JP2016185565A - プレスシステム及び方法 - Google Patents
プレスシステム及び方法 Download PDFInfo
- Publication number
- JP2016185565A JP2016185565A JP2016009070A JP2016009070A JP2016185565A JP 2016185565 A JP2016185565 A JP 2016185565A JP 2016009070 A JP2016009070 A JP 2016009070A JP 2016009070 A JP2016009070 A JP 2016009070A JP 2016185565 A JP2016185565 A JP 2016185565A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- press
- tool
- workpiece
- post
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/16—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/88—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/022—Stamping using rigid devices or tools by heating the blank or stamping associated with heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D31/00—Other methods for working sheet metal, metal tubes, metal profiles
- B21D31/02—Stabbing or piercing, e.g. for making sieves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D35/00—Combined processes according to or processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/001—Shaping combined with punching, e.g. stamping and perforating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/08—Dies with different parts for several steps in a process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/10—Die sets; Pillar guides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/04—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work
- B21D43/05—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work specially adapted for multi-stage presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/28—Associations of cutting devices therewith
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/208—Deep-drawing by heating the blank or deep-drawing associated with heat treatment
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Fluid Mechanics (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
- Punching Or Piercing (AREA)
- Presses And Accessory Devices Thereof (AREA)
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
- Heat Treatment Of Articles (AREA)
- Press Drives And Press Lines (AREA)
Abstract
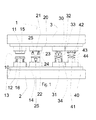
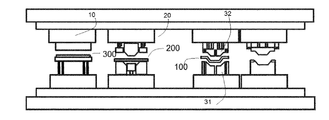
【解決手段】熱間成形構造コンポーネントを製造するためのプレスシステム1は、固定式下部本体2、可動式上部本体3、並びに固定式下部本体2に対して可動式上部本体3の上向き及び下向きプレス行程を与えるように構成された機構を備える。本システムは、あらかじめ加熱された半加工品を冷却するように構成された冷却ツール10を更に備える。当該冷却ツール10は、上部及び下部嵌合金型11,12を備え、下部金型12は、一又は複数の下部バイアスエレメント13によって、下部本体に接続されており、且つ/又は、上部金型11は、一又は複数のバイアスエレメントによって、上部本体3に接続されている。本システムは、半加工品を引き込むように構成されたプレスツール20を更に備え、当該プレスツール20は冷却ツール20の下流に配置されている。
【選択図】図1
Description
― あらかじめ加熱された半加工品を冷却するように構成された冷却ツールであって、
― 各冷却金型は使用時に前記半加工品に対面する一又は複数の作業面を備える上部及び下部嵌合冷却金型、及び
― 前記下部冷却金型を前記下部本体から所定の第1の距離にある位置へ向かって付勢するように構成された一又は複数の下部バイアスエレメントによって前記下部本体に接続された前記下部冷却金型、及び/又は、前記上部冷却金型を前記上部本体から所定の第2の距離にある位置へ向かって付勢するように構成された一又は複数の上部バイアスエレメントによって前記上部本体に接続された前記上部冷却金型
を備える冷却ツールと、
― 前記半加工品を引き込むように構成されたプレスツールであって、前記冷却ツールの下流に配置され、
― 各プレス金型は使用時に前記半加工品に対面する一又は複数の作業面を備える上部及び下部嵌合プレス金型、及び
― 前記上部本体に締結された前記上部プレス金型及び前記下部本体に締結された前記下部プレス金型
を備えるプレスツールと、
― 前記半加工品を前記冷却ツールから前記プレスツールまで移送する半加工品移送機構と
を備えるプレスシステム。
― 各金型は使用時に前記半加工品に対面する一又は複数の作業面を備える上部及び下部第1ポストオペレーションツール嵌合金型、及び
― 前記上部本体に締結された前記上部第1ポストオペレーションツール金型と前記下部本体に締結された前記下部第1ポストオペレーションツール金型、及び
― 前記作業面上に配置された一又は複数の切断ブレードを備える前記金型、及び
― 前記半加工品を前記プレスツールから前記第1ポストオペレーションツールまで移送するように更に構成された前記半加工品移送機構
を備える、付記1に記載のシステム。
― 各金型は使用時に前記半加工品に対面する一又は複数の作業面を備える上部及び下部第2ポストオペレーションツール嵌合金型、及び
― 前記上部本体に締結された前記上部第2ポストオペレーションツール金型と前記下部本体に締結された前記下部第2ポストオペレーションツール金型、及び
― 前記作業面上に配置された一又は複数の切断ブレードを備える前記金型、及び
― 前記半加工品を前記第1オペレーションツールから前記第2ポストオペレーションツールまで移送するように更に構成された前記半加工品移送機構
を備える、付記2に記載のシステム。
― 付記1から14のいずれか一項に記載のプレスシステムを提供すること、
― 亜鉛被覆を有する超高硬度鋼(UHSS)から熱間成形される半加工品を提供すること、
― 前記半加工品を加熱すること、
― 前記プレス機構を使用して開放位置に前記プレス上部本体を配置すること、
― 前記冷却ツールの上部嵌合金型と下部嵌合金型との間に前記半加工品を配置すること、
― バイアスエレメントを変形することによって前記半加工品をプレスするため、前記固定式下部本体に対する最終の所望位置に到達するまで、前記上部金型が前記下部金型に向かって移動されるように、前記固定式下部本体に対して前記可動式上部本体の下向きプレス行程を与えることによって、前記半加工品をプレスして冷却すること
を含む方法。
― 前記半加工品を前記冷却ツールから前記プレスツールまで移送すること、
― 前記半加工品を前記プレスツールの上部金型と下部金型との間に配置すること、
― 構造コンポーネントをプレスするため、前記プレス固定式下部本体に対する最終の所望位置に到達するまで、前記固定式下部本体に対して前記可動式上部本体の前向きプレス行程を与えることによって前記半加工品を引き込むこと
を更に含む方法。
― 前記半加工品を前記プレスツールから前記第1ポストオペレーションツールまで移送すること、
― 成形される前記構造コンポーネントを前記第1ポストオペレーションツールの上部嵌合金型と下部嵌合金型との間に配置すること、
― 前記半加工品をプレスするため、前記プレス固定式下部本体に対する最終の所望位置に到達するまで、前記プレス固定式下部本体に対して前記プレス可動式上部本体の下向きプレス行程を与えること、
― 前記第1ポストオペレーションツールの前記切断ブレードを使用して前記半加工品を切断及び/又は穿孔すること
を更に含む方法。
― 前記構造コンポーネントを前記第1ポストオペレーションツールから前記第2ポストオペレーションツールまで移送すること、
― 前記構造コンポーネントをプレスするための最終の所望位置に到達するまで、前記プレス固定式下部本体に対して前記プレス可動式上部本体の下向きプレス行程を与えること、
― 前記切断ブレードを使用して前記構造コンポーネントを切断及び/又は穿孔すること、
― 前記構造コンポーネントが上部金型と下部金型の各作業面に沿って変形されうるように、前記上部金型と前記下部金型との間の距離を調整すること
を更に備える方法。
Claims (15)
- 熱間成形構造コンポーネントを製造するためのプレスシステムであって、前記システムは、固定式下部本体、可動式上部本体、並びに前記固定式下部本体に対して前記可動式上部本体の上向き及び下向きプレス行程を与えるように構成された機構を備え、
― あらかじめ加熱された半加工品を冷却するように構成された冷却ツールであって、
― 各冷却金型は使用時に前記半加工品に対面する一又は複数の作業面を備える上部及び下部嵌合冷却金型、及び
― 前記下部冷却金型を前記下部本体から所定の第1の距離にある位置へ向かって付勢するように構成された一又は複数の下部バイアスエレメントによって前記下部本体に接続された前記下部冷却金型、及び/又は、前記上部冷却金型を前記上部本体から所定の第2の距離にある位置へ向かって付勢するように構成された一又は複数の上部バイアスエレメントによって前記上部本体に接続された前記上部冷却金型
を備える冷却ツールと、
― 前記半加工品を引き込むように構成されたプレスツールであって、前記冷却ツールの下流に配置され、
― 各プレス金型は使用時に前記半加工品に対面する一又は複数の作業面を備える上部及び下部嵌合プレス金型、及び
― 前記上部本体に締結された前記上部プレス金型及び前記下部本体に締結された前記下部プレス金型
を備えるプレスツールと、
― 前記半加工品を前記冷却ツールから前記プレスツールまで移送する半加工品移送機構と
を備えるプレスシステム。 - トリミング及び/又は穿刺処理を実施するように構成された第1ポストオペレーションツールを更に備え、前記第1ポストオペレーションツールは前記プレスツールの下流に配置され、
― 各金型は使用時に前記半加工品に対面する一又は複数の作業面を備える上部及び下部第1ポストオペレーションツール嵌合金型、及び
― 前記上部本体に締結された前記上部第1ポストオペレーションツール金型と前記下部本体に締結された前記下部第1ポストオペレーションツール金型、及び
― 前記作業面上に配置された一又は複数の切断ブレードを備える前記金型、及び
― 前記半加工品を前記プレスツールから前記第1ポストオペレーションツールまで移送するように更に構成された前記半加工品移送機構
を備える、請求項1に記載のシステム。 - トリミング及び/又は穿刺処理を実施するように構成された第2ポストオペレーションツールを更に備え、前記第2ポストオペレーションツールは前記第1ポストオペレーションツールの下流に配置され、
― 各金型は使用時に前記半加工品に対面する一又は複数の作業面を備える上部及び下部第2ポストオペレーションツール嵌合金型、及び
― 前記上部本体に締結された前記上部第2ポストオペレーションツール金型と前記下部本体に締結された前記下部第2ポストオペレーションツール金型、及び
― 前記作業面上に配置された一又は複数の切断ブレードを備える前記金型、及び
― 前記半加工品を前記第1オペレーションツールから前記第2ポストオペレーションツールまで移送するように更に構成された前記半加工品移送機構
を備える、請求項2に記載のシステム。 - 前記第2ポストオペレーションツールは、上部金型と下部金型の各作業面に沿って、使用時に前記第2ポストオペレーションツールの位置に配置された前記半加工品を変形するために、前記上部金型と前記下部金型との間の距離を調整するように構成された調整装置を含み、前記調整装置は前記半加工品の厚みを検出するように構成されたセンサシステムに基づいて制御される、請求項3に記載のシステム。
- 前記第1ポストオペレーションツールは、一又は複数のヒーター又は高温流体を導くチャネルを備える、請求項2から4のいずれか一項に記載のシステム。
- 前記冷却ツールの前記金型は、一又は複数のヒーター又は高温流体を導くチャネルを備える、請求項1から5のいずれか一項に記載のシステム。
- 前記冷却ツールの前記金型及び/又は前記プレスツールの前記金型は、冷却水及び/又は空気を導くチャネルを備える、請求項1から6のいずれか一項に記載のシステム。
- 前記第1ポストオペレーションツールの前記金型は、冷却水及び/又は空気を導くチャネルを備える、請求項2から7のいずれか一項に記載のシステム。
- 前記冷却金型の、及び/又は前記プレス金型の、及び/又は前記第1ポストオペレーションツール金型の、及び/又は前記第2ポストオペレーション金型の温度は、前記金型で測定された温度に基づいて調整されるように構成されている、請求項1から8のいずれか一項に記載のシステム。
- 半加工品を冷却するための方法であって、
― 請求項1から9のいずれか一項に記載のプレスシステムを提供すること、
― 亜鉛被覆を有する超高硬度鋼(UHSS)から熱間成形される半加工品を提供すること、
― 前記半加工品を加熱すること、
― 前記プレス機構を使用して開放位置に前記プレス上部本体を配置すること、
― 前記冷却ツールの上部嵌合金型と下部嵌合金型との間に前記半加工品を配置すること、
― バイアスエレメントを変形することによって前記半加工品をプレスするため、前記固定式下部本体に対する最終の所望位置に到達するまで、前記上部金型が前記下部金型に向かって移動されるように、前記固定式下部本体に対して前記可動式上部本体の下向きプレス行程を与えることによって、前記半加工品をプレスして冷却すること
を含む方法。 - 前記UHSSは約0.22%のC、1.2%のSi、2.2%のMnを含有する、請求項10に記載の方法。
- 請求項10又は11に記載の方法を含む半加工品を引き込む方法であって、
― 前記半加工品を前記冷却ツールから前記プレスツールまで移送すること、
― 前記半加工品を前記プレスツールの上部金型と下部金型との間に配置すること、
― 構造コンポーネントをプレスするため、前記プレス固定式下部本体に対する最終の所望位置に到達するまで、前記固定式下部本体に対して前記可動式上部本体の前向きプレス行程を与えることによって前記半加工品を引き込むこと
を更に含む方法。 - 引き込み中、前記半加工品を冷却することを更に含む、請求項12に記載の方法。
- 請求項12又は13に記載の方法を含む半加工品を穿刺及び/又はトリミングするための方法であって、請求項2に従属するとき、
― 前記半加工品を前記プレスツールから前記第1ポストオペレーションツールまで移送すること、
― 成形される前記構造コンポーネントを前記第1ポストオペレーションツールの上部嵌合金型と下部嵌合金型との間に配置すること、
― 前記半加工品をプレスするため、前記プレス固定式下部本体に対する最終の所望位置に到達するまで、前記プレス固定式下部本体に対して前記プレス可動式上部本体の下向きプレス行程を与えること、
― 前記第1ポストオペレーションツールの前記切断ブレードを使用して前記半加工品を切断及び/又は穿孔すること
を更に含む方法。 - 請求項14に記載の方法を含む熱間成形された構造コンポーネントを更に穿刺及び/又はトリミング並びに校正して成形するための方法であって、請求項3に従属するとき、
― 前記構造コンポーネントを前記第1ポストオペレーションツールから前記第2ポストオペレーションツールまで移送すること、
― 前記構造コンポーネントをプレスするための最終の所望位置に到達するまで、前記プレス固定式下部本体に対して前記プレス可動式上部本体の下向きプレス行程を与えること、
― 前記切断ブレードを使用して前記構造コンポーネントを切断及び/又は穿孔すること、
― 前記構造コンポーネントが上部金型と下部金型の各作業面に沿って変形されうるように、前記上部金型と前記下部金型との間の距離を調整すること
を更に備える方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15382103.8A EP3067128B1 (en) | 2015-03-09 | 2015-03-09 | Press system for die quenching and method |
| EP15382103.8 | 2015-03-09 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017064740A Division JP2017205804A (ja) | 2015-03-09 | 2017-03-29 | プレスシステム及び方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016185565A true JP2016185565A (ja) | 2016-10-27 |
| JP6180558B2 JP6180558B2 (ja) | 2017-08-16 |
Family
ID=52692583
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016009070A Active JP6180558B2 (ja) | 2015-03-09 | 2016-01-20 | プレスシステム及び方法 |
| JP2017064740A Pending JP2017205804A (ja) | 2015-03-09 | 2017-03-29 | プレスシステム及び方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017064740A Pending JP2017205804A (ja) | 2015-03-09 | 2017-03-29 | プレスシステム及び方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US9492859B2 (ja) |
| EP (3) | EP3067128B1 (ja) |
| JP (2) | JP6180558B2 (ja) |
| KR (2) | KR101754016B1 (ja) |
| CN (1) | CN105945158B (ja) |
| ES (3) | ES2648938T3 (ja) |
| HU (2) | HUE034636T2 (ja) |
| PL (2) | PL3067128T3 (ja) |
| PT (2) | PT3067128T (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018130761A (ja) * | 2017-02-17 | 2018-08-23 | エムエス オートテック カンパニー リミテッドMs Autotech Co.,Ltd. | ホットスタンピング方法 |
| JP2020025975A (ja) * | 2018-08-13 | 2020-02-20 | 株式会社寺方工作所 | 温度制御された温間シェービング加工法及び装置 |
| JP2020529926A (ja) * | 2017-08-02 | 2020-10-15 | オートテック・エンジニアリング・ソシエダッド・リミターダAutotech Engineering, S.L. | コーティングされた鋼に対するプレス方法及び鋼の使用法 |
| CN111804787A (zh) * | 2020-06-26 | 2020-10-23 | 芜湖常瑞汽车部件有限公司 | 一种具有冷却结构的高速冲压模具 |
Families Citing this family (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3067129A1 (en) | 2015-03-09 | 2016-09-14 | Autotech Engineering, A.I.E. | Press systems and methods |
| EP3187276A1 (de) * | 2015-12-30 | 2017-07-05 | voestalpine Automotive Components Deutschland GmbH | Umformwerkzeug |
| CN106424279B (zh) * | 2016-11-22 | 2018-10-09 | 北京汽车股份有限公司 | 热冲压装置 |
| CN107186051A (zh) * | 2017-06-23 | 2017-09-22 | 芜湖德丰汽车零部件有限公司 | 一种连续自动冲孔装置 |
| CN111183026A (zh) | 2017-10-06 | 2020-05-19 | 蒂森克虏伯钢铁欧洲股份公司 | 热成型复合材料,其生产,部件及其用途 |
| DE102017223252A1 (de) | 2017-12-19 | 2019-06-19 | Volkswagen Aktiengesellschaft | Pressenanordnung sowie Verfahren zur Herstellung eines warmumgeformten und pressgehärteten Stahlblechteils |
| JP7079619B2 (ja) * | 2018-02-22 | 2022-06-02 | オイレス工業株式会社 | トリミングプレス加工装置 |
| DE102018205998A1 (de) | 2018-04-19 | 2019-10-24 | Ford Global Technologies, Llc | Werkzeug zur Ausführung eines Spritzgieß-, Warmumformungs- oder Druckgussverfahrens und Verfahren zur Herstellung eines derartigen Werkzeugs |
| SE543318C2 (en) | 2018-06-21 | 2020-11-24 | Mats Olsson | Method and system for cooling hot objects |
| CN118082981A (zh) | 2018-06-25 | 2024-05-28 | 自动工程有限公司 | 车辆的车身侧面结构框架 |
| KR102127971B1 (ko) * | 2018-11-27 | 2020-06-29 | 주식회사전우정밀 | 금속 제품 성형 장치 및 방법 |
| CN109676026A (zh) * | 2018-12-04 | 2019-04-26 | 江苏华灿电讯股份有限公司 | 一种安装板级进模连续成型工艺及成型装置 |
| CN109967687B (zh) * | 2019-03-28 | 2022-12-06 | 常州市爱伦机械有限公司 | 一种齿轮锻造废料回收再加工装置 |
| CN110076246B (zh) * | 2019-04-25 | 2020-11-20 | 北京航星机器制造有限公司 | 一种可热处理强化铝合金高效热成形装备及方法 |
| CN110496887A (zh) * | 2019-09-24 | 2019-11-26 | 深圳市吉百顺科技有限公司 | 一种冲压端子可固形固位的冲压设备及其加工工艺 |
| EP4219036A1 (en) | 2019-10-14 | 2023-08-02 | Autotech Engineering, S.L. | Press systems and methods |
| CN110947853B (zh) * | 2019-10-16 | 2021-08-03 | 山东同兴金属板材有限公司 | 一种基于加热冲压的高精度凸部的加工方法 |
| CN114929905A (zh) * | 2019-12-20 | 2022-08-19 | 昂登坦汽车工程有限责任公司 | 工艺方法和用于形成物件的产品线 |
| JP7473381B2 (ja) * | 2020-04-07 | 2024-04-23 | 株式会社Subaru | 薄板の冷却装置及びそれを用いた薄板の冷却方法 |
| CN111468605A (zh) * | 2020-04-17 | 2020-07-31 | 苏州大学 | 超薄板微结构复合胀形校形一体式装置 |
| KR102198556B1 (ko) * | 2020-06-01 | 2021-01-05 | 주식회사 상진 | 원통형 고강도 부싱 제조방법, 이 제조방법에 의해 제조된 원통형 고강도 부싱, 및 이 원통형 고강도 부싱을 제조하기 위한 프레스 성형장치 |
| KR102942504B1 (ko) * | 2020-07-24 | 2026-03-23 | 주식회사 포스코 | 다단 공정용 열간 프레스 성형 부재의 제조 방법 및 장치 |
| CN113145760B (zh) * | 2021-05-28 | 2022-02-18 | 湖南奇秀科技有限公司 | 一种箱包生产加工设备 |
| CN113399559A (zh) * | 2021-06-18 | 2021-09-17 | 成都普什汽车模具有限公司 | 一种模中模结构的汽车模具 |
| CN114798909B (zh) * | 2022-04-24 | 2023-04-07 | 盐城世圆汽车配件有限公司 | 一种汽车冲压设备及冲压工艺 |
| CN119855663A (zh) | 2022-07-07 | 2025-04-18 | 昂登坦工程有限公司 | 用于车辆的整体式保险杠梁组件 |
| CN120457069A (zh) | 2022-12-07 | 2025-08-08 | 自动工程有限公司 | 车辆框架的一体式车顶环 |
| EP4688428A1 (en) | 2023-04-05 | 2026-02-11 | Autotech Engineering, S.L. | A unitary firewall panel for a vehicle |
| WO2025032117A1 (en) | 2023-08-07 | 2025-02-13 | Autotech Engineering, S.L. | Press methods for steels and uses of steels |
| DE102023124450A1 (de) * | 2023-09-11 | 2025-03-13 | Schuler Pressen Gmbh | Heizvorrichtung zum Erwärmen einer Platine aus Metall oder Kunststoff und Umformstation für eine Platine aus Metall oder Kunststoff |
| CN117358833A (zh) * | 2023-11-14 | 2024-01-09 | 长沙市金佰利汽车零部件有限公司 | 一种汽车座椅连接背板冲孔切边模具 |
| WO2025125423A1 (en) | 2023-12-12 | 2025-06-19 | Autotech Engineering, S.L. | A unitary rear ring of a vehicle framework |
| KR102759648B1 (ko) * | 2024-03-26 | 2025-01-23 | 조창훈 | 공기조화용 환기구 제조 시스템 |
| WO2026077902A1 (en) | 2024-10-07 | 2026-04-16 | Autotech Engineering, S.L. | A frame for a battery tray of a vehicle |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007136534A (ja) * | 2005-11-22 | 2007-06-07 | Nippon Steel Corp | プレス成形装置及びプレス成形方法 |
| JP2007144495A (ja) * | 2005-11-30 | 2007-06-14 | Nippon Steel Corp | トランスファープレス装置 |
| JP2010520058A (ja) * | 2007-03-01 | 2010-06-10 | シューラー エスエムゲー ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディートゲゼルシャフト | ブランクを成形するための方法およびブランク用冷却装置 |
| WO2013047526A1 (ja) * | 2011-09-30 | 2013-04-04 | 株式会社神戸製鋼所 | プレス成形品の製造方法およびプレス成形設備 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3605477A (en) * | 1968-02-02 | 1971-09-20 | Arne H Carlson | Precision forming of titanium alloys and the like by use of induction heating |
| JP2921342B2 (ja) | 1993-06-10 | 1999-07-19 | トヨタ自動車株式会社 | プレス機械のスライド高さ調整方法 |
| JP2005199300A (ja) | 2004-01-15 | 2005-07-28 | Komatsu Sanki Kk | プレス加工方法 |
| US7254977B2 (en) * | 2004-01-20 | 2007-08-14 | Pullman Industries, Inc. | Coolant delivery system and continuous fabrication apparatus which includes the system |
| JP4724538B2 (ja) | 2005-11-22 | 2011-07-13 | 新日本製鐵株式会社 | トランスファープレスによる成形方法及びトランスファープレス装置 |
| JP4608420B2 (ja) | 2005-11-22 | 2011-01-12 | 新日本製鐵株式会社 | トランスファープレス装置 |
| DE102008039264A1 (de) | 2008-08-22 | 2010-03-04 | Schuler Cartec Gmbh & Co. Kg | Verfahren zum Formhärten mit Zwischenkühlung |
| DE102009012940B4 (de) | 2009-03-12 | 2017-12-07 | Volkswagen Ag | Verfahren zur Herstellung eines Bauteils, insbesondere eines Blechbauteils sowie Fertigungsstraße zur Herstellung des Bauteils |
| DE102009014670B4 (de) | 2009-03-27 | 2011-01-13 | Thyssenkrupp Sofedit S.A.S | Verfahren und Warmumformanlage zur Herstellung von pressgehärteten Formbauteilen aus Stahlblech |
| WO2010150683A1 (ja) | 2009-06-22 | 2010-12-29 | 新日本製鐵株式会社 | 鋼板の熱間プレス成形方法、鋼板の熱間プレス成形装置、及び鋼成形部材 |
| DE102009050533A1 (de) | 2009-10-23 | 2011-04-28 | Thyssenkrupp Sofedit S.A.S | Verfahren und Warmumformanlage zur Herstellung eines gehärteten, warm umgeformten Werkstücks |
| DE102009057382A1 (de) | 2009-12-09 | 2011-06-16 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines Blechbauteils |
| KR101164323B1 (ko) | 2009-12-28 | 2012-07-09 | 현대하이스코 주식회사 | 국부적으로 이종 강도를 갖는 열간 프레스 성형체 제조용 금형 시스템 및 이를 이용한 성형체 제조방법 |
| SE1000236A1 (sv) | 2010-03-16 | 2011-02-22 | Gestamp Hardtech Ab | Presshärdningsanläggning och sätt att presshärda |
| DE102010027554A1 (de) | 2010-07-19 | 2012-01-19 | Thyssenkrupp Umformtechnik Gmbh | Umformwerkzeug und Verfahren zum Warmumformen und partiellen Presshärten eines Werkstückes aus Stahlblech |
| US9321092B2 (en) * | 2010-07-21 | 2016-04-26 | Mazda Motor Corporation | Method for forming steel sheet by hot pressing |
| CN103415630B (zh) | 2010-12-24 | 2015-09-23 | 沃斯特阿尔派因钢铁有限责任公司 | 成型并硬化涂覆的钢板的方法 |
| US8561450B2 (en) * | 2011-03-11 | 2013-10-22 | GM Global Technology Operations LLC | System and method for annealing of a pre-formed panel |
| KR101682868B1 (ko) | 2011-07-21 | 2016-12-05 | 가부시키가이샤 고베 세이코쇼 | 열간 프레스 성형 강 부재의 제조 방법 |
| US9174263B2 (en) * | 2012-05-23 | 2015-11-03 | Temper Ip, Llc | Tool and shell using induction heating |
| DE102013100682B3 (de) | 2013-01-23 | 2014-06-05 | Voestalpine Metal Forming Gmbh | Verfahren zum Erzeugen gehärteter Bauteile und ein Strukturbauteil, welches nach dem Verfahren hergestellt ist |
-
2015
- 2015-03-09 ES ES15382103.8T patent/ES2648938T3/es active Active
- 2015-03-09 EP EP15382103.8A patent/EP3067128B1/en active Active
- 2015-03-09 PT PT153821038T patent/PT3067128T/pt unknown
- 2015-03-09 PL PL15382103T patent/PL3067128T3/pl unknown
- 2015-03-09 HU HUE15382103A patent/HUE034636T2/en unknown
- 2015-03-09 PL PL17181960T patent/PL3266531T3/pl unknown
- 2015-03-09 EP EP17181960.0A patent/EP3266531B1/en active Active
- 2015-03-09 ES ES17181960T patent/ES2725470T3/es active Active
- 2015-03-09 ES ES19151259T patent/ES2973060T3/es active Active
- 2015-03-09 HU HUE17181960 patent/HUE044534T2/hu unknown
- 2015-03-09 PT PT17181960T patent/PT3266531T/pt unknown
- 2015-03-09 EP EP19151259.9A patent/EP3505265B1/en active Active
-
2016
- 2016-01-20 JP JP2016009070A patent/JP6180558B2/ja active Active
- 2016-01-29 US US15/011,235 patent/US9492859B2/en active Active
- 2016-03-02 KR KR1020160025093A patent/KR101754016B1/ko active Active
- 2016-03-04 CN CN201610125438.1A patent/CN105945158B/zh active Active
-
2017
- 2017-01-13 KR KR1020170006344A patent/KR20170010334A/ko not_active Ceased
- 2017-03-29 JP JP2017064740A patent/JP2017205804A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007136534A (ja) * | 2005-11-22 | 2007-06-07 | Nippon Steel Corp | プレス成形装置及びプレス成形方法 |
| JP2007144495A (ja) * | 2005-11-30 | 2007-06-14 | Nippon Steel Corp | トランスファープレス装置 |
| JP2010520058A (ja) * | 2007-03-01 | 2010-06-10 | シューラー エスエムゲー ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディートゲゼルシャフト | ブランクを成形するための方法およびブランク用冷却装置 |
| WO2013047526A1 (ja) * | 2011-09-30 | 2013-04-04 | 株式会社神戸製鋼所 | プレス成形品の製造方法およびプレス成形設備 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018130761A (ja) * | 2017-02-17 | 2018-08-23 | エムエス オートテック カンパニー リミテッドMs Autotech Co.,Ltd. | ホットスタンピング方法 |
| JP2020529926A (ja) * | 2017-08-02 | 2020-10-15 | オートテック・エンジニアリング・ソシエダッド・リミターダAutotech Engineering, S.L. | コーティングされた鋼に対するプレス方法及び鋼の使用法 |
| JP7160917B2 (ja) | 2017-08-02 | 2022-10-25 | オートテック・エンジニアリング・ソシエダッド・リミターダ | コーティングされた鋼に対するプレス方法及び鋼の使用法 |
| US11633771B2 (en) | 2017-08-02 | 2023-04-25 | Autotech Engineering S.L. | Press methods for coated steels and uses of steels |
| JP2020025975A (ja) * | 2018-08-13 | 2020-02-20 | 株式会社寺方工作所 | 温度制御された温間シェービング加工法及び装置 |
| CN111804787A (zh) * | 2020-06-26 | 2020-10-23 | 芜湖常瑞汽车部件有限公司 | 一种具有冷却结构的高速冲压模具 |
| CN111804787B (zh) * | 2020-06-26 | 2022-02-01 | 芜湖常瑞汽车部件有限公司 | 一种具有冷却结构的高速冲压模具 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3266531A1 (en) | 2018-01-10 |
| CN105945158B (zh) | 2019-02-01 |
| US9492859B2 (en) | 2016-11-15 |
| EP3067128A1 (en) | 2016-09-14 |
| KR101754016B1 (ko) | 2017-07-19 |
| CN105945158A (zh) | 2016-09-21 |
| PL3067128T3 (pl) | 2018-03-30 |
| EP3266531B1 (en) | 2019-02-27 |
| PL3266531T3 (pl) | 2020-01-31 |
| US20160263640A1 (en) | 2016-09-15 |
| PT3067128T (pt) | 2017-11-14 |
| ES2648938T3 (es) | 2018-01-08 |
| ES2725470T3 (es) | 2019-09-24 |
| HUE044534T2 (hu) | 2019-10-28 |
| EP3505265A1 (en) | 2019-07-03 |
| KR20170010334A (ko) | 2017-01-26 |
| JP2017205804A (ja) | 2017-11-24 |
| JP6180558B2 (ja) | 2017-08-16 |
| ES2973060T3 (es) | 2024-06-18 |
| PT3266531T (pt) | 2019-05-08 |
| EP3067128B1 (en) | 2017-09-13 |
| EP3505265B1 (en) | 2023-11-29 |
| HUE034636T2 (en) | 2018-02-28 |
| KR20160110118A (ko) | 2016-09-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6180558B2 (ja) | プレスシステム及び方法 | |
| EP3268145B1 (en) | Press systems and methods | |
| EP3661670B1 (en) | Press method for coated steels | |
| JP2016182642A (ja) | 部分的に硬化した成形品を製造する方法および装置 | |
| US20220258223A1 (en) | Press systems and methods | |
| RU2787134C1 (ru) | Системы и способы прессования |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20161129 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170329 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20170530 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170620 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170718 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6180558 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |