KR20170010334A - 프레스 시스템 및 방법 - Google Patents
프레스 시스템 및 방법 Download PDFInfo
- Publication number
- KR20170010334A KR20170010334A KR1020170006344A KR20170006344A KR20170010334A KR 20170010334 A KR20170010334 A KR 20170010334A KR 1020170006344 A KR1020170006344 A KR 1020170006344A KR 20170006344 A KR20170006344 A KR 20170006344A KR 20170010334 A KR20170010334 A KR 20170010334A
- Authority
- KR
- South Korea
- Prior art keywords
- tool
- blank
- die
- press
- cooling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 238000000034 method Methods 0.000 title claims abstract description 60
- 238000001816 cooling Methods 0.000 claims abstract description 110
- 238000003825 pressing Methods 0.000 claims abstract description 36
- 230000007246 mechanism Effects 0.000 claims abstract description 30
- 230000013011 mating Effects 0.000 claims abstract description 19
- 238000004519 manufacturing process Methods 0.000 claims abstract description 7
- 238000009966 trimming Methods 0.000 claims description 28
- 238000005520 cutting process Methods 0.000 claims description 23
- 229910000831 Steel Inorganic materials 0.000 claims description 15
- 239000010959 steel Substances 0.000 claims description 15
- 230000009471 action Effects 0.000 claims description 14
- 238000000576 coating method Methods 0.000 claims description 12
- 238000010438 heat treatment Methods 0.000 claims description 12
- 238000012546 transfer Methods 0.000 claims description 12
- 239000011701 zinc Substances 0.000 claims description 12
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 claims description 11
- 229910052725 zinc Inorganic materials 0.000 claims description 11
- 239000011248 coating agent Substances 0.000 claims description 9
- 239000007788 liquid Substances 0.000 claims description 8
- 229910052748 manganese Inorganic materials 0.000 claims description 8
- 229910052799 carbon Inorganic materials 0.000 claims description 6
- 239000000498 cooling water Substances 0.000 claims description 6
- 238000004080 punching Methods 0.000 claims description 4
- 229910000797 Ultra-high-strength steel Inorganic materials 0.000 description 12
- 230000008569 process Effects 0.000 description 8
- 239000003570 air Substances 0.000 description 7
- 230000001939 inductive effect Effects 0.000 description 6
- 239000000463 material Substances 0.000 description 6
- 239000000203 mixture Substances 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- 230000001965 increasing effect Effects 0.000 description 4
- 230000009466 transformation Effects 0.000 description 4
- 230000003750 conditioning effect Effects 0.000 description 3
- 230000001276 controlling effect Effects 0.000 description 3
- 239000012530 fluid Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 238000010791 quenching Methods 0.000 description 3
- 230000000171 quenching effect Effects 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 229910052796 boron Inorganic materials 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- -1 e.g. Substances 0.000 description 2
- 229910000734 martensite Inorganic materials 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 229910052717 sulfur Inorganic materials 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 238000009834 vaporization Methods 0.000 description 2
- 230000008016 vaporization Effects 0.000 description 2
- 229910018125 Al-Si Inorganic materials 0.000 description 1
- 229910018520 Al—Si Inorganic materials 0.000 description 1
- 229910000712 Boron steel Inorganic materials 0.000 description 1
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000012080 ambient air Substances 0.000 description 1
- 229910001566 austenite Inorganic materials 0.000 description 1
- 239000012809 cooling fluid Substances 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000007723 die pressing method Methods 0.000 description 1
- 238000011067 equilibration Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 239000003562 lightweight material Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/16—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/88—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/022—Stamping using rigid devices or tools by heating the blank or stamping associated with heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D31/00—Other methods for working sheet metal, metal tubes, metal profiles
- B21D31/02—Stabbing or piercing, e.g. for making sieves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D35/00—Combined processes according to or processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/001—Shaping combined with punching, e.g. stamping and perforating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/08—Dies with different parts for several steps in a process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/10—Die sets; Pillar guides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/04—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work
- B21D43/05—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work specially adapted for multi-stage presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/28—Associations of cutting devices therewith
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/208—Deep-drawing by heating the blank or deep-drawing associated with heat treatment
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Fluid Mechanics (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
- Punching Or Piercing (AREA)
- Presses And Accessory Devices Thereof (AREA)
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
- Heat Treatment Of Articles (AREA)
- Press Drives And Press Lines (AREA)
Abstract
Description
