JP2016112735A - 表面貼付シートの製造方法 - Google Patents
表面貼付シートの製造方法 Download PDFInfo
- Publication number
- JP2016112735A JP2016112735A JP2014251606A JP2014251606A JP2016112735A JP 2016112735 A JP2016112735 A JP 2016112735A JP 2014251606 A JP2014251606 A JP 2014251606A JP 2014251606 A JP2014251606 A JP 2014251606A JP 2016112735 A JP2016112735 A JP 2016112735A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- base sheet
- edge
- article
- adhesive layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 21
- 238000004519 manufacturing process Methods 0.000 title description 30
- 239000010410 layer Substances 0.000 claims description 67
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims description 26
- 239000012790 adhesive layer Substances 0.000 claims description 26
- 239000000853 adhesive Substances 0.000 claims description 18
- 230000001070 adhesive effect Effects 0.000 claims description 18
- 238000005452 bending Methods 0.000 claims description 15
- 230000002093 peripheral effect Effects 0.000 claims description 13
- 229920001296 polysiloxane Polymers 0.000 claims description 9
- 239000011521 glass Substances 0.000 description 19
- 239000011248 coating agent Substances 0.000 description 13
- 238000000576 coating method Methods 0.000 description 13
- 238000005034 decoration Methods 0.000 description 8
- 230000003313 weakening effect Effects 0.000 description 5
- 238000003825 pressing Methods 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 3
- 239000000428 dust Substances 0.000 description 3
- 238000010030 laminating Methods 0.000 description 2
- 125000002066 L-histidyl group Chemical group [H]N1C([H])=NC(C([H])([H])[C@](C(=O)[*])([H])N([H])[H])=C1[H] 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 208000024891 symptom Diseases 0.000 description 1
Images








Landscapes
- Laminated Bodies (AREA)
Abstract
Description
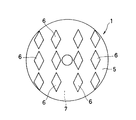
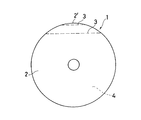
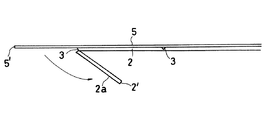
図中、1は表面貼付シートである。また、該表面貼付シート1は、適度の剛性、即ち腰を有するプラスチックをもって所定の形状(本実施形態においてはディスクの形状)に形成されると共に、端縁部2′から所定の間隔で平行して複数(本実施形態においては2本)の、剛性を弱めて、即ち脆弱化させてフレキシブルにする折り曲げ線3、3を設け、更に折り曲げ方向と反対側の面にシリコーン含有層等の離型層4を設けた台シート2と、柔軟な薄いプラスチック、紙等(本実施形態においては紙)をもって前記台シート2と同形同大に形成され、一方の面に所要の装飾模様6を印刷し、他方の面に粘着剤層7を設けた被覆シート5とからなり、前記台シート2の離型層4と前記被覆シート5の粘着剤層7を対面させて台シート2と被覆シート5を積層してなるものである。
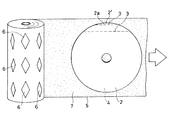
図4に示す如く、柔軟な薄い紙を帯状に形成し、その一方の面に所要の装飾模様6を印刷すると共に、他方の面に粘着剤層7を設けた被覆シート5を展開し、次に、該被覆シート5の粘着剤層7の面に、別途形成した、適度の剛性を有するプラスチックをもって所定の形状(本実施形態においてはディスクの形状)に形成されると共に、端縁部2′から所定の間隔で平行して複数(本実施形態においては2本)の、剛性を弱めてフレキシブルにする折り曲げ線3、3を設け、更に折り曲げる方向と反対側の面にシリコーン含有層等の離型層4を設けた台シート2を、その離型層4の面が対面するようにして貼り付け、最後に、前記被覆シート5を前記台シート2の外周形状に合わせて切り抜くものである。
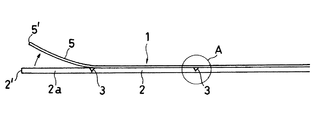
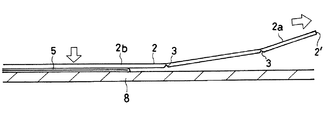
先ず、図5に示す如く、表面貼付シート1における被覆シート5の端縁部5′を台シート2から剥がし、次に、図7に示す如く、台シート2における端縁部2′に最も近い折り曲げ線3から該台シート2の端縁部側部分2aを被覆シート5と反対側に折り曲げる。次に、図8及び図9に示す如く、被覆シート5の端縁部5′を被貼付物品(本実施形態においてはディスク)8の表面の貼付端部に貼り付けた後、折り曲げ線3まで貼り付け、次に、図10に示す如く、台シート2における端縁部2′に最も近い折り曲げ線3から台シート2の本体部分2bを被貼付物品8に重なるように折り曲げる。次に、図10及び図11に示す如く、台シート2の本体部分2bを外側(上側)から被貼付物品8に押し付けながら、台シート2の端縁部2′を摘んで引っ張り、その後更に同様にして、図12に示す如く被覆シート5の全体を被貼付物品8の表面全体に貼り付けるものである。
2 台シート
3、3 折り曲げ線
4 離型層
5 被覆シート
6 装飾模様
7 粘着剤層
8、9 被貼付物品
図4に示す如く、きわめて容易に折り曲げることができると共に反転させて折り重ねることができる程度の柔軟性を有し且つフィルム状に薄い紙をもって帯状に形成し、その一方の面に所要の装飾模様6を印刷すると共に、他方の面に粘着剤層7を設けた被覆シート5を展開し、次に、該被覆シート5の粘着剤層7の面に、別途形成した、容易に折り曲げることができない程度の剛性を有するプラスチックをもって所定の形状(本実施形態においてはディスクの形状)に形成されると共に、端縁部2′から所定の間隔で平行して複数(本実施形態においては2本)の、強度を弱めてフレキシブルにする折り曲げ線3、3を設け、更に折り曲げる方向と反対側の面に離型層4を設けた台シート2を、その離型層4の面が対面するようにして貼り付け、最後に、前記被覆シート5を前記台シート2の外周形状に合わせて切り抜くものである。
先ず、図5に示す如く、表面貼付シート1における被覆シート5の端縁部5′を台シート2から剥がし、次に、図7に示す如く、台シート2における端縁部2′に最も近い折り曲げ線3から該台シート2の端縁部側部分2aを被覆シート5と反対側に折り曲げる。次に、図8及び図9に示す如く、被覆シート5の端縁部5′を被貼付物品(本実施形態においてはディスク)8の表面の貼付端部に貼り付けた後、折り曲げ線3まで貼り付け、次に、図10に示す如く、台シート2における端縁部2′に最も近い折り曲げ線3から台シート2の本体部分2bを被貼付物品8に重なるように折り曲げる。次に、図10及び図11に示す如く、台シート2の本体部分2bを外側(上側)から被貼付物品8に押し付けながら、台シート2の端縁部2′を摘んで引っ張り、その後更に同様にして、図12に示す如く被覆シート5の全体を被貼付物品8の表面全体に貼り付けるものである。
2 台シート
3、3 折り曲げ線
4 離型層
5 被覆シート
6 装飾模様
7 粘着剤層
8、9 被貼付物品
図4に示す如く、柔軟性を有し且つフィルム状に薄い紙をもって帯状に形成し、その一方の面に所要の装飾模様6を印刷すると共に、他方の面に粘着剤層7を設けた被覆シート5を展開し、次に、該被覆シート5の粘着剤層7の面に、別途形成した剛性を有するプラスチックをもって所定の形状(本実施形態においてはディスクの形状)に形成されると共に、端縁部2′から所定の間隔で平行して複数(本実施形態においては2本)の、剛性を弱めてフレキシブルにする折り曲げ線3、3を設け、更に折り曲げる方向と反対側の面に離型層4を設けた台シート2を、その離型層4の面が対面するようにして貼り付け、最後に、前記被覆シート5を前記台シート2の外周形状に合わせて切り抜くものである。
先ず、図5に示す如く、表面貼付シート1における被覆シート5の端縁部5′を台シート2から剥がし、次に、図7に示す如く、台シート2における端縁部2′に最も近い折り曲げ線3から該台シート2の端縁部側部分2aを被覆シート5と反対側に折り曲げる。次に、図8及び図9に示す如く、被覆シート5の端縁部5′を被貼付物品(本実施形態においてはディスク)8の表面の貼付端部に貼り付けた後、折り曲げ線3まで貼り付け、次に、図10に示す如く、台シート2における端縁部2′に最も近い折り曲げ線3から台シート2の本体部分2bを被貼付物品8に重なるように折り曲げる。次に、図10及び図11に示す如く、台シート2の本体部分2bを外側(上側)から被貼付物品8に押し付けながら、台シート2の端縁部2′を摘んで引っ張り、その後更に同様にして、図12に示す如く被覆シート5の全体を被貼付物品8の表面全体に貼り付けるものである。
2 台シート
3、3 折り曲げ線
4 離型層
5 被覆シート
6 装飾模様
7 粘着剤層
8、9 被貼付物品
Claims (4)
- 適度の剛性を有するプラスチック、紙等をもって所定の形状に形成されると共に、端縁部から所定の間隔で平行して複数の、剛性を弱めてフレキシブルにする折り曲げ線を設け、更に折り曲げ方向と反対側の面にシリコーン含有層等の離型層を設けた表面貼付シート用台シート。
- 適度の剛性を有するプラスチック、紙等をもって所定の形状に形成されると共に、端縁部から所定の間隔で平行して複数の、剛性を弱めてフレキシブルにする折り曲げ線を設け、更に折り曲げ方向と反対側の面にシリコーン含有層等の離型層を設けた台シートと、柔軟な薄いプラスチック、紙等をもって前記台シートと同形同大に形成され、一方の面に所要の装飾模様を印刷し、他方の面に粘着剤層を設けた被覆シートとからなり、前記台シートの離型層と前記被覆シートの粘着剤層を対面させて台シートと被覆シートを積層してなることを特徴とする表面貼付シート。
- 柔軟な薄いプラスチック、紙等を帯状に形成し、その一方の面に所要の装飾模様を印刷すると共に、他方の面に粘着剤層を設けた被覆シートを展開し、次に、該被覆シートの粘着剤層の面に、別途形成した適度の剛性を有するプラスチック、紙等をもって所定の形状に形成されると共に、端縁部から所定の間隔で平行して複数の、剛性を弱めてフレキシブルにする折り曲げ線を設け、更に折り曲げ方向と反対側の面にシリコーン含有層等の離型層を設けた台シートを、その離型層の面が対面するようにして貼り付け、最後に、前記被覆シートを前記台シートの外周形状に合わせて切り抜くことを特徴とする表面貼付シートの製造方法。
- 請求項2記載の表面貼付シートにおける被覆シートの端縁部を台シートから剥がし、次に、台シートにおける端縁部に最も近い折り曲げ線から該台シートの端縁部側部分を被覆シートと反対側に折り曲げ、次に、被覆シートの端縁部を被貼付物品の表面の貼付端部に貼り付けた後、台シートにおける端縁部に最も近い折り曲げ線から台シートの本体部分を被貼付物品に重なるように折り曲げ、次に、台シートの本体部分を外側から被貼付物品に押し付けながら、台シートの端縁部を摘んで引っ張り、もって徐々に被覆シートを粘着剤層をもって被貼付物品の表面全体に貼り付けることを特徴とする表面貼付シートの貼付方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014251606A JP5968993B2 (ja) | 2014-12-12 | 2014-12-12 | 表面貼付シートの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014251606A JP5968993B2 (ja) | 2014-12-12 | 2014-12-12 | 表面貼付シートの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016112735A true JP2016112735A (ja) | 2016-06-23 |
| JP5968993B2 JP5968993B2 (ja) | 2016-08-10 |
Family
ID=56140690
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014251606A Active JP5968993B2 (ja) | 2014-12-12 | 2014-12-12 | 表面貼付シートの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5968993B2 (ja) |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6033373U (ja) * | 1983-08-13 | 1985-03-07 | 株式会社 コンサイス | ラベル又はシ−ルテ−プ |
| JPS6169248U (ja) * | 1984-10-15 | 1986-05-12 | ||
| JPH0619548Y2 (ja) * | 1987-09-01 | 1994-05-25 | 日東電工株式会社 | 皮膚貼着用粘着性シート |
| JPH07324016A (ja) * | 1994-05-30 | 1995-12-12 | Sekisui Design Center:Kk | メイクアップ用粘着シート |
| JPH1020790A (ja) * | 1996-07-09 | 1998-01-23 | Matsuyama Plow Mfg Co Ltd | ステッカー |
| JP2001192628A (ja) * | 2000-01-13 | 2001-07-17 | Tdk Corp | 貼り合わせ容易な貼着シート及び貼り合わせ方法 |
| JP2002306530A (ja) * | 2001-04-13 | 2002-10-22 | Teikoku Seiyaku Co Ltd | 外用貼付剤 |
| JP2005137653A (ja) * | 2003-11-07 | 2005-06-02 | Yuubi:Kk | 貼着用装飾体付きシート、貼着用装飾体付きシートの製造法及び貼着用装飾体用離型シート |
| JP2012067219A (ja) * | 2010-09-24 | 2012-04-05 | Hori Co Ltd | シート貼付構造体 |
| WO2014049813A1 (ja) * | 2012-09-28 | 2014-04-03 | 任天堂株式会社 | 保護シート積層体および保護シート貼り付け方法 |
-
2014
- 2014-12-12 JP JP2014251606A patent/JP5968993B2/ja active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6033373U (ja) * | 1983-08-13 | 1985-03-07 | 株式会社 コンサイス | ラベル又はシ−ルテ−プ |
| JPS6169248U (ja) * | 1984-10-15 | 1986-05-12 | ||
| JPH0619548Y2 (ja) * | 1987-09-01 | 1994-05-25 | 日東電工株式会社 | 皮膚貼着用粘着性シート |
| JPH07324016A (ja) * | 1994-05-30 | 1995-12-12 | Sekisui Design Center:Kk | メイクアップ用粘着シート |
| JPH1020790A (ja) * | 1996-07-09 | 1998-01-23 | Matsuyama Plow Mfg Co Ltd | ステッカー |
| JP2001192628A (ja) * | 2000-01-13 | 2001-07-17 | Tdk Corp | 貼り合わせ容易な貼着シート及び貼り合わせ方法 |
| JP2002306530A (ja) * | 2001-04-13 | 2002-10-22 | Teikoku Seiyaku Co Ltd | 外用貼付剤 |
| JP2005137653A (ja) * | 2003-11-07 | 2005-06-02 | Yuubi:Kk | 貼着用装飾体付きシート、貼着用装飾体付きシートの製造法及び貼着用装飾体用離型シート |
| JP2012067219A (ja) * | 2010-09-24 | 2012-04-05 | Hori Co Ltd | シート貼付構造体 |
| WO2014049813A1 (ja) * | 2012-09-28 | 2014-04-03 | 任天堂株式会社 | 保護シート積層体および保護シート貼り付け方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5968993B2 (ja) | 2016-08-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2006507160A5 (ja) | ||
| US20210076763A1 (en) | Cosmetic Article Comprising False Eyelashes | |
| WO2013097293A1 (zh) | 一种可添加饰物的纹身花贴 | |
| JP4156530B2 (ja) | 粘着剤付き化粧シート | |
| JP5968993B2 (ja) | 表面貼付シートの製造方法 | |
| JP3199149U (ja) | 耳朶用装飾具 | |
| JP3242018U (ja) | ラインストーンの耳つぼシール組み立て装置 | |
| JP3124839U (ja) | 両面テープ | |
| TWM641094U (zh) | 水鑽耳穴貼組裝裝置 | |
| JP2009067044A (ja) | プリザーブドフラワー構造体とその形成方法 | |
| JP6388236B2 (ja) | ネイルチップ用接着シート | |
| JP3184642U (ja) | 押し花シールおよび押し花シールを巻装させた箸 | |
| KR101296283B1 (ko) | 박막 손톱스티커 제조방법 | |
| JP3156637U (ja) | すべり止めシールセット | |
| JP2005321579A (ja) | 貼着用装飾体付きシートの製造法および貼着用装飾体付きシート | |
| JP3218589U (ja) | キャンドル型照明器具装飾キット及び当該キットで製作した装飾されたキャンドル型照明器具。 | |
| JP3204687U (ja) | 壁装飾用パネル | |
| CN218400014U (zh) | 一种用于将装饰物施加至人体皮肤的套件 | |
| TWI838111B (zh) | 水鑽耳穴貼組裝裝置 | |
| KR101241269B1 (ko) | 장식용 띠 | |
| WO2017046877A1 (ja) | 装飾具 | |
| JP3217015U (ja) | 装飾具 | |
| JP2019127012A (ja) | 加飾シート、および、加飾シートの製造方法 | |
| KR200423774Y1 (ko) | 탈부착용 벽면 장식 패널 구조 | |
| JP3102314U (ja) | 切り貼り絵用小片およびそれを用いた切り貼り絵 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160328 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160406 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160620 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160706 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5968993 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |