JP2016200399A - 表面形状測定装置及び表面形状測定方法 - Google Patents
表面形状測定装置及び表面形状測定方法 Download PDFInfo
- Publication number
- JP2016200399A JP2016200399A JP2015078282A JP2015078282A JP2016200399A JP 2016200399 A JP2016200399 A JP 2016200399A JP 2015078282 A JP2015078282 A JP 2015078282A JP 2015078282 A JP2015078282 A JP 2015078282A JP 2016200399 A JP2016200399 A JP 2016200399A
- Authority
- JP
- Japan
- Prior art keywords
- surface shape
- sensor
- measurement
- actuator
- moving
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005259 measurement Methods 0.000 title claims abstract description 188
- 238000000691 measurement method Methods 0.000 title abstract 2
- 238000001514 detection method Methods 0.000 claims abstract description 33
- 238000000034 method Methods 0.000 claims description 12
- 238000013459 approach Methods 0.000 claims description 6
- 230000003287 optical effect Effects 0.000 claims description 6
- 230000003746 surface roughness Effects 0.000 abstract description 8
- 238000012951 Remeasurement Methods 0.000 description 6
- 230000002093 peripheral effect Effects 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000004441 surface measurement Methods 0.000 description 2
- 230000001678 irradiating effect Effects 0.000 description 1
Images

Landscapes
- Length Measuring Devices With Unspecified Measuring Means (AREA)
Abstract
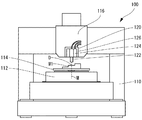
【解決手段】非接触センサ122と、非接触センサ122を測定軸線Mの方向で移動させる第1駆動部124と、第1駆動部を同方向で移動させる第2駆動部124とを有する表面形状センサユニット120を備える表面形状測定装置100である。第1駆動部124は非接触センサ122の検出限界よりも広い第1可動範囲を有するピエゾアクチュエータを有し、第2駆動部126は第1可動範囲よりも広い第2可動範囲を有する直動テーブルを有する。2つのアクチュエータにより非接触センサ122の測定点Dが検出限界内に位置するように非接触センサを測定軸線Mの方向で移動させながら、被測定物W1の表面形状測定を行う。
【選択図】図1
Description
装置基部と、
該装置基部に設定され、被測定物を支持するステージと、
該装置基部に設定され、該ステージによって支持されている被測定物の表面形状を測定するための表面形状センサユニットと、
該ステージを該表面形状センサユニットに対して相対的に移動させる移動機構と、
を備える表面形状測定装置であって、
該表面形状センサユニットが、
所定の測定軸線の方向での所定幅をもった検出限界を有し、該測定軸線と交わる物体表面上の点を測定点として、該測定軸線の方向での該検出限界内における該測定点の位置を測定する第1センサと、
該第1センサを保持する第1アクチュエータであって、該検出限界の幅よりも広い該測定軸線の方向での所定幅をもった第1可動範囲を有し、該測定点が該検出限界内に位置するように該第1センサを該第1可動範囲内で該測定軸線の方向で移動させる第1アクチュエータと、
該第1アクチュエータによる該第1センサの移動距離を測定する第2センサと、
該第1アクチュエータを保持する第2アクチュエータであって、該第1可動範囲の幅よりも広い該測定軸線の方向での所定幅をもった第2可動範囲を有し、該第1アクチュエータが該第1センサを該第1可動範囲内で移動させて該測定点を該検出限界内に位置させることができるように、該第1アクチュエータを該第2可動範囲内で該測定軸線の方向で移動させる第2アクチュエータと、
該第2アクチュエータによる該第1アクチュエータの移動距離を測定する第3センサと、を備え、
該移動機構によって該第1センサの該測定点が被測定物の表面上を相対的に移動していくように該ステージと該第1センサとを相対的に移動させたときの、該第1、第2、及び第3センサの出力値に基づいて被測定物の表面形状を測定するようにされた、表面形状測定装置を提供する。
所定の測定軸線の方向での所定幅をもった検出限界を有し、該測定軸線と交わる物体表面上の点である測定点の該測定軸線の方向での位置を測定する第1センサと、該第1センサを保持して該第1センサを該測定軸線の方向で移動させる第1アクチュエータと、該第1アクチュエータによる該第1センサの移動距離を測定する第2センサと、該第1アクチュエータを保持して該第1アクチュエータを該測定軸線の方向で移動させる第2アクチュエータと、該第2アクチュエータによる該第1アクチュエータの移動距離を測定する第3センサと、を備える表面形状センサユニットによって、ステージ上に支持された被測定物の表面形状を測定する表面形状測定方法であって、
該被測定物の表面上の任意の測定開始点に該第1センサの該測定点が位置するように、該ステージと該表面形状センサユニットとを移動機構によって相対的に移動させるステップと、
該測定点が該検出限界内に位置するように、該第2アクチュエータによって該第1アクチュエータ及び該第1センサを該測定軸線の方向で移動させるステップと、
該測定点が該被測定物の表面上を相対的に移動していくように該移動機構によって該ステージと該表面形状センサユニットとを相対的に移動させるステップと、
該ステージと該表面形状センサユニットとを相対的に移動させるステップの最中に、該測定点が該検出限界内に維持されるように該第1アクチュエータによって該第1センサを該測定軸線の方向で移動させるステップと、
該ステージと該表面形状センサユニットとを相対的に移動させるステップの最中に、該第1乃至第3センサの出力値を読み取るステップと、
該測定点を該検出限界内に維持するために必要とされる該第1センサの移動距離が該第1アクチュエータの可動範囲を超えることになる表面を測定するときに、該移動機構による該ステージと該表面形状センサユニットとの相対的な移動を一旦停止して、該測定点が該検出限界内に位置するように該第2アクチュエータによって該第1アクチュエータ及び該第1センサを該測定軸線の方向で移動させるステップと、
を含む、表面形状測定方法を提供する。
該第1センサを該測定軸線の方向で移動させるステップが、該測定点が該測定基準点に近づくように該第1アクチュエータによって該第1センサを該測定軸線の方向で連続的に移動させるステップであるようにすることができる。
該移動手段が、該ステージを該測定軸線に対して垂直な回転軸線周りで回転させる回転機構と、該表面形状センサユニットを該回転軸線と平行な方向に移動させる垂直移動機構と、を有し、該被測定物が円筒状表面を有する部材であり、
該ステージと該表面形状センサユニットとを相対的に移動させるステップが、該測定点が該被測定物の該円筒状表面上を移動していくように該回転機構によって該ステージを回転させるステップであり、
該第1乃至第3センサの出力値に基づいて、該被測定物の直径と真円度とのうちの少なくとも一方を求めるようにすることができる。
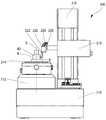
表面形状測定装置200;装置基部210;回転機構212;ステージ214;垂直粗動テーブル216;径方向粗動テーブル218;表面形状センサユニット220;非接触センサ(第1センサ)222;第1駆動部224;第2駆動部226;
被測定物W1、W2;測定軸線M;測定点D;測定開始点P1:測定終了点P2;再測定開始点P3;再測定終了点P4;段差S;回転軸線R
Claims (11)
- 装置基部と、
該装置基部に設定され、被測定物を支持するステージと、
該装置基部に設定され、該ステージによって支持されている被測定物の表面形状を測定するための表面形状センサユニットと、
該ステージを該表面形状センサユニットに対して相対的に移動させる移動機構と、
を備える表面形状測定装置であって、
該表面形状センサユニットが、
所定の測定軸線の方向での所定幅をもった検出限界を有し、該測定軸線と交わる物体表面上の点を測定点として、該測定軸線の方向での該検出限界内における該測定点の位置を測定する第1センサと、
該第1センサを保持する第1アクチュエータであって、該検出限界の幅よりも広い該測定軸線の方向での所定幅をもった第1可動範囲を有し、該測定点が該検出限界内に位置するように該第1センサを該第1可動範囲内で該測定軸線の方向で移動させる第1アクチュエータと、
該第1アクチュエータによる該第1センサの移動距離を測定する第2センサと、
該第1アクチュエータを保持する第2アクチュエータであって、該第1可動範囲の幅よりも広い該測定軸線の方向での所定幅をもった第2可動範囲を有し、該第1アクチュエータが該第1センサを該第1可動範囲内で移動させて該測定点を該検出限界内に位置させることができるように、該第1アクチュエータを該第2可動範囲内で該測定軸線の方向で移動させる第2アクチュエータと、
該第2アクチュエータによる該第1アクチュエータの移動距離を測定する第3センサと、を備え、
該移動機構によって該第1センサの該測定点が被測定物の表面上を相対的に移動していくように該ステージと該第1センサとを相対的に移動させたときの、該第1、第2、及び第3センサの出力値に基づいて被測定物の表面形状を測定するようにされた、表面形状測定装置。 - 該第1アクチュエータが、該検出限界内に位置する測定基準点を有し、該表面形状センサユニットによる被測定物の表面形状測定の最中に、該測定点が該測定基準点に近づくように該第1センサを連続的に移動させるようにされた、請求項1に記載の表面形状測定装置。
- 該第2アクチュエータが、該表面形状センサユニットによる被測定物の表面形状測定の最中には該第1アクチュエータを移動させないようにされた、請求項1又は2に記載の表面形状測定装置。
- 該検出限界の幅が1マイクロメートル以上0.1ミリメートル未満であり、該第1可動範囲の幅が0.1ミリメートル以上2ミリメートル未満であり、該第2可動範囲の幅が10ミリメートル以上である、請求項1乃至3の何れか一項に記載の表面形状測定装置。
- 該第1アクチュエータがピエゾアクチュエータであり、該第2アクチュエータがモータ駆動の直動テーブルであり、該第2センサがひずみゲージであり、該第3センサがリニアスケールである、請求項4に記載の表面形状測定装置。
- 該第1センサが、光式の非接触センサである、請求項1乃至5の何れか一項に記載の表面形状測定装置。
- 該移動手段が、該ステージを該測定軸線に対して垂直な平面内で移動させる水平面移動機構を有する、請求項1乃至6の何れか一項に記載の表面形状測定装置。
- 該移動手段が、該ステージを該測定軸線に対して垂直な回転軸線周りで回転させる回転機構と、該表面形状センサユニットを該回転軸線と平行な方向に移動させる垂直移動機構と、を有する、請求項1乃至6の何れか一項に記載の表面形状測定装置。
- 所定の測定軸線の方向での所定幅をもった検出限界を有し、該測定軸線と交わる物体表面上の点である測定点の該測定軸線の方向での位置を測定する第1センサと、該第1センサを保持して該第1センサを該測定軸線の方向で移動させる第1アクチュエータと、該第1アクチュエータによる該第1センサの移動距離を測定する第2センサと、該第1アクチュエータを保持して該第1アクチュエータを該測定軸線の方向で移動させる第2アクチュエータと、該第2アクチュエータによる該第1アクチュエータの移動距離を測定する第3センサと、を備える表面形状センサユニットによって、ステージ上に支持された被測定物の表面形状を測定する表面形状測定方法であって、
該被測定物の表面上の任意の測定開始点に該第1センサの該測定点が位置するように、該ステージと該表面形状センサユニットとを移動機構によって相対的に移動させるステップと、
該測定点が該検出限界内に位置するように、該第2アクチュエータによって該第1アクチュエータ及び該第1センサを該測定軸線の方向で移動させるステップと、
該測定点が該被測定物の表面上を相対的に移動していくように該移動機構によって該ステージと該表面形状センサユニットとを相対的に移動させるステップと、
該ステージと該表面形状センサユニットとを相対的に移動させるステップの最中に、該測定点が該検出限界内に維持されるように該第1アクチュエータによって該第1センサを該測定軸線の方向で移動させるステップと、
該ステージと該表面形状センサユニットとを相対的に移動させるステップの最中に、該第1乃至第3センサの出力値を読み取るステップと、
該測定点を該検出限界内に維持するために必要とされる該第1センサの移動距離が該第1アクチュエータの可動範囲を超えることになる表面を測定するときに、該移動機構による該ステージと該表面形状センサユニットとの相対的な移動を一旦停止して、該測定点が該検出限界内に位置するように該第2アクチュエータによって該第1アクチュエータ及び該第1センサを該測定軸線の方向で移動させるステップと、
を含む、表面形状測定方法。 - 該第1アクチュエータが、該検出限界内に位置する測定基準点を有し、
該第1センサを該測定軸線の方向で移動させるステップが、該測定点が該測定基準点に近づくように該第1アクチュエータによって該第1センサを該測定軸線の方向で連続的に移動させるステップである、請求項9に記載の表面形状測定方法。 - 該移動手段が、該ステージを該測定軸線に対して垂直な回転軸線周りで回転させる回転機構と、該表面形状センサユニットを該回転軸線と平行な方向に移動させる垂直移動機構と、を有し、該被測定物が円筒状表面を有する部材であり、
該ステージと該表面形状センサユニットとを相対的に移動させるステップが、該測定点が該被測定物の該円筒状表面上を移動していくように該回転機構によって該ステージを回転させるステップであり、
該第1乃至第3センサの出力値に基づいて、該被測定物の直径と真円度とのうちの少なくとも一方を求めるようにされた、請求項9又は10に記載の表面形状測定方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015078282A JP2016200399A (ja) | 2015-04-07 | 2015-04-07 | 表面形状測定装置及び表面形状測定方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015078282A JP2016200399A (ja) | 2015-04-07 | 2015-04-07 | 表面形状測定装置及び表面形状測定方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016200399A true JP2016200399A (ja) | 2016-12-01 |
| JP2016200399A5 JP2016200399A5 (ja) | 2018-01-11 |
Family
ID=57424133
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015078282A Pending JP2016200399A (ja) | 2015-04-07 | 2015-04-07 | 表面形状測定装置及び表面形状測定方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016200399A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020067443A (ja) * | 2018-10-26 | 2020-04-30 | 株式会社ミツトヨ | 形状測定装置および形状測定方法 |
| JP2022122450A (ja) * | 2021-02-10 | 2022-08-23 | セイコーエプソン株式会社 | メディア高さ検出方法、印刷装置 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6382390A (ja) * | 1986-09-26 | 1988-04-13 | 日立電子エンジニアリング株式会社 | 移動ステ−ジ機構 |
| JP2003075322A (ja) * | 2001-09-07 | 2003-03-12 | Mitsutoyo Corp | プローブ |
-
2015
- 2015-04-07 JP JP2015078282A patent/JP2016200399A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6382390A (ja) * | 1986-09-26 | 1988-04-13 | 日立電子エンジニアリング株式会社 | 移動ステ−ジ機構 |
| JP2003075322A (ja) * | 2001-09-07 | 2003-03-12 | Mitsutoyo Corp | プローブ |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020067443A (ja) * | 2018-10-26 | 2020-04-30 | 株式会社ミツトヨ | 形状測定装置および形状測定方法 |
| JP7198631B2 (ja) | 2018-10-26 | 2023-01-04 | 株式会社ミツトヨ | 形状測定装置および形状測定方法 |
| JP2022122450A (ja) * | 2021-02-10 | 2022-08-23 | セイコーエプソン株式会社 | メディア高さ検出方法、印刷装置 |
| JP7676798B2 (ja) | 2021-02-10 | 2025-05-15 | セイコーエプソン株式会社 | 印刷装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6208844B2 (ja) | 測定対象物の形状輪郭を割り出す方法 | |
| CN101206110B (zh) | 三维测定探头 | |
| JP6608729B2 (ja) | 表面性状測定機及び表面性状測定方法 | |
| JP6316858B2 (ja) | モータの軸精度自動測定装置 | |
| TW201248118A (en) | Accumulated lead error measurement device of ball screw shaft and measurement method thereof | |
| JP5847819B2 (ja) | シリンダの直径及びその他の幾何学的特徴の測定ゲージのための較正装置 | |
| JP4419481B2 (ja) | タイヤ形状の測定方法及びその装置 | |
| JP2011127952A (ja) | 表面性状測定機 | |
| WO2015147095A1 (ja) | 寸法測定装置及び寸法測定方法 | |
| JP6577816B2 (ja) | 測定プローブ、及び測定プローブシステム | |
| JP2018021860A (ja) | 外径測定装置及び測定方法 | |
| JP2010071778A (ja) | 大径管の外径測定装置 | |
| JP2016200399A (ja) | 表面形状測定装置及び表面形状測定方法 | |
| WO2017209026A1 (ja) | 形状測定装置および形状測定方法 | |
| JP2017187351A (ja) | 測定プローブ、及び測定プローブシステム | |
| JP2000249540A (ja) | 円筒物の形状測定装置及び測定方法 | |
| WO2015087411A1 (ja) | 加工装置および加工方法 | |
| JP4923441B2 (ja) | 形状測定器 | |
| KR20250174581A (ko) | 정밀 스타일러스 제어 시스템 | |
| JP2010271047A (ja) | 光学式やタッチプローブ型の測定機構部及び軸体支持機構部を有する軸体測定装置及び該装置による軸体の諸元及び精度の測定方法 | |
| JP4704932B2 (ja) | 触針式形状測定装置及び方法とこれに適した回転規制エアシリンダ | |
| JP2016200399A5 (ja) | ||
| Ito et al. | Measurement of cutting edge width of a rotary cutting tool by using a laser displacement sensor | |
| JP2001041732A (ja) | 可搬式測定装置 | |
| JP2006266910A (ja) | 円筒形状の測定方法及び測定装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171124 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171124 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181018 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181113 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190521 |