JP2016146482A - 電気二重層コンデンサの高容量電極及びその製造方法 - Google Patents
電気二重層コンデンサの高容量電極及びその製造方法 Download PDFInfo
- Publication number
- JP2016146482A JP2016146482A JP2016020618A JP2016020618A JP2016146482A JP 2016146482 A JP2016146482 A JP 2016146482A JP 2016020618 A JP2016020618 A JP 2016020618A JP 2016020618 A JP2016020618 A JP 2016020618A JP 2016146482 A JP2016146482 A JP 2016146482A
- Authority
- JP
- Japan
- Prior art keywords
- carbon nanofiber
- sheet
- electrode sheet
- carbon
- aluminum sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/22—Electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/22—Electrodes
- H01G11/26—Electrodes characterised by their structure, e.g. multi-layered, porosity or surface features
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/22—Electrodes
- H01G11/30—Electrodes characterised by their material
- H01G11/32—Carbon-based
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/22—Electrodes
- H01G11/30—Electrodes characterised by their material
- H01G11/32—Carbon-based
- H01G11/36—Nanostructures, e.g. nanofibres, nanotubes or fullerenes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/84—Processes for the manufacture of hybrid or EDL capacitors, or components thereof
- H01G11/86—Processes for the manufacture of hybrid or EDL capacitors, or components thereof specially adapted for electrodes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/13—Energy storage using capacitors
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Electric Double-Layer Capacitors Or The Like (AREA)
- Manufacturing & Machinery (AREA)
- Crystallography & Structural Chemistry (AREA)
- Nanotechnology (AREA)
Abstract
【課題】アルミニウムシートの表面積の損失を防いでアルミニウムシートとカーボンナノファイバ電極シートとの間の接触面積を増大させることにより、高容量電極を実現する電気二重層コンデンサの高容量電極及びその製造方法を提供する。
【解決手段】貫通型アルミニウムシート10と、貫通型アルミニウムシート10の一方の側に突出するように形成される多数の第1の中空状突出部材11と、貫通型アルミニウムシート10の他方の側に突出するように形成される多数の第2の中空状突出部材12と、貫通型アルミニウムシート10の一方の面に貼着される第1のカーボンナノファイバ電極シート20と、貫通型アルミニウムシートの他方の面に貼着される第2のカーボンナノファイバ電極シート30と、を備える。
【選択図】図1
【解決手段】貫通型アルミニウムシート10と、貫通型アルミニウムシート10の一方の側に突出するように形成される多数の第1の中空状突出部材11と、貫通型アルミニウムシート10の他方の側に突出するように形成される多数の第2の中空状突出部材12と、貫通型アルミニウムシート10の一方の面に貼着される第1のカーボンナノファイバ電極シート20と、貫通型アルミニウムシートの他方の面に貼着される第2のカーボンナノファイバ電極シート30と、を備える。
【選択図】図1
Description
本発明は、電気二重層コンデンサの高容量電極及びその製造方法に係り、特に、電気二重層コンデンサの電極に用いられるアルミニウムシートに多数の貫通ホールを形成するに当たって、アルミニウムシートの表面積の損失を防いでアルミニウムシートとカーボンナノファイバ電極シートとの間の接触面積を増大させることにより、高容量電極を実現する電気二重層コンデンサの高容量電極及びその製造方法に関する。
電気二重層コンデンサ(EDLC:Electric Double Layer Capacitor)は、可逆性のある物理吸着現象により電気エネルギーを貯蔵することから、充放電を繰り返し行っても寿命に及ぼす影響が少なく、スマートフォン、ハイブリッド自動車、電気自動車や太陽光発電に適用されるエネルギー貯蔵装置の分野に適用されている。この種の電気二重層コンデンサは、パワー密度は良好であるとはいえ、エネルギー密度が低いため、これを改善するための電極材料の開発が求められる。
フォトリソグラフィを用いた立体パターン構造を有するアルミニウム集電体の製造方法が提案されている(例えば、下記の特許文献1参照)。特許文献1に開示されているアルミニウム集電体の製造方法は、まず、アルミニウム箔集電体を洗浄した後に窒素雰囲気下で乾燥させる。乾燥が終わると、乾燥されたアルミニウム箔集電体表面の上に感光液を塗布した後に乾燥させ、感光液が選択的に露光されるように硬化させる。
硬化が終わると、現像液を露光されたアルミニウム集電体に振り撒いて露光されていない感光液を選択的に除去した後に、残留した感光液を完全に硬化させてアルミニウム集電体の上にパターンを形成する。パターンが形成され終わると、2枚の炭素板をそれぞれの対向電極とし、パターンが形成されたアルミニウム箔集電体を2枚の炭素板の間に配設して交流電源を印加し、電解液においてアルミニウム集電体を1次的にエッチングする。
1次エッチングが終わると、エッチングされたアルミニウム集電体を乾燥させる。アルミニウム集電体の乾燥が終わると、2枚の炭素板を対向電極とし、1次エッチング後に乾燥されたアルミニウム集電体を両対向電極の間に配設して2次エッチングを行う。2次エッチングが終わると、2次エッチング済みアルミニウム箔を洗浄した後に乾燥させる。
特許文献1に示すように、従来の電気二重層コンデンサの電極は、フォトリソグラフィ工程を用いてアルミニウム集電体にパターン、すなわち、多数の貫通孔を形成してアルミニウム集電体と活物質との間の接触面積を増大させることにより、エネルギー密度を改善している。
特許文献1に示すように、従来の電気二重層コンデンサの電極に用いられるアルミニウム集電体に多数の貫通孔を形成する場合、アルミニウム集電体の全体の面積のうち貫通孔が占める面積に見合う分だけアルミニウム集電体の表面積の損失が生じるという問題がある。
本発明は、上記従来技術に鑑みてなされたものであって、本発明の目的は、電気二重層コンデンサの電極に用いられるアルミニウムシートに多数の貫通ホールを形成するに当たって、アルミニウムシートの表面積の損失を防いでアルミニウムシートとカーボンナノファイバ電極シートとの間の接触面積を増大させることにより、高容量電極を実現する電気二重層コンデンサの高容量電極及びその製造方法を提供することにある。
上記目的を達成するためになされた本発明の一態様による電気二重層コンデンサの高容量電極は、互いに離隔するように多数の貫通ホールが形成される貫通型アルミニウムシートと、前記貫通ホールと連通されるように貫通型アルミニウムシートから延びて貫通型アルミニウムシートの一方の側に突出するように形成される多数の第1の中空状突出部材と、前記多数の第1の中空状突出部材とそれぞれ離隔するように形成され、前記貫通ホールと連通されるように貫通型アルミニウムシートから延びて貫通型アルミニウムシートの他方の側に突出するように形成される多数の第2の中空状突出部材と、前記多数の第1の中空状突出部材が埋め込まれるように貫通型アルミニウムシートの一方の面に貼着される第1のカーボンナノファイバ電極シートと、前記多数の第2の中空状突出部材が埋め込まれ、多数の第1の中空状突出部材及び多数の第2の中空状突出部材を介して第1のカーボンナノファイバ電極シートとつながるように貫通型アルミニウムシートの他方の面に貼着される第2のカーボンナノファイバ電極シートと、を備えることを特徴とする。
上記目的を達成するためになされた本発明の一態様による電気二重層コンデンサの高容量電極の製造方法は、一方の面及び他方の面にそれぞれ多数の第1の中空状突出部材及び多数の第2の中空状突出部材が形成された貫通型アルミニウムシートを第1のローラに巻き取って準備するステップと、第1のカーボンナノファイバ電極シートを第2のローラに巻き取って準備するステップと、第2のカーボンナノファイバ電極シートを第3のローラに巻き取って準備するステップと、前記貫通型アルミニウムシートの一方の面の上側に前記第1のカーボンナノファイバ電極シートが位置するようにし、他方の面の下側に前記第2のカーボンナノファイバ電極シートが位置するようにして貫通型アルミニウムシートと、第1のカーボンナノファイバ電極シート及び第2のカーボンナノファイバ電極シートをそれぞれプレス部に搬送するステップと、第1のカーボンナノファイバ電極シート及び第2のカーボンナノファイバ電極シートをそれぞれ貫通型アルミニウムシートの一方の面及び他方の面にそれぞれ貼着し、第1のカーボンナノファイバ電極シート及び第2のカーボンナノファイバ電極シートがそれぞれ多数の第1の中空状突出部材及び多数の第2の中空状突出部材を介して互いにつながるように第1のカーボンナノファイバ電極シート及び第2のカーボンナノファイバ電極シートを同時にプレス部を用いて押し付けるステップと、を含むことを特徴とする。
本発明の一態様による電気二重層コンデンサの高容量電極及びその製造方法は、電気二重層コンデンサの電極に用いられるアルミニウムシートに多数の貫通ホールを形成するに当たって、アルミニウムシートの表面積の損失を防いでアルミニウムシートとカーボンナノファイバ電極シートとの間の接触面積を増大させることにより、高容量電極が実現されるというメリットがある。
上記目的を達成するためになされた本発明の一態様による電気二重層コンデンサの高容量電極は、互いに離隔するように多数の貫通ホールが形成される貫通型アルミニウムシートと、前記貫通ホールと連通されるように貫通型アルミニウムシートから延びて貫通型アルミニウムシートの一方の側に突出するように形成される多数の第1の中空状突出部材と、前記多数の第1の中空状突出部材とそれぞれ離隔するように形成され、前記貫通ホールと連通されるように貫通型アルミニウムシートから延びて貫通型アルミニウムシートの他方の側に突出するように形成される多数の第2の中空状突出部材と、前記多数の第1の中空状突出部材が埋め込まれるように貫通型アルミニウムシートの一方の面に貼着される第1のカーボンナノファイバ電極シートと、前記多数の第2の中空状突出部材が埋め込まれ、多数の第1の中空状突出部材及び多数の第2の中空状突出部材を介して第1のカーボンナノファイバ電極シートとつながるように貫通型アルミニウムシートの他方の面に貼着される第2のカーボンナノファイバ電極シートと、を備えることを特徴とする。
上記目的を達成するためになされた本発明の一態様による電気二重層コンデンサの高容量電極の製造方法は、一方の面及び他方の面にそれぞれ多数の第1の中空状突出部材及び多数の第2の中空状突出部材が形成された貫通型アルミニウムシートを第1のローラに巻き取って準備するステップと、第1のカーボンナノファイバ電極シートを第2のローラに巻き取って準備するステップと、第2のカーボンナノファイバ電極シートを第3のローラに巻き取って準備するステップと、前記貫通型アルミニウムシートの一方の面の上側に前記第1のカーボンナノファイバ電極シートが位置するようにし、他方の面の下側に前記第2のカーボンナノファイバ電極シートが位置するようにして貫通型アルミニウムシートと、第1のカーボンナノファイバ電極シート及び第2のカーボンナノファイバ電極シートをそれぞれプレス部に搬送するステップと、第1のカーボンナノファイバ電極シート及び第2のカーボンナノファイバ電極シートをそれぞれ貫通型アルミニウムシートの一方の面及び他方の面にそれぞれ貼着し、多数の第1の中空状突出部材及び多数の第2の中空状突出部材を介して互いにつながるように第1のカーボンナノファイバ電極シート及び第2のカーボンナノファイバ電極シートを同時にプレス部を用いて押し付けるステップと、を含むことを特徴とする。
以下、添付図面に基づき、本発明の電気二重層コンデンサの高容量電極及びその製造方法の実施形態について説明する。
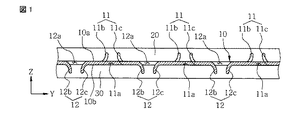
図1及び図2に示すように、本発明の電気二重層コンデンサの高容量電極は、貫通型アルミニウムシート10と、第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30を備える。
貫通型アルミニウムシート10には、互いに離隔するように多数の貫通ホール11a,12aが形成され、多数の第1の中空状突出部材11及び多数の第2の中空状突出部材12が配設される。多数の第1の中空状突出部材11は、それぞれ多数の貫通ホール11aと連通されるように貫通型アルミニウムシート10から延びて貫通型アルミニウムシート10の一方の側に突出するように形成され、多数の第2の中空状突出部材12は、それぞれ多数の第1の中空状突出部材11とそれぞれ離隔するように形成され、貫通ホール12aと連通されるように貫通型アルミニウムシート10から延びて貫通型アルミニウムシート10の他方の側に突出するように形成される。第1のカーボンナノファイバ電極シート20は、多数の第1の中空状突出部材11が埋め込まれるように貫通型アルミニウムシート10の一方の面10aに貼着され、第2のカーボンナノファイバ電極シート30は、多数の第2の中空状突出部材12が埋め込まれ、多数の第1の中空状突出部材11及び多数の第2の中空状突出部材12を介して第1のカーボンナノファイバ電極シート20とつながるように貫通型アルミニウムシート10の他方の面10bに貼着される。
このような構成を有する本発明の電気二重層コンデンサの高容量電極の構成について詳細に説明すると、下記の通りである。
貫通型アルミニウムシート10には、図1乃至図3に示すように、互いに離隔するように多数の貫通ホール11a,12aが形成され、それぞれ貫通型アルミニウムシート10の一方の面10a及び他方の面10bが貫通されるように形成される。これらの多数の貫通ホール11a,12aの直径D1,D3は、50〜100μmである。多数の貫通ホール11a,12aが形成される貫通型アルミニウムシート10の厚さT1は10〜50μmであり、純度が99.20〜99.99%のものを用いて比抵抗特性を改善して本発明の電気二重層コンデンサに適用される高容量電極の電気的な特性を改善する。ここで、図1は、図7に示す「Aa」部分を拡大して示す断面図であり、図2は、貫通型アルミニウムシート10を図3に示す「A−A」線に沿って切り取って示す断面図である。
多数の第1の中空状突出部材11及び多数の第2の中空状突出部材12は、それぞれ図2及び図3に示すように、針や錐などの先端の尖った円筒柱部材(図示せず)と、楕円柱部材(図示せず)及び四角柱部材(図示せず)のうちのいずれか一つを用いて貫通型アルミニウムシート10を一方の面10aや他方の面10bから押し付けて突き抜くことにより、貫通型アルミニウムシート10に多数の貫通ホール11a,12aを形成するとともに、多数の貫通ホール11a,12aとそれぞれ連通されるように貫通型アルミニウムシート10から延びて突出するように形成される。多数の貫通ホール11a,12aは、それぞれ図4に示すように、円筒柱部材と、楕円柱部材及び四角柱部材のうちのいずれか一つにより円筒状と、楕円状及び四角形のうちのいずれか一つの形状に形成される。ここで、図4は、第1の中空状突出部材11の様々な実施形態を示す表であり、第2の中空状突出部材12は、図4に示す第1の中空状突出部材11と同様に適用されるため、第2の中空状突出部材12の様々な実施形態の図示及び説明を省略した。
例えば、多数の第1の中空状突出部材11は、先端の尖った円筒柱部材と、楕円柱部材及び四角柱部材のうちのいずれか一つを用いて貫通型アルミニウムシート10の一方の面10aに向かって押し付けて突き抜くことにより、貫通型アルミニウムシート10に多数の貫通ホール11aを形成するとともに、貫通型アルミニウムシート10の軟性により貫通ホール11aから延びてアルミニウムシート10の一方の側に突出するように形成される。ここで、多数の貫通ホール11aは、円筒柱部材と、楕円柱部材及び四角柱部材に応じて、図4に示すように、円筒状と、楕円状及び四角形のうちのいずれか一つの形状に形成される。
多数の貫通ホール11aは、円筒柱部材と、楕円柱部材及び四角柱部材に応じて、図4に示すように、円筒状と、楕円状及び四角形のうちのいずれか一つの形状に形成される。例えば、円筒柱部材を用いる場合、多数の貫通ホール11aは、Y1行の各図に示すように、円筒状に形成され、楕円柱部材を用いる場合、多数の貫通ホール11aは、Y3行の各図に示すように、楕円状に形成される。四角柱部材を用いて形成する場合、多数の貫通ホール11aは、Y2行の各図に示すように、四角形に形成される。なお、図4において、X3列にそれぞれ記載の図面は、X2列にそれぞれ記載の図面の斜視図を示す。
多数の第2の中空状突出部材12は、先端の尖った円筒柱部材と、楕円柱部材及び四角柱部材のうちのいずれか一つを用いて貫通型アルミニウムシート10の他方の面10bに向かって押し付けて突き抜くことにより、貫通型アルミニウムシート10に多数の貫通ホール12aを形成するとともに、貫通型アルミニウムシート10の軟性により貫通ホール11aから延びて貫通型アルミニウムシート10の他方の側に突出するように形成される。ここで、多数の貫通ホール12aは、図4に示す貫通ホール11aと同様に、円筒柱部材と、楕円柱部材及び四角柱部材に応じて、図4に示すように、円筒状と、楕円状及び四角形のうちのいずれか一つの形状に形成される。
これらの多数の第1の中空状突出部材11及び多数の第2の中空状突出部材12は、それぞれ先端の尖った円筒柱部材と、楕円柱部材及び四角柱部材のうちのいずれか一つにより一つ以上の突出バリ部材11b,11c,11d,12b,12c,12dとして形成される。例えば、第1の中空状突出部材11及び第2の中空状突出部材12は、それぞれ図3に示すように、一つの突出バリ部材11b,12bとして形成されるか、或いは、2以上の突出バリ部材11b,11c,11d,12b,12c,12dとして形成される。すなわち、1枚の貫通型アルミニウムシート10は、一つの突出バリ部材11b,12bとして形成されるか、或いは、2以上の突出バリ部材11b,11c,11d,12b,12c,12dとして形成される第1の中空状突出部材11及び第2の中空状突出部材12が混在されて形成される。第1の中空状突出部材11は、図4に示す第1の中空状突出部材11と同様に、貫通ホール11aが、Y2行の各図とY3行の各図に示すように、四角形や楕円状に形成される場合、4つの突出バリ部材11b,11c,11d,11eとして形成され、第2の中空状突出部材12もまた、第1の中空状突出部材11と同様に適用される。ここで、図4に示す表において、X1列は、第1の中空状突出部材11に2つの突出バリ部材11b,11cが形成された実施形態を示し、X2列は、第1の中空状突出部材11に3つや4つの突出バリ部材11b,11c,11d,11eが形成された実施形態を示し、X3列は、X1列に示す第1の中空状突出部材11の斜視図を示す。なお、図1は、図4のX1列とY1行に示す2つの突出バリ部材11b,11c,12b,12cを有する第1の中空状突出部材11及び第2の中空状突出部材12が形成された本発明の電気二重層コンデンサの高容量電極の断面図を示す。
一つ以上の突出バリ部材11b,11c,11d,12b,12c,12dは、それぞれ貫通ホール11a,12aから延びるように貫通型アルミニウムシート10に互いに離隔して一体に形成され、それぞれの高さT2,T3は、2〜70μmになるように形成される。例えば、図2及び図4に示すように、突出バリ部材11b,12bの高さT2,T3は、貫通型アルミニウムシート10の一方の面10aや他方の面10bを基準として最大の高さであり、多数の突出バリ部材11b,11c,11d,12b,12c,12dは、それぞれ貫通型アルミニウムシート10の一方の面10aや他方の面10bを基準として互いに分離された状態で高さが2μm以上になるように形成されることを示す。このように多数の第1の中空状突出部材11及び多数の第2の中空状突出部材12は、一つ以上の突出バリ部材11b,11c,11d,12b,12c,12dを有するように形成されることにより、貫通型アルミニウムシート10の表面積をなお一層増大させる。例えば、第1の中空状突出部材11及び第2の中空状突出部材12は、円筒状柱部材を用いて形成するとき、直径D1,D3が互いに均一な円筒状貫通ホール11a,12aを形成するとともに、第1の中空状突出部材11及び第2の中空状突出部材12の一方の側や他方の側の内径D2,D4が直径D1,D3に等しいかそれよりも小さくなるように形成される突出バリ部材11b,12bとして形成されることにより、貫通型アルミニウムシート10の表面積をなお一層増大させる。
第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30は、それぞれ図1及び図2に示すように、ロールプレス法を2回以上繰り返し行って多数の第1の中空状突出部材11及び多数の第2の中空状突出部材12を介して互いにつながるように貫通型アルミニウムシート10の一方の面及び他方の面に同時に押し付けられて貼着され、ロールプレス法を2回以上繰り返し行うとき、最後に行われるロールプレス法により押し付けられた第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30の厚さT4,T5は、それぞれ最初に行われるロールプレス法により押し付けられた厚さ(図8におけるT6,T7)よりも2〜30%薄く形成される。
第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30は、それぞれロールプレス法を2回以上繰り返し行って貫通型アルミニウムシート10に同時に押し付けられて貼着されることにより、第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30を貼着するための押付力により多数の第1の中空状突出部材11及び多数の第2の中空状突出部材12の外形が変形されたり、これにより貫通ホール11a,12aが閉塞されたりするなどの損傷を防ぐとともに、等価直列抵抗特性が低下することを防ぎ、高容量を有する電極が実現される。
例えば、本発明の電気二重層コンデンサの高容量電極は、図8に示すプレス部140を用いてロールプレス法を2回繰り返し行って形成する。
最初に行われるロールプレス法は、最後に行われるロールプレス法よりも低い圧力で押し付けて貫通型アルミニウムシート10の一方の面及び他方の面にそれぞれ第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30を貼着する。すなわち、第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30は、それぞれ低い圧力で貫通型アルミニウムシート10に貼着されることにより、圧力により多数の第1の中空状突出部材11及び多数の第2の中空状突出部材12の外形が変形されることが防がれる。このように、最初に行われるロールプレス法は、第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30をそれぞれ第1の中空状突出部材11や第2の中空状突出部材12に部分的に充填し、これにより、最初に行われるロールプレス法に用いられる圧力よりも高い圧力が加えられることにより生じる第1の中空状突出部材11や第2の中空状突出部材12の外形の変形が防がれる。
第二番目、すなわち、第二番目が最後である場合、最後に行われるロールプレス法は、最初に行われるロールプレス法よりも高い圧力で押し付けて貫通型アルミニウムシート10の一方の面及び他方の面にそれぞれ第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30を貼着する。最後に行われるロールプレス法は、最初に行われるロールプレス法よりも高い圧力で押し付けても、既にある程度第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30がそれぞれ第1の中空状突出部材11や第2の中空状突出部材12に部分的に充填されることにより、第1の中空状突出部材11や第2の中空状突出部材12の外形が変形されることが防がれる。最後に行われるロールプレス法においては、最初に行われるロールプレス法よりも高い圧力で第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30を同時に押し付けることにより、多数の第1の中空状突出部材11及び多数の第2の中空状突出部材12に充填された状態で多数の貫通ホール11a、12aに充填されて互いにつながる。
最後に行われるロールプレス法により、第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30は、多数の第1の中空状突出部材11及び多数の第2の中空状突出部材12に充填されてそれぞれの内周面や外周面に貼着された状態で多数の貫通ホール11a,12aに充填されることにより、高容量を実現し、貫通型アルミニウムシート10と接触される面積が増大されて等価直列抵抗特性の低下が防がれる。このような第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30は、それぞれ互いに同じグラフェン電極材質からなり、厚さT4,T5が約2〜30%薄くなるように押し付けて形成することにより、接触性が改善された高容量の電極を製造することができ、それぞれの厚さT4,T5は、100〜500μmである。
グラフェン電極材質としては、図5に示す複合グラフェン200が用いられる。複合グラフェン200は、剥離型カーボンナノファイバ210及び活性炭粉末220を混合して形成し、活性炭粉末220は、剥離型カーボンナノファイバ210との混合により剥離型カーボンナノファイバ210の外周面に接触されてつながる。このような剥離型カーボンナノファイバ210は、図5に示すように、一つ以上のグラフェンブロック211からなり、一つ以上のグラフェンブロック211は、それぞれ多数のグラフェン211aからなる。剥離型カーボンナノファイバ210は、2以上のグラフェンブロック211により構成されるとき、2以上のグラフェンブロック211は、互いに一つ以上のグラフェン211aにつながり、グラフェンブロック211は、一つ以上の活性炭粉末220が接触されてつながる。すなわち、図5に示すように、活性炭粉末220は、グラフェンブロック211を構成する一つ以上のグラフェン211aの先端に接触されてつながる。ここで、図5は、2以上のグラフェンブロック211からなる一つの剥離型カーボンナノファイバ210の構成を示すものであり、グラフェンブロック211との連結は、一つのグラフェン211aにつながって形成された場合を示す。
上述した構成を有する本発明の電気二重層コンデンサの高容量電極の製造方法を添付図面を参照して説明すれば、下記の通りである。
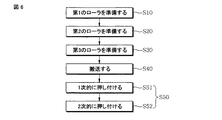
本発明の電気二重層コンデンサの高容量電極の製造方法は、図6及び図8に示すように、まず、一方の面10a及び他方の面10bにそれぞれ多数の第1の中空状突出部材11及び多数の第2の中空状突出部材12が形成された貫通型アルミニウムシート10を第1のローラ110に巻き取って準備する(S10)。第1のローラ110の準備とともに、第1のカーボンナノファイバ電極シート20を第2のローラ120に巻き取って準備し(S20)、第2のカーボンナノファイバ電極シート30を第3のローラ130に巻き取って準備する(S30)。第1のローラ110と、第2のローラ120及び第3のローラ130がそれぞれ準備されると、貫通型アルミニウムシート10の一方の面10aの上側に第1のカーボンナノファイバ電極シート20が位置するようにし、他方の面10bの下側に第2のカーボンナノファイバ電極シート30が位置するようにして貫通型アルミニウムシート10と、第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30をそれぞれプレス部140に搬送する(S40)。貫通型アルミニウムシート10と、第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30をそれぞれプレス部140に搬送されると、第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30をそれぞれ貫通型アルミニウムシート10の一方の面及び他方の面に貼着し、第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30がそれぞれ多数の第1の中空状突出部材11及び多数の第2の中空状突出部材12を介して互いにつながるように第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30を同時にプレス部140を用いて押し付けた(S50)後に、公知の乾燥工程を用いて乾燥させて本発明の電気二重層コンデンサの高容量電極を製造する。
前記構成のうち、貫通型アルミニウムシート10を第1のローラに巻き取って準備するステップ(S10)において、貫通型アルミニウムシート10は、先端の尖った円筒柱部材(図示せず)と、楕円柱部材(図示せず)及び四角柱部材(図示せず)のうちのいずれか一つを用いて貫通型アルミニウムシート10を一方の面10aや他方の面10bから押し付けて突き抜くことにより、貫通型アルミニウムシート10に多数の貫通ホール11a,12aを形成するとともに、多数の貫通ホール11a,12aとそれぞれ連通されるように貫通型アルミニウムシート10から延びて突出するように多数の第1の中空状突出部材11や多数の第2の中空状突出部材12が一体に形成される。
貫通型アルミニウムシート10に形成される多数の第1の中空状突出部材11及び多数の第2の中空状突出部材12は、それぞれ貫通型アルミニウムシート10の一方の側や他方の側、すなわち、第1の方向や第2の方向に突出するように形成され、第1の方向は、貫通型アルミニウムシート10の一方の面10aを向く方向であり、第2の方向は、第1の方向とは反対の方向に貫通型アルミニウムシート10の他方の面10bを向く方向である。
第1のカーボンナノファイバ電極シート20を第2のローラ120に巻き取って準備するステップ(S20)及び第2のカーボンナノファイバ電極シート30を第3のローラ130に巻き取って準備するステップ(S30)において、第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30としては、それぞれ互いに同じグラフェン電極材質が用いられる。このようなグラフェン電極材質には粘度調節物が混合され、粘度調節物は、グラフェン電極材質100重量部に対して40〜60重量部で添加されて混合される。すなわち、グラフェン電極材質は、粘度調節物の混合により粘度が5000〜10000cp(centipoise)になることにより、第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30がある程度粘度を持った状態で搬送されて貫通型アルミニウムシート10に貼着される。
グラフェン電極材質としては、図5に示す複合グラフェン200が用いられる。このような複合グラフェン200の製造方法は、図7に示すように、まず、多数のプレートレットカーボンナノファイバや多数のヘリンボンカーボンナノファイバなどのカーボンナノファイバを準備するステップ(S111)を含む。ここで、プレートレットやヘリンボンカーボンナノファイバは、剥離型カーボンナノファイバ210を製造するための原資材として用いられるものであり、別途の識別符号を付さない。
剥離型カーボンナノファイバ210を製造するための原資材として用いられるプレートレットカーボンナノファイバは、図5中の拡大図(Bb)に示すように、グラフェンブロック211に2以上のグラフェン211aが互いに一字状に重なるように構成される。また、ヘリンボンカーボンナノファイバは、図5中の拡大図(Cc)に示すように、グラフェンブロック211に2以上のグラフェン211aが互いにニシンの骨状に重なるように構成される。このようなカーボンナノファイバが準備されると、カーボンナノファイバを酸化剤であるKMnO4、H2SO4及びH2O2のうちのいずれか一つを用いたハマー法を用いて酸化させて拡張型カーボンナノファイバ(図示せず)を製造する(S112)。すなわち、プレートレットカーボンナノファイバや多数のヘリンボンカーボンナノファイバは、酸化によりそれぞれを構成し、プレート状を有するグラフェン211aが互いに離隔して全体的にそれぞれの積層軸方向に長さが拡張される。
酸化によりカーボンナノファイバや拡張型カーボンナノファイバが製造されると、拡張型カーボンナノファイバを脱イオン水に浸漬した後に超音波を印加して一つ以上のグラフェンブロック211として剥離して剥離型カーボンナノファイバ210を製造する(S113)。剥離型カーボンナノファイバ210は、酸化により長さが拡張された拡張型カーボンナノファイバに超音波を印加して部分的に剥離する。部分剥離は、剥離型カーボンナノファイバ210が、図5に示すように、一つ以上のグラフェンブロック211として剥離されることを示す。
剥離型カーボンナノファイバ210が製造されると、還元剤であるヒドラジン水和物やアスコルビン酸を用いて剥離型カーボンナノファイバ210を還元させる(S114)。還元された剥離型カーボンナノファイバ210は、図5に示すように、一つ以上のグラフェンブロック211からなる。このような一つ以上のグラフェンブロック211は、それぞれ多数のグラフェン211aからなり、一つの剥離型カーボンナノファイバ210が2以上のグラフェンブロック211からなるとき、2以上のグラフェンブロック211は、互いに一つ以上のグラフェン211aにつながる。
剥離型カーボンナノファイバ210が製造されると、剥離型カーボンナノファイバ210に活性炭粉末220を混合して複合グラフェン200を製造する(S115)。複合グラフェン200は、剥離型カーボンナノファイバ210及び活性炭粉末220の混合過程において活性炭粉末220が一つのグラフェンブロック211に一つ以上接触されることにより、活性炭粉末220が剥離型カーボンナノファイバ210の外周面に接触されてつながる。すなわち、活性炭粉末220は、剥離型カーボンナノファイバ210の外周面に接触されて剥離型カーボンナノファイバ210と電気的に接続される。剥離型カーボンナノファイバ210及び活性炭粉末220の混合方法には公知の技術が適用され、複合グラフェン200の製造に際して、複合グラフェン200は、1〜20wt%の剥離型カーボンナノファイバ210と80〜99wt%の活性炭粉末220を混合して製造する。
複合グラフェン200が製造されると、複合グラフェン200は、粘度調節物と混合される。粘度調節物は、アルコール30〜60wt%及び純水40〜70wt%からなり、複合グラフェン200は、粘度調節物によりある程度粘度を持った状態で一対のプレスローラ140に搬送されて貫通型アルミニウムシート10に貼着される。すなわち、粘度調節物は、第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30がある程度粘度を持った状態で一対のプレスローラ140に搬送されて貫通型アルミニウムシート10に貼着されるようにして接着力を改善する。
第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30を同時にプレス部140を用いて押し付けるステップ(S50)は、図8に示すように、まず、第1のカーボンナノファイバ電極シート20と、第2のカーボンナノファイバ電極シート30及び貫通型アルミニウムシート10が一対の第1のプレスローラ141に搬送されると、第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30がそれぞれ貫通型アルミニウムシート10の一方の面及び他方の面に貼着されるように一対の第1のプレスローラ141を用いて第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30を同時に第1の圧力で1次的に押し付ける(S51)。
第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30を同時にプレス部140を用いて押し付けるステップ(S50)は、図8に示すように、まず、第1のカーボンナノファイバ電極シート20と、第2のカーボンナノファイバ電極シート30及び貫通型アルミニウムシート10が一対の第1のプレスローラ141に搬送されると、第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30がそれぞれ貫通型アルミニウムシート10の一方の面及び他方の面に貼着されるように一対の第1のプレスローラ141を用いて第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30を同時に第1の圧力で1次的に押し付ける(S51)。
第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30の1次押し付けが終わった貫通型アルミニウムシート10が一対の第2のプレスローラ142に搬送されると、1次的に押し付けられた第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30がそれぞれ多数の第1の中空状突出部材11及び多数の第2の中空状突出部材12を介して互いにつながるように、一対の第2のプレスローラ142を用いて第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30を同時に第1の圧力よりも高い第2の圧力で2次的に押し付ける(S52)。ここで、第2の圧力は、貫通型アルミニウムシート10の一方の面及び他方の面に貼着された第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30の厚さT4、T5が、第1の圧力により押し付けられて貫通型アルミニウムシート10の一方の面及び他方の面に貼着された第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30の厚さ(図示せず)よりも2〜30%薄くなるように押し付ける。
上述した第1の圧力は、図8に示すように、一対の第1のプレスローラ141との離隔距離である間隔M1により設定され、第2の圧力は、図8に示すように、一対の第2のプレスローラ142との離隔距離である間隔M2により設定される。すなわち、一対の第1のプレスローラ141は、第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30にそれぞれ第1の圧力が加えられるように間隔M1を隔てて隔設されて第1のカーボンナノファイバ電極シート20を厚さT6に形成するとともに、第2のカーボンナノファイバ電極シート30を厚さT7に形成する。一対の第2のプレスローラ142は、第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30にそれぞれ第2の圧力が加えられるように間隔M2を隔てて隔設されて第1のカーボンナノファイバ電極シート20を厚さT4に形成するとともに、第2のカーボンナノファイバ電極シート30を厚さT5に形成して、第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30の厚さT4,T5が厚さT6,T7よりも2〜30%薄くなるように形成する。ここで、厚さT6,T7は互いに同じ厚さを有し、厚さT4,T5もまた互いに同じ厚さを有する。
1次的に押し付けた第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30の厚さT6,T7よりも2〜30%薄くなるように2次的に押し付けた第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30の厚さT4,T5は、一対の第1のプレスローラ141間の間隔M1と、一対の第2のプレスローラ142間の間隔M2との間の間隔差(M3+M4)により生じる。すなわち、第1の圧力及び第2の圧力は、プレス部140に配設される一対の第1のプレスローラ141の離隔距離M1及び一対の第2のプレスローラ142の離隔距離M2により設定され、第1の圧力と第2の圧力との間の差分は、一対の第1のプレスローラ141の離隔距離M1と、一対の第2のプレスローラ142の離隔距離M2との間の差分(M3+M4)により生じる。例えば、離隔距離M1は、間隔(M2+M3+M4)に等しくなるように設定されることにより、第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30の厚さT4,T5は、厚さT6,T7よりも2〜30%薄くなるように形成して高容量を有する電極が実現され易い。ここで、離隔距離M1、M2は、それぞれ一対の第1のプレスローラ141や一対の第2のプレスローラ142の配置間隔を示す。
貫通型アルミニウムシート10と、第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30の接着力をなお一層改善するために導電性接着剤が用いられる。導電性接着剤としては、公知の材質が用いられ、貫通型アルミニウムシート10の一方の面10aや他方の面10bにそれぞれ振り撒かれた状態で塗布した後に、プレス部140を用いて第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30を押し付けて第1のカーボンナノファイバ電極シート20及び第2のカーボンナノファイバ電極シート30が導電性接着剤により貫通型アルミニウムシート10になお一層強固に貼着されるようにして本発明の電気二重層コンデンサの高容量電極を製造する。
上述したように、本発明の電気二重層コンデンサの高容量電極及びその製造方法によれば、電気二重層コンデンサの電極に用いられるアルミニウムシートに多数の貫通ホールを形成するに当たって、アルミニウムシートの表面積の損失を防いでアルミニウムシートとカーボンナノファイバ電極シートとの間の接触面積を増大させることにより、高容量電極を実現する。
本発明の電気二重層コンデンサの高容量電極及びその製造方法は、電気二重層コンデンサの製造産業分野に適用可能である。
10…貫通型アルミニウムシート、11…第1の中空状突出部材、12…第2の中空状突出部材、20…第1のカーボンナノファイバ電極シート、30…第2のカーボンナノファイバ電極シート、110…第1のローラ、120…第2のローラ、130…第3のローラ、140…プレス部、141…第1のプレスローラ、142…第2のプレスローラ。
Claims (16)
- 互いに離隔するように多数の貫通ホールが形成される貫通型アルミニウムシートと、
前記貫通ホールと連通されるように貫通型アルミニウムシートから延びて貫通型アルミニウムシートの一方の側に突出するように形成される多数の第1の中空状突出部材と、
前記多数の第1の中空状突出部材とそれぞれ離隔するように形成され、前記貫通ホールと連通されるように貫通型アルミニウムシートから延びて貫通型アルミニウムシートの他方の側に突出するように形成される多数の第2の中空状突出部材と、
前記多数の第1の中空状突出部材が埋め込まれるように貫通型アルミニウムシートの一方の面に貼着される第1のカーボンナノファイバ電極シートと、
前記多数の第2の中空状突出部材が埋め込まれ、多数の第1の中空状突出部材及び多数の第2の中空状突出部材を介して第1のカーボンナノファイバ電極シートとつながるように貫通型アルミニウムシートの他方の面に貼着される第2のカーボンナノファイバ電極シートと、
を備えることを特徴とする電気二重層コンデンサの高容量電極。 - 前記貫通型アルミニウムシートには、互いに離隔するように多数の貫通ホールが形成され、前記多数の貫通ホールは、それぞれアルミニウムシートの一方の面及び他方の面が貫通されるように形成され、それぞれの直径は50〜100μmであることを特徴とする請求項1に記載の電気二重層コンデンサの高容量電極。
- 前記貫通型アルミニウムシートの厚さは、10〜50μmであることを特徴とする請求項1に記載の電気二重層コンデンサの高容量電極。
- 前記多数の第1の中空状突出部材及び前記多数の第2の中空状突出部材は、それぞれ先端の尖った円筒柱部材と、楕円柱部材及び四角柱部材のうちのいずれか一つを用いて貫通型アルミニウムシートを一方の面や他方の面から押し付けて突き抜くことにより、貫通型アルミニウムシートに多数の貫通ホールを形成するとともに、多数の貫通ホールとそれぞれ連通されるように貫通型アルミニウムシートから延びて突出するように形成され、前記貫通ホールは、円筒柱部材と、楕円柱部材及び四角柱部材のうちのいずれか一つにより円筒状と、楕円状及び四角形のうちのいずれか一つの形状に形成されることを特徴とする請求項1に記載の電気二重層コンデンサの高容量電極。
- 前記多数の第1の中空状突出部材及び前記多数の第2の中空状突出部材は、それぞれ先端の尖った円筒柱部材と、楕円柱部材及び四角柱部材のうちのいずれか一つにより一つ以上の突出バリ部材として形成されることを特徴とする請求項1に記載の電気二重層コンデンサの高容量電極。
- 前記一つ以上の突出バリ部材は、それぞれ貫通ホールから延びるように貫通型アルミニウムシートに互いに離隔して一体に形成され、それぞれの高さは、2〜70μmであることを特徴とする請求項5に記載の電気二重層コンデンサの高容量電極。
- 前記第1のカーボンナノファイバ電極シート及び前記第2のカーボンナノファイバ電極シートは、それぞれロールプレス法を2回以上繰り返し行って多数の第1の中空状突出部材及び多数の第2の中空状突出部材を介して互いにつながるように貫通型アルミニウムシートの一方の面及び他方の面に同時に押し付けられて貼着され、ロールプレス法を2回以上繰り返し行う際に、最後に行われるロールプレス法により押し付けられた第1のカーボンナノファイバ電極シートの厚さ及び第2のカーボンナノファイバ電極シートの厚さは、それぞれ最初に行われるロールプレス法により押し付けられた厚さよりも2〜30%薄く形成されることを特徴とする請求項1に記載の電気二重層コンデンサの高容量電極。
- 前記第1のカーボンナノファイバ電極シート及び前記第2のカーボンナノファイバ電極シートは、それぞれ互いに同じ材質からなり、厚さは、100〜500μmであり、前記材質としては、剥離型カーボンナノファイバ及び活性炭粉末が混合される複合グラフェンが用いられ、前記複合グラフェンは、剥離型カーボンナノファイバ及び活性炭粉末を混合して形成し、前記剥離型カーボンナノファイバは、外周面に活性炭粉末が接触されてつながり、前記剥離型カーボンナノファイバは、一つ以上のグラフェンブロックからなり、前記一つ以上のグラフェンブロックは、それぞれ多数のグラフェンからなり、前記剥離型カーボンナノファイバが2以上のグラフェンブロックからなるとき、2以上のグラフェンブロックは、互いに一つ以上のグラフェンにつながり、前記グラフェンブロックは、一つ以上の活性炭粉末が接触されてつながることを特徴とする請求項1に記載の電気二重層コンデンサの高容量電極。
- 一方の面及び他方の面にそれぞれ多数の第1の中空状突出部材及び多数の第2の中空状突出部材が形成された貫通型アルミニウムシートを第1のローラに巻き取って準備するステップと、
第1のカーボンナノファイバ電極シートを第2のローラに巻き取って準備するステップと、
第2のカーボンナノファイバ電極シートを第3のローラに巻き取って準備するステップと、
前記貫通型アルミニウムシートの一方の面の上側に前記第1のカーボンナノファイバ電極シートが位置するようにし、他方の面の下側に前記第2のカーボンナノファイバ電極シートが位置するようにして貫通型アルミニウムシートと、第1のカーボンナノファイバ電極シート及び第2のカーボンナノファイバ電極シートをそれぞれプレス部に搬送するステップと、
第1のカーボンナノファイバ電極シート及び第2のカーボンナノファイバ電極シートをそれぞれ貫通型アルミニウムシートの一方の面及び他方の面にそれぞれ貼着し、第1のカーボンナノファイバ電極シート及び第2のカーボンナノファイバ電極シートがそれぞれ多数の第1の中空状突出部材及び多数の第2の中空状突出部材を介して互いにつながるように第1のカーボンナノファイバ電極シート及び第2のカーボンナノファイバ電極シートを同時にプレス部を用いて押し付けるステップと、
を含むことを特徴とする電気二重層コンデンサの高容量電極の製造方法。 - 前記貫通型アルミニウムシートを第1のローラに巻き取って準備するステップにおいて、貫通型アルミニウムシートは、先端の尖った円筒柱部材と、楕円柱部材及び四角柱部材のうちのいずれか一つを用いて一方の面や他方の面から押し付けて突き抜くことにより、貫通型アルミニウムシートに多数の貫通ホールを形成するとともに、多数の貫通ホールとそれぞれ連通されるように貫通型アルミニウムシートから延びて突出するように多数の第1の中空状突出部材や多数の第2の中空状突出部材が一体に形成されることを特徴とする請求項9に記載の電気二重層コンデンサの高容量電極の製造方法。
- 前記多数の第1の中空状突出部材及び前記多数の第2の中空状突出部材は、それぞれ貫通型アルミニウムシートの一方の側や他方の側に突出するように形成されることを特徴とする請求項10に記載の電気二重層コンデンサの高容量電極の製造方法。
- 前記第1のカーボンナノファイバ電極シートを第2のローラに巻き取って準備するステップ及び前記第2のカーボンナノファイバ電極シートを第3のローラに巻き取って準備するステップにおいて、前記第1のカーボンナノファイバ電極シート及び前記第2のカーボンナノファイバ電極シートは、それぞれ互いに同じグラフェン電極材質からなり、前記グラフェン電極材質には、粘度調節物が混合され、前記粘度調節物は、グラフェン電極材質100重量部に対して40〜60重量部で混合されてグラフェン電極材質の粘度を5,000〜10,000cp(センチポイズ)にすることを特徴とする請求項9に記載の電気二重層コンデンサの高容量電極の製造方法。
- 前記グラフェン電極材質としては、複合グラフェンが用いられ、前記複合グラフェンの製造方法は、
カーボンナノファイバを準備するステップと、
前記カーボンナノファイバを酸化剤であるKMnO4、H2SO4及びH2O2のうちのいずれか一つを用いたハマー法を用いて酸化させて拡張型カーボンナノファイバを製造するステップと、
前記拡張型カーボンナノファイバを脱イオン水に浸漬した後に超音波を印加して一つ以上のグラフェンブロックとして剥離して剥離型カーボンナノファイバを製造するステップと、
前記剥離型カーボンナノファイバが製造されると、還元剤であるヒドラジン水和物やアスコルビン酸を用いて剥離型カーボンナノファイバを還元させるステップと、
前記剥離型カーボンナノファイバが剥離されると、剥離型カーボンナノファイバに活性炭粉末を混合して複合グラフェンを製造するステップと、
を含み、
前記カーボンナノファイバを準備するステップにおいて、カーボンナノファイバとしては、多数のプレートレットカーボンナノファイバや多数のヘリンボンカーボンナノファイバが用いられ、前記剥離型カーボンナノファイバを製造するステップにおいて、一つの剥離型カーボンナノファイバは、一つ以上のグラフェンブロックからなり、前記一つ以上のグラフェンブロックは、それぞれ多数のグラフェンからなり、前記剥離型カーボンナノファイバが2以上のグラフェンブロックからなるとき、2以上のグラフェンブロックは、互いに一つ以上のグラフェンにつながり、前記剥離型カーボンナノファイバに活性炭粉末を混合して複合グラフェンを製造するステップにおいて、活性炭粉末は、一つのグラフェンブロックに一つ以上が接触されることにより、前記活性炭粉末が剥離型カーボンナノファイバの外周面に接触されてつながるようにすることを特徴とする請求項12に記載の電気二重層コンデンサの高容量電極の製造方法。 - 前記粘度調節物は、アルコール30〜60wt%及び純水40〜70wt%からなることを特徴とする請求項12に記載の電気二重層コンデンサの高容量電極の製造方法。
- 前記第1のカーボンナノファイバ電極シート及び第2のカーボンナノファイバ電極シートを同時にプレス部を用いて押し付けるステップは、
第1のカーボンナノファイバ電極シート及び第2のカーボンナノファイバ電極シートがそれぞれ貫通型アルミニウムシートの一方の面及び他方の面に貼着されるように一対の第1のプレスローラを用いて第1のカーボンナノファイバ電極シート及び第2のカーボンナノファイバ電極シートを同時に第1の圧力で1次的に押し付けるステップと、
前記1次的に押し付けられた第1のカーボンナノファイバ電極シート及び第2のカーボンナノファイバ電極シートがそれぞれ多数の第1の中空状突出部材及び多数の第2の中空状突出部材を介して互いにつながるように一対の第2のプレスローラを用いて第1のカーボンナノファイバ電極シート及び第2のカーボンナノファイバ電極シートを同時に第1の圧力よりも高い第2の圧力で2次的に押し付けるステップと、
を含み、
前記第1の圧力は、一対の第1のプレスローラの離隔距離により設定され、前記第2の圧力は、一対の第2のプレスローラの離隔距離により設定されることを特徴とする請求項9に記載の電気二重層コンデンサの高容量電極の製造方法。 - 前記2次的に押し付けるステップにおいて、第2の圧力は、貫通型アルミニウムシートの一方の面及び他方の面に貼着された第1のカーボンナノファイバ電極シート及び第2のカーボンナノファイバ電極シートの厚さが、第1の圧力により押し付けられて貫通型アルミニウムシートの一方の面及び他方の面に貼着された第1のカーボンナノファイバ電極シート及び第2のカーボンナノファイバ電極シートの厚さよりも2〜30%薄く形成されるように設定されることを特徴とする請求項15に記載の電気二重層コンデンサの高容量電極の製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR10-2015-0018625 | 2015-02-06 | ||
| KR1020150018625A KR101724044B1 (ko) | 2014-05-14 | 2015-02-06 | 전기 이중층 커패시터의 고용량 전극 및 그의 제조방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016146482A true JP2016146482A (ja) | 2016-08-12 |
Family
ID=56681890
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016020618A Pending JP2016146482A (ja) | 2015-02-06 | 2016-02-05 | 電気二重層コンデンサの高容量電極及びその製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2016146482A (ja) |
| CN (1) | CN105869899B (ja) |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11191418A (ja) * | 1997-10-22 | 1999-07-13 | Nippon Foil Mfg Co Ltd | 板状集電体及びその製造方法 |
| JPH11288849A (ja) * | 1998-01-23 | 1999-10-19 | Matsushita Electric Ind Co Ltd | 電極金属材料、これを利用したキャパシタ及びそれらの製造方法 |
| JP2000182436A (ja) * | 1998-12-10 | 2000-06-30 | Kureha Elastomer Kk | カーボンシートおよびその製法 |
| JP2002175950A (ja) * | 2000-09-26 | 2002-06-21 | Asahi Glass Co Ltd | 電気二重層キャパシタ用電極体の製造方法 |
| US20020080558A1 (en) * | 1998-01-23 | 2002-06-27 | Seiji Nonaka | Electrode metal material, capacitor and battery formed of the material and method of producing the material and the capacitor and battery |
| JP2004193443A (ja) * | 2002-12-13 | 2004-07-08 | Honda Motor Co Ltd | 電気二重層キャパシタ用電極 |
| JP2004303751A (ja) * | 2003-03-28 | 2004-10-28 | Nissan Diesel Motor Co Ltd | 電気二重層キャパシタおよびその製造方法 |
| WO2007055348A1 (ja) * | 2005-11-14 | 2007-05-18 | Matsushita Electric Industrial Co., Ltd. | 電気二重層キャパシタ |
| JP2007200979A (ja) * | 2006-01-24 | 2007-08-09 | Tokai Univ | 電気二重層キャパシタ |
| US20100020471A1 (en) * | 2008-07-24 | 2010-01-28 | Adrian Schneuwly | Electrode Device |
| JP2012500179A (ja) * | 2008-08-19 | 2012-01-05 | ウィリアム・マーシュ・ライス・ユニバーシティ | カーボンナノチューブからのグラフェンナノリボンの製造 |
| JP2013077559A (ja) * | 2011-09-14 | 2013-04-25 | Nippon Zeon Co Ltd | 電気化学素子用電極の製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7466539B2 (en) * | 2005-09-30 | 2008-12-16 | Wisconsin Alumni Research Foundation | Electrochemical double-layer capacitor using organosilicon electrolytes |
| JP5293046B2 (ja) * | 2008-09-24 | 2013-09-18 | Tdk株式会社 | 電極 |
-
2016
- 2016-02-02 CN CN201610070853.1A patent/CN105869899B/zh not_active Expired - Fee Related
- 2016-02-05 JP JP2016020618A patent/JP2016146482A/ja active Pending
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11191418A (ja) * | 1997-10-22 | 1999-07-13 | Nippon Foil Mfg Co Ltd | 板状集電体及びその製造方法 |
| JPH11288849A (ja) * | 1998-01-23 | 1999-10-19 | Matsushita Electric Ind Co Ltd | 電極金属材料、これを利用したキャパシタ及びそれらの製造方法 |
| US20020080558A1 (en) * | 1998-01-23 | 2002-06-27 | Seiji Nonaka | Electrode metal material, capacitor and battery formed of the material and method of producing the material and the capacitor and battery |
| JP2000182436A (ja) * | 1998-12-10 | 2000-06-30 | Kureha Elastomer Kk | カーボンシートおよびその製法 |
| JP2002175950A (ja) * | 2000-09-26 | 2002-06-21 | Asahi Glass Co Ltd | 電気二重層キャパシタ用電極体の製造方法 |
| JP2004193443A (ja) * | 2002-12-13 | 2004-07-08 | Honda Motor Co Ltd | 電気二重層キャパシタ用電極 |
| JP2004303751A (ja) * | 2003-03-28 | 2004-10-28 | Nissan Diesel Motor Co Ltd | 電気二重層キャパシタおよびその製造方法 |
| WO2007055348A1 (ja) * | 2005-11-14 | 2007-05-18 | Matsushita Electric Industrial Co., Ltd. | 電気二重層キャパシタ |
| JP2007200979A (ja) * | 2006-01-24 | 2007-08-09 | Tokai Univ | 電気二重層キャパシタ |
| US20100020471A1 (en) * | 2008-07-24 | 2010-01-28 | Adrian Schneuwly | Electrode Device |
| JP2012500179A (ja) * | 2008-08-19 | 2012-01-05 | ウィリアム・マーシュ・ライス・ユニバーシティ | カーボンナノチューブからのグラフェンナノリボンの製造 |
| JP2013077559A (ja) * | 2011-09-14 | 2013-04-25 | Nippon Zeon Co Ltd | 電気化学素子用電極の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN105869899A (zh) | 2016-08-17 |
| CN105869899B (zh) | 2018-06-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2016146481A (ja) | 電気二重層コンデンサの高密度電極及びその製造方法 | |
| KR101502080B1 (ko) | 신축가능한 에너지 저장소자용 전극 구조물의 제조방법, 이 방법에 의해 제조된 전극 구조물 및 이를 포함하는 에너지 저장소자 | |
| CN103762093A (zh) | 运用3d打印技术制备微型不对称超级电容器的方法 | |
| JP2016146483A (ja) | 電気二重層コンデンサの低抵抗電極及びその製造方法 | |
| JP6514385B1 (ja) | 多孔性の集電箔の製造方法 | |
| JP2014102991A (ja) | 電極の製造方法および電極の製造装置 | |
| US20150332865A1 (en) | High voltage electrode for electric dual layer capacitor and method of manufacturing the same | |
| JP2016146482A (ja) | 電気二重層コンデンサの高容量電極及びその製造方法 | |
| US20150332869A1 (en) | High capacity electrode for electric dual layer capacitor and method of manufacturing the same | |
| KR101724044B1 (ko) | 전기 이중층 커패시터의 고용량 전극 및 그의 제조방법 | |
| KR101632052B1 (ko) | 압전소자의 제조방법 | |
| KR101685560B1 (ko) | 전기 이중층 커패시터의 고전압 전극의 제조방법 | |
| JP2016146484A (ja) | 電気二重層コンデンサの高電圧電極及びその製造方法 | |
| KR20190102787A (ko) | 마이크로-수퍼커패시터 및 이의 제조방법 | |
| JP4026819B2 (ja) | 積層型アルミ固体電解コンデンサの製造方法及び該方法によるコンデンサ | |
| KR20200074638A (ko) | 고출력 전기 이중층 커패시터의 전극 제조방법 | |
| JP4912100B2 (ja) | 電気二重層キャパシタ | |
| CN105869900B (zh) | 双电层电容器的高温长寿命电极及其制备方法 | |
| KR101720737B1 (ko) | 전기 이중층 커패시터의 고온 장수명 전극 및 그의 제조방법 | |
| KR102114963B1 (ko) | 전기 이중층 커패시터의 전극제조방법 | |
| CN102971815A (zh) | 能量存储器件及其方法 | |
| JP2008016581A (ja) | 蓄電デバイス用電極およびその製造方法、ならびに蓄電デバイス | |
| JP2009088275A (ja) | 電気二重層キャパシタ用電極の製造方法 | |
| KR101924938B1 (ko) | 다공성 집전체 제조방법 | |
| JP2006216786A (ja) | 固体電解コンデンサの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170214 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20171010 |