JP2016112610A - 継目無金属管の傾斜圧延方法 - Google Patents
継目無金属管の傾斜圧延方法 Download PDFInfo
- Publication number
- JP2016112610A JP2016112610A JP2014255872A JP2014255872A JP2016112610A JP 2016112610 A JP2016112610 A JP 2016112610A JP 2014255872 A JP2014255872 A JP 2014255872A JP 2014255872 A JP2014255872 A JP 2014255872A JP 2016112610 A JP2016112610 A JP 2016112610A
- Authority
- JP
- Japan
- Prior art keywords
- rolled
- cylindrical guide
- seamless metal
- rolling method
- rolling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Control Of Metal Rolling (AREA)
Abstract
Description
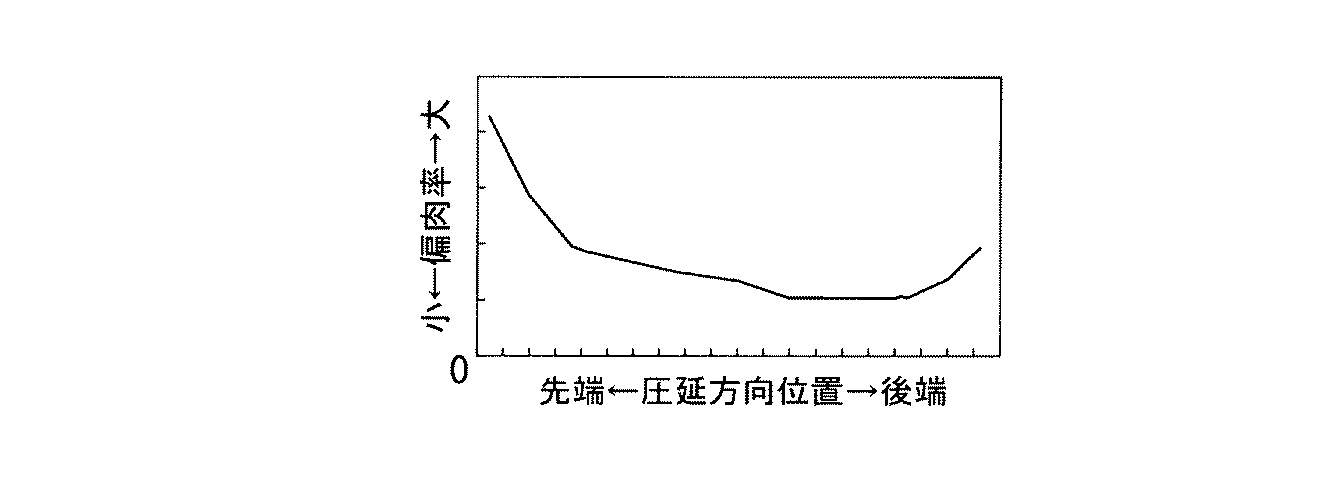
偏肉率=((最大値−最小値)/16箇所の平均値)×100 (1)
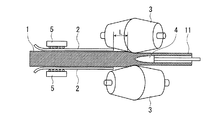
[1] 入側に被圧延材を供給する円筒状ガイドを有し、圧延方向に対し一定の角度で傾けて対向配置された1対のロールと該ロール間に位置するようにパスラインに沿って配置されたプラグからなる傾斜圧延機で中実あるいは中空の金属材料を圧延する継目無金属管の傾斜圧延方法であって、前記円筒状ガイドの内径を前記被圧延材とのクリアランスが(前記被圧延材の外径×0.10)以下となるようにすると共に、前記円筒状ガイドの被圧延材出側位置が前記被圧延材と前記ロールとが接触する位置から前記パスラインの上流側200mm以内の位置となるように前記円筒状ガイドを配置し、かつ前記円筒状ガイドを軸回りに回転可能とすることを特徴とする継目無金属管の傾斜圧延方法。
[2] 前記円筒状ガイドに連結された回転駆動装置によって前記被圧延材の回転速度と同期した速度で前記円筒状ガイドを回転させることを特徴とする[1]に記載の継目無金属管の傾斜圧延方法。
2 円筒状ガイド
3 傾斜ロール
4 プラグ
5 軸受
11 中空素管
L 円筒状ガイドの被圧延材出側位置と被圧延材がロールと接触する位置との距離
Claims (2)
- 入側に被圧延材を供給する円筒状ガイドを有し、圧延方向に対し一定の角度で傾けて対向配置された1対のロールと該ロール間に位置するようにパスラインに沿って配置されたプラグからなる傾斜圧延機で中実あるいは中空の金属材料を圧延する継目無金属管の傾斜圧延方法であって、前記円筒状ガイドの内径を前記被圧延材とのクリアランスが(前記被圧延材の外径×0.10)以下となるようにすると共に、前記円筒状ガイドの被圧延材出側位置が前記被圧延材と前記ロールとが接触する位置から前記パスラインの上流側200mm以内の位置となるように前記円筒状ガイドを配置し、かつ前記円筒状ガイドを軸回りに回転可能とすることを特徴とする継目無金属管の傾斜圧延方法。
- 前記円筒状ガイドに連結された回転駆動装置によって前記被圧延材の回転速度と同期した速度で前記円筒状ガイドを回転させることを特徴とする請求項1に記載の継目無金属管の傾斜圧延方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014255872A JP6225893B2 (ja) | 2014-12-18 | 2014-12-18 | 継目無金属管の傾斜圧延方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014255872A JP6225893B2 (ja) | 2014-12-18 | 2014-12-18 | 継目無金属管の傾斜圧延方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016112610A true JP2016112610A (ja) | 2016-06-23 |
| JP6225893B2 JP6225893B2 (ja) | 2017-11-08 |
Family
ID=56140511
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014255872A Active JP6225893B2 (ja) | 2014-12-18 | 2014-12-18 | 継目無金属管の傾斜圧延方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6225893B2 (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5588302U (ja) * | 1978-12-14 | 1980-06-18 | ||
| JP2005046893A (ja) * | 2003-07-30 | 2005-02-24 | Jfe Steel Kk | 継目無鋼管の偏肉抑制方法及び継目無鋼管製造用ガイド |
-
2014
- 2014-12-18 JP JP2014255872A patent/JP6225893B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5588302U (ja) * | 1978-12-14 | 1980-06-18 | ||
| JP2005046893A (ja) * | 2003-07-30 | 2005-02-24 | Jfe Steel Kk | 継目無鋼管の偏肉抑制方法及び継目無鋼管製造用ガイド |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6225893B2 (ja) | 2017-11-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100464882C (zh) | 无缝管的制造方法 | |
| JP3823762B2 (ja) | 継目無金属管の製造方法 | |
| JPH0523842B2 (ja) | ||
| US8601844B2 (en) | Multi-roll mandrel mill and method of producing seamless tubes | |
| JP4471134B2 (ja) | 自動車部品用継目無管の製造方法 | |
| US9254511B2 (en) | Method for producing seamless tube/pipe | |
| JP6225893B2 (ja) | 継目無金属管の傾斜圧延方法 | |
| EP4108352A1 (en) | Inclined rolling equipment, method for producing seamless tube blank, and method for producing seamless steel tube | |
| RU2378062C1 (ru) | Способ производства гильз на стане поперечно-винтовой прокатки | |
| EP2774695B1 (en) | Piercing apparatus, plug used for piercing apparatus, and method for producing seamless steel pipes | |
| JPH0475082B2 (ja) | ||
| JP6274449B2 (ja) | 継目無鋼管の製造方法 | |
| JP7549212B2 (ja) | 継目無金属管の製造方法 | |
| JP7180586B2 (ja) | 継目無鋼管の製造方法 | |
| US20180023179A1 (en) | Method for Producing Plug | |
| JP3129064B2 (ja) | 継目無鋼管の製造方法 | |
| JP2025087178A (ja) | 高Cr継目無鋼管の製造方法および圧延方法 | |
| JP5800474B2 (ja) | 熱間孔型圧延方法 | |
| JP4314972B2 (ja) | 金属管の定径圧延方法 | |
| JP6241432B2 (ja) | 難加工材の継目無鋼管の製造方法 | |
| JP4375180B2 (ja) | 管の定径圧延方法 | |
| JP2001219205A (ja) | 継目無管の製造方法 | |
| JPH105820A (ja) | 継目無金属管の製造方法 | |
| GB2067112A (en) | Tube manufacturing plant | |
| JP2692524B2 (ja) | 熱間継目無鋼管の傾斜延伸圧延方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160725 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170725 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170801 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170901 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170912 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170925 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6225893 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |