JP2016196012A - 溶接造型制御方法および溶接造型制御装置 - Google Patents
溶接造型制御方法および溶接造型制御装置 Download PDFInfo
- Publication number
- JP2016196012A JP2016196012A JP2015076126A JP2015076126A JP2016196012A JP 2016196012 A JP2016196012 A JP 2016196012A JP 2015076126 A JP2015076126 A JP 2015076126A JP 2015076126 A JP2015076126 A JP 2015076126A JP 2016196012 A JP2016196012 A JP 2016196012A
- Authority
- JP
- Japan
- Prior art keywords
- welding
- shape
- molding
- weld
- weld bead
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
【課題】溶接トーチの溶接パスを自動生成して、工数を大幅に削減した溶接造型制御方法および装置を供する。
【解決手段】対象ワーク(W)の造型前形状(w1)と造型後形状(w2)の差分形状(w12)の差分形状データを導出し、溶接トーチ(T)の印加電圧値・電流値と溶接速度とウィービング量の溶接条件を任意に設定し、溶接ビード(B)の溶接ビード形状の溶接ビード形状データを溶接条件から導出し、溶接ビード(B)のオーバーラップ条件を任意に設定し、溶接条件の下で形成される溶接ビード(B)により肉盛溶接して差分形状(w12)を埋めて造型後形状(w2)を造型する溶接トーチ(T)の溶接パスを、溶接ビード形状データと差分形状データとオーバーラップ条件に基づき自動生成する溶接造型制御方法および装置。
【選択図】図2
【解決手段】対象ワーク(W)の造型前形状(w1)と造型後形状(w2)の差分形状(w12)の差分形状データを導出し、溶接トーチ(T)の印加電圧値・電流値と溶接速度とウィービング量の溶接条件を任意に設定し、溶接ビード(B)の溶接ビード形状の溶接ビード形状データを溶接条件から導出し、溶接ビード(B)のオーバーラップ条件を任意に設定し、溶接条件の下で形成される溶接ビード(B)により肉盛溶接して差分形状(w12)を埋めて造型後形状(w2)を造型する溶接トーチ(T)の溶接パスを、溶接ビード形状データと差分形状データとオーバーラップ条件に基づき自動生成する溶接造型制御方法および装置。
【選択図】図2
Description
本発明は、対象ワークに溶接ビードにより肉盛溶接して造型する溶接造型制御方法に関する。
この種の溶接造型方法については、先に金型の製造方法として特許文献1に開示された例がある。
該特許文献1は、所要の型形状から一定寸法の肉厚を差し引いたおよその形状をなす対象ワークたるダイブロックに対して肉盛溶接をすることにより異種金属からなる溶着層を形成し、この溶着層を切削加工して所要の型部分を形成する金型の製造方法に係る。
しかし、特許文献1には、実施例においても、ダイブロックの型部分と見切り面2に被覆溶接棒を使用したアーク溶接により肉盛りを行い、10〜15ミリ前後の厚さの工具鋼からなる溶着層を形成するとのみ記載があり、具体的にどのようにアーク溶接により溶着層を形成していくのかは、開示されていない。
溶接トーチを移動してアーク溶接する溶接パスにより溶接線に沿って溶接ビードが形成されるので、自動オフラインシステムにより溶接トーチを用いて肉盛溶接する場合、従来は、溶接トーチの移動経路すなわち溶接パスを全てCADにて手作業で予め定義していた。
したがって、多くの工数を要して多大な労力と時間を要した。
したがって、多くの工数を要して多大な労力と時間を要した。
本発明は、かかる点に鑑みなされたもので、その目的とする処は、溶接トーチの溶接パスを自動生成して、工数を大幅に削減した溶接造型制御方法および装置を供する点にある。
上記目的を達成するために、請求項1記載の発明は、
対象ワークの造型前形状と造型後形状の差分形状の差分形状データを造型前形状データと造型後形状データから導出し、
溶接トーチの印加電圧値・電流値と溶接速度とウィービング量の溶接条件を任意に設定し、
前記溶接条件の下で前記溶接トーチにより溶接線に沿って形成される溶接ビードの溶接ビード形状の溶接ビード形状データを前記溶接条件から導出し、
前記溶接ビードのオーバーラップ条件を任意に設定し、
前記溶接条件の下で形成される前記溶接ビードにより肉盛溶接して前記差分形状を埋めて前記造型後形状を造型する前記溶接トーチの溶接パスを、前記溶接ビード形状データと前記差分形状データと前記オーバーラップ条件に基づき自動生成することを特徴とする溶接造型制御方法である。
対象ワークの造型前形状と造型後形状の差分形状の差分形状データを造型前形状データと造型後形状データから導出し、
溶接トーチの印加電圧値・電流値と溶接速度とウィービング量の溶接条件を任意に設定し、
前記溶接条件の下で前記溶接トーチにより溶接線に沿って形成される溶接ビードの溶接ビード形状の溶接ビード形状データを前記溶接条件から導出し、
前記溶接ビードのオーバーラップ条件を任意に設定し、
前記溶接条件の下で形成される前記溶接ビードにより肉盛溶接して前記差分形状を埋めて前記造型後形状を造型する前記溶接トーチの溶接パスを、前記溶接ビード形状データと前記差分形状データと前記オーバーラップ条件に基づき自動生成することを特徴とする溶接造型制御方法である。
請求項2記載の発明は、
請求項1記載の溶接造型制御方法において、
前記オーバーラップ条件は、前記溶接ビードのビード幅に対する前記溶接ビードの幅方向に相当する横方向の横方向オーバーラップ量の割合と前記溶接ビードのビード高さに対する前記溶接ビードの上下方向に相当する縦方向の縦方向オーバーラップ量の割合であることを特徴とする請求項1記載の溶接造型制御方法。
請求項1記載の溶接造型制御方法において、
前記オーバーラップ条件は、前記溶接ビードのビード幅に対する前記溶接ビードの幅方向に相当する横方向の横方向オーバーラップ量の割合と前記溶接ビードのビード高さに対する前記溶接ビードの上下方向に相当する縦方向の縦方向オーバーラップ量の割合であることを特徴とする請求項1記載の溶接造型制御方法。
請求項3記載の発明は、
請求項2記載の溶接造型制御方法において、
前記差分形状データには、前記対象ワークの溶接面の形状や傾き等の溶接面の状態および前記対象ワークの溶接面上の前記造型後形状の厚み等の各種差分形状データがあり、
前記差分形状を前記対象ワークの溶接面の状態に基づいて複数の溶接部位に分割し、
分割された各溶接部位にそれぞれ対応する前記造型後形状の厚み等の差分形状データを属性データとして持たせ、
各溶接部位ごとの属性データに基づいて各溶接部位の溶接順序を決定して前記溶接トーチの溶接パスを自動生成することを特徴とする。
請求項2記載の溶接造型制御方法において、
前記差分形状データには、前記対象ワークの溶接面の形状や傾き等の溶接面の状態および前記対象ワークの溶接面上の前記造型後形状の厚み等の各種差分形状データがあり、
前記差分形状を前記対象ワークの溶接面の状態に基づいて複数の溶接部位に分割し、
分割された各溶接部位にそれぞれ対応する前記造型後形状の厚み等の差分形状データを属性データとして持たせ、
各溶接部位ごとの属性データに基づいて各溶接部位の溶接順序を決定して前記溶接トーチの溶接パスを自動生成することを特徴とする。
請求項4記載の発明は、
請求項2または請求項3記載の溶接造型制御方法において、
前記溶接ビードのビード幅に対する前記溶接ビードの幅方向に相当する横方向の横方向オーバーラップ量の割合を、10〜40%とすることを特徴とする。
請求項2または請求項3記載の溶接造型制御方法において、
前記溶接ビードのビード幅に対する前記溶接ビードの幅方向に相当する横方向の横方向オーバーラップ量の割合を、10〜40%とすることを特徴とする。
請求項5記載の発明は、
請求項1ないし請求項4のいずれか1項記載の溶接造型制御方法において、
前記ウィービング量を、7mm以下とすることを特徴とする。
請求項1ないし請求項4のいずれか1項記載の溶接造型制御方法において、
前記ウィービング量を、7mm以下とすることを特徴とする。
請求項6記載の発明は、
請求項1ないし請求項5のいずれか1項記載の溶接造型制御方法において、
前記対象ワークは、前記造型前形状をなすタイヤ用金型であることを特徴とする。
請求項1ないし請求項5のいずれか1項記載の溶接造型制御方法において、
前記対象ワークは、前記造型前形状をなすタイヤ用金型であることを特徴とする。
請求項7記載の発明は、
溶接トーチを移動制御して対象ワークに溶接ビードにより肉盛溶接して造型する溶接造型制御装置において、
対象ワークの造型前形状データと造型後形状データに基づき対象ワークの造型前形状と造型後形状の差分形状の差分形状データを導出する差分形状導出手段と、
前記溶接トーチの印加電圧値・電流値と溶接速度とウィービング量の溶接条件に基づき前記溶接トーチにより溶接線に沿って形成される溶接ビードの溶接ビード形状の溶接ビード形状データを導出する溶接ビード形状導出手段と、
前記差分形状導出手段が導出した前記差分形状データと前記溶接ビード形状導出手段が導出した前記溶接ビード形状データとオーバーラップ条件に基づいて前記溶接条件の下で形成される前記溶接ビードにより肉盛溶接して前記差分形状を埋めて前記造型後形状を造型する前記溶接トーチの溶接パスを生成する溶接パス生成手段と、
前記溶接パス生成手段が生成した溶接パスと前記溶接条件に従って前記溶接トーチを移動制御する溶接トーチ移動制御手段と、
前記溶接条件に従って前記溶接トーチを駆動制御する溶接トーチ駆動制御手段とを備えたことを特徴とする溶接造型制御装置である。
溶接トーチを移動制御して対象ワークに溶接ビードにより肉盛溶接して造型する溶接造型制御装置において、
対象ワークの造型前形状データと造型後形状データに基づき対象ワークの造型前形状と造型後形状の差分形状の差分形状データを導出する差分形状導出手段と、
前記溶接トーチの印加電圧値・電流値と溶接速度とウィービング量の溶接条件に基づき前記溶接トーチにより溶接線に沿って形成される溶接ビードの溶接ビード形状の溶接ビード形状データを導出する溶接ビード形状導出手段と、
前記差分形状導出手段が導出した前記差分形状データと前記溶接ビード形状導出手段が導出した前記溶接ビード形状データとオーバーラップ条件に基づいて前記溶接条件の下で形成される前記溶接ビードにより肉盛溶接して前記差分形状を埋めて前記造型後形状を造型する前記溶接トーチの溶接パスを生成する溶接パス生成手段と、
前記溶接パス生成手段が生成した溶接パスと前記溶接条件に従って前記溶接トーチを移動制御する溶接トーチ移動制御手段と、
前記溶接条件に従って前記溶接トーチを駆動制御する溶接トーチ駆動制御手段とを備えたことを特徴とする溶接造型制御装置である。
請求項8記載の発明は、
請求項7記載の溶接造型制御装置において、
前記差分形状導出手段が導出する差分形状データには、前記対象ワークの溶接面の形状や傾き等の溶接面の状態および前記対象ワークの溶接面上の前記造型後形状の厚み等の各種差分形状データがあり、
前記差分形状を前記対象ワークの溶接面の状態に基づいて複数の溶接部位に分割するとともに、分割された各溶接部位にそれぞれ対応する前記造型後形状の厚み等の差分形状データを属性データとして持たせる差分形状分割手段を備え、
前記溶接パス生成手段は、前記各溶接部位ごとの属性データに基づいて各溶接部位の溶接順序を決定して前記溶接トーチの溶接パスを自動生成することを特徴とする。
請求項7記載の溶接造型制御装置において、
前記差分形状導出手段が導出する差分形状データには、前記対象ワークの溶接面の形状や傾き等の溶接面の状態および前記対象ワークの溶接面上の前記造型後形状の厚み等の各種差分形状データがあり、
前記差分形状を前記対象ワークの溶接面の状態に基づいて複数の溶接部位に分割するとともに、分割された各溶接部位にそれぞれ対応する前記造型後形状の厚み等の差分形状データを属性データとして持たせる差分形状分割手段を備え、
前記溶接パス生成手段は、前記各溶接部位ごとの属性データに基づいて各溶接部位の溶接順序を決定して前記溶接トーチの溶接パスを自動生成することを特徴とする。
請求項1記載の溶接造型制御方法によれば、造型前形状データと造型後形状データから導出される差分形状データ,溶接条件から導出される溶接ビード形状データおよびオーバーラップ条件に基づき、溶接ビードにより肉盛溶接して差分形状を埋めて造型後形状を造型する溶接トーチの溶接パスを自動生成するので、工数を大幅に削減し、労力と時間を軽減することができる。
なお、溶接ビードを1本の線と仮定した溶接線についてみると、溶接ビード形状データとオーバーラップ条件とから隣り合う溶接線の間隔が決まり、次いで差分形状データに基づき溶接線の数と位置と溶接パスの順番を決めることで、溶接トーチの溶接パスを自動生成することが可能である。
なお、溶接ビードを1本の線と仮定した溶接線についてみると、溶接ビード形状データとオーバーラップ条件とから隣り合う溶接線の間隔が決まり、次いで差分形状データに基づき溶接線の数と位置と溶接パスの順番を決めることで、溶接トーチの溶接パスを自動生成することが可能である。
請求項2記載の溶接造型制御方法によれば、前記オーバーラップ条件が、溶接ビードのビード幅に対する溶接ビードの幅方向に相当する横方向の横方向オーバーラップ量の割合と溶接ビードのビード高さに対する溶接ビードの上下方向に相当する縦方向の縦方向オーバーラップ量の割合であり、よって縦横の隣り合う溶接線の間隔が決まるので、溶接線の位置を決め易く、溶接トーチの溶接パスを容易に自動生成することができる。
請求項3記載の溶接造型制御方法によれば、対象ワークの溶接面の形状や傾き等の溶接面の状態および対象ワークの溶接面上の造型後形状の厚み等の各種差分形状データがあり、差分形状を対象ワークの溶接面の状態に基づいて複数の溶接部位に分割し、分割された各溶接部位にそれぞれ対応する造型後形状の厚み等の差分形状データを属性データとして持たせるので、各溶接部位ごとの属性データに基づいて属性データの近似した溶接部位を連続して溶接するような各溶接部位の溶接順序を決定することで、溶接トーチの溶接パスを自動生成することで、効率良く溶接造型することができる。
請求項4記載の溶接造型制御方法によれば、ビード幅に対する横方向オーバーラップ量の割合すなわち横方向オーバーラップ割合を、10〜40%とするので、横方向オーバーラップ割合を10%未満にすることによるエアの形成を回避し、横方向オーバーラップ割合が40%を越えることによる溶接ビードの肉盛形状の制御不能および溶接欠陥の発生を回避することができる。
請求項5記載の溶接造型制御方法によれば、ウィービング量を、7mm以下とするので、ウィービング量が7mmを越えたときに、蛇行する溶接ビードBの凹部が深くなり過ぎ、エアが溜り溶接欠陥が生じ易いという事態を避けることができる。
請求項6記載の溶接造型制御方法によれば、前記対象ワークは、造型前形状をなすタイヤ用金型であり、長年使用されて摩耗等により形状が変化してしまったタイヤ用金型を、溶接ビードにより肉盛溶接して造型して再生することができ、コスト削減を図ることができる。
請求項7記載の溶接造型制御装置によれば、溶接パス生成手段が、差分形状導出手段が導出した差分形状データと溶接ビード形状導出手段が導出した溶接ビード形状データとオーバーラップ条件に基づいて前記溶接条件の下で形成される溶接ビードにより肉盛溶接して差分形状を埋めて造型後形状を造型する溶接トーチの溶接パスを生成し、この溶接パスと溶接条件に従って溶接トーチが移動制御され、溶接トーチ自体は溶接条件に従って駆動制御されるので、溶接トーチの溶接パスが自動生成されることで、工数を大幅に削減し、労力と時間を軽減することができる。
請求項8記載の溶接造型制御装置によれば、前記差分形状を対象ワークの溶接面の状態に基づいて複数の溶接部位に分割するとともに、分割された各溶接部位にそれぞれ対応する造型後形状の厚み等の差分形状データを属性データとして持たせる差分形状分割手段を備え、前記溶接パス生成手段は、各溶接部位ごとの属性データに基づいて属性データの近似した溶接部位を連続して溶接するような各溶接部位の溶接順序を決定して前記溶接トーチの溶接パスを自動生成することで、溶接トーチの溶接パスを自動生成することで、効率良く溶接造型することができる。
以下、本発明に係る一実施の形態について図1ないし図6に基づいて説明する。
本実施の形態に係る溶接造型装置1は、溶接造型してタイヤ用金型を再生する装置であり、造型前形状をなす対象ワークWとしては長年使用されて摩耗等により形状が変化してしまったタイヤ用金型が対象とされ、本実施の形態ではタイヤの側部を形成する円環状金型を対象ワークWとした例を示す。
本実施の形態に係る溶接造型装置1は、溶接造型してタイヤ用金型を再生する装置であり、造型前形状をなす対象ワークWとしては長年使用されて摩耗等により形状が変化してしまったタイヤ用金型が対象とされ、本実施の形態ではタイヤの側部を形成する円環状金型を対象ワークWとした例を示す。
図1を参照して、溶接造型装置1は、回転台2の上に設けられるターンテーブル3が回転台2により鉛直回転中心軸を中心に回転し、該ターンテーブル3の上に円環状の対象ワークWが中心軸をターンテーブル3の回転中心軸に一致させて治具により位置決め固定されて搭載される。
ターンテーブル3の近傍には、多関節の溶接ロボット5が配設されている。
複数のアームを相対回動自在の関節を介して連結した溶接ロボット5の先端のアームに溶接トーチTが保持されている。
ターンテーブル3の近傍には、多関節の溶接ロボット5が配設されている。
複数のアームを相対回動自在の関節を介して連結した溶接ロボット5の先端のアームに溶接トーチTが保持されている。
溶接トーチTは、供給されたシールドガス中に溶接ワイヤが自動的に送給されて溶接電流によりアーク溶接を行う器具であり、同溶接トーチTが多関節の溶接ロボット5に保持されているので、溶接トーチTは、溶接ロボット5により3次元的に自由に移動して、ターンテーブル3上の対象ワークWに延びて所要箇所を溶接ビードにより溶接造型することができる。
溶接造型装置1は、溶接造型制御装置10を備えている。
溶接造型制御装置10は、コンピュータによりデータ処理して制御信号を、回転台2,溶接ロボット5,溶接トーチTのそれぞれに出力して、各々協働して駆動させて対象ワークWの所要箇所に溶接造型を行う。
溶接造型制御装置10は、コンピュータによりデータ処理して制御信号を、回転台2,溶接ロボット5,溶接トーチTのそれぞれに出力して、各々協働して駆動させて対象ワークWの所要箇所に溶接造型を行う。
図2は、溶接造型制御装置10について、その機能をブロック分けして示した機能ブロック図である。
造型前の円環状金型である対象ワークWの断面図を図3に示す。
図3の実線で示した形状が対象ワークWの造型前形状w1であり、破線で示した形状が造型後形状w2である。
造型前の円環状金型である対象ワークWの断面図を図3に示す。
図3の実線で示した形状が対象ワークWの造型前形状w1であり、破線で示した形状が造型後形状w2である。
この造型前形状w1を示す造型前形状データと造型後形状w2を示す造型後形状データが、溶接造型制御装置10の差分形状導出手段11に入力される(図2参照)。
差分形状導出手段11は、造型前形状w1と造型後形状w2の差分形状w12を示す差分形状データを造型前形状データと造型後形状データから導出する。
この差分形状導出手段11により導出された差分形状データ、溶接パス生成手段14に出力される。
差分形状導出手段11は、造型前形状w1と造型後形状w2の差分形状w12を示す差分形状データを造型前形状データと造型後形状データから導出する。
この差分形状導出手段11により導出された差分形状データ、溶接パス生成手段14に出力される。
また、溶接造型制御装置10の溶接ビード形状導出手段12に、溶接トーチTの印加電圧値・電流値と溶接速度とウィービング量の溶接条件が入力される。
溶接トーチTの連続的なアーク溶接により溶接痕としてリブ状に肉盛りされた溶接ビードBが形成されるが、その際、溶接トーチTに印加される電圧・電流により肉盛りされる溶加材の量が定まるので、これに溶接速度が加わると、溶接トーチを対象ワークに対して直線的に相対移動したときにできるストレートビードの溶接ビードBの形状が決まる。
溶接トーチTの連続的なアーク溶接により溶接痕としてリブ状に肉盛りされた溶接ビードBが形成されるが、その際、溶接トーチTに印加される電圧・電流により肉盛りされる溶加材の量が定まるので、これに溶接速度が加わると、溶接トーチを対象ワークに対して直線的に相対移動したときにできるストレートビードの溶接ビードBの形状が決まる。
このストレートビードの溶接ビードBは、溶接造型するには比較的幅狭である。
そこで、溶接ビードBを幅広に形成するために、進行方向に対して直交する振幅を与えつつ溶接トーチを相対移動するウィービングが行われる。
したがって、幅広に形成されるウィービングビードは、その溶接ビードBの形状が印加電圧値・電流値と溶接速度とウィービング量によって決まる。
そこで、溶接ビードBを幅広に形成するために、進行方向に対して直交する振幅を与えつつ溶接トーチを相対移動するウィービングが行われる。
したがって、幅広に形成されるウィービングビードは、その溶接ビードBの形状が印加電圧値・電流値と溶接速度とウィービング量によって決まる。
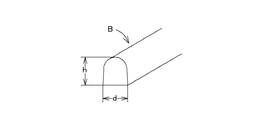
このようにして溶接トーチTにより形成される溶接ビードBを模式的に示した図を、図4に示す。
溶接ビードBの形状は、ビード幅dとビード高さhによって示される。
溶接ビードBの形状は、ビード幅dとビード高さhによって示される。
したがって、溶接ビード形状導出手段12は、入力された溶接条件の印加電圧値・電流値と溶接速度とウィービング量から溶接ビードBのビード幅dとビード高さhの溶接ビード形状データを導出する。
この溶接ビード形状導出手段12により導出された溶接ビード形状データは、溶接パス生成手段14に出力される。
この溶接ビード形状導出手段12により導出された溶接ビード形状データは、溶接パス生成手段14に出力される。
一方で、前記差分形状導出手段11により造型前形状データと造型後形状データから導出された差分形状データが、差分形状分割手段13にも入力される。
差分形状データは、造型前形状w1と造型後形状w2の間の差分形状w12を示すもので、対象ワークWの溶接面の形状,対象ワークWの溶接面の傾き等の溶接面の状態および対象ワークWの溶接面上の造型後形状w2の厚み等の各種差分形状データがある。
差分形状データは、造型前形状w1と造型後形状w2の間の差分形状w12を示すもので、対象ワークWの溶接面の形状,対象ワークWの溶接面の傾き等の溶接面の状態および対象ワークWの溶接面上の造型後形状w2の厚み等の各種差分形状データがある。
差分形状分割手段13は、まず差分形状w12を対象ワークWの溶接面の形状や傾き等の状態によって複数の溶接部位に分割するとともに、分割された各溶接部位にそれぞれ対応する造型後形状の厚み等の差分形状データを属性データとして持たせる。
例えば、図3に示す対象ワークWの例において、最外周の水平面をなす溶接部位P1,溶接部位P1に連続する鉛直面をなす溶接部位P2,溶接部位P2に連続する水平湾曲面をなす溶接部位P3,溶接部位P3に連続する傾斜面をなす溶接部位P4,溶接部位P4に連続する水平面をなす溶接部位P5,溶接部位P5に連続する鉛直面をなす溶接部位P6,溶接部位P6に連続する最内周の水平面をなす溶接部位P7に分割する。
そして、分割された各溶接部位P1,P2,P3,P4,P5,P6,P7に、それぞれ対応する溶接面の状態を含む造型後形状の厚み等の差分形状データを属性データとして持たせる。
この差分形状分割手段13により分割された各溶接部位P1,P2,P3,P4,P5,P6,P7のそれぞれの属性データは、溶接パス生成手段14に出力される。
この差分形状分割手段13により分割された各溶接部位P1,P2,P3,P4,P5,P6,P7のそれぞれの属性データは、溶接パス生成手段14に出力される。
各溶接部位P1,P2,P3,P4,P5,P6,P7のそれぞれの属性データには、互いに近似したものがあり、属性が近似した溶接部位どうしは、溶接経路である溶接パスを同じように設定することができるので、設定をあまり変更することなく連続して溶接造型することが可能で、効率良く造型することができる。
この差分形状分割手段13により分割された各溶接部位P1,P2,P3,P4,P5,P6,P7ごとの属性データは、溶接パス生成手段14に出力される。
この差分形状分割手段13により分割された各溶接部位P1,P2,P3,P4,P5,P6,P7ごとの属性データは、溶接パス生成手段14に出力される。
溶接パス生成手段14には、前記差分形状導出手段11から差分形状データ、前記溶接ビード形状導出手段12から溶接ビード形状データ、差分形状分類手段13から溶接部位ごとの属性データがそれぞれ入力されるとともに、オーバーラップ条件が入力される。
図5に模式的に示すように、溶接ビードBの幅方向に相当する横方向の横方向オーバーラップ量Ldは、先に形成された溶接ビードB1に対して今回横方向にずれて形成される溶接ビードB2が一部重なる部分の横方向の重なり長であり(図5(1)参照)、溶接ビードBの上下方向に相当する縦方向の縦方向オーバーラップ量Lhは、先に形成された溶接ビードB1に対して今回縦方向にずれて形成される溶接ビードB2が一部重なる部分の縦方向の重なり長である(図5(2)参照)。
溶接パス生成手段14に入力されるオーバーラップ条件は、溶接ビードBのビード幅dに対する横方向オーバーラップ量Ldの割合(横方向オーバーラップ割合Ld/d)および溶接ビードBのビード高さhに対する縦方向オーバーラップ量Lhの割合(縦方向オーバーラップ割合Lh/h)で設定される。
このオーバーラップ条件(横方向オーバーラップ割合Ld/d,縦方向オーバーラップ割合Lh/h)と前記溶接条件(溶接トーチTの印加電圧値・電流値,溶接速度,ウィービング量)は、任意に設定することができる。
したがって、溶接条件から溶接ビード形状導出手段12が導出する溶接ビード形状データ(ビード幅d,ビード高さh)は任意に設定されることになり、この設定された溶接ビード形状(ビード幅d,ビード高さh)にオーバーラップ条件(横方向オーバーラップ割合Ld/d,縦方向オーバーラップ割合Lh/h)を作用(乗算)することで横方向オーバーラップ量Ldと縦方向オーバーラップ量Lhを算出することができる。
したがって、溶接条件から溶接ビード形状導出手段12が導出する溶接ビード形状データ(ビード幅d,ビード高さh)は任意に設定されることになり、この設定された溶接ビード形状(ビード幅d,ビード高さh)にオーバーラップ条件(横方向オーバーラップ割合Ld/d,縦方向オーバーラップ割合Lh/h)を作用(乗算)することで横方向オーバーラップ量Ldと縦方向オーバーラップ量Lhを算出することができる。
溶接ビードBを1本の線と仮定した溶接線αを溶接ビードBの中心軸線に設定すると、図5(1)を参照して、ビード幅dと横方向オーバーラップ量Ldから横方向にオーバーラップする溶接ビードB1,B2の溶接線α,α間の横方向間隔は、d−Ldと算出される。
同様に、図5(2)を参照して、ビード高さhと縦方向オーバーラップ量Lhから縦方向にオーバーラップする溶接ビードB1,B2の溶接線α,α間の縦方向間隔は、h−Lhと算出される。
同様に、図5(2)を参照して、ビード高さhと縦方向オーバーラップ量Lhから縦方向にオーバーラップする溶接ビードB1,B2の溶接線α,α間の縦方向間隔は、h−Lhと算出される。
溶接パス生成手段14は、溶接ビード形状導出手段12が導出する溶接ビード形状データとオーバーラップ条件を入力して、上記演算によりオーバーラップする溶接ビードB,Bの溶接線α,α間の横方向間隔d−Ldと縦方向間隔h−Lhを算出する。
そして、溶接パス生成手段14には、差分形状導出手段11が造型前形状データと造型後形状データとから導出する差分形状データが入力される。
そして、溶接パス生成手段14には、差分形状導出手段11が造型前形状データと造型後形状データとから導出する差分形状データが入力される。
差分形状導出手段11が導出する差分形状データが示す差分形状w12の例を、図6に模式的に2点鎖線で示す。
溶接パス生成手段14は、溶接ビードBにより差分形状w12を肉盛溶接して埋めて造型後形状を造型する溶接トーチTによる溶接経路である溶接パスを生成する。
溶接パスは、溶接トーチTによる溶接経路であり、前記溶接線αが溶接パスの位置を示すことができる。
溶接パス生成手段14は、溶接ビードBにより差分形状w12を肉盛溶接して埋めて造型後形状を造型する溶接トーチTによる溶接経路である溶接パスを生成する。
溶接パスは、溶接トーチTによる溶接経路であり、前記溶接線αが溶接パスの位置を示すことができる。
図6を参照して、差分形状w12で示される溶接部位の幅(差分形状データ)と溶接線α,α間の横方向間隔d−Ldから横方向の溶接パスの本数が決定され、溶接部位の高さ(差分形状データ)と溶接線α,α間の縦方向間隔h−Lhから縦方向の溶接パスの本数(層数)が決定される。
したがって、溶接パス生成手段14は、差分形状w12と溶接ビード形状とに基づいて溶接部位の溶接面に接する端部に最初の溶接パス(溶接線α11)を設定することができ、この1本目の溶接パス(溶接線α11)が設定されると、横方向にオーバーラップして横方向間隔d−Ldだけずれた2本目の溶接パス(溶接線α12)が自動的に生成され、2本目の溶接パス(溶接線α12)の横方向に3本目以降の溶接パス(溶接線α13,α14,…,…)が順次自動的に生成され、決められた本数生成されることで1層目の溶接パスが生成される。
次に、1層目の1本目の溶接パス(溶接線α11)の上に縦方向間隔h−Lhだけずれ、差分形状w12と溶接ビード形状とに基づいて2層目の最初の溶接パス(溶接線α21)を設定することができ、この1層目のい1本目の溶接パス(溶接線α11)が設定されると、横方向にオーバーラップして横方向間隔d−Ldだけずれ、縦方向間隔h−Lhだけずれた2本目の溶接パス(溶接線α12)が生成され、以降順次横方向に2層目の溶接パス(溶接線α22,α23,…,…)が生成され、さらに同様にして3層目の溶接パス(溶接線α31,α32,…,…)も生成される。
以上のように、溶接パス生成手段14は、溶接ビード形状データとオーバーラップ条件からオーバーラップする溶接ビードB,Bの溶接線α,α間の横方向間隔d−Ldと縦方向間隔h−Lhを算出し、この溶接線α,α間の横方向間隔d−Ldと縦方向間隔h−Lhおよび差分形状データと溶接ビード形状データに基づき溶接パスを自動生成することができる。
なお、溶接パス生成手段14は、対象ワークWの溶接部位P1,P2,P3,P4,P5,P6,P7ごとに溶接パスを自動生成する。
なお、溶接パス生成手段14は、対象ワークWの溶接部位P1,P2,P3,P4,P5,P6,P7ごとに溶接パスを自動生成する。
溶接パス生成手段14には、前記差分形状分割手段13により分割された各溶接部位P1,P2,P3,P4,P5,P6,P7ごとの属性データが入力され、溶接パス生成手段14は各溶接部位P1,P2,P3,P4,P5,P6,P7ごとに溶接パスを自動生成する。
そして、溶接パス生成手段14は、属性データから溶接部位P1,P2,P3,P4,P5,P6,P7を、互いに属性が近似する溶接部位どうしを連番として溶接造型する順番を決める。
そして、溶接パス生成手段14は、属性データから溶接部位P1,P2,P3,P4,P5,P6,P7を、互いに属性が近似する溶接部位どうしを連番として溶接造型する順番を決める。
たとえば、溶接部位P1に対して溶接面が水平面で差分形状w12の厚みが略同じ溶接部位P7は近似しており、溶接面が水平面で差分形状w12の厚みが薄い溶接部位P5は次に近似し、溶接面が水平湾曲面をなす溶接部位P3はその次に近似し、溶接面が傾斜面の溶接部位P4はその次に近似し、溶接面が垂直面の溶接部位P2,P6はその次に近似するならば、溶接造型する順番は溶接部位P1,P7,P5,P3,P4,P2,P6の順となる。
属性が近似した溶接部位どうしは、溶接経路である溶接パスを同じように設定することができるので、設定をあまり変更することなく連続して溶接造型することが可能であり、効率良く造型することができる。
このように、溶接パス生成手段14は、対象ワークWの溶接部位の順番を含めた溶接パスを自動生成することができる。
このように、溶接パス生成手段14は、対象ワークWの溶接部位の順番を含めた溶接パスを自動生成することができる。
溶接造型制御装置10には、回転台2と溶接ロボット5を制御する溶接トーチ移動制御手段15を備えており、溶接トーチ移動制御手段15に溶接パス生成手段14が生成した溶接パスデータが入力される。
溶接トーチ移動制御手段15には、溶接条件のうちの溶接速度とウィービング量が別途入力される。
溶接トーチ移動制御手段15には、溶接条件のうちの溶接速度とウィービング量が別途入力される。
溶接トーチ移動制御手段15は、溶接パスデータと溶接速度とウィービング量を入力してデータ処理し、回転台2に溶接速度に基づく回転台制御信号を出力してターンテーブル3に搭載されたタイヤの側部を形成する円環状金型である対象ワークWを回転制御し、溶接ロボット5に溶接パスデータとウィービング量に基づくロボット制御信号を出力して多関節の溶接ロボット5を駆動して溶接トーチTを移動制御する。
また、溶接造型制御装置10には、溶接ロボット5に移動自在に支持される溶接トーチTを制御する溶接トーチ駆動制御手段16を備え、溶接トーチ駆動制御手段16には溶接条件のうちの溶接トーチTの印加電圧値・電流値が入力される。
溶接トーチ駆動制御手段16は、入力された印加電圧値・電流値に従って溶接トーチTに電圧・電流を加えて溶接トーチTを駆動制御する。
溶接トーチ駆動制御手段16は、入力された印加電圧値・電流値に従って溶接トーチTに電圧・電流を加えて溶接トーチTを駆動制御する。
溶接造型制御装置10の溶接トーチ移動制御手段15と溶接トーチ駆動制御手段16は、協働して回転台2,溶接ロボット5,溶接トーチTを制御して、自動生成された溶接パスに従って対象ワークWの所要箇所を順次溶接造型していく。
図3に断面形状を示す円環状金型である対象ワークWについて、前記したように定めた溶接造型する順番(溶接部位P1,P7,P5,P3,P4,P2,P6)に従って造型する場合は、まず最外周の溶接部位P1から同溶接部位P1について生成した溶接パスに従って溶接造型を開始する。
すなわち、溶接ロボット5を駆動して溶接部位P1の1本目の溶接パスの開始位置に溶接トーチTを位置決めし、溶接トーチTを駆動すると同時に回転台2を駆動して対象ワークWを回転制御し、同時に溶接ロボット5により溶接トーチTを振動させることで、ウィービングによる溶接ビードBが1本目の溶接パス(溶接線α)に沿って肉盛溶接されて形成される。
対象ワークWが1周すると、2本目の溶接パス(溶接線α)に沿って同様にして溶接ビードBが肉盛溶接され、以後溶接部位P1について決められた本数の溶接パスに沿って順次肉盛溶接がなされ、溶接部位P1の造型後形状が造型される。
次に、溶接ロボット5を駆動して溶接部位P7の1本目の溶接パスの開始位置に溶接トーチTを移動し、溶接ビードBの肉盛溶接を開始し、溶接部位P1のときと同様にして溶接部位P2の造型後形状が造型される。
次に、溶接ロボット5を駆動して溶接部位P7の1本目の溶接パスの開始位置に溶接トーチTを移動し、溶接ビードBの肉盛溶接を開始し、溶接部位P1のときと同様にして溶接部位P2の造型後形状が造型される。
溶接部位P1と溶接部位P7は、属性データに互いに近似しており、溶接経路である溶接パスを同じように設定することができるので、設定をあまり変更することなく連続して溶接造型することが可能で、効率良く造型することができる。
このようにして、残りの溶接部位P5,P3,P4,P2,P6について、この順番に溶接造型がなされ、対象ワークW全体の造型後形状が造型される。
このようにして、残りの溶接部位P5,P3,P4,P2,P6について、この順番に溶接造型がなされ、対象ワークW全体の造型後形状が造型される。
一方で、円環状金型のように円環状をした対象ワークに周方向に肉盛溶接する場合、外径側から内径側に肉盛溶接して造型する方が、歪みが抑えられることが分かっているので、溶接部位の切換えごとの設定の変更を厭わなければ、溶接部位P1,P2,P3,P4,P5,P6,P7の順に肉盛溶接して造型する方がよい。
周方向に肉盛溶接するものでない場合は、前記したように属性の近い順番に造型していくのが効率的である。
周方向に肉盛溶接するものでない場合は、前記したように属性の近い順番に造型していくのが効率的である。
なお、1本の溶接パスは、本対象ワークWの1周全てに生成されるとは限らず、よって、対象ワークWの回転に伴って溶接トーチTにより溶接ビードBが肉盛形成されるが、溶接トーチTの駆動を所定タイミングで停止して所要箇所のみ部分的に溶接ビードBを形成する場合もある。
また、溶接造型により形成される対象ワークWの造型後形状は、当初造型後形状データとして入力された造型後形状と略等しいが細部まで一致するものではなく、ただし造型後形状データの造型後形状を包含する。
溶接造型された対象ワークWは、仕上げ加工が施されて所要形状のタイヤ用金型として再生される。
溶接造型された対象ワークWは、仕上げ加工が施されて所要形状のタイヤ用金型として再生される。
以上のように、溶接造型装置1の溶接造型制御装置10は、造型前形状データと造型後形状データから導出される差分形状データ,溶接条件から導出される溶接ビード形状データおよびオーバーラップ条件に基づき、溶接ビードBにより肉盛溶接して差分形状を埋めて造型後形状を造型する溶接トーチTの溶接パスを自動生成するので、工数を大幅に削減し、労力と時間を軽減することができる。
溶接条件は任意に入力して、溶接ビード形状を任意に設定することができるが、ウィービング量は、7mm以下とするのが適切である。
ウィービング量が7mmを越えると、蛇行する溶接ビードBの凹部が深くなり過ぎ、エアが溜り溶接欠陥が生じ易いが、ウィービング量を7mm以下とすることで、溶接欠陥を少なくすることができる。
ウィービング量が7mmを越えると、蛇行する溶接ビードBの凹部が深くなり過ぎ、エアが溜り溶接欠陥が生じ易いが、ウィービング量を7mm以下とすることで、溶接欠陥を少なくすることができる。
また、オーバーラップ条件も任意に設定可能であるが、横方向オーバーラップ割合は10〜40%が適切である。
横方向オーバーラップ割合が10%未満であると、オーバーラップする溶接ビードB,B間にエアが形成されるおそれがあり、また横方向オーバーラップ割合が40%を越えると、重なる量が大きく溶接ビードの肉盛形状を制御することが難しくなるとともに、溶接欠陥も生じ易くなる。
横方向オーバーラップ割合が10%未満であると、オーバーラップする溶接ビードB,B間にエアが形成されるおそれがあり、また横方向オーバーラップ割合が40%を越えると、重なる量が大きく溶接ビードの肉盛形状を制御することが難しくなるとともに、溶接欠陥も生じ易くなる。
本実施の形態では、タイヤ用金型を対象ワークとしたが、タイヤ用金型以外に種々のものを対象ワークとして適用することができる。
W…対象ワーク、w1…造型前形状、w2…造型後形状、w12…差分形状、P1,P2,P3,P4,P5,P6,P7…溶接部位、T…溶接トーチ、B…溶接ビード、α…溶接線、
1…溶接造型装置、2…回転台、3…ターンテーブル、5…溶接ロボット、
10…溶接造型制御装置、11…差分形状導出手段、12…溶接ビード形状導出手段、13…差分形状分割手段、14…溶接パス生成手段、15…溶接トーチ移動制御手段、16…溶接トーチ駆動制御手段。
1…溶接造型装置、2…回転台、3…ターンテーブル、5…溶接ロボット、
10…溶接造型制御装置、11…差分形状導出手段、12…溶接ビード形状導出手段、13…差分形状分割手段、14…溶接パス生成手段、15…溶接トーチ移動制御手段、16…溶接トーチ駆動制御手段。
Claims (8)
- 対象ワークの造型前形状と造型後形状の差分形状の差分形状データを造型前形状データと造型後形状データから導出し、
溶接トーチの印加電圧値・電流値と溶接速度とウィービング量の溶接条件を任意に設定し、
前記溶接条件の下で前記溶接トーチにより溶接線に沿って形成される溶接ビードの溶接ビード形状の溶接ビード形状データを前記溶接条件から導出し、
前記溶接ビードのオーバーラップ条件を任意に設定し、
前記溶接条件の下で形成される前記溶接ビードにより肉盛溶接して前記差分形状を埋めて前記造型後形状を造型する前記溶接トーチの溶接パスを、前記溶接ビード形状データと前記差分形状データと前記オーバーラップ条件に基づき自動生成することを特徴とする溶接造型制御方法。 - 前記オーバーラップ条件は、前記溶接ビードのビード幅に対する前記溶接ビードの幅方向に相当する横方向の横方向オーバーラップ量の割合と前記溶接ビードのビード高さに対する前記溶接ビードの上下方向に相当する縦方向の縦方向オーバーラップ量の割合であることを特徴とする請求項1記載の溶接造型制御方法。
- 前記差分形状データには、前記対象ワークの溶接面の形状や傾き等の溶接面の状態および前記対象ワークの溶接面上の前記造型後形状の厚み等の各種差分形状データがあり、
前記差分形状を前記対象ワークの溶接面の状態に基づいて複数の溶接部位に分割し、
分割された各溶接部位にそれぞれ対応する前記造型後形状の厚み等の差分形状データを属性データとして持たせ、
各溶接部位ごとの属性データに基づいて各溶接部位の溶接順序を決定して前記溶接トーチの溶接パスを自動生成することを特徴とする請求項2記載の溶接造型制御方法。 - 前記溶接ビードのビード幅に対する前記溶接ビードの幅方向に相当する横方向の横方向オーバーラップ量の割合を、10〜40%とすることを特徴とする請求項2または請求項3記載の溶接造型制御方法。
- 前記ウィービング量を、7mm以下とすることを特徴とする請求項1ないし請求項4のいずれか1項記載の溶接造型制御方法。
- 前記対象ワークは、前記造型前形状をなすタイヤ用金型であることを特徴とする請求項1ないし請求項5のいずれか1項記載の溶接造型制御方法。
- 溶接トーチを移動制御して対象ワークに溶接ビードにより肉盛溶接して造型する溶接造型制御装置において、
対象ワークの造型前形状データと造型後形状データに基づき対象ワークの造型前形状と造型後形状の差分形状の差分形状データを導出する差分形状導出手段と、
前記溶接トーチの印加電圧値・電流値と溶接速度とウィービング量の溶接条件に基づき前記溶接トーチにより溶接線に沿って形成される溶接ビードの溶接ビード形状の溶接ビード形状データを導出する溶接ビード形状導出手段と、
前記差分形状導出手段が導出した前記差分形状データと前記溶接ビード形状導出手段が導出した前記溶接ビード形状データとオーバーラップ条件に基づいて前記溶接条件の下で形成される前記溶接ビードにより肉盛溶接して前記差分形状を埋めて前記造型後形状を造型する前記溶接トーチの溶接パスを生成する溶接パス生成手段と、
前記溶接パス生成手段が生成した溶接パスと前記溶接条件に従って前記溶接トーチを移動制御する溶接トーチ移動制御手段と、
前記溶接条件に従って前記溶接トーチを駆動制御する溶接トーチ駆動制御手段とを備えたことを特徴とする溶接造型制御装置。 - 前記差分形状導出手段が導出する差分形状データには、前記対象ワークの溶接面の形状や傾き等の溶接面の状態および前記対象ワークの溶接面上の前記造型後形状の厚み等の各種差分形状データがあり、
前記差分形状を前記対象ワークの溶接面の状態に基づいて複数の溶接部位に分割するとともに、分割された各溶接部位にそれぞれ対応する前記造型後形状の厚み等の差分形状データを属性データとして持たせる差分形状分割手段を備え、
前記溶接パス生成手段は、前記各溶接部位ごとの属性データに基づいて各溶接部位の溶接順序を決定して前記溶接トーチの溶接パスを自動生成することを特徴とする請求項7記載の溶接造型制御装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015076126A JP2016196012A (ja) | 2015-04-02 | 2015-04-02 | 溶接造型制御方法および溶接造型制御装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015076126A JP2016196012A (ja) | 2015-04-02 | 2015-04-02 | 溶接造型制御方法および溶接造型制御装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016196012A true JP2016196012A (ja) | 2016-11-24 |
Family
ID=57357122
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015076126A Pending JP2016196012A (ja) | 2015-04-02 | 2015-04-02 | 溶接造型制御方法および溶接造型制御装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016196012A (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017144458A (ja) * | 2016-02-16 | 2017-08-24 | 株式会社神戸製鋼所 | 積層制御装置、積層制御方法及びプログラム |
| WO2018198871A1 (ja) * | 2017-04-27 | 2018-11-01 | 株式会社神戸製鋼所 | 積層造形部品の接合方法及び構造体、並びに積層造形部品 |
| JP2018183815A (ja) * | 2017-04-27 | 2018-11-22 | 株式会社神戸製鋼所 | 積層造形部品の接合方法及び構造体、並びに積層造形部品 |
| JP2019089126A (ja) * | 2017-11-15 | 2019-06-13 | 株式会社神戸製鋼所 | 造形物の製造方法、製造装置及び造形物 |
| JP2019136711A (ja) * | 2018-02-06 | 2019-08-22 | 株式会社神戸製鋼所 | 積層造形物の製造方法 |
| EP3581312A4 (en) * | 2017-02-08 | 2020-12-16 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | STRATIFICATION CONTROL DEVICE, STRATIFICATION CONTROL PROCESS AND PROGRAM |
| JP2021000644A (ja) * | 2019-06-20 | 2021-01-07 | 株式会社神戸製鋼所 | 造形物の製造方法、造形物の製造制御方法、造形物の製造制御装置、及びプログラム |
| US11292071B2 (en) | 2017-11-15 | 2022-04-05 | Kobe Steel, Ltd. | Method for producing molded article, production device, and molded article |
| US11325190B2 (en) | 2018-10-18 | 2022-05-10 | Mitsubishi Electric Corporation | Additive manufacturing method and machining-path generation method |
| US11480947B2 (en) | 2019-06-14 | 2022-10-25 | Mitsubishi Electric Corporation | Control information generation device and control information generation method for controlling an additive manufacturing apparatus using bead width correction |
| CN116601001A (zh) * | 2020-12-11 | 2023-08-15 | 株式会社神户制钢所 | 层叠造型方法、层叠造型装置以及模型显示装置 |
-
2015
- 2015-04-02 JP JP2015076126A patent/JP2016196012A/ja active Pending
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017144458A (ja) * | 2016-02-16 | 2017-08-24 | 株式会社神戸製鋼所 | 積層制御装置、積層制御方法及びプログラム |
| US10994370B2 (en) | 2017-02-08 | 2021-05-04 | Kobe Steel, Ltd. | Lamination control device, and lamination control method and program |
| EP3581312A4 (en) * | 2017-02-08 | 2020-12-16 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | STRATIFICATION CONTROL DEVICE, STRATIFICATION CONTROL PROCESS AND PROGRAM |
| WO2018198871A1 (ja) * | 2017-04-27 | 2018-11-01 | 株式会社神戸製鋼所 | 積層造形部品の接合方法及び構造体、並びに積層造形部品 |
| JP2018183815A (ja) * | 2017-04-27 | 2018-11-22 | 株式会社神戸製鋼所 | 積層造形部品の接合方法及び構造体、並びに積層造形部品 |
| US11654500B2 (en) | 2017-04-27 | 2023-05-23 | Kobe Steel, Ltd. | Joining method and structure for laminate shaping component, and laminate shaping component |
| CN110603115A (zh) * | 2017-04-27 | 2019-12-20 | 株式会社神户制钢所 | 层叠造型部件的接合方法及结构体、以及层叠造型部件 |
| CN110603115B (zh) * | 2017-04-27 | 2021-08-10 | 株式会社神户制钢所 | 层叠造型部件的接合方法及结构体、以及层叠造型部件 |
| US11292071B2 (en) | 2017-11-15 | 2022-04-05 | Kobe Steel, Ltd. | Method for producing molded article, production device, and molded article |
| EP3711889A4 (en) * | 2017-11-15 | 2021-09-01 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | METHOD OF MANUFACTURING A MOLDED ARTICLE, MANUFACTURING DEVICE AND MOLDED ARTICLE |
| JP7028737B2 (ja) | 2017-11-15 | 2022-03-02 | 株式会社神戸製鋼所 | 造形物の製造方法、製造装置及び造形物 |
| JP2019089126A (ja) * | 2017-11-15 | 2019-06-13 | 株式会社神戸製鋼所 | 造形物の製造方法、製造装置及び造形物 |
| JP2019136711A (ja) * | 2018-02-06 | 2019-08-22 | 株式会社神戸製鋼所 | 積層造形物の製造方法 |
| US11325190B2 (en) | 2018-10-18 | 2022-05-10 | Mitsubishi Electric Corporation | Additive manufacturing method and machining-path generation method |
| US11480947B2 (en) | 2019-06-14 | 2022-10-25 | Mitsubishi Electric Corporation | Control information generation device and control information generation method for controlling an additive manufacturing apparatus using bead width correction |
| JP2021000644A (ja) * | 2019-06-20 | 2021-01-07 | 株式会社神戸製鋼所 | 造形物の製造方法、造形物の製造制御方法、造形物の製造制御装置、及びプログラム |
| JP7223644B2 (ja) | 2019-06-20 | 2023-02-16 | 株式会社神戸製鋼所 | 造形物の製造方法及び造形物の製造制御方法 |
| CN116601001A (zh) * | 2020-12-11 | 2023-08-15 | 株式会社神户制钢所 | 层叠造型方法、层叠造型装置以及模型显示装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2016196012A (ja) | 溶接造型制御方法および溶接造型制御装置 | |
| CN111344096B (zh) | 层叠造形物的制造方法以及制造装置 | |
| US20200156172A1 (en) | Synchronized rotating arc welding method and system | |
| US11772194B2 (en) | Method for designing laminate molded article, production method, production device, and program | |
| CN116194242A (zh) | 机器学习装置、层叠造型系统、焊接条件的机器学习方法、焊接条件的决定方法以及程序 | |
| JP7123738B2 (ja) | 積層造形物の製造方法及び積層造形物 | |
| CN112166002B (zh) | 层叠造型物的制造方法、制造装置以及存储介质 | |
| JP7120774B2 (ja) | 積層造形物の造形手順設計方法、積層造形物の造形方法及び製造装置、並びにプログラム | |
| CN102218578A (zh) | 基于径向偏置的机器人堆焊复杂外形工件的轨迹规划方法 | |
| Shen et al. | A path generation method for wire and arc additive remanufacturing of complex hot forging dies | |
| CN115867407A (zh) | 机器学习装置、层叠造型系统、焊接条件的机器学习方法、焊接条件的调整方法及程序 | |
| Ugla et al. | Deposition-path generation of SS308 components manufactured by TIG welding-based shaped metal deposition process | |
| KR102008949B1 (ko) | 선박 평, 곡블록 전용 용접장치 | |
| JP6964530B2 (ja) | パイプの接合構造及び接合方法 | |
| CN114406402A (zh) | 一种用于模具电弧增材再制造的机器人焊枪位姿检测与调整系统 | |
| WO2019098021A1 (ja) | 造形物の製造方法、製造装置及び造形物 | |
| JP7355701B2 (ja) | 積層造形方法 | |
| JP2018520879A (ja) | 金属素材を製造する方法および装置 | |
| JP2019089126A (ja) | 造形物の製造方法、製造装置及び造形物 | |
| JP7193423B2 (ja) | 積層造形物の製造方法 | |
| JP4058099B2 (ja) | 2電極アーク溶接終了方法 | |
| JP7381422B2 (ja) | 造形物の製造方法及び造形物 | |
| JP2020082287A (ja) | 溶接ロボット | |
| JP7355672B2 (ja) | 積層造形物の製造方法 | |
| JP2014155959A (ja) | 金型素材の製造方法及び同製造装置 |