers 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 229930195734 saturated hydrocarbon Natural products 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 238000007086 side reaction Methods 0.000 description 1
- 150000004819 silanols Chemical class 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000008117 stearic acid Substances 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 239000011135 tin Substances 0.000 description 1
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 1
- 229920001567 vinyl ester resin Polymers 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- CHJMFFKHPHCQIJ-UHFFFAOYSA-L zinc;octanoate Chemical compound [Zn+2].CCCCCCCC([O-])=O.CCCCCCCC([O-])=O CHJMFFKHPHCQIJ-UHFFFAOYSA-L 0.000 description 1
Images

Landscapes
- Adhesive Tapes (AREA)
- Body Structure For Vehicles (AREA)
- Laminated Bodies (AREA)
Abstract
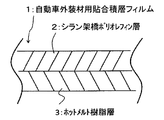
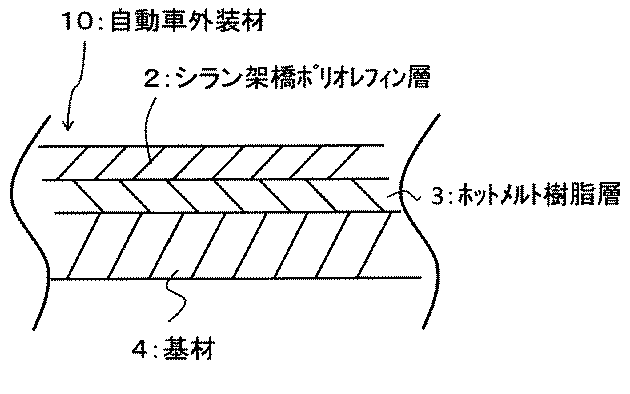
【課題】耐摩耗性、耐衝撃性に優れ、多層成形による一体成形にも有利な表層材を用いた自動車外装材用貼合積層フィルム及び自動車外装材を提供する。【解決手段】最外層としてシラン架橋ポリオレフィン層2を有し、シラン架橋ポリオレフィン層2にホットメルト樹脂層3が積層されてなる自動車外装材用貼合積層フィルム。この積層フィルムのホットメルト樹脂層3に基材4が接着されてなり、シラン架橋ポリオレフィン層2が最外層となる、自動車のアンダーカバー及びフェンダーライナ等に好適に使用される自動車外装材10。【選択図】図2
Description
本発明は自動車外装材用貼合積層フィルムに関し、詳しくはシラン架橋ポリオレフィン樹脂層とホットメルト樹脂層とを積層してなり、自動車走行時にタイヤが跳ね上げた小石、土砂等との衝突音、及び水溜まり走行時の泥水等の飛散、衝突によるスプラッシュノイズなどを緩和することができ、また付着した雪や氷が剥離し易い自動車外装材用貼合積層フィルムであって、製造時の成形性に優れ、しかも、耐衝撃性、耐摩耗性にも優れる自動車外装材用貼合積層フィルムに関する。本発明の自動車外装材用貼合積層フィルムは、自動車のフェンダーライナ、アンダーカバー等、特にフェンダーライナ用貼合積層フィルムとして好適である。
本発明はまた、この自動車外装材用貼合積層フィルムを用いた自動車外装材に関する。
本発明はまた、この自動車外装材用貼合積層フィルムを用いた自動車外装材に関する。
自動車には、走行時にタイヤが巻き上げる砂、埃、石、砂利、泥、泥水等の衝突に起因する衝撃音を緩和すると共に、これら衝突物からフェンダーやエンジン及びその周辺部材を保護するために、フェンダーライナ及びアンダーカバー等が取り付けられている。これらの自動車外装材は、一般的に、貼合積層フィルムで構成され、表皮材/基材ないしは表皮材/基材/表皮材の積層構造を有する。表皮材としては、遮水、撥水性に優れるポリオレフィン等の樹脂層が、基材としては膨張発泡ポリオレフィン又はそれらとガラス繊維等の補強材とが複合化されたものや織布ないしは不織布等が用いられている。
特許文献1には、このような自動車外装材用アンダーカバーとして、基材層にガラスファイバーとポリプロピレン等のオレフィン樹脂の混合物を膨張発泡させた素材を配し、この基材層の両面に表皮層としてポリオレフィン系樹脂層の補強層を設けたものが提案されている。
また、特許文献2には、不織布層と、その一面に設けられた熱可塑性樹脂層からなり、該熱可塑性樹脂がMFR1〜30g/10minの高密度ポリエチレンである自動車用外装材が提案されている。
これら特許文献1及び特許文献2では、上記の通り、表皮材として、ポリプロピレン系やポリエチレン系のポリオレフィン樹脂層が用いられている。即ち、当該用途における表皮材としては、自動車走行時にタイヤが跳ね上げた小石、土砂等との衝突音、水溜まり走行時の泥水等の飛散、衝突によるスプラッシュノイズなどを緩和することができ、且つ付着した雪や氷が剥離し易い素材としてポリオレフィン樹脂が用いられている。
しかしながら、特許文献1,2において表皮材に使用されるポリオレフィン樹脂は、以下のようなことから、自動車走行時に跳ね上げた小石、土砂等の衝突、衝撃による傷付き破損に対する耐衝撃性、耐摩耗性といった機械的強度と、製造時の成形性を両立することができないという問題がある。
(1) 低分子量ポリオレフィン樹脂であれば、熱加工時に高流動性を示すため、易成形性に優れるものの、耐衝撃性、耐摩耗性に劣る。このため、要求性能を確保する目的で材料厚みを増したり、ガラス繊維等の補強材との複合化が必要となり、結果として高目付で重量が大きくなり、自動車走行時の消費エネルギーが増加する。
(2) 高分子量ポリオレフィン樹脂では、耐衝撃性、耐摩耗性に優れるものの、熱加工時の流動性が悪いため、基材層との積層一体成形における密着性が劣り、成形性に劣る。
(1) 低分子量ポリオレフィン樹脂であれば、熱加工時に高流動性を示すため、易成形性に優れるものの、耐衝撃性、耐摩耗性に劣る。このため、要求性能を確保する目的で材料厚みを増したり、ガラス繊維等の補強材との複合化が必要となり、結果として高目付で重量が大きくなり、自動車走行時の消費エネルギーが増加する。
(2) 高分子量ポリオレフィン樹脂では、耐衝撃性、耐摩耗性に優れるものの、熱加工時の流動性が悪いため、基材層との積層一体成形における密着性が劣り、成形性に劣る。
なお、特許文献3には、本発明において最外層の材料として用いるシラン架橋ポリオレフィンを、変性ポリオレフィンフィルムとの積層フィルムとして接着用途に用いることが提案されているが、これを自動車外装材に用いるとの記載も示唆もない。
前述のように、表皮材としてポリオレフィン樹脂層を用いた従来の自動車用アンダーカバーやフェンダーライナでは、ポリオレフィン樹脂の選択に課題が多く、耐衝撃性、耐摩耗性、易加工性及び軽量性をすべて満たす自動車外装材とすることは困難であった。
本発明は、自動車走行時にタイヤが跳ね上げた小石、土砂等との衝突音、及び水溜まり走行時の泥水等の飛散、衝突によるスプラッシュノイズなどを緩和することができ、また付着した雪や氷が剥離し易く、製造時の成形性に優れ、しかも、耐衝撃性、耐摩耗性にも優れ、薄肉、軽量化が可能な自動車外装材用貼合積層フィルム及び自動車外装材を提供することを課題とする。
本発明者らは、上記課題を解決すべく鋭意検討を重ねた結果、自動車外装材の表皮材(最外層)として、シラン架橋ポリオレフィン樹脂層が、基材との密着性、易加工性に優れると共に、耐衝撃性、耐摩耗性にも優れ、薄肉、軽量化が可能であることを見出し、このようなシラン架橋ポリオレフィン層に対して、接着層としてホットメルト樹脂層を積層して積層フィルムとすることで、優れた積層一体成形性を得ることができることを見出した。
本発明はこのような知見に基いて達成されたものであり、以下を要旨とする。
[1] 最外層としてシラン架橋ポリオレフィン層を有し、該シラン架橋ポリオレフィン層にホットメルト樹脂層が積層されてなることを特徴とする自動車外装材用貼合積層フィルム。
[2] [1]において、前記シラン架橋ポリオレフィンのゲル分率が50%以上であることを特徴とする自動車外装材用貼合積層フィルム。
[3] [1]又は[2]において、前記シラン架橋ポリオレフィン層及び/又はホットメルト樹脂層が、シラノール縮合触媒を該シラン架橋ポリオレフィン層中のシラン架橋ポリオレフィンに対して0.0001〜5重量%含有することを特徴とする自動車外装材用貼合積層フィルム。
[4] [1]ないし[3]のいずれかにおいて、前記ホットメルト樹脂層が2層以上の多層構造であることを特徴とする自動車外装材用貼合積層フィルム。
[5] [1]ないし[4]のいずれかに記載の自動車外装材用貼合積層フィルムと基材とが積層されてなり、前記ホットメルト樹脂層が該基材に隣接して接着し、前記シラン架橋ポリオレフィン層が最外層であることを特徴とする自動車外装材。
本発明によれば、最外層の表皮材として従来技術のポリオレフィン樹脂層に代えてシラン架橋ポリオレフィン層を設けることにより、以下のような優れた効果が達成される。
(1) シラン架橋ポリオレフィン層は一般のポリオレフィン樹脂層に比べて、耐衝撃性、耐摩耗性、耐熱性、耐寒性、耐摩耗性に優れるので、必要目付量を軽減することが可能であるため、自動車外装材用貼合積層フィルム及び自動車外装材の薄肉、軽量化を図ることができる。
(2) シラン架橋ポリオレフィンはホットメルト樹脂との積層一体成形が可能であり、積層フィルムを1工程で成形することができるため、自動車外装材用貼合積層フィルム及び自動車外装材の製造工程数の削減、製造時間の短縮、製造コストの低減を図ることができる。
(3) シラン架橋ポリオレフィン層とホットメルト樹脂層との組み合わせで、自動車外装材用貼合積層フィルムをポリオレフィン系樹脂の単一組成の積層フィルムとすることも可能であり、異なる材料を用いたものに比べて廃棄処分が容易となる。
(2) シラン架橋ポリオレフィンはホットメルト樹脂との積層一体成形が可能であり、積層フィルムを1工程で成形することができるため、自動車外装材用貼合積層フィルム及び自動車外装材の製造工程数の削減、製造時間の短縮、製造コストの低減を図ることができる。
(3) シラン架橋ポリオレフィン層とホットメルト樹脂層との組み合わせで、自動車外装材用貼合積層フィルムをポリオレフィン系樹脂の単一組成の積層フィルムとすることも可能であり、異なる材料を用いたものに比べて廃棄処分が容易となる。
なお、シラン架橋ポリオレフィン層は、従来のポリオレフィン樹脂層と同様に、自動車走行時にタイヤが跳ね上げた小石、土砂等との衝突音、及び水溜まり走行時の泥水等の飛散、衝突によるスプラッシュノイズなどの緩和効果に優れ、また、付着した雪や氷も剥離し易いものである。
以下に図面を参照して本発明の実施の形態を詳細に説明する。
図1は本発明の自動車外装材用貼合積層フィルムの実施の形態を示す断面図であり、図2は本発明の自動車外装材の実施の形態を示す断面図である。
[自動車外装材用積層フィルム]
本発明の自動車外装材用貼合積層フィルム(以下、「本発明の積層フィルム」と称す場合がある。)1は、最外層としてシラン架橋ポリオレフィン層2を有し、該シラン架橋ポリオレフィン層2にホットメルト樹脂層3が積層されてなるものである。
なお、本発明の積層フィルムは、シラン架橋ポリオレフィン層2とホットメルト樹脂層3との間に、これらの層以外の層、例えば接着層を有していてもよいが、通常、シラン架橋ポリオレフィン層2とホットメルト樹脂層3のみからなる積層フィルムであることが好ましい。
本発明の自動車外装材用貼合積層フィルム(以下、「本発明の積層フィルム」と称す場合がある。)1は、最外層としてシラン架橋ポリオレフィン層2を有し、該シラン架橋ポリオレフィン層2にホットメルト樹脂層3が積層されてなるものである。
なお、本発明の積層フィルムは、シラン架橋ポリオレフィン層2とホットメルト樹脂層3との間に、これらの層以外の層、例えば接着層を有していてもよいが、通常、シラン架橋ポリオレフィン層2とホットメルト樹脂層3のみからなる積層フィルムであることが好ましい。
<シラン架橋ポリオレフィン層>
シラン架橋ポリオレフィン層は、自動車外装材の最外層(表皮材)となる層であり、本発明に係るシラン架橋ポリオレフィンにおけるポリオレフィンとしては、エチレン単独重合体、主成分のエチレンとエチレン以外のα−オレフィンやビニルエステル(例えば酢酸ビニル)又は不飽和カルボン酸エステル(例えばエチルアクリレート)等のビニル系モノマーとの共重合体、プロピレン単独重合体、主成分のプロピレンとプロピレン以外のα−オレフィン(エチレンを含む)との共重合体等が挙げられる。これらは1種を単独で用いてもよく、2種以上を混合して用いてもよい。
シラン架橋ポリオレフィン層は、自動車外装材の最外層(表皮材)となる層であり、本発明に係るシラン架橋ポリオレフィンにおけるポリオレフィンとしては、エチレン単独重合体、主成分のエチレンとエチレン以外のα−オレフィンやビニルエステル(例えば酢酸ビニル)又は不飽和カルボン酸エステル(例えばエチルアクリレート)等のビニル系モノマーとの共重合体、プロピレン単独重合体、主成分のプロピレンとプロピレン以外のα−オレフィン(エチレンを含む)との共重合体等が挙げられる。これらは1種を単独で用いてもよく、2種以上を混合して用いてもよい。
ポリオレフィンの架橋方法としては、通常の有機過酸化物等のラジカル発生剤による方法、放射線照射による方法、エチレン性不飽和シラン化合物を側鎖ないし主鎖に有するシラン含有ポリオレフィンを予め製造し、該シラン含有ポリオレフィンを水分と接触させることにより架橋する方法などを採用することが可能である。これらの架橋方法のうち、ラジカル発生剤による方法は、フィルム成形時に局部的な早期架橋によるフィッシュアイが発生し易い傾向があるので、好ましい方法ではない。また、放射線照射による方法は、空気雰囲気中での照射時のフィルム表面の酸化等の問題が発生し易い傾向にあることから、架橋条件が制約され、かつ厳密な条件制御が必要となるので、やはり好ましい方法とは言い難い。一方、シラン含有ポリオレフィンを架橋する方法は、他の架橋方法における上述の欠点がなく好ましい方法である。
このシラン含有ポリオレフィンは、加水分解可能な有機基を有するエチレン性不飽和シラン化合物をオレフィンに共重合させることによって製造することができる。
上記の加水分解可能な有機基を有するエチレン性不飽和シラン化合物とは、下記一般式(1)で表されるシラン化合物(以下、「シラン化合物(1)」と称す場合がある。)である。
RSiR’nY3−n …(1)
(ここで、Rはエチレン性不飽和ハイドロカーボン基、ハイドロカーボンオキシ基又はハイドロカルボキシル残基、R’は脂肪族飽和ハイドロカーボン基又は芳香族不飽和ハイドロカーボン基、Yは加水分解可能な有機基を表し、nは0、1又は2を表す。)
(ここで、Rはエチレン性不飽和ハイドロカーボン基、ハイドロカーボンオキシ基又はハイドロカルボキシル残基、R’は脂肪族飽和ハイドロカーボン基又は芳香族不飽和ハイドロカーボン基、Yは加水分解可能な有機基を表し、nは0、1又は2を表す。)
Rとしては例えばビニル基、アリル基、イソプロペニル基、ブテニル基、シクロヘキセニル基などが挙げられ、R’としてはメチル基、エチル基、プロピル基、デシル基、フェニル基などが挙げられ、Yとしてはメトキシ基、エトキシ基、ホルミルオキシ基、アセトキシ基、プロピルオキシ基、アルキルアミノ基、アリールアミノ基などが挙げられる。
好ましいシラン化合物(1)としては、以下の一般式(2)で表される化合物が挙げられる。
好ましいシラン化合物(1)としては、以下の一般式(2)で表される化合物が挙げられる。
CH2=CHSi(OA)2 …(2)
(ここで、Aは炭素数1〜8のハイドロカーボン基である。)
(ここで、Aは炭素数1〜8のハイドロカーボン基である。)
上記シラン化合物(1)としては、例えば、ビニルトリメトキシシラン、ビニルトリエトキシシラン及びCH2=C(CH3)COOC3H6Si(OA)3(ここでAは上記一般式(2)におけると同義である。)で表される化合物、例えばγ−メタクリロイルオキシプロピルトリメトキシシラン、γ−メタクリロイルオキシプロピルトリエトキシシランなどが挙げられ、特にビニルトリメトキシシラン、γ−メタクリロイルオキシプロピルトリエトキシシランが好ましい。これらのシラン化合物(1)は1種を単独で用いてもよく、2種以上を混合して用いてもよい。
シラン化合物(1)を共重合してなるシラン含有ポリオレフィンとは、シラン化合物(1)を側鎖ないし主鎖に有するポリオレフィンをいう。例えば、特公昭48−1711号公報に開示されるように、シラン化合物(1)を、ジクミルパーオキシド、ベンゾイルパーオキシド等のラジカル発生剤の存在下に、グラフト共重合してなるポリオレフィンであり、また、USP3225018に開示されるように、シラン化合物(1)と例えばエチレンとの通常のランダム共重合体であって、低密度ポリエチレンにおける通常の高圧条件下にラジカル共重合させることにより得られる共重合体が挙げられる。このラジカル共重合の場合、酢酸ビニルやアクリル酸、メタクリル酸及びそれらのエステル等の第三成分をさらに共重合してもよい。
これらの共重合体中のシラン化合物(1)単位の含有量は、0.01〜15重量%、特に0.1〜5重量%であることが好ましい。シラン化合物(1)単位の含有量が多過ぎると副反応によるブツなどの外観不良が発生したり、架橋度が高くなりすぎて流動性が悪くなり、少な過ぎると十分な架橋度が得られない。
これらの共重合体中のシラン化合物(1)単位の含有量は、0.01〜15重量%、特に0.1〜5重量%であることが好ましい。シラン化合物(1)単位の含有量が多過ぎると副反応によるブツなどの外観不良が発生したり、架橋度が高くなりすぎて流動性が悪くなり、少な過ぎると十分な架橋度が得られない。
本発明で用いられるシラン含有ポリオレフィンは、シラン化合物(1)単位の含有量が適当であれば2種以上のシラン含有ポリオレフィンをブレンドしたもの、又はシラン含有ポリオレフィンとポリオレフィンとをブレンドしたものであってもよい。
また、本発明で用いられるシラン架橋ポリオレフィンの密度は860〜960kg/m3、特に880〜960kg/m3であることが好ましい。シラン架橋ポリオレフィンの密度が低過ぎるとフィルム加工時並びに取扱い作業時に表面同志のブロッキングによる粘着現象、口開き性不良や、自動車外装材として使用される時の耐熱性不足で変形や剥離荷重に耐えられず剥離等のトラブルにつながる現象が起こり、高過ぎるとフィルム加工時の結晶化速度が速いために加工ムラによる品質ムラが起こり易くなる上、フィルムの剛性が高くなりフィルム成形が難しくなる。
また、本発明で用いられるシラン架橋ポリオレフィンは、MFR(ここで、MFRは、ポリエチレン系樹脂の場合は190℃で測定され、ポリプロピレン系樹脂の場合は230℃で測定される。)が0.02〜20g/10min、特に0.1〜10g/10minであることが好ましい。シラン架橋ポリオレフィンのMFRが大き過ぎると溶融樹脂のメルトテンションが小さくなり安定したフィルム加工性困難となり、小さ過ぎると溶融粘度が高くなるためにフィルム加工時の負荷や発熱が大きくなる上、薄肉加工性が低下するために好ましくない。
また、本発明で用いられるシラン架橋ポリオレフィンは、MFR(ここで、MFRは、ポリエチレン系樹脂の場合は190℃で測定され、ポリプロピレン系樹脂の場合は230℃で測定される。)が0.02〜20g/10min、特に0.1〜10g/10minであることが好ましい。シラン架橋ポリオレフィンのMFRが大き過ぎると溶融樹脂のメルトテンションが小さくなり安定したフィルム加工性困難となり、小さ過ぎると溶融粘度が高くなるためにフィルム加工時の負荷や発熱が大きくなる上、薄肉加工性が低下するために好ましくない。
本発明に係るシラン架橋ポリオレフィン層は、架橋反応促進のためのシラノール縮合触媒の存在下に水分と接触させて架橋されたものであることが好ましく、従って、本発明に係るシラン架橋ポリオレフィンは、シラノール縮合触媒を含有することが好ましい。また、シラノール縮合触媒はシラン架橋ポリオレフィン層と接触して積層されるホットメルト樹脂層に含有されていてもよく、シラン架橋ポリオレフィン層とホットメルト樹脂層との両方に含まれていてもよい。
シラノール縮合触媒とは、シリコーンのシラノール間の脱水縮合を促進する触媒であり、一般に、錫、亜鉛、鉄、鉛、コバルト等の金属のカルボン酸塩、有機塩基、無機酸、及び有機酸が挙げられる。シラノール縮合触媒の具体例としては、ジブチル錫ジラウレート、ジオクチル錫ジラウレート、ジブチル錫ジアセテート、ジブチル錫ジオクトエート、酢酸第一錫、カプリル酸第一錫、ナフテン酸鉛、カプリル酸亜鉛、ナフテン酸コバルト、エチルアミン、ジブチルアミン、ヘキシルアミン、ピリジンなどの有機塩基、硫酸、塩酸などの無機酸、トルエンスルホン酸、ドデシルベンゼンスルホン酸、アルキルアリールモノスルホン酸、アリールアルキルモノスルホン酸、アルキル芳香族スルホン酸、酢酸、ステアリン酸、マレイン酸などの有機酸を挙げることができる。これらのシラノール縮合触媒は1種を単独で用いてもよく、2種以上を混合して用いてもよい。
シラノール縮合触媒は、シラン架橋ポリオレフィン層及び/又はホットメルト樹脂層中に、シラン架橋ポリオレフィン層中のシラン架橋ポリオレフィンに対して通常0.0001〜5重量%程度、好ましくは0.001〜3重量%、特に好ましくは0.01〜1重量%の範囲内となる量で用いられる。シラン架橋ポリオレフィン層及び/又はホットメルト樹脂層のシラノール縮合触媒の含有量が少な過ぎるとこれを配合したことによる架橋反応促進効果を十分に得ることができず、多過ぎると成形中に架橋反応が進行して流動性が低下するなど成形に不具合を生じる。
なお、前述の如く、シラノール縮合触媒は、シラン架橋ポリオレフィン層に含まれていてもよく、シラン架橋ポリオレフィン層と積層されるホットメルト樹脂層に含まれていてもよく、シラン架橋ポリオレフィン層とホットメルト樹脂層との両方に含まれていてもよいが、シラン架橋ポリオレフィン層とホットメルト樹脂層の両方に含まれる場合は、その合計で上記範囲となるようにする。
シラノール縮合触媒の添加方法としては、直接、シラン架橋ポリオレフィン及び/又はホットメルト樹脂に添加してもよいが、シラノール縮合触媒添加量が少量であるため、少量成分の配合にしばしば行われるように、予めシラノール縮合触媒をポリエチレンなどの分散媒に高濃度に配合したマスターバッチを作成し、これを所定触媒濃度となるようにシラン架橋ポリオレフィン及び/又はホットメルト樹脂に配合する方法も好適である。又は、シラノール縮合触媒をキシレンなどの溶液に分散させ、これをシラン架橋ポリオレフィン層やホットメルト樹脂層に塗布又は含浸させて用いることもできる。
本発明に係るシラン架橋ポリオレフィン層のシラン架橋ポリオレフィンのゲル分率が低いと金属面と接着して高温及び低温における離型性が低下する。また高温時に流動してしまい耐熱性に劣るものとなる。このため、シラン架橋ポリオレフィンのゲル分率は、耐熱性、離型性等の面から20%以上、特に50%以上であることが好ましい。一方、成形性や耐衝撃性、耐摩耗性等の諸物性の面からはシラン架橋ポリオレフィンのゲル分率は95%以下とすることが好ましい。シラン架橋ポリオレフィンのより好ましいゲル分率は60〜90%である。
なお、シラン架橋ポリオレフィンのゲル分率は、ソックスレー抽出機を用いて沸騰キシレンにて10時間抽出を行ったときの不溶出物を抽出前の重量に対する百分率として表したものである。
なお、シラン架橋ポリオレフィンのゲル分率は、ソックスレー抽出機を用いて沸騰キシレンにて10時間抽出を行ったときの不溶出物を抽出前の重量に対する百分率として表したものである。
本発明に係るシラン架橋ポリオレフィン層は、予めフィルム成形したシラン架橋ポリオレフィンフィルムを架橋処理した後、ホットメルト樹脂層となるホットメルト樹脂フィルムと積層して本発明の積層フィルムとしてもよく、多層成形によりシラン架橋ポリオレフィン層とホットメルト樹脂層との積層フィルムを製造した後、シラノール縮合触媒の存在下に水分と接触させることにより、シラン含有ポリオレフィン層を架橋させて本発明の積層フィルムとしてもよい。後者の方法であれば、1つの成形工程で本発明の積層フィルムを製造することができる。この場合、後述のホットメルト樹脂層の多層成形法により、ホットメルト樹脂層と共にシラン架橋ポリオレフィン層を成形すればよい。
なお、シラン架橋ポリオレフィンの架橋反応のための水分との接触は、常温〜200℃程度、通常は常温〜100℃程度の水(液状又は蒸気状)と10秒〜1週間程度、通常は1分〜1日程度にわたって行えばよい。
なお、シラン架橋ポリオレフィン層には、シラン架橋ポリオレフィン及び必要に応じて添加される前述のシラノール縮合触媒の他、酸化防止剤、耐候剤、滑剤、ブロッキング防止剤、核剤、難燃剤、可塑剤、帯電防止剤、着色剤等の各種添加剤のほか、タルク、炭酸カルシウム、ガラスフィラー等の無機フィラー等が含まれていてもよい。また、シラン架橋ポリオレフィン層にシラノール縮合触媒のマスターバッチを配合した場合には、マスターバッチの分散媒としての前述のエチレン等の樹脂が含まれることとなる。
本発明に係るシラン架橋ポリオレフィン層の厚さは、5〜2000μm、特に15〜1500μmであることが好ましい。シラン架橋ポリオレフィンの厚さが薄過ぎると積層フィルムの成形時の変形で破れが発生し易くなり、また、耐衝撃性、耐摩耗性、耐熱性、耐寒性の効果が発揮され難く、厚過ぎると後工程での水蒸気架橋に長時間を要したり、成形時の金型面追従性が低下するので好ましくない。
<ホットメルト樹脂層>
ホットメルト樹脂層は、自動車外装材の成形時に金型に直接接触して表皮材となるシラン架橋ポリオレフィン層と、基材との接着を図るための層であり、以下の通り、単層構造であってもよく、2層以上の多層積層構造であってもよい。
ホットメルト樹脂層は、自動車外装材の成形時に金型に直接接触して表皮材となるシラン架橋ポリオレフィン層と、基材との接着を図るための層であり、以下の通り、単層構造であってもよく、2層以上の多層積層構造であってもよい。
本発明の積層フィルムのホットメルト樹脂層は、熱間接着性を有し、1つの層Iのみでも良いが、それぞれ性状の異なるホットメルト樹脂層Iと層I’の2層構造でも良い。さらにはホットメルト樹脂層Iと層I’の2層構造の層間に、相間接着性に優れ、耐熱性と機械的強度にも優れた他の層を有する3層以上の積層構造であっても良い。
多層構造のホットメルト樹脂層の成形方法には特に制限はなく、共押出インフレーション成形法、共押出Tダイ成形法、ドライラミネート法、押出ラミネート法等の公知の多層成形技術が適用できる。特に共押出インフレーション成形法が、多用な積層フィルム幅にも迅速に対応でき生産性が優れるなどの利点がある他、製品の縦方向及び横方向の適度な延伸バランスの加工条件の選択が可能なために、自動車用内装材の加工性及び品質面に優れ、好ましい。
層I,層I’を構成する樹脂としては、ポリエチレンないしはポリプロピレンのホモポリマー、或いは共重合ポリマーなどのポリオレフィンが挙げられる。或いはこれらのポリオレフィンを主成分とし、コモノマーとして不飽和カルボン酸を含むオレフィン系共重合体(以下、「不飽和カルボン酸/オレフィン系共重合樹脂」と称す場合がある。)をブレンドした樹脂組成物が挙げられる。
(層I,層I’)
層I,層I’のホットメルト樹脂層は、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレンやエチレンと共重合が可能なモノマーとの共重合樹脂、ポリプロピレンホモポリマー、プロピレンと共重合可能なモノマーとの共重合樹脂の中から選択された単一ないしは相互のブレンド樹脂を主体とした樹脂組成物からなる。
層I,層I’のホットメルト樹脂層は、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレンやエチレンと共重合が可能なモノマーとの共重合樹脂、ポリプロピレンホモポリマー、プロピレンと共重合可能なモノマーとの共重合樹脂の中から選択された単一ないしは相互のブレンド樹脂を主体とした樹脂組成物からなる。
ホットメルト樹脂層は、単層構造の場合の層Iにおいても、2層構造の場合の層I,層I’についても基材とのホットメルト接着強度を上げる目的で、前述の不飽和カルボン酸/オレフィン系共重合樹脂をブレンドしても良い。
不飽和カルボン酸/オレフィン系共重合樹脂に含まれるコモノマーとしての不飽和カルボン酸としては、アクリル酸、メタクリル酸、無水カルボン酸などが挙げられ、不飽和カルボン酸/オレフィン系共重合樹脂の不飽和カルボン酸単位の含有量は10重量%以下であることが好ましい。
不飽和カルボン酸/オレフィン系共重合樹脂中に含まれる不飽和カルボン酸単位の含有量が10重量%を超える場合、接着性は良好となるが耐熱性に劣るものとなる他、経済性にも劣るものとなる。ただし、この不飽和カルボン酸単位の含有量が少な過ぎると接着性が不足するため、不飽和カルボン酸/オレフィン系共重合樹脂中の不飽和カルボン酸単位の含有量は0.1重量%以上であることが好ましい。
不飽和カルボン酸/オレフィン系共重合樹脂は、他の第三成分のコモノマーを含む多元系共重合体であっても良い。
不飽和カルボン酸/オレフィン系共重合樹脂としては、エチレン−不飽和カルボン酸共重合体、エチレン−(メタ)アクリル酸エステル−不飽和カルボン酸三元共重合体、不飽和カルボン酸グラフトポリエチレンやアイオノマー樹脂、プロピレン−不飽和カルボン酸共重合体が挙げられる。
不飽和カルボン酸/オレフィン系共重合樹脂のMFR(不飽和カルボン酸/エチレン系共重合体の場合は190℃で測定、不飽和カルボン酸/プロピレン系共重合体の場合は230℃で測定)は0.4〜10g/10minが好ましい。不飽和カルボン酸/オレフィン系共重合樹脂のMFRが0.4g/10min未満の場合は流動性が低下するため接着性が劣るものとなり、また、MFRが10g/10minを超える場合、熱間接着性が得難く、また、メルトテンションが小さくなって安定したフィルム加工が困難となり好ましくない。
なお、不飽和カルボン酸/オレフィン系共重合樹脂は、1種を単独で用いてもよく、2種以上を混合して用いてもよい。
層I或いは層Iと層I’を構成する樹脂組成物には、上記オレフィン共重合体及び不飽和カルボン酸/オレフィン系共重合樹脂以外の第三成分を含有していてもよい。また、層I或いは層Iと層I’を構成する樹脂組成物には、必要に応じて他の付加的成分、例えば、酸化防止剤、耐候性改良剤、造核剤、難燃剤、可塑剤、滑剤、帯電防止剤、各種着色剤、フィラー等を添加してもよい。
このような樹脂組成物で構成される層I或いは層Iと層I’のMFR(ポリエチレン系樹脂の場合は190℃で測定、ポリプロピレン系樹脂の場合は230℃で測定)は、上述のホットタック性や強度、基材の凹凸表面への流動浸透性の観点から、0.1〜10g/10minが好ましい。
ホットメルト樹脂層が、層I/層I’の2層積層構造の場合、2つの層Iは同一樹脂組成のものであってもよく、異なる樹脂組成のものであってもよい。ホットメルト樹脂層のうち、シラン架橋ポリオレフィン層と接する側の層と反対側の層は、自動車外装材の基材、例えば、必要に応じて、ガラス繊維等の剛性改良用補強材が表面に配置された発泡ポリプロピレン基材や織布、不織布等との接着性や耐熱性、さらには加工時の金属金型と接触するシラン架橋ポリオレフィン外面層への浸み出し防止性を考慮して設計されることが好ましい。
層I,I’は、上記の樹脂と共に改質樹脂を含む樹脂組成物よりなることが、衝撃強度や摩耗強度、耐寒強度の改善、さらには層I,I’とも強固な接着が可能となるため、好ましい。この改質樹脂は、シラン架橋ポリオレフィン樹脂層や、基材即ち、必要に応じて、ガラス繊維等の剛性改良用補強材が表面に配置された発泡ポリプロピレン基材や織布、不織布等との接着性が得られ、衝撃強度、摩耗強度、耐寒強度を向上させる機能を有するものであれば特に限定されるものではなく、例えば、下記の改質樹脂(A)又は(B)が挙げられる。
<改質樹脂(A)>
改質樹脂(A)は、エチレンとα−オレフィンの共重合体である。このα−オレフィンとしては、炭素数2〜12のα−オレフィンであり、具体例としては、エチレン、プロピレン、1−ブテン、1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−ノネン、1−デセン、1−ドデセン、4−メチル−1−ペンテン、4−メチル−1−ヘキセン、ビニルシクロヘキサン、ビニルシクロヘキセン、スチレン、ノルボルネン、ブタジエン、イソプレン等が挙げられる。これら例示された中でも特に経済性に優れるエチレン−プロピレン共重合体、エチレン−1−ブテン共重合体、エチレン−1−ヘキセン共重合体、エチレン−1−オクテン共重合体を用いることができる。
改質樹脂(A)は、エチレンとα−オレフィンの共重合体である。このα−オレフィンとしては、炭素数2〜12のα−オレフィンであり、具体例としては、エチレン、プロピレン、1−ブテン、1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−ノネン、1−デセン、1−ドデセン、4−メチル−1−ペンテン、4−メチル−1−ヘキセン、ビニルシクロヘキサン、ビニルシクロヘキセン、スチレン、ノルボルネン、ブタジエン、イソプレン等が挙げられる。これら例示された中でも特に経済性に優れるエチレン−プロピレン共重合体、エチレン−1−ブテン共重合体、エチレン−1−ヘキセン共重合体、エチレン−1−オクテン共重合体を用いることができる。
改質樹脂(A)の密度は860〜920kg/m3が好ましい。密度が860kg/m3未満の場合、改質効果は得られるが耐熱性で劣るものとなる。一方、密度が920kg/m3を超える場合は、期待する改質効果が得られなくなる。改質樹脂(A)のMFR(190℃で測定)は特に限定されないが、改質効果から好ましくは0.5〜10g/10minである。
これらの改質樹脂(A)は、1種を単独で用いてもよく、2種以上を混合して用いてもよい。
<改質樹脂(B)>
改質樹脂(B)は、エチレンと官能性コモノマーを公知の技術で共重合させた樹脂である。官能性コモノマーとしては、不飽和カルボン酸、不飽和カルボン酸のアルキルエステル等を挙げることができる。該樹脂としては、エチレン−無水マレイン酸共重合体、エチレン−イタコン酸共重合体等を挙げることができる。また、これら二元系共重合体以外に二種以上のコモノマーを適用した多元系共重合体、例えばエチレン−(メタ)アクリル酸エステル−不飽和カルボン酸三元共重合体なども挙げることができる。また、これらの樹脂を酸変性して得られる変性樹脂なども用いることができる。
改質樹脂(B)は、エチレンと官能性コモノマーを公知の技術で共重合させた樹脂である。官能性コモノマーとしては、不飽和カルボン酸、不飽和カルボン酸のアルキルエステル等を挙げることができる。該樹脂としては、エチレン−無水マレイン酸共重合体、エチレン−イタコン酸共重合体等を挙げることができる。また、これら二元系共重合体以外に二種以上のコモノマーを適用した多元系共重合体、例えばエチレン−(メタ)アクリル酸エステル−不飽和カルボン酸三元共重合体なども挙げることができる。また、これらの樹脂を酸変性して得られる変性樹脂なども用いることができる。
改質樹脂(B)の密度は特に制約されないが、改質効果から官能性コモノマー単位の含有量は5〜30重量%であることが好ましい。改質樹脂(B)の官能性コモノマー単位の含有量が5重量%未満の場合は十分な改質効果が得られない。一方、30重量%を超える場合、改質効果は得られるが耐熱性が劣るものとなる。
これらの改質樹脂(B)は、1種を単独で用いてもよく、2種以上を混合して用いてもよい。
(厚さ)
ホットメルト樹脂層は、単層であっても2層以上の積層構造であってもよいが、その総厚さは好ましくは5〜1000μm、より好ましくは30〜800μmである。
ホットメルト樹脂層は、単層であっても2層以上の積層構造であってもよいが、その総厚さは好ましくは5〜1000μm、より好ましくは30〜800μmである。
[自動車外装材]
本発明の自動車外装材10は、最外層としてシラン架橋ポリオレフィン層2を有し、このシラン架橋ポリオレフィン層2にホットメルト樹脂層3が積層されてなる上述のような自動車外装材用貼合積層フィルム1と基材4とが、シラン架橋ポリオレフィン層2が最外層で、ホットメルト樹脂層3と基材4とが隣接して接着するように積層されてなるものである。
ただし、本発明の自動車外装材用貼合積層フィルムは、基材とホットメルト樹脂層との間に、酢酸ビニル系、イソシアネート系、エポキシ系、アクリル系等の接着剤を更に用いて積層してもよい。
本発明の自動車外装材10は、最外層としてシラン架橋ポリオレフィン層2を有し、このシラン架橋ポリオレフィン層2にホットメルト樹脂層3が積層されてなる上述のような自動車外装材用貼合積層フィルム1と基材4とが、シラン架橋ポリオレフィン層2が最外層で、ホットメルト樹脂層3と基材4とが隣接して接着するように積層されてなるものである。
ただし、本発明の自動車外装材用貼合積層フィルムは、基材とホットメルト樹脂層との間に、酢酸ビニル系、イソシアネート系、エポキシ系、アクリル系等の接着剤を更に用いて積層してもよい。
<基材>
本発明の自動車外装材に用いられる基材としては、発泡ポリウレタン、発泡ポリプロピレン、天然ないしは合成繊維系の織布や不織布等が挙げられる。これらの基材には、ガラス繊維等の補強材を貼り合せて使用してもよい。
本発明の自動車外装材に用いられる基材としては、発泡ポリウレタン、発泡ポリプロピレン、天然ないしは合成繊維系の織布や不織布等が挙げられる。これらの基材には、ガラス繊維等の補強材を貼り合せて使用してもよい。
基材の厚さは通常2〜20mm、特に2〜7mm程度である。基材の厚さが上記範囲よりも薄いと剛性及び強度が不足し、厚いと重量と嵩が大きくなるので好ましくない。
<製造方法>
本発明の自動車外装材は、本発明の積層フィルムを、積層フィルムのホットメルト樹脂層が基材側となるように基材と積層し、所望の形状に賦型することにより製造される。
本発明の自動車外装材は、本発明の積層フィルムを、積層フィルムのホットメルト樹脂層が基材側となるように基材と積層し、所望の形状に賦型することにより製造される。
本発明の自動車外装材の賦型方法としては、上下にヒーターを設けた加熱炉の中央にクランプした本発明の積層フィルムと基材との積層体を導き、成形に適した温度になるように加熱した後、温度調節した金型にてプレスした後冷却して賦型する方法、本発明の積層フィルムと基材との積層体を50〜200℃、例えば、約180℃の金型でプレスし、高温状態のまま金型から取り出す熱プレス法などが挙げられる。
成形方法としては、具体的には、プラグ成形、フリードローイング成形、プラグ・アンド・リッジ成形、リッジ成形、マッチド・モールド成形、ストレート成形、ドレープ成形、リバースドロー成形、エアスリップ成形、プラグアシスト成形、プラグアシストリバースドロー成形などの方法が挙げられる。
成形に際しては、必要に応じて、エンボス加工が施された金型を用いることにより、最外層となるシラン架橋ポリオレフィン層にエンボス加工を施すことができる。
このようにして製造される本発明の自動車外装材の厚さは2〜20mm、特に3〜8
mm程度であることが好ましい。
mm程度であることが好ましい。
以下に実施例を挙げて本発明をより具体的に説明する。
[使用材料]
以下の実施例及び比較例で用いた材料の詳細は次の通りである。
以下の実施例及び比較例で用いた材料の詳細は次の通りである。
シラン含有ポリオレフィンHDPE:三菱化学(株)製シラン含有高密度ポリエチレンLNE13_4(密度0.960kg/m3、MFR1g/10min/190℃)
シラン含有ポリオレフィンPP:三菱化学(株)製シラン含有ポリプロピレンLNP3_2(密度0.91kg/m3、MFR15g/10min/230℃)
HZ082:三菱化学(株)製シラノール縮合触媒マスターバッチ(MB)(錫触媒含有高密度ポリエチレン、錫触媒含有量1重量%、密度0.96kg/m3、MFR1g/10min/190℃)
PZ010:三菱化学(株)製シラノール縮合触媒マスターバッチ(MB)(錫触媒含有ポリプロピレン、錫触媒含有量1重量%、密度0.92kg/m3、MFR12g/10min/230℃)
AP30H:愛知プラスチックス工業(株)製不飽和カルボン酸/エチレン系共重合体(密度0.94kg/m3、MFR3g/10min/190℃、融点95℃)およびポリプロピレン共重合体(密度0.90kg/m3、MFR7g/10min/230℃、融点125℃)のドライブレンド
ポリオレフィンHDPE:日本ポリエチレン(株)製高密度ポリエチレンHY430(密度0.96kg/m3、MFR0.8g/10min/190℃)
ポリオレフィンPP:日本ポリプロ(株)製ポリプロピレンFW4BT(密度0.90kg/m3、MFR7g/10min/230℃)
シラン含有ポリオレフィンPP:三菱化学(株)製シラン含有ポリプロピレンLNP3_2(密度0.91kg/m3、MFR15g/10min/230℃)
HZ082:三菱化学(株)製シラノール縮合触媒マスターバッチ(MB)(錫触媒含有高密度ポリエチレン、錫触媒含有量1重量%、密度0.96kg/m3、MFR1g/10min/190℃)
PZ010:三菱化学(株)製シラノール縮合触媒マスターバッチ(MB)(錫触媒含有ポリプロピレン、錫触媒含有量1重量%、密度0.92kg/m3、MFR12g/10min/230℃)
AP30H:愛知プラスチックス工業(株)製不飽和カルボン酸/エチレン系共重合体(密度0.94kg/m3、MFR3g/10min/190℃、融点95℃)およびポリプロピレン共重合体(密度0.90kg/m3、MFR7g/10min/230℃、融点125℃)のドライブレンド
ポリオレフィンHDPE:日本ポリエチレン(株)製高密度ポリエチレンHY430(密度0.96kg/m3、MFR0.8g/10min/190℃)
ポリオレフィンPP:日本ポリプロ(株)製ポリプロピレンFW4BT(密度0.90kg/m3、MFR7g/10min/230℃)
[自動車外装材用貼合積層フィルムの評価]
自動車外装材用貼合積層フィルムの評価は、次の手法で行なった。
自動車外装材用貼合積層フィルムの評価は、次の手法で行なった。
<耐摩耗性(摩耗量)の評価>
ポリオレフィンPP板(FW4BT、12mm×12mm×2mm)と、自動車外装材用貼合積層フィルムとを用い、ポリオレフィンPP板と自動車外装材用貼合積層フィルムのホットメルト樹脂フィルムとが接するように、プレス板(SUS)(200mm×200mm×2mmt)/フッ素化ポリエチレン(テフロン(登録商標))/ポリオレフィンPP板/自動車外装材用貼合積層フィルム/フッ素化ポリエチレン(テフロン(登録商標))/プレス板(SUS)(200mm×200mm×2mmt)の順で重ね、200℃、20kg/cm2で60秒間加熱加圧してプレスしてサンプル板を作製した。
サンプル板の最外層面(ポリオレフィンPP板と反対側の面)に対して、JISK7311に準拠してテーバー摩耗試験による摩耗量測定を行った。
ポリオレフィンPP板(FW4BT、12mm×12mm×2mm)と、自動車外装材用貼合積層フィルムとを用い、ポリオレフィンPP板と自動車外装材用貼合積層フィルムのホットメルト樹脂フィルムとが接するように、プレス板(SUS)(200mm×200mm×2mmt)/フッ素化ポリエチレン(テフロン(登録商標))/ポリオレフィンPP板/自動車外装材用貼合積層フィルム/フッ素化ポリエチレン(テフロン(登録商標))/プレス板(SUS)(200mm×200mm×2mmt)の順で重ね、200℃、20kg/cm2で60秒間加熱加圧してプレスしてサンプル板を作製した。
サンプル板の最外層面(ポリオレフィンPP板と反対側の面)に対して、JISK7311に準拠してテーバー摩耗試験による摩耗量測定を行った。
<低温引張破断伸度の評価>
自動車外装材用貼合積層フィルムを作製するために使用した最外層材料を用いてサンプル板を作製し、JIS−K6251に準拠して−30℃で引張破断伸度を測定した。
自動車外装材用貼合積層フィルムを作製するために使用した最外層材料を用いてサンプル板を作製し、JIS−K6251に準拠して−30℃で引張破断伸度を測定した。
<ゲル分率の評価>
溶媒としてキシレンを用い、ソックスレー型抽出器により約10時間沸点温度にて試料を抽出し、下式に従い抽出残の重量を百分率で表示した。
架橋度(%)=〔抽出残重量(g)/抽出前試料重量(g)〕×100
溶媒としてキシレンを用い、ソックスレー型抽出器により約10時間沸点温度にて試料を抽出し、下式に従い抽出残の重量を百分率で表示した。
架橋度(%)=〔抽出残重量(g)/抽出前試料重量(g)〕×100
<耐低温衝撃性の評価>
自動車外装材用貼合積層フィルムを作製するために使用した最外層材料を用いてサンプル板を作製し、JIS−K7110に準拠して−30℃でIZOD試験による耐低温衝撃性を測定した。
自動車外装材用貼合積層フィルムを作製するために使用した最外層材料を用いてサンプル板を作製し、JIS−K7110に準拠して−30℃でIZOD試験による耐低温衝撃性を測定した。
[実施例1]
シラン含有ポリオレフィンHDPEとして「LNE13−4」100重量部及びシラノール縮合触媒マスターバッチ「HZ082」5重量部を押出機に投入し、インフレーション成形機にて、ダイス設定温度210℃としてシラン含有ポリオレフィンフィルムaを得た。なお、シラン含有ポリオレフィンと縮合触媒マスターバッチは事前にドライブレンドして押出機に投入した。このシラン含有ポリオレフィンフィルムaを温度95℃のスチーム下、保持時間16時間の条件で架橋処理して膜厚30μmのシラン架橋ポリオレフィンフィルムAを得た。
不飽和カルボン酸/エチレン系共重合体とポリプロピレン共重合体のドライブレンド「AP30H」100重量部を押出機に投入し、T型成形機にて、ダイス設定温度150℃で押出シート成形してホットメルト樹脂フィルムAを得た。なお、ホットメルト樹脂フィルムAの膜厚は30μmとした。
シラン含有ポリオレフィンHDPEとして「LNE13−4」100重量部及びシラノール縮合触媒マスターバッチ「HZ082」5重量部を押出機に投入し、インフレーション成形機にて、ダイス設定温度210℃としてシラン含有ポリオレフィンフィルムaを得た。なお、シラン含有ポリオレフィンと縮合触媒マスターバッチは事前にドライブレンドして押出機に投入した。このシラン含有ポリオレフィンフィルムaを温度95℃のスチーム下、保持時間16時間の条件で架橋処理して膜厚30μmのシラン架橋ポリオレフィンフィルムAを得た。
不飽和カルボン酸/エチレン系共重合体とポリプロピレン共重合体のドライブレンド「AP30H」100重量部を押出機に投入し、T型成形機にて、ダイス設定温度150℃で押出シート成形してホットメルト樹脂フィルムAを得た。なお、ホットメルト樹脂フィルムAの膜厚は30μmとした。
シラン架橋ポリオレフィンフィルムA及びホットメルト樹脂フィルムAを用い、プレス板(SUS)(200mm×200mm×2mmt)/フッ素化ポリエチレン(テフロン(登録商標))/ホットメルト樹脂フィルムA/シラン架橋ポリオレフィンフィルムA/ポリテトラフルオロエチレンシート/プレス板(SUS)(200mm×200mm×2mmt)の順で重ね、180℃、20kg/cm2で60秒間加熱加圧して自動車外装材用貼合積層フィルムAを作製した。
表1に自動車外装材用貼合積層フィルムA、ホットメルト樹脂フィルム(表1中、「HM層」と表記)Aの組成及び膜厚と、耐摩耗性(摩耗量)の評価結果を示す。
また、シラン架橋ポリオレフィンフィルムAのゲル分率は70%で、低温引張破断伸度は700%、耐低温衝撃性は8J/mであった。これらの評価結果を表1に示す。
表1に自動車外装材用貼合積層フィルムA、ホットメルト樹脂フィルム(表1中、「HM層」と表記)Aの組成及び膜厚と、耐摩耗性(摩耗量)の評価結果を示す。
また、シラン架橋ポリオレフィンフィルムAのゲル分率は70%で、低温引張破断伸度は700%、耐低温衝撃性は8J/mであった。これらの評価結果を表1に示す。
[実施例2]
シラン架橋ポリオレフィンフィルムの膜厚を50μmとする以外は実施例1と同様な操作を行い、シラン含有ポリオレフィンフィルムb、シラン架橋ポリオレフィンフィルムB及びホットメルト樹脂フィルムAを作製した。シラン架橋ポリオレフィンフィルムB及びホットメルト樹脂フィルムAを用い、実施例1と同様な操作を行い、自動車外装材用貼合積層フィルムBを作製し、その評価を行った。
表1に自動車外装材用貼合積層フィルムBの組成、膜厚、及び評価結果を示す。
シラン架橋ポリオレフィンフィルムの膜厚を50μmとする以外は実施例1と同様な操作を行い、シラン含有ポリオレフィンフィルムb、シラン架橋ポリオレフィンフィルムB及びホットメルト樹脂フィルムAを作製した。シラン架橋ポリオレフィンフィルムB及びホットメルト樹脂フィルムAを用い、実施例1と同様な操作を行い、自動車外装材用貼合積層フィルムBを作製し、その評価を行った。
表1に自動車外装材用貼合積層フィルムBの組成、膜厚、及び評価結果を示す。
[実施例3]
シラン架橋ポリオレフィンフィルムの膜厚を15μmとする以外は実施例1と同様な操作を行い、シラン含有ポリオレフィンフィルムc、シラン架橋ポリオレフィンフィルムC及びホットメルト樹脂フィルムAを作製した。シラン架橋ポリオレフィンフィルムC及びホットメルト樹脂フィルムAを用い、実施例1と同様な操作を行い、自動車外装材用貼合積層フィルムCを作製し、その評価を行った。
表1に自動車外装材用積層フィルムCの組成、膜厚、及び評価結果を示す。
シラン架橋ポリオレフィンフィルムの膜厚を15μmとする以外は実施例1と同様な操作を行い、シラン含有ポリオレフィンフィルムc、シラン架橋ポリオレフィンフィルムC及びホットメルト樹脂フィルムAを作製した。シラン架橋ポリオレフィンフィルムC及びホットメルト樹脂フィルムAを用い、実施例1と同様な操作を行い、自動車外装材用貼合積層フィルムCを作製し、その評価を行った。
表1に自動車外装材用積層フィルムCの組成、膜厚、及び評価結果を示す。
[実施例4]
シラン含有ポリオレフィンフィルムaの架橋処理を室温で行う以外は、実施例1と同様な操作を行い、シラン架橋ポリオレフィンフィルムD及びホットメルト樹脂フィルムAを作製した。シラン架橋ポリオレフィンフィルムD及びホットメルト樹脂フィルムAを用い、実施例1と同様な操作を行い、自動車外装材用貼合積層フィルムDを作製し、その評価を行った。
表1に自動車外装材用貼合積層フィルムDの組成、膜厚、及び評価結果を示す。
シラン含有ポリオレフィンフィルムaの架橋処理を室温で行う以外は、実施例1と同様な操作を行い、シラン架橋ポリオレフィンフィルムD及びホットメルト樹脂フィルムAを作製した。シラン架橋ポリオレフィンフィルムD及びホットメルト樹脂フィルムAを用い、実施例1と同様な操作を行い、自動車外装材用貼合積層フィルムDを作製し、その評価を行った。
表1に自動車外装材用貼合積層フィルムDの組成、膜厚、及び評価結果を示す。
[実施例5]
シラン架橋ポリオレフィンフィルムの作製に、シラン含有ポリオレフィンPPとして「LNP3_2」及びシラノール縮合触媒マスターバッチとして「PZ010」を使用する以外は、実施例1と同様な操作を行い、シラン架橋ポリオレフィンフィルムE及びホットメルト樹脂フィルムAを作製した。シラン架橋ポリオレフィンフィルムE及びホットメルト樹脂フィルムEを用い、実施例1と同様な操作を行い、自動車外装材用貼合積層フィルムEを作製し、その評価を行った。
表1に自動車外装材用貼合積層フィルムEの組成、膜厚、及び評価結果を示す。
シラン架橋ポリオレフィンフィルムの作製に、シラン含有ポリオレフィンPPとして「LNP3_2」及びシラノール縮合触媒マスターバッチとして「PZ010」を使用する以外は、実施例1と同様な操作を行い、シラン架橋ポリオレフィンフィルムE及びホットメルト樹脂フィルムAを作製した。シラン架橋ポリオレフィンフィルムE及びホットメルト樹脂フィルムEを用い、実施例1と同様な操作を行い、自動車外装材用貼合積層フィルムEを作製し、その評価を行った。
表1に自動車外装材用貼合積層フィルムEの組成、膜厚、及び評価結果を示す。
[比較例1]
シラン含有ポリオレフィンの代わりにポリオレフィンHDPE「HY430」を使用し、シラノール縮合触媒マスターバッチを使用せず、また、架橋処理を行わなかったこと以外は実施例1と同様な操作を行い、ポリオレフィンフィルムf及びホットメルト樹脂フィルムAを作製した。ポリオレフィンフィルムf及びホットメルト樹脂フィルムAを用い、実施例1と同様な操作を行い、自動車外装材用貼合積層フィルムFを作製し、その評価を行った。
表1に自動車外装材用貼合積層フィルムFの組成、膜厚、及び評価結果を示す。
シラン含有ポリオレフィンの代わりにポリオレフィンHDPE「HY430」を使用し、シラノール縮合触媒マスターバッチを使用せず、また、架橋処理を行わなかったこと以外は実施例1と同様な操作を行い、ポリオレフィンフィルムf及びホットメルト樹脂フィルムAを作製した。ポリオレフィンフィルムf及びホットメルト樹脂フィルムAを用い、実施例1と同様な操作を行い、自動車外装材用貼合積層フィルムFを作製し、その評価を行った。
表1に自動車外装材用貼合積層フィルムFの組成、膜厚、及び評価結果を示す。
[比較例2]
シラン含有ポリオレフィンの代わりにポリオレフィンPP「FW4BT」を使用し、シラノール縮合触媒マスターバッチを使用せず、また、架橋処理を行わなかったこと以外は実施例1と同様な操作を行い、ポリオレフィンフィルムg及びホットメルト樹脂フィルムAを作製した。ポリオレフィンフィルムg及びホットメルト樹脂フィルムAを用い、実施例1と同様な操作を行い、自動車外装材用貼合積層フィルムGを作製し、その評価を行った。
表1に自動車外装材用貼合積層フィルムGの組成、膜厚、及び評価結果を示す。
シラン含有ポリオレフィンの代わりにポリオレフィンPP「FW4BT」を使用し、シラノール縮合触媒マスターバッチを使用せず、また、架橋処理を行わなかったこと以外は実施例1と同様な操作を行い、ポリオレフィンフィルムg及びホットメルト樹脂フィルムAを作製した。ポリオレフィンフィルムg及びホットメルト樹脂フィルムAを用い、実施例1と同様な操作を行い、自動車外装材用貼合積層フィルムGを作製し、その評価を行った。
表1に自動車外装材用貼合積層フィルムGの組成、膜厚、及び評価結果を示す。
上記の結果より次のことが分かる。
実施例1〜4及び比較例1のように、最外層としてシラン架橋ポリオレフィンHDPEフィルム又はポリオレフィンHDPEフィルムを用いた自動車外装材用貼合積層フィルムはいずれも低温引張破断伸度に優れ、耐低温衝撃性(低温での耐傷付き性)も良好であるが、比較例1のポリオレフィンフィルムHDPEでは耐摩耗性が低い。これに対して、実施例1〜5のように、シラン架橋ポリオレフィンHDPEフィルムを用いたものでは、耐摩耗性にも優れる。
実施例5及び比較例2のように、最外層としてシラン架橋ポリオレフィンPPフィルム又はポリオレフィンPPフィルムを用いた自動車外装材用貼合積層フィルムは、HDPE系のものに比べて、低温引張破断伸度が小さく、耐低温衝撃性も低いものであるが、PP系においても、シラン架橋ポリオレフィンPPフィルムであれば、耐摩耗性が改善される。
以上のことから、シラン架橋ポリオレフィン層とホットメルト樹脂層を用いることにより、優れた耐傷付き性及び耐衝突衝撃性と耐摩耗性を両立した自動車外装材用貼合積層フィルムを作製することができることが分かる。
実施例1〜4及び比較例1のように、最外層としてシラン架橋ポリオレフィンHDPEフィルム又はポリオレフィンHDPEフィルムを用いた自動車外装材用貼合積層フィルムはいずれも低温引張破断伸度に優れ、耐低温衝撃性(低温での耐傷付き性)も良好であるが、比較例1のポリオレフィンフィルムHDPEでは耐摩耗性が低い。これに対して、実施例1〜5のように、シラン架橋ポリオレフィンHDPEフィルムを用いたものでは、耐摩耗性にも優れる。
実施例5及び比較例2のように、最外層としてシラン架橋ポリオレフィンPPフィルム又はポリオレフィンPPフィルムを用いた自動車外装材用貼合積層フィルムは、HDPE系のものに比べて、低温引張破断伸度が小さく、耐低温衝撃性も低いものであるが、PP系においても、シラン架橋ポリオレフィンPPフィルムであれば、耐摩耗性が改善される。
以上のことから、シラン架橋ポリオレフィン層とホットメルト樹脂層を用いることにより、優れた耐傷付き性及び耐衝突衝撃性と耐摩耗性を両立した自動車外装材用貼合積層フィルムを作製することができることが分かる。
本発明の自動車外装材用貼合積層フィルムは、製造時の成形加工性に優れると共に、優れた耐傷付き性及び耐衝突衝撃性と耐摩耗性を有し、自動車外装材として、薄肉、軽量化を図ることができるため、自動車走行における消費エネルギーの低減を図ることができる。本発明の自動車外装材用貼合積層フィルム及び自動車外装材は、具体的には、自動車用アンダーカバー及びフェンダーライナとして有用である。
1 自動車外装材用貼合積層フィルム
2 シラン架橋ポリオレフィン層
3 ホットメルト樹脂層
4 基材
10 自動車外装材
2 シラン架橋ポリオレフィン層
3 ホットメルト樹脂層
4 基材
10 自動車外装材
Claims (5)
- 最外層としてシラン架橋ポリオレフィン層を有し、該シラン架橋ポリオレフィン層にホットメルト樹脂層が積層されてなることを特徴とする自動車外装材用貼合積層フィルム。
- 請求項1において、前記シラン架橋ポリオレフィンのゲル分率が50%以上であることを特徴とする自動車外装材用貼合積層フィルム。
- 請求項1又は2において、前記シラン架橋ポリオレフィン層及び/又はホットメルト樹脂層が、シラノール縮合触媒を該シラン架橋ポリオレフィン層中のシラン架橋ポリオレフィンに対して0.0001〜5重量%含有することを特徴とする自動車外装材用貼合積層フィルム。
- 請求項1ないし3のいずれかにおいて、前記ホットメルト樹脂層が2層以上の多層構造であることを特徴とする自動車外装材用貼合積層フィルム。
- 請求項1ないし4のいずれかに記載の自動車外装材用貼合積層フィルムと基材とが積層されてなり、前記ホットメルト樹脂層が該基材に隣接して接着し、前記シラン架橋ポリオレフィン層が最外層であることを特徴とする自動車外装材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014035483A JP2015160331A (ja) | 2014-02-26 | 2014-02-26 | 自動車外装材用貼合積層フィルム及び自動車外装材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014035483A JP2015160331A (ja) | 2014-02-26 | 2014-02-26 | 自動車外装材用貼合積層フィルム及び自動車外装材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015160331A true JP2015160331A (ja) | 2015-09-07 |
Family
ID=54183772
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014035483A Pending JP2015160331A (ja) | 2014-02-26 | 2014-02-26 | 自動車外装材用貼合積層フィルム及び自動車外装材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2015160331A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105438274A (zh) * | 2015-12-08 | 2016-03-30 | 靖江市新程汽车零部件有限公司 | 轻量化轿车车身前后轮罩 |
| JP2021154730A (ja) * | 2020-03-26 | 2021-10-07 | ダイヤプラスフィルム株式会社 | 複層フィルム、粘着フィルム、化粧フィルム、化粧用粘着フィルム、および自動車用保護フィルム |
| JP2024088971A (ja) * | 2022-12-21 | 2024-07-03 | 株式会社レゾナック | 接合体の製造方法 |
-
2014
- 2014-02-26 JP JP2014035483A patent/JP2015160331A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105438274A (zh) * | 2015-12-08 | 2016-03-30 | 靖江市新程汽车零部件有限公司 | 轻量化轿车车身前后轮罩 |
| JP2021154730A (ja) * | 2020-03-26 | 2021-10-07 | ダイヤプラスフィルム株式会社 | 複層フィルム、粘着フィルム、化粧フィルム、化粧用粘着フィルム、および自動車用保護フィルム |
| JP7604281B2 (ja) | 2020-03-26 | 2024-12-23 | ダイヤプラスフィルム株式会社 | 複層フィルム、粘着フィルム、化粧フィルム、化粧用粘着フィルム、および自動車用保護フィルム |
| JP2024088971A (ja) * | 2022-12-21 | 2024-07-03 | 株式会社レゾナック | 接合体の製造方法 |
| JP7552680B2 (ja) | 2022-12-21 | 2024-09-18 | 株式会社レゾナック | 接合体の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR910009521B1 (ko) | 적층성형체 및 그 제조방법 | |
| US7741408B2 (en) | Low gloss thermoformable flooring structure | |
| KR102191752B1 (ko) | 폴리올레핀 엘라스토머 조성물 및 이의 제조 방법 | |
| US7740951B2 (en) | Multilayered polymeric structure and methods | |
| CN103261305B (zh) | 改良的隔音填充热塑性聚烯烃组合物 | |
| CN1535206A (zh) | 高聚物层压件及由离聚物层压件形成的制品 | |
| US4656098A (en) | Laminate excellent in surface gloss and surface harness, and preparation process and use thereof | |
| CN1010571B (zh) | 层压体及其制品 | |
| CN1258307A (zh) | 低模量热塑性烯烃组合物 | |
| US20200215800A1 (en) | Film laminate and Interior Trim Part for Motor Vehicles | |
| JP6234500B2 (ja) | 熱可塑型接着フィルム | |
| JP6875833B2 (ja) | 三次元網状繊維集合体用シラン変性ポリオレフィン組成物、三次元網状繊維集合体用シラン架橋ポリプロピレン組成物、及び三次元網状繊維集合体用シラン変性ポリオレフィン組成物、並びに、これらを用いた三次元網状繊維集合体用成形体、三次元網状繊維集合体用架橋成形体及び三次元網状繊維集合体 | |
| CN114591523A (zh) | 装饰膜和使用其生产装饰成形体的方法 | |
| JP2015160331A (ja) | 自動車外装材用貼合積層フィルム及び自動車外装材 | |
| JP2014144635A (ja) | 自動車内装材用積層フィルム及び自動車内装材 | |
| JP6947003B2 (ja) | 加飾成形体およびその製造方法 | |
| JP7039754B1 (ja) | 熱可塑型接着フィルム | |
| US4800130A (en) | Laminate excellent in surface gloss and surface hardness, and preparation process and use thereof | |
| US20200307115A1 (en) | Joined body and method for manufacturing same | |
| JP6735531B2 (ja) | 3次元網目状構造体用の変性ポリエチレン組成物及び3次元網目状構造体 | |
| JP2577464B2 (ja) | 積層成形体およびその製造方法 | |
| JP2006142735A (ja) | 自動車内装用積層体 | |
| JP2002003664A (ja) | 積層用ポリオレフィン系熱可塑性エラストマー | |
| JPH01168446A (ja) | 積層体 | |
| JP2023157869A (ja) | 熱可塑型接着フィルム |