JP2016107629A - 立体造形装置及び立体造形物の作製方法 - Google Patents
立体造形装置及び立体造形物の作製方法 Download PDFInfo
- Publication number
- JP2016107629A JP2016107629A JP2015215979A JP2015215979A JP2016107629A JP 2016107629 A JP2016107629 A JP 2016107629A JP 2015215979 A JP2015215979 A JP 2015215979A JP 2015215979 A JP2015215979 A JP 2015215979A JP 2016107629 A JP2016107629 A JP 2016107629A
- Authority
- JP
- Japan
- Prior art keywords
- particle
- temperature
- layer
- dimensional
- target temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images














Classifications
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/22—Apparatus for electrographic processes using a charge pattern involving the combination of more than one step according to groups G03G13/02 - G03G13/20
- G03G15/221—Machines other than electrographic copiers, e.g. electrophotographic cameras, electrostatic typewriters
- G03G15/224—Machines for forming tactile or three dimensional images by electrographic means, e.g. braille, 3d printing
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
Abstract
【課題】従来のアディティブマニファクチャリング(AM)技術に比べて用いることのできる材料の自由度が高い立体造形装置の提供。【解決手段】複数の粒子像形成手段a,bの各々が異なる種類の粒子材料を用い、電子写真プロセスによって粒子像を形成する工程と、各粒子像形成手段からレイヤー担持体11の上に粒子像を順に転写して、1層分の材料である粒子レイヤー40を形成する工程と、レイヤー担持体11に担持された粒子レイヤー40を作製中の立体造形物41に接触させた状態で、第1の目標温度に制御することにより、粒子レイヤー40を軟化する工程(b)と、続いて第1の目標温度よりも低い第2の目標温度に制御することによって、粒子レイヤー40を固化し、粒子レイヤー40を作製中の立体造形物41に固着する工程(c)とを順次繰り返し行う。【選択図】図5
Description
本発明は、立体造形装置及び立体造形物の作製方法に関する。
近年、アディティブマニファクチャリング(AM)、3次元プリンター等で呼称される、立体造形技術が注目を集めている(本明細書ではこれらの技術を総称してAM技術と呼ぶ。)。AM技術は、立体物の3次元形状データをスライスして複数のスライス形状データを生成し、その各スライス形状データを基に造形材により各レイヤーを形成し、造形材のレイヤーを順次積層し固着することで、立体物を造形する技術である。1980年代に光硬化樹脂を用いた光造形法の装置が開発され製品化されたのを皮切りに各種技術が開発され、現在では液槽光重合方式、材料噴射方式、材料押出し方式などの造形技術が存在している。
AM技術は、金型が不要であるという簡便性と、複雑形状を造形することができるという利便性を有している。そのため、部品の動作や形状の良否を調べるための試作品(プロトタイプ)、単品や小ロット品である補聴器などの福祉装具の部品、個人用の歯科用の造形物、航空機部品などの作製に好ましく用いられる。また、金型では作れない複雑形状部品の作製や手間がかかるデザイン性の高い形状の作製が可能であることから、従来の加工法では作製が困難な部品や造形物の作製、意匠性の高い服飾などの製作にも用いられたりしている。なお、AM技術に関する先行技術としては、特許文献1、2、3のものが知られている。
従来のAM技術は、造形技術ごとに用いることが可能な材料の種類が限られている。そのため、射出成型や切削加工等で作られる物と同等の材料特性(機械的強度、耐熱性、質感等)を得たいと思っても、AM技術では、射出成型や切削加工等に用いられている材料を自由に用いることができない。それぞれの造形技術に適用可能で尚且つ所望の特性を発現することのできる材料の開発は、AM技術のかかえる技術的課題の一つである。
また、AM技術においては、一つの立体造形物のなかに複数種類の材料を混在させたいという要望が強い。異なる材料の組み合わせが容易になれば、例えば、色の異なる材料を用いてカラーの造形物を作製するとか、造形物の一部に質感や強度の異なるパーツを組み込むなど、様々な応用が考えられる。また、積層時に造形物の一部が宙に浮いた状態とならないようにサポート部分を設ける場合があるが、このサポート部分を除去性の高い材料で作ることができれば、積層後にサポート部分を除去する作業が容易になる。しかしながら、従来のAM技術においては、液槽光重合方式のように原理的に複数種類の材料を用いることができない方式もある。また、材料噴射方式や材料押出し方式のなかには複数材料に対応した装置もあるが、同一の条件で積層可能となるように特性を合せこんだ材料を用いなければならず、材料が限られると共に、材料の開発が難しいという課題がある。
本発明は、従来のAM技術の課題のうち少なくとも一つを解決することを目的とする。例えば、本発明の目的の一つは、従来のAM技術に比べて用いることのできる材料の自由度が高い立体造形装置を提供することである。また、本発明の他の目的の一つは、特性の異なる複数の材料の積層を簡易なシーケンスで実現可能な立体造形装置を提供することである。
本発明の第1態様は、材料を積層することによって立体造形物を作製する、立体造形装置において、各々が異なる種類の粒子材料を用い、粒子像を形成する複数の粒子像形成手段と、前記複数の粒子像形成手段で形成された複数の粒子像を組み合わせて構成される1層分の材料である粒子レイヤーを担持するレイヤー担持体と、前記レイヤー担持体に担持された前記粒子レイヤーを作製中の立体造形物に対し積層する積層手段と、を有し、前記積層手段は、前記作製中の立体造形物を保持するステージと、前記レイヤー担持体に担持された前記粒子レイヤーの温度を制御する温度制御手段と、を有し、前記ステージに保持された前記作製中の立体造形物と前記レイヤー担持体に担持された前記粒子レイヤーとを接触させた状態で、前記温度制御手段によって第1の目標温度に制御した後、前記第1の目標温度よりも低い第2の目標温度に制御することによって、前記粒子レイヤーを前記作製中の立体造形物に固着することを特徴とする立体造形装置を提供する。
本発明の第2態様は、材料を積層することによって立体造形物を作製する、立体造形物の作製方法であって、複数の粒子像形成手段の各々が異なる種類の粒子材料を用いて粒子像を形成する工程と、各粒子像形成手段からレイヤー担持体の上に粒子像を順に転写して、1層分の材料である粒子レイヤーを形成する工程と、前記レイヤー担持体に担持された前記粒子レイヤーを作製中の立体造形物に接触させた状態で、第1の目標温度に制御することにより、前記粒子レイヤーを軟化する工程と、続いて前記第1の目標温度よりも低い第2の目標温度に制御することによって、前記粒子レイヤーを固化し、前記粒子レイヤーを前記作製中の立体造形物に固着する工程と、を含むことを特徴とする立体造形物の作製方法を提供する。
本発明によれば、従来のAM技術に比べて用いることのできる材料の自由度を高めることができる。また、特性の異なる複数の材料の積層を簡易なシーケンスで実現可能な立体造形装置を提供することができる。
以下、この発明を実施するための形態を図面を参照して例示的に説明する。ただし、以下の実施形態に記載されている各部材の寸法、材質、形状、その相対配置など、各種制御の手順、制御パラメータ、目標値などは、特に特定的な記載がない限りは、この発明の範囲をそれらのみに限定する趣旨のものではない。
<第1実施形態>
[立体造形装置の全体構成]
図1を参照して、本発明の第1実施形態に係る立体造形装置の全体構成について説明する。図1は、第1実施形態に係る立体造形装置の全体構成を模式的に示す図である。
[立体造形装置の全体構成]
図1を参照して、本発明の第1実施形態に係る立体造形装置の全体構成について説明する。図1は、第1実施形態に係る立体造形装置の全体構成を模式的に示す図である。
本実施形態の立体造形装置は、粒子材料を2次元に配置した薄層(粒子レイヤーと呼ぶ)もしくはそれを溶融した薄膜を積層することによって立体造形物を作製する方式のAM(Additive Manufacturing)システムである。
図1に示すように、立体造形装置は、概略、制御ユニットU1、レイヤー形成ユニット(像形成ユニットとも称す)U2、積層ユニットU3、搬送ユニットU4を有して構成される。制御ユニットU1は、造形目的の立体物(造形対象物)の3次元形状データから複数層のスライスデータ(断面データ)を生成する処理、立体造形装置の各部の制御などを担うユニットである。レイヤー形成ユニットU2は、粒子材料からなる粒子レイヤーを形成するユニットである。そして、積層ユニットU3は、レイヤー形成ユニットU2で形成された複数層の粒子レイヤーを順に積層し固着することによって、立体造形物を形成するユニットである。搬送ユニットU4は、レイヤー形成ユニットU2から積層ユニットU3へと粒子レイヤーを搬送するユニットである。
これらのユニットU1〜U4は、複数の筐体に分けて収められていてもよいし、1つの筐体の中に収められていてもよい。ユニットU1〜U4を複数の筐体に分ける構成は、立体造形装置の用途、要求性能、使用したい材料、設置スペース、故障などに応じて、ユニットの組み合わせや交換などを容易に行うことができ、装置構成の自由度及び利便性を向上できるという利点がある。一方、全てのユニットを1つの筐体内に収める構成は、装置全体の小型化、コストダウンなどの利点がある。なお、図1のユニット構成はあくまでも一例であり、他の構成を採用しても構わない。
[制御ユニット]
制御ユニットU1の構成を説明する。図1に示すように、制御ユニットU1は、その機能として、3次元形状データ入力部U10、スライスデータ計算部U11、レイヤー形成ユニット制御部U12、積層ユニット制御部U13、搬送ユニット制御部U14などを有する。
制御ユニットU1の構成を説明する。図1に示すように、制御ユニットU1は、その機能として、3次元形状データ入力部U10、スライスデータ計算部U11、レイヤー形成ユニット制御部U12、積層ユニット制御部U13、搬送ユニット制御部U14などを有する。
3次元形状データ入力部U10は、外部装置(例えばパソコンなど)から造形対象物の3次元形状データを受け付ける機能を有する。3次元形状データとして、3次元CAD、3次元モデラー、3次元スキャナなどで作成・出力されたデータを用いることができる。そのファイル形式は問わないが、例えば、STL(StereoLithography)ファイル形式を
好ましく用いることができる。
好ましく用いることができる。
スライスデータ計算部U11は、3次元形状データで表現された造形対象物を所定のピッチでスライスして各層の断面形状を計算し、その断面形状を基にレイヤー形成ユニット
U2で像形成に用いる画像データ(スライスデータと呼ぶ)を生成する機能を有する。例えば、3次元形状データで表現された造形対象物に対し、造形に必要なサポート部分を付加した後、その断面形状を計算することにより、スライスデータを生成することができる。
U2で像形成に用いる画像データ(スライスデータと呼ぶ)を生成する機能を有する。例えば、3次元形状データで表現された造形対象物に対し、造形に必要なサポート部分を付加した後、その断面形状を計算することにより、スライスデータを生成することができる。
詳しくは後述するが、本実施形態のレイヤー形成ユニットU2は複数種類の材料を用いた像形成が可能である。そのため、スライスデータとしてはそれぞれの材料の像に対応するデータが生成される。このとき、異なる材料の像同士がなるべく重なりを持たないように、各々のスライスデータにおける像の位置及び形状を調整することが好ましい。像同士が重なり尚且つその部分の粒子量が多い場合には、粒子レイヤーの厚みに大きなばらつきが生じ、立体造形物の寸法精度の低下を招くからである。スライスデータのファイル形式としては、例えば、多値の画像データ(各値が材料の種類を表す)やマルチプレーンの画像データ(各プレーンが材料の種類に対応する)を用いることができる。以下、造形目的とする立体物を構成する材料を「構造材料」、サポート部分を構成する材料を「サポート材料」とよび、構造材料とサポート材料をまとめて「造形材料」とよぶ。
レイヤー形成ユニット制御部U12は、スライスデータ計算部U11で生成されたスライスデータを基に、レイヤー形成ユニットU2におけるレイヤー形成プロセスを制御する機能である。また、積層ユニット制御部U13は、積層ユニットU3における積層プロセスを制御する機能である。搬送ユニット制御部U14は、搬送ユニットU4の駆動/停止の切替や搬送速度などを制御する機能である。各ユニットでの具体的な制御内容については後述する。
また、図示しないが、制御ユニットU1は、操作部、表示部、記憶部も備える。操作部は、ユーザからの指示を受け付ける機能を担う。例えば、電源のオン/オフ、装置の各種設定、動作指示などの入力が可能である。表示部は、ユーザへの情報提示を行う。例えば、各種設定画面、エラーメッセージ、動作状況などの提示が可能である。記憶部は、3次元形状データ、スライスデータ、各種設定値(例えば、レイヤー形成プロセスや積層プロセスの条件を決めるパラメータ)などを記憶する。
制御ユニットU1は、ハードウエア的には、CPU(中央演算処理装置)、メモリ、補助記憶装置(ハードディスク、フラッシュメモリなど)、入力デバイス、表示デバイス、各種I/Fを具備したコンピュータにより構成することができる。上述した各機能U10〜U13は、補助記憶装置などに格納されたプログラムをCPUが読み込んで実行し、必要なデバイスを制御することで実現されるものである。ただし、上述した機能のうちの一部又は全部をASICやFPGAなどの回路で構成したり、あるいは、クラウドコンピューティングやグリッドコンピューティングなどの技術を利用して他のコンピュータに実行させてもよい。
[レイヤー形成ユニット]
次に、レイヤー形成ユニットU2の構成を説明する。レイヤー形成ユニットU2は、例えば、電子写真プロセスを利用して粒子材料からなる粒子レイヤーを形成するユニットである。電子写真プロセスとは、感光体を帯電し、露光によって潜像を形成し、現像剤粒子を付着させて現像剤像を形成するという一連のプロセスによって、所望の像を形成する手法である。電子写真プロセスの原理は複写機等の2Dプリンターで用いられているものと共通する。しかし立体造形装置ではトナー材料とは異なる特性をもつ粒子材料を現像剤として用いるため、2Dプリンターにおけるプロセス制御や部材構造をそのまま利用できない場合も多い。図1では電子写真プロセスを利用する場合を示しているが、特許文献3に記載されているように、インクジェット方式を利用することもできる。
次に、レイヤー形成ユニットU2の構成を説明する。レイヤー形成ユニットU2は、例えば、電子写真プロセスを利用して粒子材料からなる粒子レイヤーを形成するユニットである。電子写真プロセスとは、感光体を帯電し、露光によって潜像を形成し、現像剤粒子を付着させて現像剤像を形成するという一連のプロセスによって、所望の像を形成する手法である。電子写真プロセスの原理は複写機等の2Dプリンターで用いられているものと共通する。しかし立体造形装置ではトナー材料とは異なる特性をもつ粒子材料を現像剤として用いるため、2Dプリンターにおけるプロセス制御や部材構造をそのまま利用できない場合も多い。図1では電子写真プロセスを利用する場合を示しているが、特許文献3に記載されているように、インクジェット方式を利用することもできる。
図1に示すように、レイヤー形成ユニットU2は、第1の粒子像形成部10a、第2の粒子像形成部10bを備えている。第1の粒子像形成部10aは、第1の粒子材料Maを用いて粒子像を形成するための粒子像形成手段であり、像担持体100a、帯電装置101a、露光装置102a、現像装置103a、転写装置104a、クリーニング装置105aを有する。また、第2の粒子像形成部10bは、第2の粒子材料Mbを用いて粒子像を形成するための粒子像形成手段であり、像担持体100b、帯電装置101b、露光装置102b、現像装置103b、転写装置104b、クリーニング装置105bを有する。
本実施形態では、第1の粒子材料Maとして、熱可塑性の樹脂などからなる構造材料を用い、第2の粒子材料Mbとして、熱可塑性及び水溶性を有するサポート材料を用いる。構造材料としては例えばPE(ポリエチレン)、PP(ポリプロピレン)、ABS、PS(ポリスチレン)などを用いることができる。また、サポート材料としては例えば糖質、ポリ乳酸(PLA)、PVA(ポリビニルアルコール)、PEG(ポリエチレングリコー
ル)などを用いることができる。各材料の粒子の直径体積平均径は5μm〜50μmが好
ましく、造形精度および造形速度を考慮すると、15〜25μmのものがより好ましい。また、本発明における体積平均径は、公知のレーザー回折・散乱法(マイクロトラック法)による測定で得られる値を用いている。
ル)などを用いることができる。各材料の粒子の直径体積平均径は5μm〜50μmが好
ましく、造形精度および造形速度を考慮すると、15〜25μmのものがより好ましい。また、本発明における体積平均径は、公知のレーザー回折・散乱法(マイクロトラック法)による測定で得られる値を用いている。
これらの粒子像形成部10a、10bは担持搬送ベルト11の表面に沿って配置されている。なお、図1では、構造材料の粒子像形成部10aを搬送方向上流側に配置したが、粒子像形成部の配置順は任意である。また、粒子像形成部の数は2つより多くてもよく、用いる造形材料の種類に応じて適宜増やすことができる。例えば、図2は、4つの粒子像形成部10a〜10dを配置した例であるが、この場合は、4種類の構造材料で像形成を行うか、3種類の構造材料+サポート材料で像形成を行う構成を採ることができる。材質、色、固さ、物性などの異なる複数種類の材料を組み合わせることで、生成する立体造形物のバリエーションが豊富になる。このような拡張性に優れる点も、電子写真プロセスを利用した立体造形装置の利点の一つといえる。
以下、レイヤー形成ユニットU2の各部の構成について詳しく説明する。ただし、粒子像形成部10a〜10dに共通する説明の中では、構成部材の参照符号の添え字a〜dを省略し、粒子像形成部10、像担持体100などと記載する。
(像担持体)
図3(a)は、粒子像形成部10の構成を示す図であり、図3(b)は、現像装置103の詳細構成を示す図である。
図3(a)は、粒子像形成部10の構成を示す図であり、図3(b)は、現像装置103の詳細構成を示す図である。
像担持体100は、静電潜像を担持するための部材である。ここでは、アルミニウムなどの金属製シリンダーの外周面に光導電性を有する感光体層が形成された感光体ドラムが用いられる。感光体としては、有機感光体(OPC)、アモルファスシリコン感光体、セレン感光体などを用いることができ、立体造形装置の用途や要求性能に応じて感光体の種類を適宜選択すればよい。像担持体100は、不図示の枠体に回転自在に支持されており、像形成時には不図示のモーターによって図中の時計周りに一定速度で回転する。
(帯電装置)
帯電装置101は、像担持体100の表面を一様に帯電させるための帯電手段である。本実施形態ではコロナ放電による非接触帯電方式を用いるが、帯電ローラを像担持体100の表面に接触させるローラ帯電方式など他の帯電方式を用いても構わない。
帯電装置101は、像担持体100の表面を一様に帯電させるための帯電手段である。本実施形態ではコロナ放電による非接触帯電方式を用いるが、帯電ローラを像担持体100の表面に接触させるローラ帯電方式など他の帯電方式を用いても構わない。
(露光装置)
露光装置102は、画像情報(スライスデータ)に従って像担持体100を露光し、像担持体100の表面上に静電潜像を形成する露光手段である。露光装置102は、例えば、半導体レーザや発光ダイオードなどの光源と、高速回転するポリゴンミラーからなる走査機構と、結像レンズなどの光学部材とを有して構成される。
露光装置102は、画像情報(スライスデータ)に従って像担持体100を露光し、像担持体100の表面上に静電潜像を形成する露光手段である。露光装置102は、例えば、半導体レーザや発光ダイオードなどの光源と、高速回転するポリゴンミラーからなる走査機構と、結像レンズなどの光学部材とを有して構成される。
(現像装置)
現像装置103は、現像剤(ここでは、構造材料又はサポート材料の粒子)を像担持体100に供給することで、静電潜像を可視化する現像手段である(本明細書では、現像剤によって可視化された像を粒子像と称す。)。図3(b)に現像装置103の詳細構成を示す。現像装置103は、現像剤を収容する容器1030と、容器1030の内部に設けられる供給ローラ1031と、現像剤を担持し像担持体100へ供給する現像ローラ1032と、現像剤の厚みを規制する規制部材1033とを有する。供給ローラ1031及び現像ローラ1032は容器1030に回転自在に支持されており、像形成時には不図示のモーターによって図中の反時計周りに一定速度で回転する。供給ローラ1031によって撹拌し帯電された現像剤粒子が現像ローラ1032に供給され、規制部材1033によって略1粒子分の厚みとなるように層厚が規制された後、現像ローラ1032と像担持体100の対向部において静電潜像の現像が行われる。現像方式としては、露光により電荷を除去した部分に現像剤を付着させる反転現像方式と、露光されなかった部分に現像剤を付着させる正規現像方式とがあるが、いずれの方式を用いてもよい。
現像装置103は、現像剤(ここでは、構造材料又はサポート材料の粒子)を像担持体100に供給することで、静電潜像を可視化する現像手段である(本明細書では、現像剤によって可視化された像を粒子像と称す。)。図3(b)に現像装置103の詳細構成を示す。現像装置103は、現像剤を収容する容器1030と、容器1030の内部に設けられる供給ローラ1031と、現像剤を担持し像担持体100へ供給する現像ローラ1032と、現像剤の厚みを規制する規制部材1033とを有する。供給ローラ1031及び現像ローラ1032は容器1030に回転自在に支持されており、像形成時には不図示のモーターによって図中の反時計周りに一定速度で回転する。供給ローラ1031によって撹拌し帯電された現像剤粒子が現像ローラ1032に供給され、規制部材1033によって略1粒子分の厚みとなるように層厚が規制された後、現像ローラ1032と像担持体100の対向部において静電潜像の現像が行われる。現像方式としては、露光により電荷を除去した部分に現像剤を付着させる反転現像方式と、露光されなかった部分に現像剤を付着させる正規現像方式とがあるが、いずれの方式を用いてもよい。
現像装置103は、いわゆる現像カートリッジの構造をとり、レイヤー形成ユニットU2に対し着脱自在に設けられているとよい。カートリッジの交換により現像剤(構造材料、サポート材料)の補充・変更が容易にできるからである。あるいは、像担持体100、現像装置103、クリーニング装置105などを一体のカートリッジとし(いわゆるプロセスカートリッジ)、像担持体自体の交換を可能にしてもよい。構造材料やサポート材料の種類、固さ、粒径により像担持体100の摩耗や寿命が特に問題となる場合には、プロセスカートリッジ構成の方が実用性・利便性に優れる。
(転写装置)
転写装置104は、像担持体100上の粒子像を担持搬送ベルト11の表面上へと転写させる転写手段である。転写装置104は、担持搬送ベルト11を挟んで像担持体100の反対側に配置されており、像担持体100上の粒子像と逆極性の電圧を印加することで、静電的に粒子像を担持搬送ベルト11側へと転写させる。像担持体100から担持搬送ベルト11への転写を1次転写とも称す。なお、本実施形態ではコロナ放電を利用した転写方式を用いるが、ローラ転写方式や、静電転写方式以外の転写方式を用いても構わない。
転写装置104は、像担持体100上の粒子像を担持搬送ベルト11の表面上へと転写させる転写手段である。転写装置104は、担持搬送ベルト11を挟んで像担持体100の反対側に配置されており、像担持体100上の粒子像と逆極性の電圧を印加することで、静電的に粒子像を担持搬送ベルト11側へと転写させる。像担持体100から担持搬送ベルト11への転写を1次転写とも称す。なお、本実施形態ではコロナ放電を利用した転写方式を用いるが、ローラ転写方式や、静電転写方式以外の転写方式を用いても構わない。
(クリーニング装置)
クリーニング装置105は、転写されずに像担持体100上に残った現像剤粒子を回収し、像担持体100の表面を清浄する手段である。本実施形態では、像担持体100に対しカウンター方向に当接させたクリーニングブレードによって現像剤粒子を掻き落とすブレード方式のクリーニング装置105を採用するが、ブラシ方式や静電吸着方式のクリーニング装置を用いてもよい。
クリーニング装置105は、転写されずに像担持体100上に残った現像剤粒子を回収し、像担持体100の表面を清浄する手段である。本実施形態では、像担持体100に対しカウンター方向に当接させたクリーニングブレードによって現像剤粒子を掻き落とすブレード方式のクリーニング装置105を採用するが、ブラシ方式や静電吸着方式のクリーニング装置を用いてもよい。
[搬送ユニット]
次に搬送ユニットU4の構成について説明する。搬送ユニットU4は、レイヤー形成ユニットU2から積層ユニットU3へと粒子レイヤーを搬送するユニットであり、担持搬送ベルト11、ベルトクリーニング装置12、画像検知センサー13を有している。
次に搬送ユニットU4の構成について説明する。搬送ユニットU4は、レイヤー形成ユニットU2から積層ユニットU3へと粒子レイヤーを搬送するユニットであり、担持搬送ベルト11、ベルトクリーニング装置12、画像検知センサー13を有している。
(担持搬送ベルト)
担持搬送ベルト11は、各粒子像形成部10から粒子像が転写される被転写体としての役割と、複数の粒子像からなる粒子レイヤーを担持するレイヤー担持体としての役割と、粒子レイヤーを積層ユニットU3へと搬送する搬送手段としての役割を担う。上流側の粒子像形成部10aから構造材料の粒子像が転写された後、それと位置を合せて、下流側の粒子像形成部10bからサポート材料の粒子像が転写されることで、担持搬送ベルト11の表面上に1枚の粒子レイヤーが形成される。
担持搬送ベルト11は、各粒子像形成部10から粒子像が転写される被転写体としての役割と、複数の粒子像からなる粒子レイヤーを担持するレイヤー担持体としての役割と、粒子レイヤーを積層ユニットU3へと搬送する搬送手段としての役割を担う。上流側の粒子像形成部10aから構造材料の粒子像が転写された後、それと位置を合せて、下流側の粒子像形成部10bからサポート材料の粒子像が転写されることで、担持搬送ベルト11の表面上に1枚の粒子レイヤーが形成される。
担持搬送ベルト11は、樹脂、ポリイミドなどの材料からなる無端ベルトであり、図1に示すように、複数のローラ110、111、112、113、114、115に張架されている。これらのローラのうち少なくとも一つは駆動ローラであり、像形成時には不図示のモーターの駆動力によって担持搬送ベルト11を図中反時計周りに回転させる。また、これらのローラのうち少なくとも一つはテンションローラであり、担持搬送ベルト11のテンションを調整する役割をもつ。
(ベルトクリーニング装置)
ベルトクリーニング装置12は、担持搬送ベルト11の表面に付着した材料をクリーニングする手段である。本実施形態では、担持搬送ベルト11に対しカウンター方向に当接させたクリーニングブレードによって材料を掻き落とすブレード方式のクリーニング装置を採用するが、ブラシ方式や静電吸着方式のクリーニング装置を用いてもよい。
ベルトクリーニング装置12は、担持搬送ベルト11の表面に付着した材料をクリーニングする手段である。本実施形態では、担持搬送ベルト11に対しカウンター方向に当接させたクリーニングブレードによって材料を掻き落とすブレード方式のクリーニング装置を採用するが、ブラシ方式や静電吸着方式のクリーニング装置を用いてもよい。
(画像検知センサー)
画像検知センサー13は、担持搬送ベルト11の表面に担持された粒子レイヤーを読み取る検知手段である。画像検知センサー13の検知結果は、粒子レイヤーの位置合わせ、後段の積層ユニットU3とのタイミング制御、粒子レイヤーの異常検知(所望の像でない、像が無い、厚みのばらつきが大きい、像の位置ずれが大きいなど)などに利用される。
画像検知センサー13は、担持搬送ベルト11の表面に担持された粒子レイヤーを読み取る検知手段である。画像検知センサー13の検知結果は、粒子レイヤーの位置合わせ、後段の積層ユニットU3とのタイミング制御、粒子レイヤーの異常検知(所望の像でない、像が無い、厚みのばらつきが大きい、像の位置ずれが大きいなど)などに利用される。
[積層ユニット]
次に、積層ユニットU3の構成を説明する。積層ユニットU3は、搬送ユニットU4により搬送されてくる粒子レイヤーを順に積層し固着することによって、立体造形物を形成するユニットである。
次に、積層ユニットU3の構成を説明する。積層ユニットU3は、搬送ユニットU4により搬送されてくる粒子レイヤーを順に積層し固着することによって、立体造形物を形成するユニットである。
図1に示すように、積層ユニットU3は、温度制御装置31とステージ32とステージ移動機構33を備えている。以下、積層ユニットU3の各部の構成について詳しく説明する。本実施形態では、搬送ユニットU4の担持搬送ベルト11が、粒子レイヤーを積層位置まで送り込む搬送手段を兼ねている。積層位置とは、粒子レイヤーの積層(作製中の立体造形物への積み上げ)が行われる位置であり、図1の構成では、担持搬送ベルト11が温度制御装置31とステージ32とで挟まれる部分が積層位置に該当する。積層位置の前後に配置された2つのローラ114、115は、積層位置を通過する担持搬送ベルト11(つまり積層時の粒子レイヤー)を平らに保つ役割を担っている。
(温度制御装置)
温度制御装置31は、積層位置に搬送された粒子レイヤーの温度を制御する温度制御手段である。温度制御装置31としては、例えば、セラミックヒーター、ハロゲンヒーターなどの加熱装置を用いることができる。また、加熱だけでなく、放熱ないし冷却により粒子レイヤーの温度を積極的に低下させる構成を温度制御装置31に設けてもよい。なお、温度制御装置31の下面(ベルト側の面)は平面となっており、積層位置を通過する担持搬送ベルト11のガイドと、粒子レイヤーに均等な圧力を加える押圧部材の役割も兼ねている。
温度制御装置31は、積層位置に搬送された粒子レイヤーの温度を制御する温度制御手段である。温度制御装置31としては、例えば、セラミックヒーター、ハロゲンヒーターなどの加熱装置を用いることができる。また、加熱だけでなく、放熱ないし冷却により粒子レイヤーの温度を積極的に低下させる構成を温度制御装置31に設けてもよい。なお、温度制御装置31の下面(ベルト側の面)は平面となっており、積層位置を通過する担持搬送ベルト11のガイドと、粒子レイヤーに均等な圧力を加える押圧部材の役割も兼ねている。
(ステージ)
ステージ32は、立体造形物が積層される平面台である。ステージ32は、リニアアクチュエータなどで構成される移動機構33によって上下方向(積層位置のベルト面に垂直な方向)に移動可能である。積層位置まで担持搬送された粒子レイヤーを温度制御装置31との間で挟み込み、加熱、加圧(必要に応じて放熱ないし冷却)を行うことで、担持搬送ベルト11側からステージ32側へと粒子レイヤーを転写させる。1層目の粒子レイヤーはステージ32の上に直接転写され、2層目以降の粒子レイヤーはステージ32上の立体造形物(作成中のもの)の上に積み上げられていく。このように本実施形態では、温度制御装置31とステージ32によって、粒子レイヤーを積層する積層手段が構成される。
ステージ32は、立体造形物が積層される平面台である。ステージ32は、リニアアクチュエータなどで構成される移動機構33によって上下方向(積層位置のベルト面に垂直な方向)に移動可能である。積層位置まで担持搬送された粒子レイヤーを温度制御装置31との間で挟み込み、加熱、加圧(必要に応じて放熱ないし冷却)を行うことで、担持搬送ベルト11側からステージ32側へと粒子レイヤーを転写させる。1層目の粒子レイヤーはステージ32の上に直接転写され、2層目以降の粒子レイヤーはステージ32上の立体造形物(作成中のもの)の上に積み上げられていく。このように本実施形態では、温度制御装置31とステージ32によって、粒子レイヤーを積層する積層手段が構成される。
[立体造形装置の動作]
次に、上記構成を有する立体造形装置の動作について説明する。ここでは既に制御ユニットU1によるスライスデータの生成処理は完了しているものとして、各層の粒子レイヤーを形成するプロセスと、粒子レイヤーを積層するプロセスを順に説明する。図4は、本実施形態の立体造形装置の動作シーケンスを示すフローチャートであり、図5は、積層プロセスの動作を模式的に示す図である。
次に、上記構成を有する立体造形装置の動作について説明する。ここでは既に制御ユニットU1によるスライスデータの生成処理は完了しているものとして、各層の粒子レイヤーを形成するプロセスと、粒子レイヤーを積層するプロセスを順に説明する。図4は、本実施形態の立体造形装置の動作シーケンスを示すフローチャートであり、図5は、積層プロセスの動作を模式的に示す図である。
(レイヤー形成プロセス)
まず、制御ユニットU1は、各粒子像形成部10の像担持体100と担持搬送ベルト11が同じ外周速度(プロセス速度)で同期して回転するよう、モーター等の駆動源を制御する(S500)。
まず、制御ユニットU1は、各粒子像形成部10の像担持体100と担持搬送ベルト11が同じ外周速度(プロセス速度)で同期して回転するよう、モーター等の駆動源を制御する(S500)。
回転速度が安定した後、最上流の粒子像形成部10aの像形成を開始する(S501)。すなわち、制御ユニットU1は、帯電装置101aを制御し、像担持体100aの表面全域を所定の極性でかつ所定の帯電電位でほぼ均一に帯電させる。続いて制御ユニットU1は、帯電した像担持体100aの表面を露光装置102aによって露光する。ここでは、露光によって電荷を除去することにより、露光部と非露光部との間に電位差を形成する。この電位差による像が静電潜像である。一方、制御ユニットU1は、現像装置103aを駆動して、像担持体100a上の潜像に構造材料の粒子を付着させ、構造材料の粒子像を形成する。この粒子像は、転写装置104aによって担持搬送ベルト11上へと1次転写される。
また、制御ユニットU1は、粒子像形成部10aでの像形成開始から所定の時間差で下流側の粒子像形成部10bの像形成を開始する(S502)。粒子像形成部10bにおける像形成も粒子像形成部10aにおける像形成と同様の手順で行われる。ここで、像形成開始の時間差は、上流側の粒子像形成部10aにおける1次転写ニップから下流側の粒子像形成部10bにおける1次転写ニップまでの距離をプロセス速度で割った値に設定される。これにより、それぞれの粒子像形成部10a、10bで形成された2つの粒子像が担持搬送ベルト11上で位置合わせして配置され、構造材料とサポート材料からなる1層分の粒子レイヤーが形成される(S503)。なお、オーバーハング部がなくサポート部分が必要無い断面の場合には、粒子像形成部10bの像形成は行われない。その場合、構造材料の粒子像のみで粒子レイヤーが形成されることとなる。
(積層プロセス)
担持搬送ベルト11はプロセス速度のまま回転を続け、粒子レイヤーを図1の矢印方向に搬送する。そして、粒子レイヤーが積層位置に到達するタイミングで制御ユニットU1は担持搬送ベルト11を停止し、粒子レイヤーを積層位置に位置決めする(S504)。なお、担持搬送ベルト11の搬送・停止のタイミングは、粒子レイヤーの先端の位置を画像検知センサー13によって検知した結果に基づき制御するとよい。立体造形装置の場合、画像(粒子レイヤー)の位置、大きさ、形状が層毎に異なり得るため、積層位置への到達タイミングや温度制御装置との位置関係が層毎に変化するからである。この点、用紙サ
イズに依存して画像の位置や大きさが決まる2Dプリンターとは異なる制御が必要とされる。
担持搬送ベルト11はプロセス速度のまま回転を続け、粒子レイヤーを図1の矢印方向に搬送する。そして、粒子レイヤーが積層位置に到達するタイミングで制御ユニットU1は担持搬送ベルト11を停止し、粒子レイヤーを積層位置に位置決めする(S504)。なお、担持搬送ベルト11の搬送・停止のタイミングは、粒子レイヤーの先端の位置を画像検知センサー13によって検知した結果に基づき制御するとよい。立体造形装置の場合、画像(粒子レイヤー)の位置、大きさ、形状が層毎に異なり得るため、積層位置への到達タイミングや温度制御装置との位置関係が層毎に変化するからである。この点、用紙サ
イズに依存して画像の位置や大きさが決まる2Dプリンターとは異なる制御が必要とされる。
その後、図5(a)に示すように、制御ユニットU1はステージ32を上昇させる(ベルト面に近づける)。これにより、ステージ面(1層目の場合)又はステージ32上に形成された立体造形物41の上面(2層目以降の場合)を担持搬送ベルト11上の粒子レイヤー40に接触させる(S505)。
この状態のまま、制御ユニットU1は、所定の温度制御シーケンスにしたがって、温度制御装置31の温度を制御する。具体的には、最初に、第1の目標温度まで加熱する第1の温度制御モードを所定時間行って、粒子レイヤー40の粒子材料を熱溶融させる(S506、図5(b))。これにより粒子レイヤーが軟化し、シート状のレイヤー40とステージ面又は立体造形物41上面とが密着する。その後、第1の目標温度よりも低い第2の目標温度に制御する第2の温度制御モードを所定時間行い、軟化した材料を固化する(S507、図5(c))。第2の温度制御モード終了後、制御ユニットU1はステージ32を下降させる(ベルト面から離間させる)(S508、図5(d))。これにより、シート状のレイヤーの積層が完了する。ここで、第1の温度制御モード、第2の温度制御モードそれぞれの温調時間は、粒子レイヤーの厚み、材料の温度特性、担持搬送ベルト11の厚み、熱容量などに基づき適宜(例えば、数ミリ秒から数十秒の値)に設定される。なお、目標温度や温調時間などの値は、用いる造形材料の種類に合わせて、制御ユニットU1の記憶部に予め設定されている。
粒子レイヤーの積層が終了した後は、次層のレイヤー形成プロセスの実行が開始される(S501〜)。以上述べたレイヤー形成プロセスと積層プロセスを必要回数繰り返すことで、ステージ32上に所望の中間立体造形物が形成される。最後に、ステージ32から中間立体造形物を取り外し、温水などで水溶性のサポート材料を除去することで、造形物を得ることができる。サポート材料を除去した後、造形物に対して表面処理や組立などの所定の処理を施すことにより、最終製品を得てもよい。
[温度制御シーケンス]
次に、積層ユニットU3における積層時の温度制御シーケンス(図4のS506、S507)について詳しく説明する。
次に、積層ユニットU3における積層時の温度制御シーケンス(図4のS506、S507)について詳しく説明する。
造形材料の温度特性(軟化あるいは固化する温度範囲)は、物質毎に相違する。したがって、本実施形態の立体造形装置では、複数種類の造形材料が混在した粒子レイヤーを一回の積層プロセスで確実に積層するために、用いる造形材料に応じた適切な温度制御を行う。言い換えると、用いる複数の造形材料のすべてを軟化あるいは固化できる温度条件を用いた温度制御シーケンスを用いることで、異なる温度特性をもつ複数の造形材料を同時に積層することを可能にし、積層プロセスの簡易化及び効率向上を図っている。
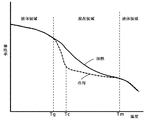
図6に、一般的な熱可塑性物質を加熱及び冷却した場合の温度に対する物質の状態変化を示す。図6に示すように、熱可塑性物質は、加熱前には固体状態(弾性状態)にある。例えば非晶性(アモルファス)の物質であればいくつかの高分子が無秩序に絡み合ったガラス状態で固体状態となっている。
固体状態の非晶性物質を加熱していくと、ガラス転移点Tgで高分子が動くことができるようになり固体状態から粘弾性状態となり、その後、液体(粘性状態)に変化していく。逆に、液体状態(粘性状態)の非晶性物質を冷却していくと、徐々に流動しにくくなって粘弾性状態になり、ガラス転移点Tgより冷却されると、弾性状態であるガラス状態に変化する。
非晶性物質における温度と弾性率の変化の一例を図7に示す。ガラス状の領域では弾性率が最も高い。加熱していくと徐々に弾性率が低下していき、ガラス転移点Tgを含む温度範囲(転移領域とよぶ)で弾性率が大きく低下し、その後溶融状態ではあるが粘度が高いゴム状状態(過冷却液体)となる。ゴム状状態の領域では、弾性率の低下が緩やかである。ゴム状状態から更に加熱していくと弾性率が更に低下し、粘度の低い流動状態(液体)へ変化していく。ガラス転移点は、DSC(DifferentialScanning Calorimetry)やTSC(Thermal Stimulated Current)、あるいは動的粘弾性測定等の慣用の方法で測定できる。本発明では、示差熱分析測定装置(DSC測定装置)であるDSC-7(パーキンエル
マー社製)を用い、ASTM D3418-82に準じて測定して得られる中間点ガラス転移点をガラ
ス転移点としている。
マー社製)を用い、ASTM D3418-82に準じて測定して得られる中間点ガラス転移点をガラ
ス転移点としている。
弾性率が高い場合(ガラス状の場合)には、二つの部材同士を接触させて押圧したとしても、圧が解放されると各部材の変形は押圧前の位置に戻り、それぞれの部材が混じり合うことはない。しかしながら加熱して粘性が高い状態の場合(ゴム状又は液体状の場合)に接触させて押圧すると、それぞれの部材は接触部で混じりあい、圧を解放しても元の位置には戻らない。また、この溶融して部分的に混じり合った状態の物を冷却していくと、材料が流動しないガラス状態に遷移し、二つの部材は結合された状態となる。
本実施形態の立体造形装置では、各々の粒子像形成部10にて異種の造形材料を用いることから、1枚の粒子レイヤーのなかに異なる温度特性をもつ材料が混在する。そこで、用いる造形材料それぞれのガラス転移点Tgを考慮して、前述の温度制御シーケンスにおける目標温度を設定する。具体的には、粒子レイヤーを溶融あるいは軟化するための第1の温度制御モードにおいては、各材料のガラス転移点のうち最も高い温度を下限としそれ以上の値となるように第1の目標温度を設定する。一方、粒子レイヤーを固化するための第2の温度制御モードにおいては、各材料のガラス転移点のうち最も低い温度を上限としそれ以下の値となるように第2の目標温度を設定する。このような温度制御を行うことにより、異なる温度特性をもつ材料が混在した粒子レイヤーの全体を共通の溶融温度領域で溶融あるいは軟化させた後、共通の固化温度領域で粒子レイヤー全体を固化させることができる。したがって、複数種類の非晶性材料が混在した粒子レイヤーの溶融・固着を簡易なシーケンスで安定して行うことが可能になる。
なお、第1の温度制御モード及び第2の温度制御モードにおいては、温度の制御域が広すぎると、温度制御を安定化させるのに時間がかかり、積層プロセス時間が必要以上にかかってしまう。それゆえ、第1の目標温度の制御域は、各材料のガラス転移点のうち最も高い温度を下限温度とし、上限温度は下限温度の+70℃程度に設定するとよい。同じように、第2の目標温度の制御域は、各材料のガラス転移点のうち最も低い温度を上限温度とし、下限温度は上限温度の−50℃程度に設定するとよい。
一例として、異種の非晶性材料A及びBのそれぞれの温度特性(粘弾性特性)が図8に示すような特性であり、材料A及びBのガラス転移点がそれぞれTgA、TgBで、TgA>TgBの関係である場合の温度制御シーケンスを説明する。例えば、サポート材料Aとして非晶性材料であるマルトテトラオース(ガラス転移点:156℃)を用い、構造材料Bとして非晶性樹脂であるABS(ガラス転移点:130℃)を用いた場合が該当する。
担持搬送ベルト11上の粒子レイヤーは、材料Aの粒子像と材料Bの粒子像とで形成されている。この粒子レイヤーに対しステージ32上の造形物上面を接触させた状態で、下限:TgA〜上限:TgA+70℃の温度範囲内に制御しつつ、所定時間維持する。これにより、材料Aと材料Bの両方が軟化することから、異種材料の粒子像の乱れ(変形や混
濁)を生ずることなく、粒子レイヤーの全体が溶融状態となる。この粒子レイヤーに接しているステージ32上の造形物上面も同様に溶融状態となる。その後、溶融した粒子レイヤーと造形物上面とを接触させたまま、下限:TgB−50℃〜上限:TgBの温度範囲内にて所定時間保持する。これにより、溶融していた材料Aと材料Bが共通に固化することから、異種材料の粒子像の乱れ(変形や混濁)を生ずることなく、粒子レイヤーが造形物に固着(一体化)する。この一連の温度制御シーケンスを実行した後、ステージ32を下降させると、造形物が担持搬送ベルト11の表面から剥離する。
濁)を生ずることなく、粒子レイヤーの全体が溶融状態となる。この粒子レイヤーに接しているステージ32上の造形物上面も同様に溶融状態となる。その後、溶融した粒子レイヤーと造形物上面とを接触させたまま、下限:TgB−50℃〜上限:TgBの温度範囲内にて所定時間保持する。これにより、溶融していた材料Aと材料Bが共通に固化することから、異種材料の粒子像の乱れ(変形や混濁)を生ずることなく、粒子レイヤーが造形物に固着(一体化)する。この一連の温度制御シーケンスを実行した後、ステージ32を下降させると、造形物が担持搬送ベルト11の表面から剥離する。
[本実施形態の利点]
以上述べた本実施形態の立体造形装置によれば、レイヤー単位での像形成が可能となるため、従来のAM技術に比べて大幅に処理速度の向上が期待できる。また、プロセスに適合するものであれば材料を選ばないため、従来のAM技術に比べて材料の自由度が高い。さらに、レイヤー形成ユニットU2と積層ユニットU3のようにプロセスごとにユニットを分けたので、装置構成の自由度及び拡張性が高いという利点もある。
以上述べた本実施形態の立体造形装置によれば、レイヤー単位での像形成が可能となるため、従来のAM技術に比べて大幅に処理速度の向上が期待できる。また、プロセスに適合するものであれば材料を選ばないため、従来のAM技術に比べて材料の自由度が高い。さらに、レイヤー形成ユニットU2と積層ユニットU3のようにプロセスごとにユニットを分けたので、装置構成の自由度及び拡張性が高いという利点もある。
加えて、本実施形態の積層プロセスでは、ベルト面と立体造形物で粒子レイヤーを挟み込み、全種類の材料が溶融する温度で粒子レイヤーを溶融あるいは軟化させた後、全種類の材料が固化する状態まで温度を下げ、その後、立体造形物(ステージ)をベルト面から剥離する。これにより、特性の異なる複数種類の材料が混在した粒子レイヤーの積層を高品質かつ安定して行うことが可能になる。なお、本実施形態では2種類の非晶性材料を組み合わせる例を示したが、3種類以上の非晶性材料の組み合わせに対しても本実施形態の温度制御を適用できる。
<第2実施形態>
上記第1実施形態では2種類の非晶性材料を用いたが、材料の組み合わせはこれに限るものではない。第2実施形態では、複数種類の結晶性材料を組み合わせて立体造形物を作製する例を説明する。立体造形装置自体の構成は第1実施形態のもの(図1)と同様であるため、以下では、第2実施形態に特有の構成についてのみ説明を行う。
上記第1実施形態では2種類の非晶性材料を用いたが、材料の組み合わせはこれに限るものではない。第2実施形態では、複数種類の結晶性材料を組み合わせて立体造形物を作製する例を説明する。立体造形装置自体の構成は第1実施形態のもの(図1)と同様であるため、以下では、第2実施形態に特有の構成についてのみ説明を行う。
図6に示すように、熱可塑性物質は、加熱前には固体状態(弾性状態)にある。結晶性の物質の場合、高分子が秩序良く配列されて結晶状態で固体状態となっている。結晶性物質を加熱していくと熱エネルギーで分子が大きく動けるようになることから、加圧すると変形が生じるようになる。更に温度を上げていくと融点Tmで高分子が動くことができるようになり固体状態から液体状態となる。逆に、液体状態(粘性状態)の結晶性物質を冷却していくと、融点Tmを下回ってもすぐに固化するわけではなく、結晶化温度Tc以下になると固化し始める。その後さらに温度を下げると、高分子の熱振動の範囲が小さくなることで弾性率が高い状態の固体状態に変化していく。
結晶性物質における温度と弾性率の変化の一例を図9に示す。固体領域(結晶領域)では弾性率が最も高い。加熱していくと徐々に弾性率が低下していき、融点Tmを越えると液体(粘性状態)になり弾性率が大きく低下する。次に、この溶融して液体(粘性状態)となったものを冷却していくと融点Tm以下に温度が下がってもすぐには固化しないことから弾性率はすぐには大きくならない。そして、結晶化温度Tc以下になると、弾性率が大きく上昇し、固体(弾性状態)に変化していく。
本実施形態の立体造形装置では、各々の粒子像形成部10にて異種の結晶性材料を用いる。そこで、用いる結晶性材料それぞれの融点Tm及び結晶化温度Tcを考慮して、前述の温度制御シーケンスにおける目標温度を設定する。具体的には、粒子レイヤーを溶融(軟化)するための第1の温度制御モードにおいては、各材料の融点のうち最も高い温度以上の値となるように第1の目標温度を設定する。一方、粒子レイヤーを固化するための第
2の温度制御モードにおいては、各材料の結晶化温度のうち最も低い温度以下の値となるように第2の目標温度を設定する。このような温度制御を行うことにより、異なる温度特性をもつ材料が混在した粒子レイヤーの全体を共通の溶融温度領域で溶融あるいは軟化させた後、共通の固化温度領域で粒子レイヤー全体を固化させることができる。したがって、複数種類の結晶性材料が混在した粒子レイヤーの溶融・固着を簡易なシーケンスで安定して行うことが可能になる。
2の温度制御モードにおいては、各材料の結晶化温度のうち最も低い温度以下の値となるように第2の目標温度を設定する。このような温度制御を行うことにより、異なる温度特性をもつ材料が混在した粒子レイヤーの全体を共通の溶融温度領域で溶融あるいは軟化させた後、共通の固化温度領域で粒子レイヤー全体を固化させることができる。したがって、複数種類の結晶性材料が混在した粒子レイヤーの溶融・固着を簡易なシーケンスで安定して行うことが可能になる。
なお、第1の温度制御モード及び第2の温度制御モードにおいては、温度の制御域が広すぎると、温度制御を安定化させるのに時間がかかり、積層プロセス時間が必要以上にかかってしまう。それゆえ、第1の目標温度の制御域は、各材料の融点のうち最も高い温度を下限温度とし、上限温度は下限温度の+50℃程度に設定するとよい。同じように、第2の目標温度の制御域は、各材料の結晶化温度のうち最も低い温度を上限温度とし、下限温度は上限温度の−50℃程度に設定するとよい。
一例として、異種の結晶性材料A及びBのそれぞれの温度特性(粘弾性特性)が図10に示すような特性である場合の温度制御シーケンスを説明する。材料A及びBのガラス転移点がTgA、TgB、結晶化温度がTcA、TcB、融点がTmA、TmBであり、それぞれの関係は、TgA<TgB、TcA<TcB、TmA<TmBである。例えば、構造材料Aとして結晶性樹脂であるポリプロピレン(融点:160℃)を用い、サポート材料Bとして結晶性材料であるポリエチレングリコール(融点:65℃)を用いた場合が該当する。
担持搬送ベルト11上の粒子レイヤーは、材料Aの粒子像と材料Bの粒子像とで形成されている。この粒子レイヤーに対しステージ32上の造形物上面を接触させた状態で、下限:TmA〜上限:TmA+50℃の温度範囲内に制御しつつ、所定時間維持する。これにより、材料Aと材料Bの両方が軟化することから、異種材料の粒子像の乱れ(変形や混濁)を生ずることなく、粒子レイヤーの全体が溶融状態となる。この粒子レイヤーに接しているステージ32上の造形物上面も同様に溶融状態となる。その後、溶融した粒子レイヤーと造形物上面とを接触させたまま、下限:TcA−50℃〜上限:TcAの温度範囲内にて所定時間保持する。これにより、溶融していた材料Aと材料Bが共通に固化することから、異種材料の粒子像の乱れ(変形や混濁)を生ずることなく、粒子レイヤーが造形物に固着(一体化)する。この一連の温度制御シーケンスを実行した後、ステージ32を下降させると、造形物が担持搬送ベルト11の表面から剥離する。
以上述べた本実施形態の構成によっても、第1実施形態と同様の作用効果を奏することができる。なお、本実施形態では2種類の結晶性材料を組み合わせる例を示したが、3種類以上の結晶性材料の組み合わせに対しても本実施形態の温度制御を適用できる。
<第3実施形態>
第3実施形態では、結晶性材料と非晶性材料を組み合わせて立体造形物を作製する例を説明する。なお現実には、結晶性材料と非晶性材料とに明確に分けることが難しく、結晶性の高い材料(非晶質部分を含む結晶性材料)とか、非晶性の高い材料(結晶部分を含む非晶性材料)といった特性を示す場合が多い。そのような材料を組み合わせた場合も、同様の温度制御を適用できる。立体造形装置自体の構成は第1実施形態のもの(図1)と同様であるため、以下では、第3実施形態に特有の構成についてのみ説明を行う。
第3実施形態では、結晶性材料と非晶性材料を組み合わせて立体造形物を作製する例を説明する。なお現実には、結晶性材料と非晶性材料とに明確に分けることが難しく、結晶性の高い材料(非晶質部分を含む結晶性材料)とか、非晶性の高い材料(結晶部分を含む非晶性材料)といった特性を示す場合が多い。そのような材料を組み合わせた場合も、同様の温度制御を適用できる。立体造形装置自体の構成は第1実施形態のもの(図1)と同様であるため、以下では、第3実施形態に特有の構成についてのみ説明を行う。
図6を用いて説明したように、結晶性の熱可塑性物質と非晶性の熱可塑性物質とでは、加熱及び冷却を行ったときの弾性率の変化の仕方が異なる。そこで本実施形態では、第1の温度制御モードにおいては、用いる結晶性材料の融点と用いる非晶性材料のガラス転移点のうち最も高い温度以上の値となるように第1の目標温度を設定する。一方、第2の温
度制御モードにおいては、用いる結晶性材料の結晶化温度と用いる非晶性材料のガラス転移点のうち最も低い温度以下の値となるように第2の目標温度を設定する。このような温度制御を行うことにより、結晶性材料と非晶性材料が混在した粒子レイヤーの全体を共通の溶融温度領域で溶融あるいは軟化させた後、共通の固化温度領域で粒子レイヤー全体を固化させることができる。したがって、結晶性材料と非晶性材料が混在した粒子レイヤーの溶融・固着を簡易なシーケンスで安定して行うことが可能になる。
度制御モードにおいては、用いる結晶性材料の結晶化温度と用いる非晶性材料のガラス転移点のうち最も低い温度以下の値となるように第2の目標温度を設定する。このような温度制御を行うことにより、結晶性材料と非晶性材料が混在した粒子レイヤーの全体を共通の溶融温度領域で溶融あるいは軟化させた後、共通の固化温度領域で粒子レイヤー全体を固化させることができる。したがって、結晶性材料と非晶性材料が混在した粒子レイヤーの溶融・固着を簡易なシーケンスで安定して行うことが可能になる。
なお、第1の目標温度の制御域は、用いる結晶性材料の融点と用いる非晶性材料のガラス転移点のうち最も高い温度を下限温度とし、上限温度は下限温度の+50℃程度に設定するとよい。同じように、第2の目標温度の制御域は、用いる結晶性材料の結晶化温度と用いる非晶性材料のガラス転移点のうち最も低い温度を上限温度とし、下限温度は上限温度の−50℃程度に設定するとよい。
一例として、結晶性材料Aと非晶性材料Bのそれぞれの温度特性(粘弾性特性)が図11に示すような特性である場合の温度制御シーケンスを説明する。材料A及びBのガラス転移点がTgA、TgB、材料Aの結晶化温度がTcA、材料Aの融点がTmAであり、それぞれの関係は、TgA<TgB<TcA<TmAである。例えば、構造材料Aとして結晶性樹脂であるポリプロピレン(融点:160℃)を用い、サポート材料Bとして非晶性材料であるマルトテトラオース(ガラス転移点:156℃)を用いた場合が該当する。
担持搬送ベルト11上の粒子レイヤーは、材料Aの粒子像と材料Bの粒子像とで形成されている。この粒子レイヤーに対しステージ32上の造形物上面を接触させた状態で、下限:TmA〜上限:TmA+50℃の温度範囲内に制御しつつ、所定時間維持する。これにより、材料Aと材料Bの両方が溶融あるいは軟化することから、異種材料の粒子像の乱れ(変形や混濁)を生ずることなく、粒子レイヤーの全体が溶融状態となる。この粒子レイヤーに接しているステージ32上の造形物上面も同様に溶融状態となる。その後、溶融した粒子レイヤーと造形物上面とを接触させたまま、下限:TgA−50℃〜上限:TgAの温度範囲内にて所定時間保持する。これにより、溶融していた材料Aと材料Bが共通に固化することから、異種材料の粒子像の乱れ(変形や混濁)を生ずることなく、粒子レイヤーが造形物に固着(一体化)する。この一連の温度制御シーケンスを実行した後、ステージ32を下降させると、造形物が担持搬送ベルト11の表面から剥離する。
また、結晶化温度がTcA、材料Aの融点がTmA、材料Bのガラス転移点がTgBの関係がTcA<TmA<TgBである場合は、下限:TgB〜上限:TgB+70℃の温度範囲内に制御しつつ、所定時間維持して材料Aと材料Bの両方を溶融あるいは軟化させる。その後、溶融した粒子レイヤーと造形物上面とを接触させたまま、下限:TcA−50℃〜上限:TcAの温度範囲内にて所定時間保持することにより、溶融していた材料Aと材料Bを共通に固化することができる。
以上述べた本実施形態の構成によっても、第1実施形態と同様の作用効果を奏することができる。なお、本実施形態では2種類の材料を組み合わせる例を示したが、3種類以上の材料の組み合わせに対しても本実施形態の温度制御を適用できる。
<第4実施形態>
次に、本発明の第4実施形態に係る立体造形装置について説明する。第4実施形態では、レイヤー形成ユニットU2において粒子レイヤーの形成に用いる造形材料の種類に応じて、温度制御シーケンスのパラメータ(目標温度、温調時間など)を変更する構成について説明する。
次に、本発明の第4実施形態に係る立体造形装置について説明する。第4実施形態では、レイヤー形成ユニットU2において粒子レイヤーの形成に用いる造形材料の種類に応じて、温度制御シーケンスのパラメータ(目標温度、温調時間など)を変更する構成について説明する。
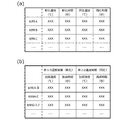
図12(a)は、制御ユニットU1の記憶部に格納されているパラメータテーブルの一
例である。このテーブルには、造形材料の種類ごとに、「軟化温度」、「軟化時間」、「固化温度」、「固化時間」の4つのパラメータの値が記憶されている。軟化温度は材料を軟化(溶融)するのに必要な温度(下限値)であり、結晶性材料の場合は融点、非晶性材料の場合はガラス転移点である。軟化時間は、第1の温度制御モードの温調時間である。また、固化温度は材料を固化するのに必要な温度(上限値)であり、結晶性材料の場合は結晶化温度、非晶性材料の場合はガラス転移点である。固化時間は、第2の温度制御モードの温調時間である。
例である。このテーブルには、造形材料の種類ごとに、「軟化温度」、「軟化時間」、「固化温度」、「固化時間」の4つのパラメータの値が記憶されている。軟化温度は材料を軟化(溶融)するのに必要な温度(下限値)であり、結晶性材料の場合は融点、非晶性材料の場合はガラス転移点である。軟化時間は、第1の温度制御モードの温調時間である。また、固化温度は材料を固化するのに必要な温度(上限値)であり、結晶性材料の場合は結晶化温度、非晶性材料の場合はガラス転移点である。固化時間は、第2の温度制御モードの温調時間である。
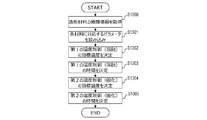
図13のフローチャートに沿って、造形材料の種類に合わせたパラメータの切替処理の流れを説明する。なお、図13の処理は、立体造形装置の起動時や立体造形物の作製を開始時に1回だけ実行してもよいし、層毎に造形材料が変わる可能性がある場合は各層の粒子レイヤーを形成又は積層する前に都度実行してもよい。
まず、制御ユニットU1(積層ユニット制御部U13)が、レイヤー形成ユニットU2に搭載されている各粒子像形成部10の造形材料の種類を示す情報を取得する(ステップS1300)。造形材料の種類は、ユーザによって予め設定(登録)され、その情報が制御ユニットU1の記憶部に格納されているものとする。あるいは、粒子像形成部10で用いるカートリッジに造形材料の種類を記録した記憶媒体を設け、その記憶媒体から造形材料の種類情報を読み取る構成も好ましい。また、カートリッジの形状や構造を造形材料の種類ごとに変えておき、カートリッジの形状や構造を検知することで造形材料の種類を判断してもよい。
次に、制御ユニットU1は、ステップS1300で得られた各造形材料に対応するパラメータを、パラメータテーブルから読み込む(ステップS1301)。例えば、構造材料として材料Aが、サポート材料として材料Bが用いられている場合には、図12(a)のパラメータテーブルの材料A及びBそれぞれに対応するパラメータが読み込まれる。
次に、制御ユニットU1は、ステップS1301で読み込んだ各造形材料の軟化温度のうち最も高い温度に基づき、第1の温度制御モードで用いる第1の目標温度を決定する(ステップS1302)。具体的な決定方法は前述の実施形態と同様である。また、制御ユニットU1は、ステップS1301で読み込んだ各造形材料の軟化時間のうち最も長い時間を、第1の温度制御モードの温調時間に設定する(ステップS1303)。
次に、制御ユニットU1は、ステップS1301で読み込んだ各造形材料の固化温度のうち最も低い温度に基づき、第2の温度制御モードで用いる第2の目標温度を決定する(ステップS1304)。具体的な決定方法は前述の実施形態と同様である。また、制御ユニットU1は、ステップS1301で読み込んだ各造形材料の固化時間のうち最も長い時間を、第2の温度制御モードの温調時間に設定する(ステップS1305)。
以上の処理を行うことによって、粒子レイヤーの作成に実際に用いる造形材料に合わせて、温度制御シーケンスのパラメータ(目標温度、温調時間など)を適切な値に設定することができる。また、粒子像形成部10で用いる造形材料を変更した場合でも、自動的にパラメータが更新される。したがって、特性の異なる様々な種類の造形材料に対応可能な、自由度及び拡張性に優れた立体造形装置を提供できる。
なお、パラメータテーブルの構造は、図12(a)のものに限られない。例えば、図12(b)のように、造形材料の組み合わせ毎に、目標温度や温調時間などのパラメータが設定されたテーブルを用いてもよい。この場合は、レイヤー形成ユニットU2で用いられる造形材料の組み合わせに対応したパラメータをテーブルから読み込むことになる。また、図12(a)及び図12(b)では、温度と時間の二つのパラメータを示したが、他の
パラメータを加えてもよいし、温調時間を変更しないのであれば温度のパラメータだけでもよい。
パラメータを加えてもよいし、温調時間を変更しないのであれば温度のパラメータだけでもよい。
<第5実施形態>
図14は、本発明の第5実施形態に係る立体造形装置の全体構成を模式的に示している。第1実施形態(図1)では、固定配置された温度制御装置31の温度を制御する構成であったが、第5実施形態では、第1の目標温度に制御される第1の温度制御部31Aと第2の目標温度に制御される第2の温度制御部31Bの2つ有する構成である。以下、前述の実施形態と共通する部分の説明は割愛し、第5実施形態に特有の構成についてのみ説明を行う。
図14は、本発明の第5実施形態に係る立体造形装置の全体構成を模式的に示している。第1実施形態(図1)では、固定配置された温度制御装置31の温度を制御する構成であったが、第5実施形態では、第1の目標温度に制御される第1の温度制御部31Aと第2の目標温度に制御される第2の温度制御部31Bの2つ有する構成である。以下、前述の実施形態と共通する部分の説明は割愛し、第5実施形態に特有の構成についてのみ説明を行う。
図14に示すように、本実施形態の温度制御装置31は、第1の温度制御部31Aと第2の温度制御部31Bが並列配置された構造をもち、移動機構34によってステージ面と平行な方向(図の水平方向)に移動可能となっている。移動機構34は例えばリニアアクチュエータなどで構成される。
担持搬送ベルト11によって粒子レイヤーが積層位置に搬送・位置決めされると、制御ユニットU1はステージ32を上昇させ、ステージ面又はステージ上の立体造形物の上面を粒子レイヤーに接触させる。そして、第1の温度制御部31Aを第1の目標温度に維持し、且つ、第2の温度制御部31Bを第2の目標温度に維持した状態で、移動機構34によって温度制御装置31をベルト面に沿って所定速度で移動させる。このとき、担持搬送ベルト11上の粒子レイヤーが、最初に第1の温度制御部31Aの領域を通過し、続いて第2の温度制御部31Bの領域を通過するよう、温度制御装置31を移動させる。これにより、第1実施形態と同様に、第1の目標温度で粒子レイヤーの全体が軟化した後、第2の目標温度で粒子レイヤーの全体が固化する。その後、ステージ32をベルト面から離間させることで、粒子レイヤーが固着した立体造形物がベルト面から剥離する。
以上述べた本実施形態の構成によっても、第1実施形態と同様の作用効果を奏することができる。加えて、異なる温度の温度制御部31A,31Bを移動する構成としたので、温度制御装置全体をコンパクトにできるという利点がある。
<第6実施形態>
図15は、本発明の第6実施形態に係る立体造形装置の全体構成を模式的に示している。第1から第5実施形態における積層ユニットU3は、担持搬送ベルト11を停止した状態でステージ32を上昇させ、担持搬送ベルト11とステージ32で粒子レイヤーを挟み込んで積層を行う構成であった。これに対し、第6実施形態の積層ユニットU3は、ステージ32を担持搬送ベルト11と同じ方向に水平移動させながら粒子レイヤーの積層を行う構成を採用する。本明細書では、第1から第5実施形態の積層方式を「停止積層」、第6実施形態の積層方式を「搬送積層」と呼ぶ。以下、前述の実施形態と共通する部分の説明は割愛し、第6実施形態に特有の構成についてのみ説明を行う。
図15は、本発明の第6実施形態に係る立体造形装置の全体構成を模式的に示している。第1から第5実施形態における積層ユニットU3は、担持搬送ベルト11を停止した状態でステージ32を上昇させ、担持搬送ベルト11とステージ32で粒子レイヤーを挟み込んで積層を行う構成であった。これに対し、第6実施形態の積層ユニットU3は、ステージ32を担持搬送ベルト11と同じ方向に水平移動させながら粒子レイヤーの積層を行う構成を採用する。本明細書では、第1から第5実施形態の積層方式を「停止積層」、第6実施形態の積層方式を「搬送積層」と呼ぶ。以下、前述の実施形態と共通する部分の説明は割愛し、第6実施形態に特有の構成についてのみ説明を行う。
図15に示すように、本実施形態の積層ユニットU3は、ステージ32を移動させるための移動機構35を有している。移動機構35は、少なくとも上下方向(積層位置のベルト面に対し垂直な方向)と水平方向(積層位置のベルト搬送方向に平行な方向)の2方向の制御が可能であり、例えば2軸のリニアアクチュエータなどで構成される。また、温度制御装置31は、第5実施形態と同様、第1の温度制御部31Aと第2の温度制御部31Bが並列配置された構造をもつ。
搬送積層方式の立体造形装置の動作を説明する。レイヤー形成ユニットU2によって1層分の粒子レイヤーが形成され、搬送ユニットU4によって積層位置に搬送されるまでの
間、ステージ32はホームポジション(図15の破線で示した位置)にて待機状態にある。
間、ステージ32はホームポジション(図15の破線で示した位置)にて待機状態にある。
画像検知センサー13によって担持搬送ベルト11上の粒子レイヤーの先端が検知されると、制御ユニットU1は、その検知結果に基づいて、粒子レイヤーの先端が積層位置(ローラ114の位置)に到達するタイミングを求める。そして、制御ユニットU1は、ステージ32上の立体造形物が粒子レイヤーと同じタイミング且つ同じ速度で積層位置へと進入するように、ステージ32を駆動制御する。なお、ステージ32の高さ位置については、立体造形物の上面と粒子レイヤーとがちょうど接触するような高さに位置合わせされているものとする。これにより、ローラ114の下流側において、立体造形物の上面に粒子レイヤーが重ね合わされる。
一方、粒子レイヤーの到達に先立ち、上流側に配置される第1の温度制御部31Aは第1の目標温度に維持され、下流側に配置される第2の温度制御部31Bは第2の目標温度に維持される。担持搬送ベルト11とステージ32を同じ速度で水平方向(図中右方向)に移動させることで、立体造形物と粒子レイヤーとが互いに密着した状態で温度制御部31A,31Bを通過する。このとき、最初に第1の温度制御部31Aを通過することで粒子レイヤー全体が軟化し、続いて第2の温度制御部31Bを通過することで粒子レイヤー全体が固化する。これにより粒子レイヤーが立体造形物の上面に固着される。そして、ステージ32が積層位置の最下流にあるローラ115を通過するときに、担持搬送ベルト11の表面と立体造形物とが剥離し、積層が完了する。積層完了後、ステージ32はホームポジションに移動し、次層の粒子レイヤーが到着するまで待機する。
以上述べた本実施形態の構成によっても、前述した実施形態と同様の作用効果を奏することができる。加えて、粒子レイヤーを搬送しながら積層を行う構成としたので、停止積層方式よりも積層プロセスの効率化・高速化を図ることができる。
<第7実施形態>
図16は、本発明の第7実施形態に係る立体造形装置の全体構成を模式的に示している。前述の実施形態では、搬送ユニットU4を一つの担持搬送ベルト11により構成している。これに対し、本実施形態では、レイヤー形成ユニットU2側の担持搬送ベルト11(第1ベルトとも呼ぶ)と、積層ユニットU3側の担持搬送ベルト30(第2ベルトとも呼ぶ)とで搬送ユニットU4を構成する。この構成において、第1ベルト11と第2ベルト30とが接触し同期して動作する状態と、第1ベルト11と第2ベルト30とが離間し独立に動作する状態とに切り替え可能にするとよい。
図16は、本発明の第7実施形態に係る立体造形装置の全体構成を模式的に示している。前述の実施形態では、搬送ユニットU4を一つの担持搬送ベルト11により構成している。これに対し、本実施形態では、レイヤー形成ユニットU2側の担持搬送ベルト11(第1ベルトとも呼ぶ)と、積層ユニットU3側の担持搬送ベルト30(第2ベルトとも呼ぶ)とで搬送ユニットU4を構成する。この構成において、第1ベルト11と第2ベルト30とが接触し同期して動作する状態と、第1ベルト11と第2ベルト30とが離間し独立に動作する状態とに切り替え可能にするとよい。
例えば、必要なとき以外には、2つのベルト11、30を離間状態とすることで、積層ユニットU3の熱がレイヤー形成ユニットU2に伝達するのを防止でき、安定した像形成を行うことができる。あるいは、例えば、2つのベルト11、30を離間状態とし、レイヤー形成プロセスと積層プロセスを並列処理することで、立体造形物の作製時間の短縮を図ることも可能となる。
なお、本実施形態の搬送ユニットU4の構成を、第2から第6実施形態の立体造形装置に組み合わせることも可能である。一例として、図17に、第6実施形態の搬送積層方式の立体造形装置の搬送ユニットU4を第1ベルト11と第2ベルト30で構成した例を示す。
<その他>
上述した実施形態の構成は本発明の一具体例を示したものにすぎず、本発明の範囲を限定する趣旨のものではない。本発明はその技術思想を逸脱しない範囲において、種々の具
体的構成を採り得るものである。また、各実施形態の構成や動作(制御)については、技術的な矛盾がない限り互いに組み合わせてもよい。
上述した実施形態の構成は本発明の一具体例を示したものにすぎず、本発明の範囲を限定する趣旨のものではない。本発明はその技術思想を逸脱しない範囲において、種々の具
体的構成を採り得るものである。また、各実施形態の構成や動作(制御)については、技術的な矛盾がない限り互いに組み合わせてもよい。
U2:レイヤー形成ユニット
10、10a、10b、10c、10d:粒子像形成部(粒子像形成手段)
11:担持搬送ベルト(レイヤー担持体)
U3:積層ユニット
31:温度制御装置(温度制御手段;積層手段)
32:ステージ(積層手段)
40:粒子レイヤー
41:生成中の立体造形物
10、10a、10b、10c、10d:粒子像形成部(粒子像形成手段)
11:担持搬送ベルト(レイヤー担持体)
U3:積層ユニット
31:温度制御装置(温度制御手段;積層手段)
32:ステージ(積層手段)
40:粒子レイヤー
41:生成中の立体造形物
Claims (12)
- 材料を積層することによって立体造形物を作製する、立体造形装置において、
各々が異なる種類の粒子材料を用い、粒子像を形成する複数の粒子像形成手段と、
前記複数の粒子像形成手段で形成された複数の粒子像を組み合わせて構成される1層分の材料である粒子レイヤーを担持するレイヤー担持体と、
前記レイヤー担持体に担持された前記粒子レイヤーを作製中の立体造形物に対し積層する積層手段と、を有し、
前記積層手段は、
前記作製中の立体造形物を保持するステージと、前記レイヤー担持体に担持された前記粒子レイヤーの温度を制御する温度制御手段と、を有し、
前記ステージに保持された前記作製中の立体造形物と前記レイヤー担持体に担持された前記粒子レイヤーとを接触させた状態で、前記温度制御手段によって第1の目標温度に制御した後、前記第1の目標温度よりも低い第2の目標温度に制御することによって、前記粒子レイヤーを前記作製中の立体造形物に固着することを特徴とする立体造形装置。 - 前記積層手段は、前記温度制御手段によって前記第2の目標温度に制御した後に、前記粒子レイヤーが固着した立体造形物を前記レイヤー担持体から剥離することを特徴とする請求項1に記載の立体造形装置。
- 前記第1の目標温度は、前記粒子レイヤーを構成する複数種類の粒子材料のすべてが軟化する温度であり、
前記第2の目標温度は、前記粒子レイヤーを構成する複数種類の粒子材料のすべてが固化する温度であることを特徴とする請求項1又は2に記載の立体造形装置。 - 前記粒子レイヤーは、複数種類の非晶性材料から構成され、
前記第1の目標温度は、各々の非晶性材料のガラス転移点のうち最も高い温度以上の値に設定され、
前記第2の目標温度は、各々の非晶性材料のガラス転移点のうち最も低い温度以下の値に設定されることを特徴とする請求項3に記載の立体造形装置。 - 前記粒子レイヤーは、複数種類の結晶性材料から構成され、
前記第1の目標温度は、各々の結晶性材料の融点のうち最も高い温度以上の値に設定され、
前記第2の目標温度は、各々の結晶性材料の結晶化温度のうち最も低い温度以下の値に設定されることを特徴とする請求項3に記載の立体造形装置。 - 前記粒子レイヤーは、結晶性材料と非晶性材料から構成され、
前記第1の目標温度は、各々の結晶性材料の融点と各々の非晶性材料のガラス転移点のうち最も高い温度以上の値に設定され、
前記第2の目標温度は、各々の結晶性材料の結晶化温度と各々の非晶性材料のガラス転移点のうち最も低い温度以下の値に設定されることを特徴とする請求項3に記載の立体造形装置。 - 前記粒子レイヤーの形成に用いる粒子材料の種類に応じて前記第1の目標温度および前記第2の目標温度を変更する制御手段をさらに有することを特徴とする請求項1〜6のうちいずれか1項に記載の立体造形装置。
- 前記温度制御手段は、前記第1の目標温度に制御される第1の温度制御部と前記第2の目標温度に制御される第2の温度制御部とを有しており、
前記積層手段は、
前記ステージに保持された前記作製中の立体造形物と前記レイヤー担持体に担持された前記粒子レイヤーとが、互いに接触した状態で、前記第1の温度制御部を通過し、続いて前記第2の温度制御部を通過するように、前記温度制御手段または前記ステージを移動させることによって、前記粒子レイヤーを前記作製中の立体造形物に固着することを特徴とする請求項1〜7のうちいずれか1項に記載の立体造形装置。 - 前記異なる種類の粒子材料は、立体造形物を構成する構造材料と、立体造形物のオーバーハング部を支えるサポート部分を構成するサポート材料とを含むことを特徴とする請求項1〜8のうちいずれか1項に記載の立体造形装置。
- 前記粒子像形成手段は、電子写真プロセスによって粒子像を形成することを特徴とする請求項1〜9のうちいずれか1項に記載の立体造形装置。
- 材料を積層することによって立体造形物を作製する、立体造形物の作製方法であって、
複数の粒子像形成手段の各々が異なる種類の粒子材料を用いて粒子像を形成する工程と、
各粒子像形成手段からレイヤー担持体の上に粒子像を順に転写して、1層分の材料である粒子レイヤーを形成する工程と、
前記レイヤー担持体に担持された前記粒子レイヤーを作製中の立体造形物に接触させた状態で、第1の目標温度に制御することにより、前記粒子レイヤーを軟化する工程と、
続いて前記第1の目標温度よりも低い第2の目標温度に制御することによって、前記粒子レイヤーを固化し、前記粒子レイヤーを前記作製中の立体造形物に固着する工程と、を含むことを特徴とする立体造形物の作製方法。 - 前記粒子像形成手段は、電子写真プロセスによって粒子像を形成することを特徴とする請求項11に記載の立体造形物の作製方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2015/005843 WO2016084367A1 (en) | 2014-11-28 | 2015-11-24 | Three-dimensional shaping apparatus and three-dimensional shaped article manufacturing method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014242141 | 2014-11-28 | ||
| JP2014242141 | 2014-11-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016107629A true JP2016107629A (ja) | 2016-06-20 |
Family
ID=56121695
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015215979A Pending JP2016107629A (ja) | 2014-11-28 | 2015-11-02 | 立体造形装置及び立体造形物の作製方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016107629A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3264195A1 (en) * | 2016-06-27 | 2018-01-03 | Xerox Corporation | Multisize printing material for electrophotographic additive manufacturing |
| EP3293578A1 (en) * | 2016-09-07 | 2018-03-14 | Xerox Corporation | Support material comprising polyvinylalcohol and its use in xerographic additive manufacturing |
| CN108000847A (zh) * | 2017-12-07 | 2018-05-08 | 锦西化工研究院有限公司 | 一种无模具吹塑多曲率成型件的方法及装置 |
-
2015
- 2015-11-02 JP JP2015215979A patent/JP2016107629A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3264195A1 (en) * | 2016-06-27 | 2018-01-03 | Xerox Corporation | Multisize printing material for electrophotographic additive manufacturing |
| EP3293578A1 (en) * | 2016-09-07 | 2018-03-14 | Xerox Corporation | Support material comprising polyvinylalcohol and its use in xerographic additive manufacturing |
| RU2747648C2 (ru) * | 2016-09-07 | 2021-05-11 | Зирокс Корпорейшн | Поддерживающий материал, содержащий поливиниловый спирт, и его применение в ксерографическом послойном наращивании |
| CN108000847A (zh) * | 2017-12-07 | 2018-05-08 | 锦西化工研究院有限公司 | 一种无模具吹塑多曲率成型件的方法及装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6732466B2 (ja) | 造形装置及び造形方法 | |
| US11052609B2 (en) | Molding system, data processing device for generating molding data, and method of manufacturing three-dimensional object | |
| WO2016084350A1 (en) | Forming apparatus, three-dimensional forming method, and object formed by using the method | |
| JP2017105088A (ja) | 造形装置 | |
| JP2003071940A (ja) | 積層造形装置及び積層造形方法 | |
| JP6355063B2 (ja) | 立体形状物の製造方法、及び、立体形状物製造装置 | |
| JP2016107629A (ja) | 立体造形装置及び立体造形物の作製方法 | |
| US20170210070A1 (en) | Large format electrophotographic 3d printer | |
| WO2016084367A1 (en) | Three-dimensional shaping apparatus and three-dimensional shaped article manufacturing method | |
| US10996602B2 (en) | Height control in selective deposition based additive manufacturing of parts | |
| WO2016084351A1 (en) | Method and apparatus for forming stereoscopic object | |
| CN114521172A (zh) | 使用半结晶材料打印3d零件的基于选择性沉积的增材制造设备和方法 | |
| JP6623637B2 (ja) | 画像形成装置 | |
| WO2016084913A1 (ja) | 造形装置及び立体物の作製方法 | |
| JP2018016005A (ja) | 造形装置 | |
| WO2016084348A1 (en) | Three-dimensional modeling apparatus, three-dimensional modeling method, and article manufacturing method | |
| JP2016107630A (ja) | 造形装置、製造方法、及びそれを用いて造形された造形物 | |
| JP2018176428A (ja) | 立体造形装置 | |
| JP6700958B2 (ja) | 造形装置及び造形方法 | |
| JP7322117B2 (ja) | 造形装置、および造形用データを生成するためのデータ処理装置、および立体物の製造方法 | |
| JP2016107626A (ja) | 立体造形装置、立体造形方法、及び、物品の製造方法 | |
| JP2016107634A (ja) | 造形装置及び立体物の作製方法 | |
| JP2017105090A (ja) | 造形装置 | |
| JP2018020474A (ja) | 造形装置及び造形方法 | |
| US20190056688A1 (en) | Forming apparatus, and manufacturing method of three-dimensional object |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20181116 |