JP2016201327A - 非水電解質二次電池用セパレータおよびその製造方法 - Google Patents
非水電解質二次電池用セパレータおよびその製造方法 Download PDFInfo
- Publication number
- JP2016201327A JP2016201327A JP2015082403A JP2015082403A JP2016201327A JP 2016201327 A JP2016201327 A JP 2016201327A JP 2015082403 A JP2015082403 A JP 2015082403A JP 2015082403 A JP2015082403 A JP 2015082403A JP 2016201327 A JP2016201327 A JP 2016201327A
- Authority
- JP
- Japan
- Prior art keywords
- heat
- resistant layer
- separator
- material layer
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/42—Methods or arrangements for servicing or maintenance of secondary cells or secondary half-cells
- H01M10/4235—Safety or regulating additives or arrangements in electrodes, separators or electrolyte
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H01M10/0525—Rocking-chair batteries, i.e. batteries with lithium insertion or intercalation in both electrodes; Lithium-ion batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/403—Manufacturing processes of separators, membranes or diaphragms
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/411—Organic material
- H01M50/414—Synthetic resins, e.g. thermoplastics or thermosetting resins
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/443—Particulate material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/449—Separators, membranes or diaphragms characterised by the material having a layered structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/46—Separators, membranes or diaphragms characterised by their combination with electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/463—Separators, membranes or diaphragms characterised by their shape
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/489—Separators, membranes, diaphragms or spacing elements inside the cells, characterised by their physical properties, e.g. swelling degree, hydrophilicity or shut down properties
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2220/00—Batteries for particular applications
- H01M2220/20—Batteries in motive systems, e.g. vehicle, ship, plane
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Cell Separators (AREA)
- Secondary Cells (AREA)
Abstract
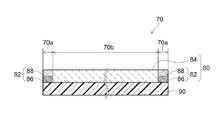
【解決手段】本発明のセパレータ70は、樹脂製の基材層90と、該基材90の一方の面に形成された耐熱層80とを備えた長尺なシート状であり、上記耐熱層80は耐熱性微粒子とバインダとを含んでおり、上記セパレータ70の長尺方向に直交する幅方向における端部70aに位置する耐熱層82に含まれる単位体積当たりのバインダ量は、前記セパレータ70の前記幅方向における少なくとも中心を含む中央部分70bに位置する耐熱層84に含まれる単位体積当たりのバインダ量よりも多く、且つ、前記端部の前記耐熱層82において、相対的に前記基材層90に近接する領域86に含まれる単位体積あたりのバインダ量が、前記耐熱層82の表面を含む相対的に表面に近い表面領域88に含まれる単位体積当たりのバインダ量よりも多いことを特徴とする。
【選択図】図2
Description
さらに、セパレータには、上記の機能に加えて、電池およびこの電池が搭載された機器の安全性を確保する目的から、正極および負極の接触による短絡を防止する役割(短絡防止機能)が要求される。例えば、セパレータを構成する樹脂の軟化点以上に電池内が過熱されてセパレータが熱収縮すると、セパレータによる電極の被覆範囲の不足やセパレータの破断(破膜)等により短絡が生じてしまう虞がある。このため、セパレータには、高温環境下であってもセパレータの収縮を抑制して内部短絡を防止する性能、即ち、所定レベルの耐熱性(耐久性)が要求される。かかる要求に応える手段として、樹脂製のセパレータの表面に多孔質の耐熱層(Heat Resistance Layer:HRL)を備えた構成が提案されている。例えば特許文献1には、樹脂製の基材層に無機フィラーを主体とする耐熱層を有し、基材層と耐熱層との剥離強度が所定の強度以上に設定されたセパレータ、および該セパレータを備えた電池について記載されている。
一方で、耐熱層のうちの単位体積当たりのバインダ量が多い部分は、電荷担体(典型的にはリチウムイオン)が移動(拡散)しにくい傾向にある。非水電解質二次電池は、典型的に、正極活物質層と負極活物質層との間を電荷担体(例えばリチウムイオン)が移動することで充電および放電が行われる。上記セパレータの幅方向の中央部分は、典型的に正極活物質層と負極活物質層との間に挟まれて位置するため、当該耐熱層の中央部分の電荷担体の透過性が低下すると、セパレータを用いて構築した電池の電池抵抗が増大する虞がある。そこで、上記構成のとおり、セパレータの幅方向の中央部分に位置する耐熱層に含まれるバインダ量を、上記セパレータの幅方向の端部に位置する耐熱層に含まれるバインダ量よりも少なくすることで、耐熱層全体のバインダ量を増大することで基材層に対する耐熱層全体の剥離強度を増大させる場合と比較して、上記セパレータの幅方向の中央部分における電荷担体の透過性を確保することができる。これにより、かかるセパレータを用いて構築した電池の電池抵抗を低減し得る。
具体的には、セパレータを所定の大きさに切り出し、矩形状の試験片を準備する。そして、かかる試験片の長辺方向の一方の端部の基材層を引張治具(例えばクランプ)に固定するために、該試験片の長辺方向の一方の端部の耐熱層を基材層から剥がしておく。かかる試験片の耐熱層面を、両面テープ等の接着剤を用いて引張試験機の架台上に固定し、該試験片の上記耐熱層剥離部分(基材層)を引張治具に固定する。そして、引張治具を架台(即ち架台に貼りつけた耐熱層)の面に対して鉛直方向上側(剥離角度が90±5°)となる方向に所定の速度(例えば毎秒0.5mm)で引っ張り上げて、耐熱層と基材層とを剥離する。このとき、基材層が耐熱層から剥がれる間の荷重の平均値を測定し、単位幅当たりの該荷重の平均値を剥離強度(N/mm)とする。
上記セパレータの長尺方向に直交する幅方向の端部について、当該端部の長尺方向に直交する幅方向の長さを上記範囲とすることで、セパレータの熱収縮を高度に抑制することができる。上記端部の幅方向の長さが小さすぎると、基材層が収縮するエネルギーを抑制しきれずに、上記端部において基材層から耐熱層が剥離する虞がある。一方で、上記端部の幅方向の長さが大きすぎると耐熱層のイオン透過性が低下する虞があり、当該セパレータを用いて構築した電池の電池抵抗が増大する場合がある。
ここで開示されるセパレータは、熱収縮が抑制されたセパレータである。このため、かかるセパレータを用いて構築することで、内部短絡の発生が低減された安全性の高い非水電解質二次電池を作製することができる。また、抵抗の増大が低減された非水電解質二次電池を作製することができる。
(i)上記基材層上に、耐熱性微粒子とバインダと溶媒とを含む耐熱層形成用組成物を付与する工程;および、
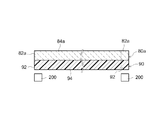
(ii)上記基材層上に付与した耐熱層形成用組成物について、上記基材層の長尺方向に直交する幅方向の端部に付与された耐熱層形成用組成物を基材層側から加熱することで、上記耐熱層の幅方向の端部において、相対的に基材層に近い領域に含まれる単位体積当たりのバインダ量が、上記耐熱層の表面を含む相対的に表面に近い領域に含まれる単位体積当たりのバインダ量よりも多いことを特徴とする耐熱層を形成する工程;
を包含する。
基材層上に付与した耐熱層形成用組成物のうち、当該基材層の長尺方向に直交する幅方向の端部上の耐熱層形成用組成物を加熱することで、セパレータの長尺方向に直交する幅方向の端部に位置する耐熱層中のバインダ量を増大することができる。特に、上記耐熱層形成用組成物の局所的な加熱を基材層側から行うことで、上記セパレータの幅方向の端部に位置する耐熱層(即ち耐熱層の長尺方向に直交する端部)のうちの基材層に近接する領域のバインダ量を増大することができる。これにより、上記耐熱層の幅方向の端部における基材層と耐熱層との剥離強度を増大することができる。
上記耐熱層の幅方向の端部の加熱温度を少なくとも80℃以上とすることで、耐熱層形成用組成物層中において、上記加熱部分と非加熱部分での温度差に起因した対流を好適に生じさせることができる。これにより、上記温度差に起因して、耐熱層形成用組成物中でバインダがスムーズに移動し得る。
かかる構成のセパレータ70は、正極(正極活物質層)と負極(負極活物質層)とを絶縁する機能とともに、電解質の保持機能およびシャットダウン機能を兼ね備える。以下、基材層(セパレータ基材)90および耐熱層80について、詳細に説明する。
本明細書において、フィラーの平均粒径とは、一般的なレーザー回折・光散乱法に基づく粒度分布測定に基づいて測定した体積基準の粒度分布において、微粒子側からの累積50体積%に相当する粒径(D50粒径、メジアン径ともいう。)をいう。無機フィラーの粒径は、例えば粉砕や篩分け等の手法により調整することができる。
なお、バインダ量が局所的に多い領域は電荷担体(例えばリチウムイオン)の透過性が低下する傾向にあるため、上記耐熱層中央部分84は、当該耐熱層84の厚み方向においてバインダ量が局所的に多い部分が存在しないことが好ましい。具体的には、上記耐熱層中央部分84では、表面を含む相対的に表面に近い領域に含まれるバインダ量と相対的に基材層90に近接する領域に含まれるバインダ量との差が小さいことが好ましく、当該バインダ量の差が無いことがより好ましい。
例えば、長尺方向DLに直交する幅方向DWの長さが120mmであるセパレータ70であれば、当該セパレータ70の幅方向DWの端部70aについて、当該端部70aの幅方向の長さを、幅方向の一方の端部70a当たり、2mm以上(好ましくは3mm以上、より好ましくは5mm以上)であって、11mm以下(好ましくは10mm以下)の範囲として規定するとよい。なかでも、電池を構築した際の電池抵抗の増大を抑制する観点からは、正極活物質層と負極活物質層とが対向する対向領域と上記セパレータの幅方向の端部70aとが重ならないように上記端70aの幅方向の長さを規定することが好ましい。
上記端部70aにおける基材層90と耐熱層80(82)との剥離強度は、15N/m以上が好ましく、20N/m以上がより好ましい。上記端部70aにおける基材層90と耐熱層80(82)との剥離強度の上限は特に限定されないが、例えば50N/m以下とすることができる。上記端部70aにおける基材層90と耐熱層80(82)との剥離強度を上記範囲とすることで、当該端部70aにおける基材層90からの耐熱層80(82)の剥離を低減することができる。特に、基材層90が熱収縮し得る高温下において、基材層90からの耐熱層80の剥離を高レベルで抑制することができる。このため、上記セパレータ70の幅方向DWの端部70aにおける基材層90と耐熱層80(82)との剥離強度を上記範囲とすることで、セパレータの熱収縮を抑制することができる。
また、上記セパレータ70の幅方向DWの中心を含む中央部分70bの剥離強度は特に限定されないが、例えば1.5N/m以上15N/m以下とすることができる。上記中央部分70bにおける基材層90と耐熱層80(84)との剥離強度を上記範囲とすることで、当該中央部分70bにおける基材層90からの耐熱層80(84)の剥離を抑制することができる。
上記基材層90上に付与した耐熱層形成用組成物80a中に温度差が生じると、かかる温度差に起因して、相対的に温度が低い領域から相対的に温度が高い領域に向かう方向の対流が引き起こされる。耐熱層形成用組成物82a中のバインダはかかる対流に乗じて移動するため、上記相対的に温度の高い部分のバインダ量が相対的に温度の低い部分のバインダ量よりも増大する。また、上記耐熱層形成用組成物80a中の溶媒は、相対的に温度が高い上記端部組成物82aのうちの基材層に近接する領域の耐熱層形成用組成物中に含まれる溶媒から優先して蒸発する。この結果、上記基材層端部92に付与した耐熱層形成用組成物(端部組成物)82a中のバインダ濃度が上記基材層中央部分94に付与した耐熱層形成用組成物(中央部分組成物)84aバインダ濃度よりも多くなり、且つ、上記端部組成物82aのうちの相対的に基材層に近接する領域に含まれるバインダ濃度が耐熱層形成用組成物の表面を含む相対的に表面に近い表面領域に含まれるバインダ濃度よりも高くなる。
これにより、耐熱層80の長尺方向DLに直交する幅方向DWの端部(耐熱層端部)82において、相対的に基材層に近い領域(即ち基材層近接領域86)に含まれる単位体積当たりのバインダ量が、相対的に表面に近い領域(即ち表面領域88)に含まれる単位体積当たりのバインダ量よりも多いことを特徴とする耐熱層80を形成することができる。
例えば、上記加熱温度は、上記端部組成物82aのうちの基材層に近接する領域の耐熱層形成用組成物が70℃以上(より好ましくは80℃以上、さらに好ましくは90℃以上、より好ましくは110℃以上)となるように設定することが好ましい。上記加熱温度を高く設定するほど、上記温度差に起因した対流に乗じた上記バインダの移動(マイグレーション)を促進し得る。一方で、上記加熱温度が高すぎると、基材層90が軟化或いは溶融して基材層90の細孔が潰れてしまい、非水電解質の透過が困難になる(即ち電荷担体の伝導パスが遮断される)虞があるため好ましくない。このため、上記加熱時における基材層90の温度が、当該基材層90の軟化点よりも低い温度(例えば140℃以下、好ましくは130℃)となるように加熱温度を設定することが好ましい。
また、上記加熱時間は、例えば数十秒以上(典型的には40秒以上)であって数分以下(典型的には5分以下、好ましくは3分以下)とすることができる。一般的には凡そ1分程度加熱すればよい。典型的に、上記加熱時間を延長することで、耐熱層形成用組成物80a中での上記温度差に起因したバインダの移動を促進し得る。
また、上記乾燥は、セパレータ70の耐熱層形成用組成物80a側或いは基材層90側のどちらか一方から行ってもよいし、両面から行ってもよい。一般的に、基材層90よりも耐熱層80の方が多孔質であるため、少なくとも耐熱層形成用組成物80a側から乾燥を行うことで耐熱層形成用組成物80a中の溶媒を効率よく除去し得る。
なお、リチウムイオン二次電池は一例であり、本発明の技術思想は、その他の電荷担体(例えばマグネシウムイオン)を備える他の非水電解質二次電池(例えばマグネシウム二次電池)にも適用される。
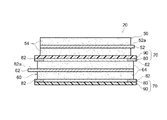
耐熱層80が負極活物質層64に対向するようにセパレータ70と正負極(50、60)とを積層することで、例えば、過充電等により負極活物質層64(負極60)が発熱した場合において、該発熱からセパレータの基材層90を保護することができる。一方で、耐熱層80が正極活物質層54に対向するようにセパレータ70と正負極(50、60)とを積層することで、正極50とセパレータ70の基材層90とが直接接触することを防ぐため、正極50によるセパレータ基材90の酸化を防止することができる。
例1に係るセパレータは、以下の通りに作製した。まず、無機フィラーとしてのアルミナと、バインダとしてのアクリル系樹脂とを、無機フィラー:バインダ=96:4の質量比でイオン交換水と混合することにより、スラリー状(ペースト状)の耐熱層形成用組成物を調製した。耐熱層形成用組成物中の全固形分に占めるバインダの濃度(NV基準、即ち固形分換算)を、表1の「バインダ濃度(質量%)」の欄に示す。次いで、かかる耐熱層形成用組成物を上記セパレータ基材の片面のみに付与した。ここで、上記耐熱層形成用組成物の付与は、上記セパレータ基材(片面)の全面に上記耐熱層形成用組成物が付与されるように、グラビアコータを用いて塗布した。
次いで、セパレータ基材の長尺方向に直交する幅方向の両端部分(一方の端部あたりそれぞれの縁部から2mmの幅領域)に付与した耐熱層形成用組成物について、基材層側(即ち基材層のうちの耐熱層形成用組成物を付与しなかった面)から90℃の温度条件で1分間加熱した。かかる加熱にはヒーターを用いた。なお、上記両端部分の幅方向の長さについて、幅方向の一方の端部の長さを表1中の「端部幅(mm)」の欄に示し、セパレータの長尺方向に直交する幅方向の全長に対する当該幅方向の一方の端部の長さの割合を「端部幅(%)」の欄に示す。また、当該両端部分の耐熱層形成用組成物の加熱温度を、表1中の「端部加熱温度(℃)」の欄に示す。
その後、上記基材層上に付与した耐熱層形成用組成物の表面全体を、当該耐熱層側(即ちセパレータのうち耐熱層形成用組成物を付与した面側)から50℃の温度条件で1分間加熱して、耐熱層形成用組成物中の溶媒(ここではイオン交換水)を除去した。かかる加熱(乾燥)は、50℃の熱風を耐熱層形成用組成物の表面に吹き付ける熱風乾燥により行った。
以上のプロセスおよび材料により、基材層の片面に耐熱層を有する例1に係るセパレータを作製した。
上記両端部分(セパレータの長尺方向に直交する幅方向の両端部分)を、一方の端部あたり、それぞれの端部から5mm、10mm、1mm、11mm、15mmのいずれかの幅領域とした以外は例1と同様のプロセスおよび材料により、例2、例3、例7、例8および例9に係るセパレータを作製した。
上記セパレータの幅方向の両端部分をセパレータ基材層側から加熱する際の加熱温度を80℃、110℃、50℃、70℃のいずれかとした以外は上記例2と同様のプロセスおよび材料により、例4、例5、例10および例11に係るセパレータを作製した。
上記基材層の幅方向の両端部分に付与した耐熱層形成用組成物の局所的な加熱を行わない(即ち上記両端部分をそれぞれの縁部から0mmの幅領域とした)以外は例1と同様のプロセスおよび材料により、例6に係るセパレータを作製した。
上記耐熱層形成用組成物中の無機フィラーとバインダとの質量比を、無機フィラー:バインダ=90:10とした以外は上記例6と同様のプロセスおよび材料により、例12に係るセパレータを作製した。
一方で、例6、例10および例12に係るセパレータは、上記セパレータの幅方向の端部に位置する耐熱層中でのバインダ量の増大および当該端部の耐熱層のうちの基材層に近接する領域でのバインダ量の増大を確認しなかった。このことは上記セパレータの幅方向の端部について基材層側からの加熱が不十分であった或いは当該加熱を行わなかったため、上記耐熱層形成用組成物中でバインダが移動しなかったと考えられる。
上述のとおり作製した各例に係るセパレータについて、セパレータの長尺方向に直交する幅方向の端部における基材層と耐熱層との剥離強度を、引張試験機を用いた90°剥離試験を行うことで評価した。かかる90°剥離試験は、JIS C6481(1996)に準じて行った。また、上記引張試験機としては、MINEBEA社製のTG−2kNを用いた。具体的には以下のとおりである。
まず、各セパレータの幅方向の縁(ここでは右端)から2mmまでの部分から、セパレータの長尺方向と試験片の長尺方向が一致するように、120mm×2mmの長方形状の試験片を切り出した。かかる試験片の長辺方向の一方の端部のセパレータ基材(基材層)を引張治具(例えばクランプ)に固定するために、該試験片の長辺方向の一方の端部の耐熱層をセパレータ基材(基材層)から剥がした。そして、両面テープを用いて上記試験片の耐熱層面を引張試験機の架台に貼り付けて、試験片(セパレータ)を引張試験機の架台上に固定した。また、かかる試験片の上記耐熱層剥離部分(基材層)を引張治具に固定した。そして、引張治具を架台(即ち架台に貼りつけた耐熱層)の面に対して鉛直方向上側(剥離角度が90±5°)となる方向に毎秒0.5mmの速度で引っ張り上げて(即ち、基材層を引っ張って)、耐熱層と基材層とを剥離した。このとき、耐熱層から基材層が剥がれる間の荷重の平均値を測定し、単位幅(ここでは幅1m)当たりの該荷重の平均値を剥離強度(N/m)とした。結果を表1の「剥離強度(N/m)」の欄に示す。
上述のとおりに作製した各例に係るセパレータについて、180℃の温度環境下における幅方向の熱収縮率(%)を測定した。
まず、各例に係るセパレータから、短辺が該セパレータシートの長尺方向に直交する幅方向に沿い且つセパレータの幅サイズと短辺方向の長さ(La)とが一致する大きさの長方形状の評価用試験片を切り出した。そして、上記評価用試験片の両短辺部(即ち長辺方向の両端)を、板状部材(ここでガラス板)上に、該評価用試験片の何れの方向に対しても張力がかからないように固定した。ここで、上記評価用試験片の固定には、耐熱性のテープ(ここではカプトンテープ)を用い、固定された両短辺部間に位置する非固定部分が正方形状となるように行った。
そして、上記固定した評価用試験片を180℃の恒温槽中でおよそ2時間保持した後、該試験片を室温まで放冷した。放冷した評価用試験片(上記正方形の測定部分)の短辺方向の長さ、即ち上記セパレータの幅方向に該当する長さのうち、最も短い部分の長さ(Lb)を測定し、熱収縮率(%)を以下の式:熱収縮率(%)=(La−Lb)÷La×100(%);より算出した。結果を表1の「熱収縮率(%)」の欄に示す。
例1に係るセパレータと例7に係るセパレータとの比較から、セパレータ(基材層、耐熱層)の長尺方向に直交する幅方向の端部の幅方向の長さを2mm以上とすることで、セパレータの熱収縮を好適に抑制し得ることを確認した。また、例4に係るセパレータと例11に係るセパレータとの比較から、セパレータの幅方向の端部における基材層に対する耐熱層の剥離強度を20N/m以上とすることで、セパレータの熱収縮を好適に抑制し得ることを確認した。
次いで、以下の材料、プロセスによって、例1〜12に係るリチウムイオン二次電池(非水電解質二次電池)を構築した。
まず、上記正負極を、上記各例に係るセパレータを間に介して、長尺方向に重ねあわせた。このとき、上記2枚のセパレータはいずれも耐熱層が負極(負極活物質層)に対向する方向で積層した。また、正極に設けた正極活物質層非形成部分の一部と負極に設けた負極活物質層非形成部分の一部とが幅方向(捲回電極体の捲回軸方向)で異なる方向に突出するように、正極および負極を互いにずらして重ねあわせた。そして、かかる積層した正極、負極、セパレータを、長尺方向に巻き取った(捲回した)後に押しつぶして拉げることで扁平形状の捲回電極体を作製した。なお、上記電極体の構築には、各例に係るセパレータどうし(即ち、例1に係る電極体の構築には例1に係るセパレータ2枚)を組み合わせて用いた。
上記のとおりに構築した各例にかかる電池について、充電処理(初期充電)を行った。具体的には、25℃の温度条件下において、1C(5A)の充電レート(電流値)で正負極端子間の電圧が4.2Vになるまで定電流充電(CC充電)を行い、5分間休止した後、1C(5A)の放電レート(電流値)で正負極端子間の電圧が3.0Vになるまで定電流放電(CC充電)を行い、5分間休止した。
なお、「1C」とは理論容量より予測した電池容量(Ah)を1時間で充電できる電流値を意味し、例えば電池容量が3.8Ahの場合は1C=3.8Aである。
上記初期充電後の各例に係る電池について、温度25℃、3.0Vから4.1Vの電圧範囲で定格容量(初期容量)を測定した。
具体的には、まず、25℃の温度条件下において、1Cの充電レート(電流値)で電池電圧が4.1Vまで定電流(CC)充電を行った後、電流値が0.01Cとなるまで定電圧(CV)充電を行った。その後、1Cの放電レート(電流値)で電池電圧が3.0Vとなるまで定電流(CC)放電を行った後、電流値が0.01Cとなるまで定電圧(CV)放電を行った。このときの放電容量(CCCV放電容量)を初期容量(Ah)とした。例1〜12の電池は、全て理論容量(5Ah)が得られていることを確認した。
次に、上記初期容量を測定した後の各例に係る電池について、初期抵抗(IV抵抗)を測定した。
具体的には、まず、上記初期容量を測定した後の各電池について、25℃の温度条件下でSOC60%の充電状態に調整した。そして、同温度において各電池に対し5C、10C、20Cの電流値でそれぞれ10秒間ずつ放電と充電を交互に行って、放電開始から10秒後の電圧を測定した。このときの電流値(X軸)および電圧値(Y軸)を直線回帰し、その傾きから各電池の電池抵抗(IV抵抗)(mΩ)を求めた。結果を表1の「電池抵抗」の欄に示す。
ここで、「SOC」(State of Charge)は、上記初期容量をSOC100%としたときの充電状態をいうこととする。
例6および例12に係るセパレータ(および該セパレータを用いた電池)と、例1〜5、例7〜9および例11に係るセパレータ(および該セパレータを用いた電池)とを比較することで、セパレータの長尺方向に直交する幅方向における端部に位置する耐熱層に含まれる単位体積当たりのバインダ量が、上記セパレータの上記幅方向における少なくとも中心を含む中央部分に位置する耐熱層に含まれる単位体積当たりのバインダ量よりも多く、且つ、上記端部の上記耐熱層において、相対的に上記基材層に近接する領域に含まれる単位体積あたりのバインダ量が、上記耐熱層の表面を含む相対的に表面に近い表面領域に含まれる単位体積当たりのバインダ量よりも多いセパレータは、熱収縮が低減され且つ当該セパレータを用いた電池の電池抵抗を低減し得ることを確認した。
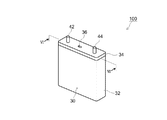
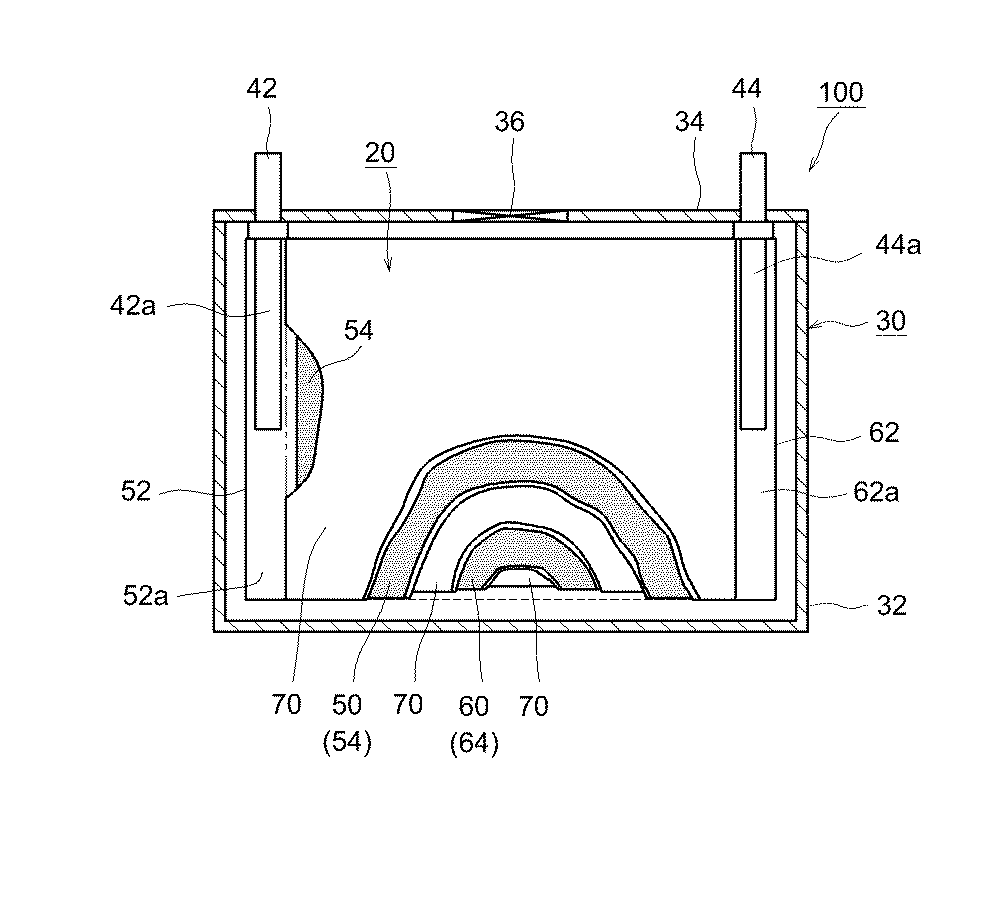
30 電池ケース
32 電池ケース本体
34 蓋体
36 安全弁
42 正極端子
42a 正極集電板
44 負極端子
44a 負極集電板
50 正極(正極シート)
52 正極集電体
52a 正極活物質層非形成部分
54 正極活物質層
60 負極(負極シート)
62 負極集電体
62a 負極活物質層非形成部分
64 負極活物質層
70 セパレータ(セパレータシート)
70a 端部
70b 中央部分
80 耐熱層
80a 耐熱層形成用組成物
82 耐熱層端部
82a 端部組成物
84 耐熱層中央部分
84a 中央部分組成物
86 基材層近接領域
88 表面領域
90 基材層(セパレータ基材)
92 基材層端部
94 基材層中央部分
100 非水電解質二次電池
200 ヒーター
DL 長尺方向
DW 幅方向
Claims (7)
- 樹脂製の基材層と、該基材層の表面に形成された耐熱層とを備えた長尺なシート状の非水電解質二次電池用セパレータの製造方法であって、
前記基材層上に、耐熱性微粒子とバインダと溶媒とを含む耐熱層形成用組成物を付与する工程;および、
前記基材層上に付与した耐熱層形成用組成物について、前記基材層の長尺方向に直交する幅方向の端部に付与された耐熱層形成用組成物を基材層側から加熱することで、前記耐熱層の幅方向の端部において、相対的に基材層に近い領域に含まれる単位体積当たりのバインダ量が、前記耐熱層の表面を含む相対的に表面に近い領域に含まれる単位体積当たりのバインダ量よりも多いことを特徴とする耐熱層を形成する工程;
を含む、セパレータの製造方法。 - 前記耐熱層の幅方向の端部を、少なくとも80℃以上の温度で加熱する、請求項1に記載のセパレータの製造方法。
- 前記端部の幅方向の長さが、該幅方向の一方の端部あたり、前記基材層の幅方向の長さの1.5%以上10%以下である、請求項1または2に記載のセパレータの製造方法。
- 樹脂製の基材層と、該基材の一方の面に形成された耐熱層とを備えた長尺なシート状の非水電解質二次電池用セパレータであって、
前記耐熱層は耐熱性微粒子とバインダとを含んでおり、
前記セパレータの長尺方向に直交する幅方向における端部に位置する耐熱層に含まれる単位体積当たりのバインダ量は、前記セパレータの前記幅方向における少なくとも中心を含む中央部分に位置する耐熱層に含まれる単位体積当たりのバインダ量よりも多く、且つ、
前記端部の前記耐熱層において、相対的に前記基材層に近接する領域に含まれる単位体積あたりのバインダ量が、前記耐熱層の表面を含む相対的に表面に近い表面領域に含まれる単位体積当たりのバインダ量よりも多い、セパレータ。 - 前記端部における前記基材層と前記耐熱層との剥離強度が20N/m以上50N/m以下である、請求項4に記載のセパレータ。
- 前記端部の幅方向の長さは、該幅方向の一方の端部あたり、前記セパレータの幅方向の全長の1.5%以上10%以下である、請求項4または5に記載のセパレータ。
- 請求項4〜6のいずれか一項に記載のセパレータを介して正極と負極とを積層した電極体と、非水電解質とを備えた非水電解質二次質池。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015082403A JP6493747B2 (ja) | 2015-04-14 | 2015-04-14 | 非水電解質二次電池用セパレータおよびその製造方法 |
| DE102016106550.1A DE102016106550B4 (de) | 2015-04-14 | 2016-04-11 | Separator für eine nichtwässrige Elektrolyt-Sekundärbatterie und Herstellungsverfahren dafür |
| KR1020160044086A KR101888740B1 (ko) | 2015-04-14 | 2016-04-11 | 비수전해질 이차 전지용 세퍼레이터 및 그 제조 방법 |
| US15/095,592 US10128482B2 (en) | 2015-04-14 | 2016-04-11 | Separator for non-aqueous electrolyte secondary battery and manufacturing method thereof |
| CN201610223731.1A CN106058122B (zh) | 2015-04-14 | 2016-04-12 | 非水电解质二次电池的隔膜及其制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015082403A JP6493747B2 (ja) | 2015-04-14 | 2015-04-14 | 非水電解質二次電池用セパレータおよびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016201327A true JP2016201327A (ja) | 2016-12-01 |
| JP6493747B2 JP6493747B2 (ja) | 2019-04-03 |
Family
ID=57043282
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015082403A Active JP6493747B2 (ja) | 2015-04-14 | 2015-04-14 | 非水電解質二次電池用セパレータおよびその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10128482B2 (ja) |
| JP (1) | JP6493747B2 (ja) |
| KR (1) | KR101888740B1 (ja) |
| CN (1) | CN106058122B (ja) |
| DE (1) | DE102016106550B4 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019079807A (ja) * | 2017-10-24 | 2019-05-23 | 住友化学株式会社 | 非水電解液二次電池用多孔質層 |
| JPWO2021131914A1 (ja) * | 2019-12-27 | 2021-07-01 | ||
| JPWO2022004396A1 (ja) * | 2020-06-29 | 2022-01-06 | ||
| WO2022114238A1 (ja) * | 2020-11-30 | 2022-06-02 | 日本ゼオン株式会社 | リチウムイオン二次電池用セパレータの検査方法及び製造方法 |
| WO2022215430A1 (ja) | 2021-04-09 | 2022-10-13 | パナソニックIpマネジメント株式会社 | セパレータおよびそれを用いた円筒形二次電池 |
| JP2024017913A (ja) * | 2022-07-28 | 2024-02-08 | プライムプラネットエナジー&ソリューションズ株式会社 | 電池 |
| JP2025502228A (ja) * | 2022-09-22 | 2025-01-24 | エルジー・ケム・リミテッド | 分離膜の熱収縮率評価装置および評価方法 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190045872A (ko) * | 2017-10-24 | 2019-05-03 | 스미또모 가가꾸 가부시키가이샤 | 비수 전해액 이차 전지용 다공질층 |
| JP6621512B2 (ja) * | 2017-10-24 | 2019-12-18 | 住友化学株式会社 | 非水電解液二次電池用多孔質層 |
| JP6626177B2 (ja) * | 2017-10-24 | 2019-12-25 | 住友化学株式会社 | 組成物 |
| JP2019079805A (ja) * | 2017-10-24 | 2019-05-23 | 住友化学株式会社 | 非水電解液二次電池用多孔質層 |
| JP7409762B2 (ja) * | 2018-01-09 | 2024-01-09 | トヨタ自動車株式会社 | 非水電解液二次電池および非水電解液二次電池の製造方法 |
| CN116169431A (zh) * | 2018-01-24 | 2023-05-26 | 帝人株式会社 | 非水系二次电池用隔膜及非水系二次电池 |
| US12288899B2 (en) * | 2018-09-25 | 2025-04-29 | Panasonic Intellectual Property Management Co., Ltd. | Separator and nonaqueous electrolyte secondary battery |
| DE102018218556A1 (de) * | 2018-10-30 | 2020-04-30 | Robert Bosch Gmbh | Kompositfolie, deren Herstellung und deren Verwendung in einer elektrochemischen Festkörperzelle |
| KR102419160B1 (ko) * | 2019-05-09 | 2022-07-08 | 주식회사 엘지에너지솔루션 | 분산제를 포함하는 이차전지용 분리막 및 이의 제조방법 |
| CN112086621B (zh) * | 2020-09-29 | 2021-07-06 | 珠海冠宇电池股份有限公司 | 一种负极片及包括该负极片的叠片式锂离子电池 |
| CN115722424B (zh) * | 2021-08-31 | 2024-03-19 | 宁德时代新能源科技股份有限公司 | 加热装置及加热方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003208890A (ja) * | 2002-01-15 | 2003-07-25 | Japan Storage Battery Co Ltd | 非水系二次電池の電極板およびその製造方法 |
| WO2006061936A1 (ja) * | 2004-12-07 | 2006-06-15 | Matsushita Electric Industrial Co., Ltd. | セパレータおよびそれを用いた非水電解液二次電池 |
| JP2012028006A (ja) * | 2010-07-20 | 2012-02-09 | Panasonic Corp | 非水電解質二次電池用電極板および非水電解質二次電池 |
| JP2012190547A (ja) * | 2011-03-08 | 2012-10-04 | Gs Yuasa Corp | 二次電池用のセパレータ、及び二次電池、並びに二次電池用のセパレータの製造方法 |
| WO2013031012A1 (ja) * | 2011-09-01 | 2013-03-07 | トヨタ自動車株式会社 | 非水電解質二次電池 |
| JP2013206743A (ja) * | 2012-03-28 | 2013-10-07 | Gs Yuasa Corp | 蓄電素子 |
| JP2013206605A (ja) * | 2012-03-27 | 2013-10-07 | Gs Yuasa Corp | セパレータ及び蓄電素子 |
| JP2013218898A (ja) * | 2012-04-09 | 2013-10-24 | Toyota Motor Corp | 非水電解質二次電池 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BRPI0620590B1 (pt) * | 2005-12-06 | 2019-07-09 | Lg Chem, Ltd. | Separador compósito orgânico/inorgânico, método para fabricar um separador compósito orgânico/inorgânico e dispositivo eletroquímico |
| JP5259721B2 (ja) * | 2009-03-13 | 2013-08-07 | 日立マクセル株式会社 | 電池用セパレータおよびそれを用いた非水電解液電池 |
| JP5392063B2 (ja) | 2009-12-24 | 2014-01-22 | トヨタ自動車株式会社 | リチウムイオン二次電池、車両及び電池搭載機器 |
| WO2013069697A1 (ja) * | 2011-11-08 | 2013-05-16 | 東レ株式会社 | 多孔性フィルム積層体の製造方法、多孔性フィルム積層体および蓄電デバイス |
| US10096810B2 (en) * | 2012-05-10 | 2018-10-09 | Samsung Sdi Co., Ltd. | Separator and method of manufacturing the same and rechargeable lithium battery including the same |
| KR101949479B1 (ko) | 2012-08-06 | 2019-02-19 | 스미또모 가가꾸 가부시키가이샤 | 롤 부재, 도포 장치, 세퍼레이터 제조 장치 및 이차 전지 제조 장치 |
| JP2015022893A (ja) * | 2013-07-19 | 2015-02-02 | 積水化学工業株式会社 | 耐熱性微多孔フィルム及びその製造方法 |
| JP6672594B2 (ja) * | 2015-03-12 | 2020-03-25 | Jnc株式会社 | 有機・無機複合膜及びこれを用いた多層耐熱セパレータ材 |
-
2015
- 2015-04-14 JP JP2015082403A patent/JP6493747B2/ja active Active
-
2016
- 2016-04-11 US US15/095,592 patent/US10128482B2/en active Active
- 2016-04-11 KR KR1020160044086A patent/KR101888740B1/ko active Active
- 2016-04-11 DE DE102016106550.1A patent/DE102016106550B4/de active Active
- 2016-04-12 CN CN201610223731.1A patent/CN106058122B/zh active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003208890A (ja) * | 2002-01-15 | 2003-07-25 | Japan Storage Battery Co Ltd | 非水系二次電池の電極板およびその製造方法 |
| WO2006061936A1 (ja) * | 2004-12-07 | 2006-06-15 | Matsushita Electric Industrial Co., Ltd. | セパレータおよびそれを用いた非水電解液二次電池 |
| JP2012028006A (ja) * | 2010-07-20 | 2012-02-09 | Panasonic Corp | 非水電解質二次電池用電極板および非水電解質二次電池 |
| JP2012190547A (ja) * | 2011-03-08 | 2012-10-04 | Gs Yuasa Corp | 二次電池用のセパレータ、及び二次電池、並びに二次電池用のセパレータの製造方法 |
| WO2013031012A1 (ja) * | 2011-09-01 | 2013-03-07 | トヨタ自動車株式会社 | 非水電解質二次電池 |
| JP2013206605A (ja) * | 2012-03-27 | 2013-10-07 | Gs Yuasa Corp | セパレータ及び蓄電素子 |
| JP2013206743A (ja) * | 2012-03-28 | 2013-10-07 | Gs Yuasa Corp | 蓄電素子 |
| JP2013218898A (ja) * | 2012-04-09 | 2013-10-24 | Toyota Motor Corp | 非水電解質二次電池 |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019079807A (ja) * | 2017-10-24 | 2019-05-23 | 住友化学株式会社 | 非水電解液二次電池用多孔質層 |
| JP7652083B2 (ja) | 2019-12-27 | 2025-03-27 | 日本ゼオン株式会社 | 二次電池およびその製造方法 |
| JPWO2021131914A1 (ja) * | 2019-12-27 | 2021-07-01 | ||
| WO2021131914A1 (ja) * | 2019-12-27 | 2021-07-01 | 日本ゼオン株式会社 | 二次電池およびその製造方法 |
| JPWO2022004396A1 (ja) * | 2020-06-29 | 2022-01-06 | ||
| WO2022004396A1 (ja) * | 2020-06-29 | 2022-01-06 | 三洋電機株式会社 | 非水電解質二次電池用セパレータ及び非水電解質二次電池 |
| JP7721526B2 (ja) | 2020-06-29 | 2025-08-12 | パナソニックエナジー株式会社 | 非水電解質二次電池用セパレータ及び非水電解質二次電池 |
| WO2022114238A1 (ja) * | 2020-11-30 | 2022-06-02 | 日本ゼオン株式会社 | リチウムイオン二次電池用セパレータの検査方法及び製造方法 |
| WO2022215430A1 (ja) | 2021-04-09 | 2022-10-13 | パナソニックIpマネジメント株式会社 | セパレータおよびそれを用いた円筒形二次電池 |
| JP2024017913A (ja) * | 2022-07-28 | 2024-02-08 | プライムプラネットエナジー&ソリューションズ株式会社 | 電池 |
| JP7699563B2 (ja) | 2022-07-28 | 2025-06-27 | プライムプラネットエナジー&ソリューションズ株式会社 | 電池 |
| JP2025502228A (ja) * | 2022-09-22 | 2025-01-24 | エルジー・ケム・リミテッド | 分離膜の熱収縮率評価装置および評価方法 |
| JP7776210B2 (ja) | 2022-09-22 | 2025-11-26 | エルジー・ケム・リミテッド | 分離膜の熱収縮率評価装置および評価方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102016106550A1 (de) | 2016-10-20 |
| US20160308185A1 (en) | 2016-10-20 |
| DE102016106550B4 (de) | 2022-05-19 |
| CN106058122B (zh) | 2019-09-27 |
| US10128482B2 (en) | 2018-11-13 |
| CN106058122A (zh) | 2016-10-26 |
| JP6493747B2 (ja) | 2019-04-03 |
| KR20160122646A (ko) | 2016-10-24 |
| KR101888740B1 (ko) | 2018-08-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6493747B2 (ja) | 非水電解質二次電池用セパレータおよびその製造方法 | |
| JP5652683B2 (ja) | 非水電解質二次電池および車両 | |
| JP5101569B2 (ja) | 電池用セパレータとその製造方法、およびリチウム二次電池 | |
| JP5681703B2 (ja) | 電気化学素子用セパレータおよびそれを用いた電気化学素子、並びにその電気化学素子用セパレータの製造方法 | |
| JP5650738B2 (ja) | 電池用セパレータおよび電池 | |
| JP5937776B2 (ja) | 電池用セパレータおよび電池 | |
| KR102743149B1 (ko) | 비수계 이차전지용 세퍼레이터 및 비수계 이차전지 | |
| JP5843116B2 (ja) | 非水電解質二次電池 | |
| JP2016100135A (ja) | 非水電解質二次電池 | |
| JP5327540B2 (ja) | リチウムイオン二次電池用セパレータおよびその製造方法 | |
| KR101471795B1 (ko) | 비수 전해액 리튬 2차 전지 | |
| JP2021044162A (ja) | 非水電解質二次電池 | |
| JP5247657B2 (ja) | 非水電解液電池 | |
| WO2015115513A1 (ja) | 非水系二次電池用セパレータおよび非水系二次電池 | |
| JP5451426B2 (ja) | 電池用セパレータおよびそれを用いたリチウムイオン二次電池 | |
| JP6371905B2 (ja) | 非水系二次電池用セパレータ及び非水系二次電池 | |
| JP2006049114A (ja) | 非水電解液二次電池 | |
| JP7205717B2 (ja) | 正極 | |
| WO2015046126A1 (ja) | 非水電池用多孔質層、非水電池用セパレータ、非水電池用電極および非水電池 | |
| JP2012182084A (ja) | 非水電解質二次電池 | |
| WO2012005152A1 (ja) | 非水電池用セパレータおよび非水電池 | |
| KR20230007474A (ko) | 비수계 이차전지용 세퍼레이터 및 비수계 이차전지 | |
| JP2020077614A (ja) | 電極及び電極の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160824 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170623 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170706 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170823 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180125 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180322 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180830 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181122 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20181203 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190207 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190220 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6493747 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |