JP2015201534A - 熱伝導シートおよびその製造方法 - Google Patents
熱伝導シートおよびその製造方法 Download PDFInfo
- Publication number
- JP2015201534A JP2015201534A JP2014079106A JP2014079106A JP2015201534A JP 2015201534 A JP2015201534 A JP 2015201534A JP 2014079106 A JP2014079106 A JP 2014079106A JP 2014079106 A JP2014079106 A JP 2014079106A JP 2015201534 A JP2015201534 A JP 2015201534A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- resin
- heat conductive
- conductive sheet
- graphite sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
Abstract
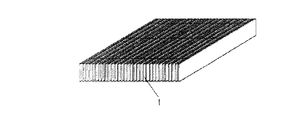
【解決手段】グラファイトシート12の第1面12aおよび第1面12aとは反対側の第2面12bに複数個の凹部13を設け、凹部13に樹脂層14を形成した熱伝導シート11であって、樹脂層14の厚さをグラファイトシート12の厚さよりも大きくし、第2面12bを下にしたとき樹脂層14の高さをグラファイトシート12の第1面12a側の最大高さよりも低くしたものである。
【選択図】図1
Description
12 グラファイトシート
12a 第1面
12b 第2面
13 凹部
14 樹脂層
15 保護層
16 第1の樹脂
17 第2の樹脂
18 樹脂シート
19 スリット
20 成形台
21 スキージー
Claims (7)
- グラファイトシートの第1面および前記第1面とは反対側の第2面に複数個の凹部を設け、前記凹部に樹脂層を形成した熱伝導シートであって、前記樹脂層の厚さを前記グラファイトシートの厚さよりも大きくし、前記第2面を下にしたとき前記樹脂層の高さを前記グラファイトシートの前記第1面側の最大高さよりも低くした熱伝導シート。
- 前記熱伝導シートの少なくとも一方の面に保護層を設けた請求項1記載の熱伝導シート。
- 前記保護層が両面テープで構成されている請求項2記載の熱伝導シート。
- グラファイトシートを波形に変形させる工程と、前記グラファイトシートの第1面の凹部に第1の樹脂を注入する工程と、加熱して前記第1の樹脂を硬化させる工程と、前記グラファイトシートの第1面とは反対側の第2面の凹部に第2の樹脂を注入する工程と、加熱して前記第2の樹脂を硬化させる工程とを備え、前記第2面を下にして前記第1の樹脂の高さを前記グラファイトシートの第1面側の最大高さよりも低くした熱伝導シートの製造方法。
- 前記熱伝導シートの少なくとも一方の面に保護層を設ける工程を有する請求項4記載の熱伝導シートの製造方法。
- Bステージ状の樹脂シートに互いに並行な複数個のスリットを形成する工程と、前記樹脂シートを縫うようにグラファイトシートを前記スリットに通す工程と、前記樹脂シートを熱処理して硬化することにより前記樹脂シートと前記グラファイトシートとを一体化する工程とを備えた熱伝導シートの製造方法。
- 前記熱伝導シートの少なくとも一方の面に保護層を設ける工程を有する請求項6記載の熱伝導シートの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014079106A JP6236631B2 (ja) | 2014-04-08 | 2014-04-08 | 熱伝導シートの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014079106A JP6236631B2 (ja) | 2014-04-08 | 2014-04-08 | 熱伝導シートの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015201534A true JP2015201534A (ja) | 2015-11-12 |
| JP6236631B2 JP6236631B2 (ja) | 2017-11-29 |
Family
ID=54552555
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014079106A Expired - Fee Related JP6236631B2 (ja) | 2014-04-08 | 2014-04-08 | 熱伝導シートの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6236631B2 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016166959A1 (ja) * | 2015-04-13 | 2016-10-20 | パナソニックIpマネジメント株式会社 | 熱伝導シートおよびその製造方法 |
| CN109427710A (zh) * | 2017-08-30 | 2019-03-05 | 丰田自动车株式会社 | 散热片及散热片的制造方法 |
| JP2019046863A (ja) * | 2017-08-30 | 2019-03-22 | トヨタ自動車株式会社 | 放熱シート |
| JP2019169665A (ja) * | 2018-03-26 | 2019-10-03 | 日立オートモティブシステムズ株式会社 | 電子制御装置 |
| KR20200066825A (ko) * | 2018-12-03 | 2020-06-11 | 에스케이씨 주식회사 | 방열 시트 및 이의 제조 방법 |
| JP2021170497A (ja) * | 2020-04-16 | 2021-10-28 | 信越ポリマー株式会社 | 放熱構造体およびそれを備えるバッテリー |
| JPWO2022201769A1 (ja) * | 2021-03-25 | 2022-09-29 | ||
| JPWO2023157236A1 (ja) * | 2022-02-18 | 2023-08-24 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002198473A (ja) * | 2000-12-26 | 2002-07-12 | Sekisui Chem Co Ltd | 熱伝導材 |
| WO2007142273A1 (ja) * | 2006-06-08 | 2007-12-13 | International Business Machines Corporation | 高熱伝導で柔軟なシート |
| JP2012031242A (ja) * | 2010-07-29 | 2012-02-16 | Nitto Denko Corp | 熱伝導性シート |
-
2014
- 2014-04-08 JP JP2014079106A patent/JP6236631B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002198473A (ja) * | 2000-12-26 | 2002-07-12 | Sekisui Chem Co Ltd | 熱伝導材 |
| WO2007142273A1 (ja) * | 2006-06-08 | 2007-12-13 | International Business Machines Corporation | 高熱伝導で柔軟なシート |
| JP2012031242A (ja) * | 2010-07-29 | 2012-02-16 | Nitto Denko Corp | 熱伝導性シート |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016166959A1 (ja) * | 2015-04-13 | 2016-10-20 | パナソニックIpマネジメント株式会社 | 熱伝導シートおよびその製造方法 |
| CN109427710A (zh) * | 2017-08-30 | 2019-03-05 | 丰田自动车株式会社 | 散热片及散热片的制造方法 |
| JP2019046854A (ja) * | 2017-08-30 | 2019-03-22 | トヨタ自動車株式会社 | 放熱シート |
| JP2019046863A (ja) * | 2017-08-30 | 2019-03-22 | トヨタ自動車株式会社 | 放熱シート |
| US11322423B2 (en) | 2018-03-26 | 2022-05-03 | Hitachi Astemo, Ltd. | Electronic control device |
| JP2019169665A (ja) * | 2018-03-26 | 2019-10-03 | 日立オートモティブシステムズ株式会社 | 電子制御装置 |
| WO2019187321A1 (ja) * | 2018-03-26 | 2019-10-03 | 日立オートモティブシステムズ株式会社 | 電子制御装置 |
| KR20200066825A (ko) * | 2018-12-03 | 2020-06-11 | 에스케이씨 주식회사 | 방열 시트 및 이의 제조 방법 |
| KR102177752B1 (ko) * | 2018-12-03 | 2020-11-11 | 에스케이씨 주식회사 | 방열 시트 및 이의 제조 방법 |
| JP2021170497A (ja) * | 2020-04-16 | 2021-10-28 | 信越ポリマー株式会社 | 放熱構造体およびそれを備えるバッテリー |
| JPWO2022201769A1 (ja) * | 2021-03-25 | 2022-09-29 | ||
| WO2022201769A1 (ja) * | 2021-03-25 | 2022-09-29 | 信越ポリマー株式会社 | 熱伝導部材およびそれを備えるバッテリー |
| JP7542131B2 (ja) | 2021-03-25 | 2024-08-29 | 信越ポリマー株式会社 | 熱伝導部材およびそれを備えるバッテリー |
| JPWO2023157236A1 (ja) * | 2022-02-18 | 2023-08-24 | ||
| WO2023157236A1 (ja) * | 2022-02-18 | 2023-08-24 | 信越ポリマー株式会社 | 熱伝導部材及びその製造方法、並びにバッテリー |
| JP7782012B2 (ja) | 2022-02-18 | 2025-12-08 | 信越ポリマー株式会社 | 熱伝導部材及びその製造方法、並びにバッテリー |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6236631B2 (ja) | 2017-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6236631B2 (ja) | 熱伝導シートの製造方法 | |
| JP4686274B2 (ja) | 放熱部品及びその製造方法 | |
| EP2828889B1 (en) | Thermal interface material | |
| US10903135B2 (en) | Chip package structure and manufacturing method thereof | |
| JP6249829B2 (ja) | 半導体装置およびその製造方法 | |
| JP2014187233A (ja) | 放熱シートおよびこれを用いた放熱構造 | |
| JP2012211259A (ja) | 熱伝導シート | |
| CN104221142B (zh) | 热传导体以及使用其的电子设备 | |
| JP2016018813A (ja) | 熱輸送シートおよびその製造方法 | |
| KR101748757B1 (ko) | 발열시트 및 그의 제조방법 | |
| JP2017028040A (ja) | 半導体装置 | |
| JP5994100B2 (ja) | 熱伝導シートの製造方法 | |
| KR20140089725A (ko) | 열확산 시트 및 그 제조방법 | |
| JP6543803B2 (ja) | 熱伝導シート | |
| JP6105549B2 (ja) | 孔があいたライナーを含む熱伝導パッド材 | |
| JP2006261505A (ja) | 絶縁伝熱シート | |
| KR102068492B1 (ko) | 열확산 시트 및 그 제조방법 | |
| WO2016166959A1 (ja) | 熱伝導シートおよびその製造方法 | |
| JP6423604B2 (ja) | ヒートシンク及び電子部品 | |
| KR20140075254A (ko) | 열확산 시트 및 그 제조방법 | |
| JP2012043963A (ja) | 熱伝導スペーサおよびその製造方法 | |
| JP5797126B2 (ja) | 半導体装置 | |
| TWI568575B (zh) | Ultra-thin are heat | |
| JP2017079232A (ja) | 熱伝導シートおよびその製造方法 | |
| JP2017079244A (ja) | 半導体モジュールの冷却構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20160519 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160720 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170526 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170606 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170718 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170919 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171002 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6236631 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |