JP2016140902A - バックゲージ装置及びその制御装置 - Google Patents
バックゲージ装置及びその制御装置 Download PDFInfo
- Publication number
- JP2016140902A JP2016140902A JP2015020408A JP2015020408A JP2016140902A JP 2016140902 A JP2016140902 A JP 2016140902A JP 2015020408 A JP2015020408 A JP 2015020408A JP 2015020408 A JP2015020408 A JP 2015020408A JP 2016140902 A JP2016140902 A JP 2016140902A
- Authority
- JP
- Japan
- Prior art keywords
- abutting
- shape
- workpiece
- tip
- abutting tip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000007246 mechanism Effects 0.000 claims abstract description 35
- 238000005452 bending Methods 0.000 claims description 34
- 238000012545 processing Methods 0.000 claims description 29
- 238000003754 machining Methods 0.000 description 15
- 238000000034 method Methods 0.000 description 12
- 238000011960 computer-aided design Methods 0.000 description 6
- 238000003860 storage Methods 0.000 description 6
- 238000010586 diagram Methods 0.000 description 4
- 238000007796 conventional method Methods 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000004886 process control Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
Images








Landscapes
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
【課題】ワークを突き当てて位置決めする突当の先端部の形状を自動的に変更可能とすることにより、作業者の負担を軽減すると共に、作業効率を向上させ、また、段取り時間が短縮すると同時に安全性が向上し、更には、多様性に富んだバックゲージ装置及びその制御装置を提供する。
【解決手段】突当先端部3を、機械本体1の長手方向Xに対して直交する方向Yに移動自在な複数個のスライド部品S1、S2・・・により構成し、各スライド部品S1、S2・・・ごとに突当先端部3の形状を変更する突当先端部形状変更機構A1、A2・・・が設けられている。
【選択図】図2
【解決手段】突当先端部3を、機械本体1の長手方向Xに対して直交する方向Yに移動自在な複数個のスライド部品S1、S2・・・により構成し、各スライド部品S1、S2・・・ごとに突当先端部3の形状を変更する突当先端部形状変更機構A1、A2・・・が設けられている。
【選択図】図2
Description
本発明は、パンチとダイによりワークを曲げ加工する曲げ加工装置においてワークを突き当てて位置決めするバックゲージ装置及びその制御装置に関する。
従来よりワークを突き当てて位置決めするバックゲージ装置については、例えば特開2012−24828号公報に開示されている。
同公報に開示されているバックゲージ装置の構成は、端的に言えば、突当て部材39(同公報の図1、図2)に接続して前後方向(Y軸方向)に移動自在なロックレバー53を有し、該ロックレバー53の後部には、ねじ軸57が設けられている。
そして、上記突当て部材39は、曲げ加工装置であるプレスブレーキ1の長手方向(X軸方向)に延びるストレッチ13(同公報の図1、図2)を跨って前後方向(Y軸方向)に延びるX軸キャリッジ15の先端部において、同公報の図9に示すように、旋回自在に設けられている。
この構成により、ロックレバー53の後部のねじ軸57を、作業者が手動操作すれば、同公報の図9(a)に示すように、突当て部材39は垂直状態となって離脱可能となり、次の行程(曲げ順)におけるワーク形状に合わせた形状の突当て部材39と交換することができる。
前記特許文献1に開示されたバックゲージ装置によれば、プレスブレーキのパンチとダイとの間である刃間から作業者が手を入れることなく、安全な状態で突当て部材を交換することができる。
しかし、特許文献1に開示された従来技術には、次のような課題がある。
即ち、上記突当て部材、より正確には突当先端部を、ワークの形状、即ちワークの突当端面の形状に合わせて交換する場合に、従来は全て作業者が手動で行っていた。
その結果、このような手動の動作は、作業者にとっては極めて面倒であり、しかも時間がかかることは明らかであり、そのため作業者にとっては負担が増大し、作業効率が低下している。
そして、ワークの突当端面の形状に合わせて、突当先端部の形状を変更するためには、突当先端部そのものを付け替えなければならない。
即ち、本願の図14(A)〜図14(D)に示すように、これから加工しようとするワークWの突当端面W1〜W4に合わせて、突当先端部31〜34を付け替えねばならない。
その結果、作業者は、今まで使っていた突当先端部を取り外し、その代わりに別の突当先端部を取り付けなければならないといったように、加工前の準備時間、即ち、段取り時間が長くなってしまい、その分だけ本来の加工時間が少なくなり、加工効率が悪い。
また、上記のように突当先端部を付け替えるために、従来は、作業者が機械本体の内部にまでわざわざ入りこまなければならない。
即ち、ロックレバー53の後部のねじ軸57(特許文献1の図2、図3、図6)を操作するためには、バックゲージ装置11(特許文献1の図1)の後ろに回らなければならず、そのためには、作業者はプレスブレーキ1の本体の内部にまで入りこむ必要がある。
その結果、作業者は危険に晒されることがあり、安全性は、完全には確保されてはいない。
更に、突当先端部には、決まった形状のものしかなく(本願の図14参照)、別の形状が必要になった時には、その都度必要な突当先端部を作らなければならない。
即ち、既述した従来のバックゲージ装置11(特許文献1の図1)は、突当先端部が全て決まった形状を有しているので、新たなワークの突当端面の形状に合った突当先端部が必要となった場合には、新たな突当先端部を作らなければならない。
換言すれば、従来の突当先端部は、1つの固定した形状しか有せず、この点で、多様性とは程遠く、つまり多様性を欠くといってもよい。
本発明の目的は、ワークを突き当てて位置決めする突当の先端部の形状を自動的に変更可能とすることにより、作業者の負担を軽減し、作業効率を向上させ、また、突当先端部の形状を変更する際には、その都度付け替える必要がないので、段取り時間が短縮され、同時に、その付け替えのために作業者が機械本体内部に入りこむという厄介な動作が無くなって、安全性が向上し、更に、任意の突当先端部形状を実現できるので、多様性に富むバックゲージ装置及びその制御装置を提供することにある。
上述の課題を解決するために、本発明は請求項1に記載されているように、ワークWを突き当てて位置決めする突当先端部3を有するバックゲージ装置2を備え、該ワークWをパンチPとダイDにより曲げ加工する曲げ加工装置1において、
上記突当先端部3を、機械本体1の長手方向Xに対して直交する方向Yに移動自在な複数個のスライド部品S1、S2・・・により構成し、各スライド部品S1、S2・・・ごとに突当先端部3の形状を変更する突当先端部形状変更機構A1、A2・・・が設けられていることを特徴とするバックゲージ装置と、
請求項3に記載されているように、
上記請求項1に記載されたバックゲージ装置2を取り扱う制御装置であって、製品情報Jに基づいて曲げ順、曲げ順ごとに使用される金型、所定の金型レイアウトを有する加工ステーションa、・・・、ワークWの突当端面W1、W2・・・の形状、該形状に基づく突当先端部3形状の変更状況を決定する加工情報決定手段20Dと、
突当10、11を所定の加工ステーションa、・・・に位置決めする突当位置決め制御手段20Eと、
所定の加工ステーションa、・・・に位置決めされた突当10、11の先端部3の形状をワークWの突当端面W1、W2・・・の形状に合わせて変更すべく突当先端部形状変更機構4を制御する突当先端部形状変更機構制御手段20Fとから成ることを特徴とする制御装置という技術的手段を講じている。
上記突当先端部3を、機械本体1の長手方向Xに対して直交する方向Yに移動自在な複数個のスライド部品S1、S2・・・により構成し、各スライド部品S1、S2・・・ごとに突当先端部3の形状を変更する突当先端部形状変更機構A1、A2・・・が設けられていることを特徴とするバックゲージ装置と、
請求項3に記載されているように、
上記請求項1に記載されたバックゲージ装置2を取り扱う制御装置であって、製品情報Jに基づいて曲げ順、曲げ順ごとに使用される金型、所定の金型レイアウトを有する加工ステーションa、・・・、ワークWの突当端面W1、W2・・・の形状、該形状に基づく突当先端部3形状の変更状況を決定する加工情報決定手段20Dと、
突当10、11を所定の加工ステーションa、・・・に位置決めする突当位置決め制御手段20Eと、
所定の加工ステーションa、・・・に位置決めされた突当10、11の先端部3の形状をワークWの突当端面W1、W2・・・の形状に合わせて変更すべく突当先端部形状変更機構4を制御する突当先端部形状変更機構制御手段20Fとから成ることを特徴とする制御装置という技術的手段を講じている。
従って、本発明の構成によれば、突当先端部3(図2)の形状を変更自在とし、ワークWの突当端面W1、W2・・・の形状(図6〜図9、図12)に合わせて該突当先端部3の形状を変更する突当先端部形状変更機構4(図2)を設けたことにより、予めワークWの突当端面W1、W2・・・に基づく突当先端部3形状の変更状況(例えば突当先端部3を構成するスライド部品S1、S2・・・の移動状況)を決定して(図13のステップ101)それをデータベース(図11)として記憶しておけば、このデータベース(図11)を検索した突当先端部形状変更機構制御手段20F(図10)を介して、所定の加工ステーションc(図12)に位置決めされた突当10の先端部3の形状が自動的に変更可能となったので(図13のステップ104)、作業者の負担が軽減されると共に作業効率が向上し、また、突当先端部の形状を変更する際には、変更動作が迅速に行われ、その都度付け替える必要がないので、段取り時間が短縮され、同時に、その付け替えために作業者が機械本来内部に入りこむという厄介な動作が無くなって、安全性が向上し、更に、任意の突当先端部形状を実現できるので、多様性に富むようになった。
本発明によれば、ワークを突き当てて位置決めする突当の先端部の形状を自動的に変更可能とすることにより、作業者の負担を軽減すると共に作業効率を向上させ、また、段取り時間が短縮すると同時に安全性が向上し、更には、多様性に富んだバックゲージ装置及びその制御装置を提供するという効果がある。
以下、本発明を、実施の形態により添付図面を参照して、説明する。
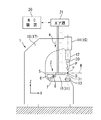
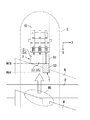
図1は本発明の全体図であり、図示する曲げ加工装置は、例えばプレスブレーキである。
図1は本発明の全体図であり、図示する曲げ加工装置は、例えばプレスブレーキである。
このプレスブレーキは、機械本体のX軸方向両側に側板16、17を有し、該側板16、17の上部には、ラム駆動源である例えばサーボモータ14、15を介して上部テーブル12が取り付けられ、該上部テーブル12には、パンチホルダ30を介して一方の金型であるパンチPが装着されている。
また、側板16、17の下部には、下部テーブル13が配置され、該下部テーブル13には、ダイホルダ31を介して他方の金型であるダイDが装着されている。
この構成により、例えば作業者が、後述するバックゲージ装置2の突当10、11にワークWを突き当てて位置決めした後、該作業者が、例えばフットペダル(図示省略)を踏み込んで前述サーボモータ14、15を作動しラムである上部テーブル12を下降させれば、前記金型を構成するパンチPとダイDの協働により該ワークWが曲げ加工される。
即ち、図1のプレスブレーキは、下降式プレスブレーキである。
そして、前記下部テーブル13の後方(左側)には、前記突当10、11を有するバックゲージ装置2が設けられており、該バックゲージ装置2は、よく知られているように、下部テーブル13に支持されている。
このバックゲージ装置2が有する突当10、11は、その突当先端部3に(図12)、ワークWの前方の突当端面W5を突き当てることにより、該ワークWをX軸方向とY軸方向とZ軸方向の3次元空間内において位置決めする。
前記バックゲージ装置2は(図1)、X軸方向に延びるストレッチ6と、このストレッチ6上をX軸方向に移動自在なX軸キャリッジ5を有する。
前記ストレッチ6の前側(図1の右側)には、X軸方向に延びるX軸レール7が設けられ、該X軸レール7には、X軸キャリッジ5側のガイド8が滑り結合している。
上記バックゲージ装置2には、突当10、11をX軸方向、Y軸方向、Z軸方向にそれぞれ移動させるためのモータ等から成る公知の駆動機構(図示省略)が設けられている。
この構成により、後述するNC装置20(図10)の突当位置決め制御手段20Eにより、該突当10、11を所定位置(図11)に位置決めすることができる。
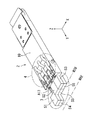
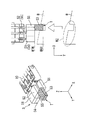
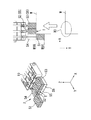
一方、突当10、11は両者共同じ構成を有し、例えば突当10は、図2に示すように、扁平な直方体形状を有し、その前方(Y軸方向)に露出している突当先端部3は、既述したように、加工対象であるワークW(図12)を突き当てて位置決めする機能を有する。
上部突当先端部3の形状は変更自在であって、前記ワークの突当端面の形状に合わせて該突当先端部3の形状を変更する突当先端部形状変更機構4が(図2)、前記直方体形状の突当10に内蔵されている。
上記突当先端部3は(図2)、例えば機械本体の長手方向(X軸方向)に対して直交する方向、即ち、Y軸方向に移動自在な複数個のスライド部品S1、S2・・・により構成されている。
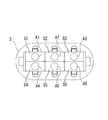
図3の正面図で明らかなように、上下方向(Z軸方向)に2個、左右方向(X軸方向)に3個、換言すれば、2行3列の合計6個のスライド部品S1、S2、S3、S4、S5、S6により、前記突当先端部3が構成されている。
そして、各スライド部品S1、S2、S3、S4、S5、S6ごとに、突当先端部形状変更機構A1、A2、A3、A4、A5、A6が設けられている。
例えばスライド部品S1、S2、S3、S4、S5、S6が6個であれば、それぞれに対応して6個の突当先端部形状変更機構A1、A2、A3、A4、A5、A6が設けられている。
突当先端部形状変更機構は、例えば流体シリンダ又はモータにより構成され、流体シリンダとしては、図4に示すようなエアシリンダA1がある。
図4のエアシリンダA1は複動形シリンダであって、配管を2本有し、配管A11にエアを供給すれば、例えばスライド部品S1(図2)を先端部に取り付けたロッドA13(図4)が左側に移動(前進)し、配管A12にエアを供給すれば、ロッドA13が右側に移動(後退)する。
即ち、本実施例のように、6個のスライド部品S1、S2、S3、S4、S5、S6ごとに、複動形のエアシリンダから成る突当先端部形状変更機構A1、A2、A3、A4、A5、A6が設けられている場合には、エアシリンダA1、A2、A3、A4、A5、A6が6個、エアシリンダ1個当たりの配管が2個であるから、配管の合計本数は、12本である。
そして、例えば、スライド部品S1(図5(A)の左図)に接続している複動形エアシリンダA1の配管A11にエアaを供給すれば、該スライド部品S1はY軸方向に前進する(図5(A)の右図)。
また、前進しているスライド部品S1(図5(B)の左図)に接続している複動形エアシリンダA1の配管A12にエアaを供給すれば、該スライド部品S1はY軸方向に後退する(図5(B)の右図)。
かかる動作は、他のスライド部品S2、S3、S4、S5、S6についても全く同じである。
上記スライド部品の移動距離の範囲には、最大値MAXと最小値MINがあり(図2)、各スライド部品はこの最大値MAXと最小値MINの間で移動自在である。
従って、加工前において(図13のステップ101)、後述する加工情報決定手段20D(図10)は、ワーク突当端面の形状(図11)に合わせて突当先端部3の形状を変更すべく、前記スライド部品の移動状況を予め決定し、それをデータベース(図11)に記憶しておく。
例えば、ワークW(図12)の突当端面W5の形状が右肩下がりに傾斜していて右側に比較的大きな窪みが設けられている場合には、スライド部品もこれに応じてスライド部品S1、S2、S4、S5、S6が当初の最小値MINの位置に停止し、スライド部品S3が最大値MAXまで移動するように、スライド部品S1〜S6の移動状況を決定する。
そして、加工が開始されると(図13のステップ102)、突当先端部形状変更機構制御手段20F(図10)は、前記データベース(図11)のスライド部品の移動状況を検索することにより、突当先端部形状変更機構4(図2)を作動し、ワーク突当端面の形状に合わせて突当先端部3の形状を変更するようになっている(図13のステップ104)。
本発明においては、既述したように、複動形エアシリンダ(図4)から成る突当先端部形状変更機構4により、ワークWの突当端面W1、W2・・・の形状に合わせて上記スライド部品S1、S2、S3、S4、S5、S6から成る突当先端部3の形状を変更するが、その例を図6〜図9を用いて詳述する。
図6に示すワークWの突当端面W1は(図6の右図)、左右方向(X軸方向)の長さが、最小値MINにあるスライド部品S2、S3の前面の長さに等しく、前後方向(Y軸方向)の長さが、最大値MAXまで移動したスライド部品S1の右側面の長さに等しい。
また、ワークWの突当端面W1は、曲げ線m(図1)位置から比較的遠い位置にあるので、該突当端面W1は支え面なしでは、垂れ下がってしまう。
そこで、最大値MAXまで移動した下方のスライド部品S4、S5、S6のうちのスライド部品S5、S6の露出した上面により支え面を形成する。
即ち、上方のスライド部品S2、S3の前面と上方のスライド部品S1の右側面により当接面Tを、下方のスライド部品S5、S6の上面により支え面Qをそれぞれ形成することにより、本発明に係る突当先端部3の形状を変更し、該変更した突当先端部3にワークWを突き当てて位置決めする(図6の右図、図13のステップ104⇒ステップ105)。
以降の図7〜図9に示すワークWの突当端面W2、W3、W4は、曲げ線m(図1)から比較的近い位置にあり、従って、支え面Q(図6)が無くても垂れ下がらず、上方のスライド部品による当接面TだけによりワークWを突き当てて位置決めするように、本発明に係る突当先端部3の形状を変更するものとする(又は、下方のスライド部品により当接面を形成することもでき、若しくはフランジを有するワークの突当端面の形状によっては上方と下方のスライド部品により当接面を形成することもできる。)。
図7に示すワークWの突当端面W2は(図7の右図)、右肩下がりの緩やかな傾斜を有し、且つ右側には比較的大きな窪みが設けられている。
よって、先ず、下方のスライド部品S4、S5、S6を最小値MINの距離に留めておいて、次には、上方のスライド部品S1、S2、S3のうちのスライド部品S1、S2を最小値MINに留め、スライド部品S3のみを窪みに合わせるべく最大値MAXまで移動させる。
このようにして、上方のスライド部品S3だけで当接面Tを形成することにより、本発明に係る突当先端部3の形状を変更し、該変更した突当先端部3にワークWを突き当てて位置決めする(図7の右図、図13のステップ104⇒ステップ105)。
図8に示すワークWの突当端面W3は(図8の右図)、左右方向(X軸方向)の長さが、最小値MINにあるスライド部品S2、S3の前面の長さに等しく、前後方向(Y軸方向)の長さが、最大値MAXまで移動したスライド部品S1の右側面の長さに等しい。
よって、先ず、下方のスライド部品S4、S5、S6と共に上方のスライド部品S2、S3を最小値MINの距離に留めておいて、次には、上方のスライド部品S1のみを最小値MINから最大値MAXに向かって移動させ、該スライド部品S1の右側面を図示するように最小値MINにあるスライド部品S2から露出させる。
このようにして、上方のスライド部品S1、S2、S3だけで当接面Tを形成することにより、本発明に係る突当先端部3の形状を変更し、該変更した突当先端部3にワークWを突き当てて位置決めする(図8の右図、図13のステップ104⇒ステップ105)。
図9に示すワークWの突当端面W4は(図9の右図)、左右方向(X軸方向)の長さが、最小値MINにあるスライド部品S3の前面の長さに等しく、前後方向(Y軸方向)の長さが、最大値MAXまで移動したスライド部品S2の右側面の長さに等しい。
よって、先ず、下方のスライド部品S4、S5、S6と共に上方のスライド部品S1、S3を最小値MINの距離に留めておいて、次には、上方の真ん中のスライド部品S2のみを最小値MINから最大値MAXに向かって移動させ、該スライド部品S2の右側面を図示するように最小値MINにあるスライド部品S3から露出させる。
このようにして、上部のスライド部品S2、S3だけで当接面Tを形成することにより、本発明に係る突当先端部3の形状を変更し、該変更した突当先端部3にワークWを突き当てて位置決めする(図9の右図、図13のステップ104⇒ステップ105)。
尚、上記図6〜図9において、斜線を施したスライド部品は、当接面Tを形成するスライド部品を表すものとする。
上記構成を有するプレスブレーキの制御装置は、例えばNC装置20(図10)により構成されている。
上記NC装置20は、CPU20Aと、入出力手段20Bと、記憶手段20Cと、加工情報決定手段20Dと、突当位置決め制御手段20Eと、突当先端部形状変更機構制御手段20Fと、弁制御手段20Gと、曲げ加工制御手段20Hにより構成されている。
CPU20Aは、本発明を実施するための動作手順(例えば図13に相当)に従って加工情報決定手段20D、突当位置決め制御手段20Eなど図1に示す装置全体を統括制御する。
入出力手段20Bは、例えば上部テーブル12に移動自在に取り付けられた操作盤、キーボード等により構成され、作業者が種々の指示を入力し、また、製品情報Jを入力する。
上記入力された製品情報Jは、後述する記憶手段24C(図10、図11)に記憶され、曲げ順、金型、金型レイアウト(加工ステーション)、突当位置、ワーク突当端面の形状、該形状に基づく既述した突当先端部3(図2)を構成するスライド部品S1、S2・・・の移動状況(図6〜図9)など、ステップベンド加工に必要な加工情報の決定に用いられる(加工情報決定手段20D(図2)による)。
上記製品情報Jは、例えばCAD(Computer Aided Design)情報であって、ワークWの板厚、材質、曲げ線の長さ、製品の曲げ角度、フランジ寸法などの情報を含み、これらが立体姿図、展開図として構成されている。
記憶手段24Cは(図10)、前記製品情報Jを記憶する他、後述するデータベース(図11)、本発明による動作手順に相当する加工プログラムなどを記憶し、CPU24Aは、この加工プログラムに従って、全ての動作を制御する(図13に相当)。
加工情報決定手段20Dは(図10)、既述したように、前記CAD情報に基づいて、ワークWの曲げ順(曲げ工程)、曲げ順ごとに使用される金型P、D、金型レイアウトa、b・・・(換言すれば所定の金型レイアウトを有する加工ステーションa、b・・・)、突当10、11の位置、ワーク突当端面の形状、該形状に基づく突当先端部3形状の変更状況(例えば突当先端部3を構成するスライド部品S1、S2・・・の移動状況(図6〜図9))など、後述する曲げ加工(ステップベンド加工)(図13のステップ106)に必要な加工情報を決定する。
突当位置決め制御手段20Eは(図10)、データベース(図11)を検索し、既述したバックゲージ装置2を構成する突当10、11を所定位置、例えば加工ステーションc(図12)に位置決めする。
突当先端部形状変更機構制御手段20Fは(図10)、データベース(図11)を検索し、所定の加工ステーションa、・・・に位置決めされた突当10、11の突当先端部3の形状を、ワークWの突当端面W1、W2・・・の形状に合わせて変更すべく突当先端部形状変更機構4を制御する。
例えば、図12に示すように、ワークWの突当端面W5の形状が右肩下がりに傾斜して右側に比較的大きな窪みが設けられている場合には、既述したように、突当先端部3を構成するスライド部品もこれに応じてスライド部品S1、S2、S4、S5、S6が当初の最小値MINの位置に停止し、スライド部品S3だけが最大値MAXに移動し、該スライド部品S3だけで当接面Tを形成している。
そして、かかるスライド部品の移動状況は、既述して加工情報決定手段20D(図10)が予め決定し、データベース(図11)に記憶されている。
従って、前記突当先端部形状変更機構制御手段20F(図10)は、該データベース(図11)を検索することにより、スライド部品の移動状況に応じて、上方のスライド部品S3だけで当接面Tを形成するように、該当する複動形エアシリンダA3(図3)を制御する。
弁制御手段20Gは(図10)、前記突当先端部形状変更機構制御手段20Fの指示により、ワークWの突当端面W1、W2、W3、W4、W5の形状に合わせて突当先端部3の形状を変更すべく、エア源21から突当先端部形状変更機構A1、A2、A3、A4、A5、A6へエアaを供給する配管A11、A12・・・に設けられた弁V1、V2・・・を制御する。
即ち、突当先端部形状変更機構制御手段20F(図10)は、データベース(図11)を検索することにより、突当先端部3(図3)を構成するスライド部品S1、S2・・・の移動状況を予めわかっている。
従って、突当先端部形状変更機構制御手段20Fの指示の下、弁制御手段20Gは、ワーク突当端面の形状に応じてスライド部品S1・・・が最大値MAX(図2)と最小値MINに移動するように配管A11(図4、図10)、A12・・・にエアaを供給すべく(図5(A)、図5(B))弁V1(図10)、V2・・・を開き、その後閉じる。
即ち、本発明においては、上記配管A11、A12・・・(図10)に設けられた弁V1、V2・・・(例えば電磁弁)を開閉する動作を、前記突当先端部形状変更機構制御手段20Fの指示の下に弁制御手段20Gが行う。
曲げ加工制御手段20Hは(図10)、作業者がフットペダル(図示省略)を踏み込んだことを検知して前記サーボモータ14、15を作動し、ラムである上部テーブル12を下降させることにより、前記金型を構成するパンチPとダイDの協働により該ワークWを曲げ加工する(図13のステップ106)。
即ち、前記突当先端部形状変更機構制御手段20F(図10)により突当先端部3(図12)の形状が、ワークWの突当端面W5の形状に合わせて変更され(図13のステップ104)、作業者がその変更された突当先端部3にワークWを突き当てて位置決めした後(図13のステップ105)、曲げ加工に着手すべくフットペダル(図示省略)を踏みこみ、前記曲げ加工制御手段20H(図10)を介してワークWを曲げ加工する(図13のステップ106)。
以下、上記構成を有する本発明の動作を図13に基づいて説明する。
(A)加工情報の決定動作。
図13のステップ101において、加工情報を決定する。
図13のステップ101において、加工情報を決定する。
即ち、CAD情報が入出力手段20B(図10)を介して入力されると、それを検知したCPU20Aは加工情報決定手段20Dを起動し、上記CAD情報に基づいて、ワークWの曲げ順(曲げ工程)、曲げ順ごとに使用される金型、金型レイアウトa、b・・・(換言すれば所定の金型レイアウトを有する加工ステーションa、b・・・)、突当10、11の位置、ワークWの突当端面W1、W2・・・の形状、該形状に基づく突当先端部3形状の変更状況、例えば既述したように、突当先端部3を構成するスライド部品S1、S2・・・の移動状況(図6〜図9)等、曲げ加工(ステップベンド加工)(図13のステップ106)に必要な加工情報を決定する。
この加工情報は、記憶手段20Cにデータベースとして記憶される(図11)。そして、この記憶手段20Cには、前記加工情報決定手段20Dによる加工情報の他に、本発明による動作手順に相当する加工プログラムなどを記憶し、CPU24Aは、この加工プログラムに従って、全ての動作を制御する(図13に相当)。
(B)加工開始から突当10、11を位置決めするまでの動作。
図13のステップ102において、加工を開始し、ステップ103において、突当10、11を位置決めする。
図13のステップ102において、加工を開始し、ステップ103において、突当10、11を位置決めする。
即ち、前記加工情報が決定されると(図13のステップ101)、CPU20A(図10)は加工を開始すべく、突当位置決め制御手段20Eを指示する。
これにより、突当位置決め制御手段20Eは、データベース(図11)を検索し、突当10、11を所定位置、例えば加工ステーションc(図12)に位置決めする。
(C)突当先端部3の形状の変更から曲げ加工までの動作。
図13のステップ104において、ワークWの突当端面W1、W2・・・に合わせて突当先端部3の形状を変更し、ステップ105において、ワークWをその突当先端部3に突き当てて位置決めし、ステップ106において、曲げ加工を行う。
図13のステップ104において、ワークWの突当端面W1、W2・・・に合わせて突当先端部3の形状を変更し、ステップ105において、ワークWをその突当先端部3に突き当てて位置決めし、ステップ106において、曲げ加工を行う。
即ち、突当10、11が位置決めされると(図13のステップ103)、CPU20A(図10)は、突当先端部形状変更機構制御手段20Fを介して突当先端部形状変更機構A1、A2・・・を制御し、ワークWの突当端面W1、W2の形状に合わせて突当先端部3の形状を変更する。
例えば、図12に示すように、所定の加工ステーションcに位置決めされた突当10の突当先端部3の形状を変更すべく、該突当先端部3を構成する上方のスライド部品S3を最大値MAXに移動させる場合には、次のようにする。
即ち、前記突当先端部形状変更機構制御手段20F(図10)は、データベース(図11)を検索することにより、スライド部品の移動状況に応じて(この場合は、スライド部品S3が最大値MAXまで移動)、弁制御手段20G(図10)に指示を与えて配管A31に設けられた弁V5を開き、エア源21から突当先端部形状変更機構である複動形エアシリンダA3(スライド部品S3が接続されている)へエアaを供給する。これによりスライド部品S3は最大値MAXに移動する。
このようにして形状が変更された突当先端部3(図12)に、例えば作業者がワークWを突き当てて位置決めした後、フットペダル(図示省略)を踏み込めば、それを検知した曲げ加工制御手段20Hが(図10)サーボモータ14(図1)、15を作動し、ラムである上部テーブル12を下降させることにより、前記金型を構成するパンチPとダイDの協働により該ワークWを曲げ加工する。
そして、加工が終了しない場合には(図13のステップ107のNO)、ステップ103に戻って同じ動作を繰り返し、加工が終了した場合には(図13のステップ107のYES)、全ての動作を停止する(END)。
本発明は、ワークを突き当てて位置決めする突当の先端部の形状を自動的に変更可能とすることにより、作業者の負担を軽減すると共に作業効率を向上させ、また、段取り時間が短縮すると同時に安全性が向上し、更には、多様性に富んだバックゲージ装置及びその制御装置に利用され、極めて有益であり、該バックゲージ装置が設けられている曲げ加工装置であるプレスブレーキは、下降式プレスブレーキのみならず、ラムである下部テーブルが上昇してパンチとダイによりワークを曲げ加工する上昇式プレスブレーキにも本発明は利用される。
1 曲げ加工装置
2 バックゲージ装置
3 突当先端部
4 突当先端部形状変更機構
5 X軸キャリッジ
6 ストレッチ
7 X軸レール
8 ガイド
10、11 突当
12 上部テーブル
13 下部テーブル
14、15 サーボモータ
16、17 側板
19 フットペダル
20 NC装置
20A CPU
20B 入出力手段
20C 記憶手段
20D 加工情報決定手段
20E 突当位置決め制御手段
20F 突当先端部形状変更機構制御手段
20G 弁制御手段
20H 曲げ加工制御手段
21 エア源
30 パンチホルダ
31 ダイホルダ
D ダイ
P パンチ
W ワーク
2 バックゲージ装置
3 突当先端部
4 突当先端部形状変更機構
5 X軸キャリッジ
6 ストレッチ
7 X軸レール
8 ガイド
10、11 突当
12 上部テーブル
13 下部テーブル
14、15 サーボモータ
16、17 側板
19 フットペダル
20 NC装置
20A CPU
20B 入出力手段
20C 記憶手段
20D 加工情報決定手段
20E 突当位置決め制御手段
20F 突当先端部形状変更機構制御手段
20G 弁制御手段
20H 曲げ加工制御手段
21 エア源
30 パンチホルダ
31 ダイホルダ
D ダイ
P パンチ
W ワーク
Claims (3)
- ワークを突き当てて位置決めする突当先端部を有するバックゲージ装置を備え、該ワークをパンチとダイにより曲げ加工する曲げ加工装置において、
上記突当先端部を、機械本体の長手方向に対して直交する方向に移動自在な複数個のスライド部品により構成し、各スライド部品ごとに突当先端部の形状を変更する突当先端部形状変更機構が設けられていることを特徴とするバックゲージ装置。 - 上記突当先端部形状変更機構が複動形エアシリンダにより構成されている請求項1記載のバックゲージ装置。
- 上記請求項1に記載されたバックゲージ装置を取り扱う制御装置であって、
製品情報に基づいて曲げ順、曲げ順ごとに使用される金型、所定の金型レイアウトを有する加工ステーション、ワークの突当端面の形状、該形状に基づく突当先端部形状の変更状況を決定する加工情報決定手段と、
突当を所定の加工ステーションに位置決めする突当位置決め制御手段と、
所定の加工ステーションに位置決めされた突当の先端部の形状を、ワークの突当端面の形状に合わせて変更すべく突当先端部形状変更機構を制御する突当先端部形状変更機構制御手段とから成ることを特徴とする制御装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015020408A JP2016140902A (ja) | 2015-02-04 | 2015-02-04 | バックゲージ装置及びその制御装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015020408A JP2016140902A (ja) | 2015-02-04 | 2015-02-04 | バックゲージ装置及びその制御装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016140902A true JP2016140902A (ja) | 2016-08-08 |
Family
ID=56569308
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015020408A Pending JP2016140902A (ja) | 2015-02-04 | 2015-02-04 | バックゲージ装置及びその制御装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016140902A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN120228141A (zh) * | 2025-04-23 | 2025-07-01 | 山东嘉意机械有限公司 | 一种用于折弯机的辅助托料装置 |
-
2015
- 2015-02-04 JP JP2015020408A patent/JP2016140902A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN120228141A (zh) * | 2025-04-23 | 2025-07-01 | 山东嘉意机械有限公司 | 一种用于折弯机的辅助托料装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6457418B2 (ja) | 加工プログラム作成装置 | |
| JP4743688B2 (ja) | 曲げ加工装置 | |
| JP6047368B2 (ja) | プレスブレーキ装置 | |
| JP6401620B2 (ja) | 曲げ加工方法、バックゲージ装置、及びプレスブレーキ | |
| JP2016140902A (ja) | バックゲージ装置及びその制御装置 | |
| JP4955489B2 (ja) | 曲げ加工装置 | |
| JP5008019B2 (ja) | 曲げ加工装置 | |
| JP2008540136A (ja) | 板金加工機とシート加工の方法 | |
| JP6055620B2 (ja) | 自動プログラミング装置及びその方法および加工システム | |
| CN213827449U (zh) | 一种台式等离子数控钻孔切割一体机 | |
| JP2011131226A (ja) | パンチプレス | |
| KR19990062770A (ko) | 개선된 메탈 시트 패널용 펀칭머신 | |
| JP5131720B2 (ja) | 曲げ加工装置 | |
| JP2003181542A (ja) | 曲げ加工装置 | |
| JP6002431B2 (ja) | 加工機の制御装置及びその方法 | |
| JP3668895B1 (ja) | 曲げ加工方法及びその装置 | |
| JP2021016868A (ja) | 工作機械システム及び工具交換方法 | |
| JP2005224855A (ja) | プレス機、システム制御プログラム及びシステムの制御方法 | |
| JP7169811B2 (ja) | 加工位置設定装置、加工位置設定方法、及び、加工位置設定プログラム | |
| JP2713771B2 (ja) | 位置決めストッパの制御装置 | |
| JP7105126B2 (ja) | 板材加工機及び板材加工方法 | |
| JPH0377800A (ja) | 複数の加工部を有する加工装置 | |
| JP6145336B2 (ja) | 自動プログラミング装置及びその方法 | |
| JP2013169596A (ja) | 金型レイアウト作成システム及びその方法並びにそのプログラム | |
| JP2006297424A (ja) | 曲げ加工におけるワーク位置決め装置及びその方法 |