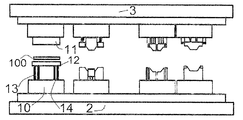
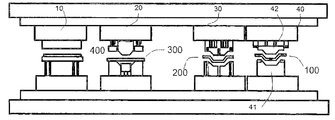
도 1은 실시예에 따라서 다단계 프레스 시스템을 개략적으로 나타내고;
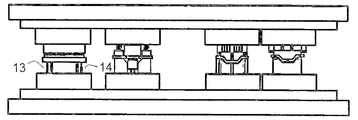
도 2a-2d는 예에 따라서 블랭크를 냉각시키기 위한 방법의 수행 동안 발생하는 상황의 시퀀스를 개략적으로 도시하며;
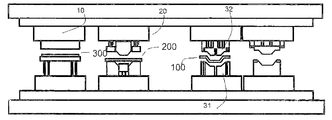
도 2e-2h는 일 실시예에 따라서 동일한 블랭크를 끌어내기 위한 방법의 수행 동안 발생하는 상황의 시퀀스를 개략적으로 도시하고;
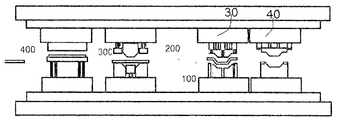
도 2i-2l은 일 실시예에 따라서 동일한 블랭크를 피어싱 및/또는 트리밍하기 위한 방법의 수행 동안 발생하는 상황의 시퀀스를 개략적으로 도시하며;
도 2m-2p는 일 실시예에 따라서 동일한 블랭크를 추가로 피어싱 및/또는 트리밍하기 위한 방법의 수행 동안 발생하는 상황의 시퀀스를 개략적으로 도시한다.
Claims (15)
- 열간 성형된 구조적 부품을 제조하기 위한 프레스 시스템(1)으로서, 상기 시스템은 고정된 하부 몸체(2), 이동식 상부 몸체(3) 및 상기 고정된 하부 몸체에 대해 상기 이동식 상부 몸체의 상향 및 하향 프레스 진행을 제공하도록 구성된 메커니즘을 포함하고, 여기서 상기 시스템은:
-각각의 냉각 다이가 사용시에 블랭크를 마주하는 하나 이상의 작업면을 포함하는, 상부 상대 냉각 다이(11) 및 하부 상대 냉각 다이(12), 및
-상기 하부 몸체로부터 미리결정된 제 1 거리에서의 위치를 향해 상기 하부 냉각 다이(12)를 편향하도록 구성된 하나 이상의 하부 편향 부재를 갖는 상기 하부 몸체(2)에 연결된 상기 하부 냉각 다이(12) 및/또는 상부 몸체(3)로부터 미리결정된 제 2 거리에서의 위치를 향해 상기 상부 냉각 다이(11)를 편향하도록 구성된 하나 이상의 상부 편향 부재를 갖는 상기 상부 몸체(3)에 연결된 상기 상부 냉각 다이(11),
-를 포함하는 미리 가열된 블랭크를 냉각시키도록 구성된 냉각툴(10),
-각각의 프레싱 다이가 사용 시에 상기 블랭크를 마주하는 하나 이상의 작업면을 포함하고, 그리고
-상기 상부 프레싱 다이(21)는 상기 상부 몸체(3)에 고정되고 그리고 상기 하부 프레싱 다이(22)는 상기 하부 몸체(2)에 고정되는, 상부 상대 프레싱 다이(21) 및 하부 상대 프레싱 다이(22)
-를 포함하고 상기 냉각툴(10)로부터 하류로 배열되며 그리고 상기 블랭크를 끌어내도록 구성된 프레스툴(20), 및
-상기 블랭크를 상기 냉각툴로부터 상기 프레스툴로 이동하는 블랭크 이동 메커니즘을 포함하는 것을 특징으로 하는 시스템. - 제 1항에 있어서,
트리밍 및/또는 피어싱 동작을 수행하도록 구성된 제 1 동작후 툴(30)을 더 포함하고, 상기 제 1 동작후 툴(30)은 상기 프레스툴(20)의 하류에 배열되고 그리고:
-각각의 다이가 사용시에 상기 블랭크를 마주하는 하나 이상의 작업면을 포함하고,
-상부 제 1 동작후 툴 다이(32)는 상기 상부 몸체(3)에 고정되고 그리고 상기 하부 제 1 동작후 툴 다이(31)는 하부 몸체(2)에 고정되며, 그리고
-상기 작업면 상에 배열된 하나 이상의 커팅 블레이드를 포함하는, 상기 상부 및 하부 상대 제 1 동작후 툴 다이(32, 31) 및,
-상기 블랭크를 상기 프레스툴(20)로부터 상기 제 1 동작후 툴(30)로 이동하도록 더 구성된 상기 블랭크 이동 메커니즘을 포함하는 것을 특징으로 하는 시스템. - 제 2항에 있어서,
트리밍 및/또는 피어싱 동작을 수행하도록 구성된 제 2 동작후 툴(40)을 더 포함하고, 상기 제 2 동작후 툴(40)은 상기 제 1 동작후 툴(30)의 하류에 배열되고 그리고:
-각각의 다이가 사용시에 상기 블랭크를 마주하는 하나 이상의 작업면을 포함하고,
-상부 제 2 동작후 툴 다이(42)는 상기 상부 몸체(3)에 고정되고 그리고 하부 제 1 동작후 툴 다이(41)는 상기 하부 몸체(2)에 고정되며, 그리고
-상기 작업면 상에 배열된 하나 이상의 커팅 블레이드를 포함하는, 상부 및 하부 상대 제 2 동작후 툴 다이(42, 41), 및
-상기 블랭크를 상기 제 1 동작후 툴(30)로부터 상기 제 2 동작후 툴(40)로 이동하도록 더 구성된 상기 블랭크 이동 메커니즘을 포함하는 것을 특징으로 하는 시스템. - 제 3항에 있어서,
상기 제 2 동작후 툴(40)은 각각의 상부 및 하부 다이의 상기 작업면을 따라 사용시에 상기 제 2 동작후 툴에 위치된 상기 블랭크를 변형하도록 상기 상부 및 하부 다이 사이의 거리를 조절하도록 구성된 조절 디바이스를 포함하고, 상기 조절 디바이스는 상기 블랭크의 두께를 검출하도록 구성된 센서 시스템에 기반해서 제어되는 것을 특징으로 하는 시스템. - 제 2항에 있어서,
상기 제 1 동작후 툴(30)의 상기 다이는 고온의 액체를 유도하는 하나 이상의 히터 또는 채널을 포함하는 것을 특징으로 하는 시스템. - 제 1항에 있어서,
상기 냉각툴(10)의 상기 다이는 고온의 액체를 유도하는 하나 이상의 히터 또는 채널을 포함하는 것을 특징으로 하는 시스템. - 제 1항에 있어서,
상기 냉각툴의 상기 다이 및/또는 상기 프레스툴의 상기 다이는 냉각수 및/또는 공기를 전달하는 채널을 포함하는 것을 특징으로 하는 시스템. - 제 2항에 있어서,
상기 제 1 동작후 툴(30)의 상기 다이는 냉각수 및/또는 공기를 전달하는 채널을 포함하는 것을 특징으로 하는 시스템. - 제 1항에 있어서,
상기 냉각 다이 및/또는 상기 프레스 다이 및/또는 상기 제 1 동작후 툴 다이 및/또는 상기 제 2 동작후 툴 다이의 온도는 다이에서 측정된 온도에 기반해서 조절되도록 구성되는 것을 특징으로 하는 시스템. - 블랭크를 냉각하기 위한 방법으로서,
-제 1항에 따른 프레스 시스템을 제공하는 단계;
-아연 코팅을 갖는 초고장력강(UHSS)으로 구성된 열간 성형 블랭크(100)를 제공하는 단계;
-상기 블랭크(100)를 가열하는 단계;
-프레스 메커니즘을 사용하여 개방 위치에서 프레스 상부 몸체(3)를 위치시키는 단계;
-냉각툴 상부 상대 다이(11) 및 하부 상대 다이(12) 사이에 상기 블랭크를 위치시키는 단계;
-편향 부재를 변형하는 것에 의해 상기 블랭크를 프레스하는 동안 상기 고정된 하부 몸체에 대해 최종 소망되는 위치에 도달될 때까지 상기 상부 다이가 상기 하부 다이를 향해 이동됨으로서 상기 고정된 하부 몸체(2)에 대해 상기 이동식 상부 몸체(3)의 하향 프레스 진행을 제공하는 것에 의해 상기 블랭크를 프레스하고 냉각시키는 단계를 포함하는 것을 특징으로 하는 방법. - 제 10항에 있어서,
상기 UHSS는 대략적으로 0.22% C, 1.2% Si, 2.2% Mn을 포함하는 것을 특징으로 하는 방법. - 제 10항에 따른 방법을 포함하는 블랭크를 끌어내기 위한 방법으로서,
-상기 블랭크를 냉각툴(10)로부터 프레스툴(20)로 이동하는 단계;
-프레스툴 상부(21)와 하부(22) 사이에 상기 블랭크를 위치시키는 단계;
-구조적 부품을 프레스하기 위해 상기 프레스 고정된 하부 몸체에 대해 최종 소망되는 위치에 도달될 때까지 상기 고정된 하부 몸체에 대해 상기 이동식 상부 몸체의 포워드 프레스 진행을 제공하는 것에 의해 상기 블랭크를 끌어내는 단계를 더 포함하는 것을 특징으로 하는 방법. - 제 12항에 있어서,
상기 끌어내는 단계 동안 상기 블랭크를 냉각시키는 단계를 더 포함하는 것을 특징으로 하는 방법. - 제 12항에 따른 방법을 포함하는 블랭크를 피어싱 및/또는 트리밍하기 위한 방법은:
-트리밍 및/또는 피어싱 동작을 수행하도록 구성된 제 1 동작후 툴(30)을 제공하는 단계, 상기 제 1 동작후 툴(30)은 프레스툴(20)의 하류에 배열되고 그리고:
-각각의 다이가 사용시에 상기 블랭크를 마주하는 하나 이상의 작업면을 포함하고,
-상부 제 1 동작후 툴 다이(32)는 상부 몸체(3)에 고정되고 그리고 하부 제 1 동작후 툴 다이(31)는 하부 몸체(2)에 고정되며,
-상기 다이가 상기 작업면 상에 배열된 하나 이상의 커팅 블레이드를 포함하는, 상부 및 하부 상대 제 1 동작후 툴 다이(32, 31), 및
-상기 블랭크를 상기 프레스툴로부터 상기 제 1 동작후 툴로 이동하도록 더 구성되는 블랭크 이동 메커니즘을 포함하며, 그리고
-상기 블랭크를 상기 프레스툴로부터 상기 제 1 동작후 툴로 이동시키는 단계;
-제 1 동작후 툴 상부 및 하부 상대 다이 사이에 성형되는 상기 구조적 부품을 위치시키는 단계;
-상기 블랭크를 프레스하는 동안 상기 프레스 고정된 하부 몸체에 대해 상기 최종 소망되는 위치가 도달될 때까지 프레스 고정된 하부 몸체에 대해 상기 프레스 이동식 상부 몸체의 하향 프레스 진행을 제공하는 단계;
-상기 제 1 동작후 툴의 상기 커팅 블레이드를 사용하여 상기 블랭크를 커팅 및/또는 펀칭하는 단계를 더 포함하는 것을 특징으로 하는 방법. - 제 14항에 따른 방법을 포함하는 성형되는 열간 성형된 구조적 부품을 추가로 피어싱 및/또는 트리밍 및 교정하기 위한 방법은:
-트리밍 및/또는 피어싱 동작을 수행하도록 구성된 제 2 동작후 툴(40)을 제공하는 단계, 상기 제 2 동작후 툴(40)은 제 1 동작후 툴(30)의 하류에 배열되고 그리고:
-각각의 다이가 사용시에 상기 블랭크를 마주하는 하나 이상의 작업면을 포함하고,
-상부 제 2 동작후 툴 다이(42)는 상기 상부 몸체(3)에 고정되고 그리고 하부 제 2 동작후 툴 다이(41)는 상기 하부 몸체(2)에 고정되며,
-상기 다이가 상기 작업면 상에 배열된 하나 이상의 커팅 블레이드를 포함하는, 상기 상부 및 하부 상대 제 2 동작후 툴 다이(42, 41), 및
-상기 블랭크를 상기 제 1 동작후 툴로부터 상기 제 2 동작후 툴로 이동하도록 더 구성되는 블랭크 이동 메커니즘을 포함하며, 그리고
-상기 구조적 부품을 상기 제 1 동작후 툴(30)로부터 상기 제 2 동작후 툴(40)로 이동하는 단계;
-상기 구조적 부품을 프레스하는 동안 상기 최종 소망되는 위치가 도달될 때까지 상기 프레스 고정된 하부 몸체(2)에 대해 상기 프레스 이동식 상부 몸체(3)의 하향 프레스 진행을 제공하는 단계;
-상기 커팅 블레이드를 사용하여 상기 구조적 부품을 커팅 및/또는 펀칭하는 단계;
-각각의 상부 및 하부 다이의 상기 작업면을 따라 성형되는 상기 구조적 부품을 변형하기 위해 상기 상부 및 하부 다이 사이의 상기 거리를 조절하는 단계를 더 포함하는 것을 특징으로 하는 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15382103.8A EP3067128B1 (en) | 2015-03-09 | 2015-03-09 | Press system for die quenching and method |
| EP15382103.8 | 2015-03-09 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160025093A Division KR101754016B1 (ko) | 2015-03-09 | 2016-03-02 | 프레스 시스템 및 방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170010334A true KR20170010334A (ko) | 2017-01-26 |
Family
ID=52692583
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160025093A Active KR101754016B1 (ko) | 2015-03-09 | 2016-03-02 | 프레스 시스템 및 방법 |
| KR1020170006344A Ceased KR20170010334A (ko) | 2015-03-09 | 2017-01-13 | 프레스 시스템 및 방법 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160025093A Active KR101754016B1 (ko) | 2015-03-09 | 2016-03-02 | 프레스 시스템 및 방법 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US9492859B2 (ko) |
| EP (3) | EP3266531B1 (ko) |
| JP (2) | JP6180558B2 (ko) |
| KR (2) | KR101754016B1 (ko) |
| CN (1) | CN105945158B (ko) |
| ES (3) | ES2648938T3 (ko) |
| HU (2) | HUE044534T2 (ko) |
| PL (2) | PL3266531T3 (ko) |
| PT (2) | PT3266531T (ko) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200121853A (ko) * | 2018-02-22 | 2020-10-26 | 오일레스고교 가부시키가이샤 | 플로팅 커터 유닛 및 트리밍 프레스 가공 장치 |
| KR102198556B1 (ko) * | 2020-06-01 | 2021-01-05 | 주식회사 상진 | 원통형 고강도 부싱 제조방법, 이 제조방법에 의해 제조된 원통형 고강도 부싱, 및 이 원통형 고강도 부싱을 제조하기 위한 프레스 성형장치 |
| KR102759648B1 (ko) * | 2024-03-26 | 2025-01-23 | 조창훈 | 공기조화용 환기구 제조 시스템 |
Families Citing this family (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3067129A1 (en) | 2015-03-09 | 2016-09-14 | Autotech Engineering, A.I.E. | Press systems and methods |
| EP3187276A1 (de) * | 2015-12-30 | 2017-07-05 | voestalpine Automotive Components Deutschland GmbH | Umformwerkzeug |
| CN106424279B (zh) * | 2016-11-22 | 2018-10-09 | 北京汽车股份有限公司 | 热冲压装置 |
| KR102017103B1 (ko) * | 2017-02-17 | 2019-09-03 | 주식회사 엠에스 오토텍 | 핫스탬핑 부품의 제조방법 |
| CN107186051A (zh) * | 2017-06-23 | 2017-09-22 | 芜湖德丰汽车零部件有限公司 | 一种连续自动冲孔装置 |
| EP3437750A1 (en) * | 2017-08-02 | 2019-02-06 | Autotech Engineering A.I.E. | Press method for coated steels |
| CN111183026A (zh) | 2017-10-06 | 2020-05-19 | 蒂森克虏伯钢铁欧洲股份公司 | 热成型复合材料,其生产,部件及其用途 |
| DE102017223252A1 (de) | 2017-12-19 | 2019-06-19 | Volkswagen Aktiengesellschaft | Pressenanordnung sowie Verfahren zur Herstellung eines warmumgeformten und pressgehärteten Stahlblechteils |
| DE102018205998A1 (de) | 2018-04-19 | 2019-10-24 | Ford Global Technologies, Llc | Werkzeug zur Ausführung eines Spritzgieß-, Warmumformungs- oder Druckgussverfahrens und Verfahren zur Herstellung eines derartigen Werkzeugs |
| SE543318C2 (en) | 2018-06-21 | 2020-11-24 | Mats Olsson | Method and system for cooling hot objects |
| KR20250046352A (ko) | 2018-06-25 | 2025-04-02 | 오토테크 엔지니어링 에스.엘. | 차량의 본체 측면 구조 프레임 |
| JP6593820B1 (ja) * | 2018-08-13 | 2019-10-23 | 株式会社寺方工作所 | 温度制御された温間シェービング加工法及び装置 |
| KR102127971B1 (ko) * | 2018-11-27 | 2020-06-29 | 주식회사전우정밀 | 금속 제품 성형 장치 및 방법 |
| CN109676026A (zh) * | 2018-12-04 | 2019-04-26 | 江苏华灿电讯股份有限公司 | 一种安装板级进模连续成型工艺及成型装置 |
| CN109967687B (zh) * | 2019-03-28 | 2022-12-06 | 常州市爱伦机械有限公司 | 一种齿轮锻造废料回收再加工装置 |
| CN110076246B (zh) * | 2019-04-25 | 2020-11-20 | 北京航星机器制造有限公司 | 一种可热处理强化铝合金高效热成形装备及方法 |
| CN110496887A (zh) * | 2019-09-24 | 2019-11-26 | 深圳市吉百顺科技有限公司 | 一种冲压端子可固形固位的冲压设备及其加工工艺 |
| MX2022004499A (es) * | 2019-10-14 | 2022-05-06 | Autotech Eng Sl | Sistemas y metodos de prensado. |
| CN110947853B (zh) * | 2019-10-16 | 2021-08-03 | 山东同兴金属板材有限公司 | 一种基于加热冲压的高精度凸部的加工方法 |
| CN114929905A (zh) * | 2019-12-20 | 2022-08-19 | 昂登坦汽车工程有限责任公司 | 工艺方法和用于形成物件的产品线 |
| JP7473381B2 (ja) * | 2020-04-07 | 2024-04-23 | 株式会社Subaru | 薄板の冷却装置及びそれを用いた薄板の冷却方法 |
| CN111468605A (zh) * | 2020-04-17 | 2020-07-31 | 苏州大学 | 超薄板微结构复合胀形校形一体式装置 |
| CN111804787B (zh) * | 2020-06-26 | 2022-02-01 | 芜湖常瑞汽车部件有限公司 | 一种具有冷却结构的高速冲压模具 |
| KR102942504B1 (ko) * | 2020-07-24 | 2026-03-23 | 주식회사 포스코 | 다단 공정용 열간 프레스 성형 부재의 제조 방법 및 장치 |
| CN113145760B (zh) * | 2021-05-28 | 2022-02-18 | 湖南奇秀科技有限公司 | 一种箱包生产加工设备 |
| CN113399559A (zh) * | 2021-06-18 | 2021-09-17 | 成都普什汽车模具有限公司 | 一种模中模结构的汽车模具 |
| CN114798909B (zh) * | 2022-04-24 | 2023-04-07 | 盐城世圆汽车配件有限公司 | 一种汽车冲压设备及冲压工艺 |
| WO2024008761A1 (en) | 2022-07-07 | 2024-01-11 | Autotech Engineering S.L. | A unitary bumper beam assembly for a vehicle |
| JP2025540795A (ja) | 2022-12-07 | 2025-12-16 | オートテック エンジニアリング エス.エル. | 車両フレームワークの一体型ルーフリング |
| CN121194873A (zh) | 2023-04-05 | 2025-12-23 | 昂登坦工程有限公司 | 用于车辆的整体式防火墙面板 |
| WO2025032117A1 (en) | 2023-08-07 | 2025-02-13 | Autotech Engineering, S.L. | Press methods for steels and uses of steels |
| DE102023124450A1 (de) * | 2023-09-11 | 2025-03-13 | Schuler Pressen Gmbh | Heizvorrichtung zum Erwärmen einer Platine aus Metall oder Kunststoff und Umformstation für eine Platine aus Metall oder Kunststoff |
| CN117358833A (zh) * | 2023-11-14 | 2024-01-09 | 长沙市金佰利汽车零部件有限公司 | 一种汽车座椅连接背板冲孔切边模具 |
| WO2025125423A1 (en) | 2023-12-12 | 2025-06-19 | Autotech Engineering, S.L. | A unitary rear ring of a vehicle framework |
| WO2026077902A1 (en) | 2024-10-07 | 2026-04-16 | Autotech Engineering, S.L. | A frame for a battery tray of a vehicle |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3605477A (en) * | 1968-02-02 | 1971-09-20 | Arne H Carlson | Precision forming of titanium alloys and the like by use of induction heating |
| JP2921342B2 (ja) | 1993-06-10 | 1999-07-19 | トヨタ自動車株式会社 | プレス機械のスライド高さ調整方法 |
| JP2005199300A (ja) | 2004-01-15 | 2005-07-28 | Komatsu Sanki Kk | プレス加工方法 |
| US7254977B2 (en) * | 2004-01-20 | 2007-08-14 | Pullman Industries, Inc. | Coolant delivery system and continuous fabrication apparatus which includes the system |
| JP4724538B2 (ja) | 2005-11-22 | 2011-07-13 | 新日本製鐵株式会社 | トランスファープレスによる成形方法及びトランスファープレス装置 |
| JP4608420B2 (ja) | 2005-11-22 | 2011-01-12 | 新日本製鐵株式会社 | トランスファープレス装置 |
| JP2007136534A (ja) * | 2005-11-22 | 2007-06-07 | Nippon Steel Corp | プレス成形装置及びプレス成形方法 |
| JP4751186B2 (ja) * | 2005-11-30 | 2011-08-17 | 新日本製鐵株式会社 | トランスファープレス装置 |
| DE102007009937A1 (de) | 2007-03-01 | 2008-09-04 | Schuler Smg Gmbh & Co. Kg | Verfahren zur Umformung einer Platine und Kühlvorrichtung für eine Platine |
| DE102008039264A1 (de) | 2008-08-22 | 2010-03-04 | Schuler Cartec Gmbh & Co. Kg | Verfahren zum Formhärten mit Zwischenkühlung |
| DE102009012940B4 (de) * | 2009-03-12 | 2017-12-07 | Volkswagen Ag | Verfahren zur Herstellung eines Bauteils, insbesondere eines Blechbauteils sowie Fertigungsstraße zur Herstellung des Bauteils |
| DE102009014670B4 (de) | 2009-03-27 | 2011-01-13 | Thyssenkrupp Sofedit S.A.S | Verfahren und Warmumformanlage zur Herstellung von pressgehärteten Formbauteilen aus Stahlblech |
| WO2010150683A1 (ja) | 2009-06-22 | 2010-12-29 | 新日本製鐵株式会社 | 鋼板の熱間プレス成形方法、鋼板の熱間プレス成形装置、及び鋼成形部材 |
| DE102009050533A1 (de) | 2009-10-23 | 2011-04-28 | Thyssenkrupp Sofedit S.A.S | Verfahren und Warmumformanlage zur Herstellung eines gehärteten, warm umgeformten Werkstücks |
| DE102009057382A1 (de) | 2009-12-09 | 2011-06-16 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines Blechbauteils |
| KR101164323B1 (ko) | 2009-12-28 | 2012-07-09 | 현대하이스코 주식회사 | 국부적으로 이종 강도를 갖는 열간 프레스 성형체 제조용 금형 시스템 및 이를 이용한 성형체 제조방법 |
| SE533881C2 (sv) * | 2010-03-16 | 2011-02-22 | Gestamp Hardtech Ab | Presshärdningsanläggning och sätt att presshärda |
| DE102010027554A1 (de) * | 2010-07-19 | 2012-01-19 | Thyssenkrupp Umformtechnik Gmbh | Umformwerkzeug und Verfahren zum Warmumformen und partiellen Presshärten eines Werkstückes aus Stahlblech |
| JP5730308B2 (ja) * | 2010-07-21 | 2015-06-10 | マツダ株式会社 | ホットプレスによる鋼板の成形方法 |
| WO2012085251A2 (de) | 2010-12-24 | 2012-06-28 | Voestalpine Stahl Gmbh | Verfahren zum erzeugen gehärteter bauteile |
| US8561450B2 (en) * | 2011-03-11 | 2013-10-22 | GM Global Technology Operations LLC | System and method for annealing of a pre-formed panel |
| EP2735620B1 (en) | 2011-07-21 | 2016-05-25 | Kabushiki Kaisha Kobe Seiko Sho | Method for producing hot-pressed steel member |
| JP2013075329A (ja) | 2011-09-30 | 2013-04-25 | Kobe Steel Ltd | プレス成形品の製造方法およびプレス成形設備 |
| US9174263B2 (en) * | 2012-05-23 | 2015-11-03 | Temper Ip, Llc | Tool and shell using induction heating |
| DE102013100682B3 (de) | 2013-01-23 | 2014-06-05 | Voestalpine Metal Forming Gmbh | Verfahren zum Erzeugen gehärteter Bauteile und ein Strukturbauteil, welches nach dem Verfahren hergestellt ist |
-
2015
- 2015-03-09 HU HUE17181960 patent/HUE044534T2/hu unknown
- 2015-03-09 ES ES15382103.8T patent/ES2648938T3/es active Active
- 2015-03-09 ES ES17181960T patent/ES2725470T3/es active Active
- 2015-03-09 PL PL17181960T patent/PL3266531T3/pl unknown
- 2015-03-09 EP EP17181960.0A patent/EP3266531B1/en active Active
- 2015-03-09 EP EP19151259.9A patent/EP3505265B1/en active Active
- 2015-03-09 PT PT17181960T patent/PT3266531T/pt unknown
- 2015-03-09 HU HUE15382103A patent/HUE034636T2/en unknown
- 2015-03-09 PT PT153821038T patent/PT3067128T/pt unknown
- 2015-03-09 ES ES19151259T patent/ES2973060T3/es active Active
- 2015-03-09 EP EP15382103.8A patent/EP3067128B1/en active Active
- 2015-03-09 PL PL15382103T patent/PL3067128T3/pl unknown
-
2016
- 2016-01-20 JP JP2016009070A patent/JP6180558B2/ja active Active
- 2016-01-29 US US15/011,235 patent/US9492859B2/en active Active
- 2016-03-02 KR KR1020160025093A patent/KR101754016B1/ko active Active
- 2016-03-04 CN CN201610125438.1A patent/CN105945158B/zh active Active
-
2017
- 2017-01-13 KR KR1020170006344A patent/KR20170010334A/ko not_active Ceased
- 2017-03-29 JP JP2017064740A patent/JP2017205804A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200121853A (ko) * | 2018-02-22 | 2020-10-26 | 오일레스고교 가부시키가이샤 | 플로팅 커터 유닛 및 트리밍 프레스 가공 장치 |
| KR102198556B1 (ko) * | 2020-06-01 | 2021-01-05 | 주식회사 상진 | 원통형 고강도 부싱 제조방법, 이 제조방법에 의해 제조된 원통형 고강도 부싱, 및 이 원통형 고강도 부싱을 제조하기 위한 프레스 성형장치 |
| KR102759648B1 (ko) * | 2024-03-26 | 2025-01-23 | 조창훈 | 공기조화용 환기구 제조 시스템 |
Also Published As
| Publication number | Publication date |
|---|---|
| US9492859B2 (en) | 2016-11-15 |
| HUE044534T2 (hu) | 2019-10-28 |
| JP2017205804A (ja) | 2017-11-24 |
| US20160263640A1 (en) | 2016-09-15 |
| ES2648938T3 (es) | 2018-01-08 |
| EP3266531B1 (en) | 2019-02-27 |
| ES2725470T3 (es) | 2019-09-24 |
| KR20160110118A (ko) | 2016-09-21 |
| JP6180558B2 (ja) | 2017-08-16 |
| CN105945158A (zh) | 2016-09-21 |
| PL3266531T3 (pl) | 2020-01-31 |
| EP3266531A1 (en) | 2018-01-10 |
| PL3067128T3 (pl) | 2018-03-30 |
| EP3505265B1 (en) | 2023-11-29 |
| PT3067128T (pt) | 2017-11-14 |
| HUE034636T2 (en) | 2018-02-28 |
| JP2016185565A (ja) | 2016-10-27 |
| EP3067128B1 (en) | 2017-09-13 |
| ES2973060T3 (es) | 2024-06-18 |
| KR101754016B1 (ko) | 2017-07-19 |
| EP3505265A1 (en) | 2019-07-03 |
| EP3067128A1 (en) | 2016-09-14 |
| CN105945158B (zh) | 2019-02-01 |
| PT3266531T (pt) | 2019-05-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101754016B1 (ko) | 프레스 시스템 및 방법 | |
| RU2711705C2 (ru) | Системы и способы прессования | |
| US20230311185A1 (en) | Press methods for coated steels and uses of steels | |
| US11850648B2 (en) | Press systems and methods | |
| RU2787134C1 (ru) | Системы и способы прессования |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A107 | Divisional application of patent | ||
| A201 | Request for examination | ||
| PA0107 | Divisional application |
Comment text: Divisional Application of Patent Patent event date: 20170113 Patent event code: PA01071R01D Filing date: 20160302 Application number text: 1020160025093 |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20170508 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20180220 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20170508 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |