JP2016209902A - 線材供給装置 - Google Patents
線材供給装置 Download PDFInfo
- Publication number
- JP2016209902A JP2016209902A JP2015094781A JP2015094781A JP2016209902A JP 2016209902 A JP2016209902 A JP 2016209902A JP 2015094781 A JP2015094781 A JP 2015094781A JP 2015094781 A JP2015094781 A JP 2015094781A JP 2016209902 A JP2016209902 A JP 2016209902A
- Authority
- JP
- Japan
- Prior art keywords
- wire
- bundle
- supply device
- drive mechanism
- rotation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000002093 peripheral effect Effects 0.000 claims description 15
- 238000003780 insertion Methods 0.000 claims description 10
- 230000037431 insertion Effects 0.000 claims description 10
- 230000037303 wrinkles Effects 0.000 description 12
- 238000002788 crimping Methods 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 230000000452 restraining effect Effects 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 238000005491 wire drawing Methods 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000007765 extrusion coating Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000004886 process control Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21F—WORKING OR PROCESSING OF METAL WIRE
- B21F23/00—Feeding wire in wire-working machines or apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H49/00—Unwinding or paying-out filamentary material; Supporting, storing or transporting packages from which filamentary material is to be withdrawn or paid-out
- B65H49/18—Methods or apparatus in which packages rotate
- B65H49/34—Arrangements for effecting positive rotation of packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H57/00—Guides for filamentary materials; Supports therefor
- B65H57/18—Guides for filamentary materials; Supports therefor mounted to facilitate unwinding of material from packages
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Unwinding Of Filamentary Materials (AREA)
- Wire Processing (AREA)
Abstract
【課題】環状の線材束から線材を引出す際に、当該線材の捻り癖をより効果的に抑制できるようにすることを目的とする。
【解決手段】線材供給装置20は、環状の線材束10から線材12を連続的に供給するための装置である。線材供給装置20は、線材束10を配設可能な線材束セット部30と、線材束セット部30を回転駆動する回転駆動機構50とを備える。例えば、回転駆動機構50は、線材12の引出速度とは非同期な回転速度で回転駆動する。また、回転駆動機構50は、線材12の引出開始により回転駆動を開始し、線材12の引出停止により回転駆動を停止する。
【選択図】図1
【解決手段】線材供給装置20は、環状の線材束10から線材12を連続的に供給するための装置である。線材供給装置20は、線材束10を配設可能な線材束セット部30と、線材束セット部30を回転駆動する回転駆動機構50とを備える。例えば、回転駆動機構50は、線材12の引出速度とは非同期な回転速度で回転駆動する。また、回転駆動機構50は、線材12の引出開始により回転駆動を開始し、線材12の引出停止により回転駆動を停止する。
【選択図】図1
Description
この発明は、輪状に束ねられた線材を供給する技術に関する。
特許文献1には、スタンド台部上に輪状に巻かれた電線束が載置され、当該電線束から電線が上方に引出し供給される構成が開示されている。
特許文献2には、電線リールが、板状のベースに対して回転自在に取り付けられた構成が開示されている。
しかしながら、特許文献1に開示のように、輪状に巻かれた電線束を載置固定した状態で、当該電線束から電線を引抜くと、電線引抜き時に電線に捻り癖がついてしまう。この捻り癖が付いた電線が、その次の処理、例えば、電線の切断、電線に対する端子圧着処理等に供されてしまうと、電線の絡み、圧着不良等の不具合を生じさせる恐れがある。
特許文献2のように、電線リールを回転自在に取り付けた構成では、上記捻り癖を十分に抑制することはできない。
そこで、本発明は、環状の線材束から線材を引出す際に、当該線材の捻り癖をより効果的に抑制できるようにすることを目的とする。
上記課題を解決するため、第1の態様は、環状の線材束から線材を連続的に供給するための線材供給装置であって、前記線材束を配設可能な線材束セット部と、前記線材束セット部を回転駆動する回転駆動機構とを備える。
第2の態様は、第1の態様に係る線材供給装置であって、前記回転駆動機構は、前記線材の引出中において、前記線材束セット部を、前記線材の引出速度とは非同期な回転速度で回転駆動するものである。
第3の態様は、第1又は第2の態様に係る線材供給装置であって、前記回転駆動機構は、前記線材の引出中において、前記線材束セット部を一定回転速度で回転駆動するものである。
第4の態様は、第1〜第3のいずれか1つの態様に係る線材供給装置であって、前記回転駆動機構は、空気圧モータを含むものである。
第5の態様は、第1〜第4のいずれか1つの態様に係る線材供給装置であって、前記回転駆動機構は、前記線材の引出開始により回転駆動を開始し、前記線材の引出停止により回転駆動を停止するものである。
第6の態様は、第1〜第5のいずれか1つの態様に係る線材供給装置であって、前記線材束セット部は、前記線材束を収容可能でかつ上方が開口するケース部と、外周縁が円状をなす板状に形成され前記ケース部内に収容された前記線材束上に載置される抑え板と、前記ケース部内に収容された前記線材束の中心軸上に位置して線材挿通孔が形成され、前記抑え板から上方に離れた位置で前記ケース部の上方開口を塞ぐように配置される蓋部とを含むものである。
第1の態様によると、回転駆動機構によって線材束セット部を回転駆動するため、環状の線材束から線材を引出す際に、当該線材の捻り癖をより効果的に抑制できる。
第2の態様によると、回転駆動機構は、線材束セット部を、前記線材の引出速度とは非同期な回転速度で回転駆動するため、その構成を簡易にできる。
第3の態様によると、回転駆動機構は、線材束セット部を、線材の引出速度とは非同期な一定回転速度で回転駆動するため、その構成を簡易にできる。
第4の態様によると、簡易な構成によって、回転駆動機構を実現できる。
第5の態様によると、線材の引出時に線材の捻り癖をより効果的に抑制できる。また、線材の引出停止時には、線材に捻りを与えることを抑制できる。
第6の態様によると、線材は、抑え板の円状の外周縁の外周りから抑え板と蓋部との間を経由し、蓋部の線材挿通孔を通って引出されるので、線材の経路が安定し、線材が絡み難い。
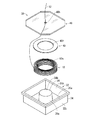
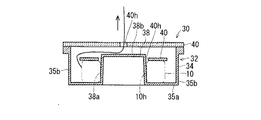
以下、実施形態に係る線材供給装置について説明する。図1は線材供給装置20を示す概略図であり、図2は線材束セット部30の分解斜視図であり、図3は線材束セット部30から線材12が引出される状態を示す断面図である。
線材供給装置20は、環状の線材束10から線材12を連続的に供給するための装置である。ここでは、線材12が、金属等で形成された芯線の周囲に、樹脂等を押出被覆等することによって被覆を形成した電線である例で説明する。なお、本装置自体は、電線に用いられる芯線等、各種線材を連続的に供給するための装置として用いることができる。
線材束10は、上記線材12が、中央に孔10hを設けた状態で、環状に複数回巻回された構成とされている。ここでは、線材束10は、それ自体で環状を保っている。線材束10から線材12が引出される程、その外径寸法、外径寸法、軸方向高さ寸法等が変動する。以下の説明において、線材束10が初期状態であるとは、線材12が線材束10として製造された後、線材12が引出される前の状態をいう。もっとも、線材束10は、線材12が、筒状の芯部材、又は、筒状の芯部材の両端部に円板状の鍔部を設けたリール等に巻かれた構成であってもよい。
線材供給装置20は、線材束セット部30と、回転駆動機構50とを備える。本線材供給装置20から連続的に供給される線材12は、線材加工装置14等に送られる。線材加工装置14としては、線材12を所定長に切断する装置、線材12の被覆を皮剥ぎする装置等であることが想定される。線材加工装置14には、線材12を引取る線材引取装置16が設けられている。線材引取装置16は、例えば、一対のローラ17と、当該一対のローラ17の少なくとも一方を回転駆動するモータ18等を備える。そして、線材加工装置14の加工制御を行う加工制御ユニット15が、線材12の加工を行うに当って、線材12の引取が必要なタイミングで、引出開始信号を出力すると、駆動回路を通じてモータ18が回転駆動される。これにより、一対のローラ17間に挟まれた線材12が線材供給装置20から引出される。また、加工制御ユニット15が、線材12の引取が不要となったタイミングで、引出停止信号を出力すると、駆動回路を通じてモータ18の回転が停止される。これにより、線材供給装置20からの線材12の引出が停止する。
線材束セット部30は、線材束10をセット可能に構成されている。
ここでは、線材束セット部30は、ケース部32と、抑え板40と、蓋部44とを備える。
ケース部32は、線材束10を収容可能でかつ上方が開口する箱状に形成されている。線材12は、ケース部32の上方開口を通って、当該ケース部32内に収容された線材束10から引出される。
より具体的には、ケース部32は、ケース本体部34と、芯部38とを備えており、樹脂等によって形成されている。
ケース本体部34は、底部35aと、壁部35bとを備える。底部35aは、平面視において、線材束10をその中心軸に沿って見た広がりよりも大きく広がる板状に形成されている。ここでは、底部35aは、正方形板状に形成されている。底部35aの一辺の長さ寸法は、初期状態における線材束10の外径寸法よりも大きく設定されている。4つの壁部35bは、底部35aの周囲4辺から底部35aの一方主面側に立設され、当該底部35aの一方主面側の空間を四方から覆っている。また、壁部35bの突出寸法は、初期状態における線材束10の軸方向寸法よりも大きく設定されている。また、各壁部35bの上側の縁部は、外側に張出すように形成されている。
そして、ケース本体部34内に、線材束10の軸方向一端側の部分を底部35aの上面に接触させた状態で、当該線材束10をケース本体部34内に収容できるようになっている。この状態で、線材束10はケース本体部34の上方開口にはみ出ず、線材束10の全体がケース本体部34内に収容される。
芯部38は、底部35aの中央部より上方に突出するように設けられている。つまり、芯部38は、4方の壁部35bで囲まれる中央位置に配設される。芯部38は、周壁部38aと、天井部38bとを含む。周壁部38aは、筒状に形成されている。ここでは、周壁部38aは、上方に向けて徐々に細くなるように形成されているが、これは必須でない。周壁部38aの下側縁部は、底部35aに連設されている。また、天井部38bは、円板状に形成され、周壁部38aの上側を閉じている。
上記周壁部38aの最大外径寸法は、線材束10の内径寸法よりも小さく、好ましくは、線材束10の内径寸法よりも僅かに小さい。そして、芯部38を線材束10内に嵌め込むようにして、線材束10をケース本体部34内に収容できるようになっている。この芯部38により、ケース本体部34内における線材束10の崩れ抑制及び位置決めが図られている。
ここでは、線材束10をセットする構成として、上記ケース部32を用いることは必須ではない。例えば、ケース部32において壁部35b又は芯部38を省略したものに、線材束10をセットするようにしてもよい。また、単なる板状の部材の上に線材束10をセットするようにしてもよい。
抑え板40は、ケース部32内に線材束10が収容された状態で、当該線材束10上に載置される。抑え板40は、樹脂等によって形成され、外周縁が円状をなす板状に形成されている。ここでは、抑え板40は、円板状に形成されている。抑え板40の外径寸法は、初期状態における線材束10の外径寸法よりも大きく設定されている。また、抑え板40の中央部には、芯部38を挿入可能な孔40hが形成されている。孔40hの内径寸法は、芯部38の外径寸法よりも僅かに大きい程度であることが好ましい。
そして、芯部38を孔40hに挿入するようにして、抑え板40がケース部32内の線材束10上に載置される。この抑え板40の自重により、線材束10が底部35aに向けて押え付けられる。これにより、線材束10から線材12を引出す際に、線材束10が崩れ難くなる。また、線材束10から上方に引出される線材12は、抑え板40の外周縁部を通る。このため、線材12は、線材束10の外周側に向うように案内されつつ当該線材束10から安定した態様で引出されることになり、線材束10が崩れ難くなる。なお、抑え板40は省略されてもよい。
蓋部44は、上記抑え板40から上方に離れた位置で、ケース部32の上方開口を塞ぐように配置可能に構成されている。より具体的には、蓋部44は、ケース本体部34の上側の外側縁間を結ぶ寸法と同じ長さ寸法の4つの辺によって囲まれた方形板状に形成されている。ここでは、蓋部44の各隅が切除されているが、これは必須ではない。そして、蓋部44の各辺を、ケース部32の上側の4つの外側縁に沿って配設するようにして、当該蓋部44をケース部32の上に配置することができるようになっている。この状態で、蓋部44の下面と抑え板40との間に隙間が形成される。すなわち、ケース部32の深さ寸法は、初期状態における線材束10の軸方向寸法に、抑え板40の厚み寸法を付加した寸法よりも大きく設定されている。
また、蓋部44がケース部32の上に載置された状態で、ケース部32内に収容された線材束10の中心軸上に位置して、線材挿通孔44hが形成されている。線材挿通孔44hの内径寸法は、線材12の外径寸法よりも大きく設定されており、線材12は、当該線材挿通孔44hを通って外側に引出される。
好ましくは、蓋部44は、透明樹脂によって形成されている。これにより、蓋部44が被さった状態で、その蓋部44の内側の様子を観察することができる。
本線材束セット部30において、線材12は次のように引出される。すなわち、芯部38を線材束10の中央の孔10hに嵌め込むようにして、線材束10がケース部32内に収容される。この後、線材束10上に抑え板40が載置される。そして、蓋部44がケース部32の上方開口を塞ぐように、当該ケース部32上に載置される。この際、線材12は、線材束10の外方に引出され、抑え板40の外周側から抑え板40と蓋部44との間を通って、線材挿通孔44hに通され、外部に引出される。
線材12を引出すと、線材12は、線材束10及び抑え板40の外周側を一定方向に周回しつつ(図1の矢符A参照)、抑え板40と蓋部44との間を通り、さらに、線材挿通孔44hを通って外部に引出される。
線材12が線材束10から引出される際には、線材12が抑え板40の外周縁部によって線材束10の外周側に引っ張られる。このため、引出される線材12が線材束10内に埋れていたとしても、安定して線材束10の外周側に引き出される。従って、線材束10が崩れ難く、また、線材束10において線材12同士が絡まり難い。また、線材束10から引出された線材12は、線材束10及び抑え板40周りを周回するものの、抑え板40と蓋部44との間を通るため、比較的安定した経路を通り、大きく暴れるような事態は生じ難い。このため、線材12が線材束10から引出された時点で、絡み合うようなことも抑制される。
ここで、線材束10が非回転状態で固定されているとすると、当該線材束10から引出された線材12には捻り癖がついてしまう。線材12に捻り癖がついていると、その次の処理、例えば、電線の切断、電線に対する端子圧着処理等において、線材12が曲ったり、捩れたりしてしまう。これにより、線材12の絡み、線材12の把持失敗、圧着不良等を生じる恐れがある。
上記捻り癖を抑制するため、回転駆動機構50は、上記線材束セット部30を、内部に収容した線材束10と共に回転駆動する。
回転駆動機構50は、駆動本体部52と、回転テーブル54とを備える。
回転テーブル54は、板状に形成されており、上記線材束セット部30を載置可能に構成されている。ここでは、回転テーブル54は、線材束セット部30よりも大きい板状に形成されている。線材束セット部30は、ある程度の重さを有しているため、線材束セット部30と回転テーブル54との間に摩擦力が作用する。このため、当該線材束セット部30を回転テーブル54上に載置するだけで、回転テーブル54の回転によって線材束セット部30を回転させることができる。もっとも、回転テーブル54に、線材束セット部30を位置決め保持するための凹形状又は凸形状が形成されていてもよい。これにより、回転テーブル54に対して線材束セット部30を回り止することができる。また、回転テーブル54の回転中心と線材束セット部30の中心とをより確実に一致させることができる。
駆動本体部52は、上記回転テーブル54を回転可能に構成されている。ここでは、駆動本体部52は、空気圧モータである。空気圧モータとは、空気の圧力を回転運動に変換する原動機である。例えば、回転軸部に設けられた羽根を空気圧によって回転させることによって、空気圧を回転運動に変換することができる。このような空気圧モータ自体は、周知である。
ここでは、エア供給源55と駆動本体部52とがエア配管56を通じて接続される。エア供給源55の途中には、電磁弁57が設けられている。電磁弁57は、線材供給制御ユニット58の制御下、開閉される。線材供給制御ユニット58が駆動回路等を通じて電磁弁57の弁を開くと、エアが駆動本体部52に送られ、駆動本体部52が回転する。線材供給制御ユニット58が駆動回路等を通じて電磁弁57の弁を閉じると、駆動本体部52へのエアが停止され、駆動本体部52の回転が停止する。線材12の捻り癖を解消するためには、駆動本体部52による線材束10の回転方向Bを、線材12の引出時における線材束10及び抑え板40周りの線材12の周回方向Aに対して逆方向にするとよい(図1参照)。
なお、上記エア供給源55としては、一般的な工場設備として備付けられるエアコンプレッサ等を用いることができる。通常、エア供給源55からは一定の空気圧であるため、上記駆動本体部52に対して当該エアが送られると、駆動本体部52は一定回転速度で回転する。もっとも、エア配管56の途中に流量調整弁等を設け、駆動本体部52の回転速度を調整するようにしてもよい。
また、駆動本体部52として、空気圧モータを用いることは必須ではなく、その他、電気モータ等を用いてもよい。
ここで、線材供給制御ユニット58は、CPU、ROM、RAM、記憶装置等がバスラインを介して相互接続された一般的なコンピュータによって構成されており、予め記憶したプログラムに従って、駆動本体部52の動作を次のように制御する。
すなわち、線材供給制御ユニット58には、加工制御ユニット15から、線材の引出開始信号及び引出停止信号が入力される。また、線材供給制御ユニット58は、駆動回路を介して電磁弁57を開閉制御可能に接続されている。そして、加工制御ユニット15からの信号に応じて、電磁弁57を次のように制御する。
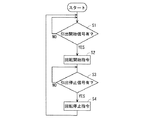
図4は線材供給制御ユニット58の処理を示すフローチャートである。
まず、初期状態においては、線材束セット部30に線材束10がセットされ、当該線材束セット部30が線材束10と共に回転テーブル54上に載置されている。また、線材12は、線材束セット部30内の線材束10から引出され、ガイドローラR等を通じて線材加工装置14に向けて案内されている。
この状態で、線材供給制御ユニット58は、ステップS1において、加工制御ユニット15からの引出開始信号の有無を判定する。引出開始信号有りと判定されると、次ステップS2に進む。
ステップS2では、線材供給制御ユニット58は、回転開始指令を出力する。これにより、駆動回路を通じて電磁弁57が開かれ、エア供給源55からのエアが駆動本体部52に送られ、駆動本体部52が回転テーブル54、線材束セット部30及び線材束10を回転させる。
加工制御ユニット15からの引出開始信号が有りと判定された状況下では、線材引取装置16によって線材12が引取られている。従って、線材束セット部30内の線材束10から線材12が引出されつつ、線材束10が回転する。これにより、線材束10から引出される線材12に対して、捻り癖を解消する方向の回転が加わり、線材12に対する捻り癖が抑制される。
次ステップS3では、線材供給制御ユニット58は、加工制御ユニット15からの引出停止信号の有無を判定する。引出停止信号有りと判定されると、次ステップS4に進む。
ステップS4では、線材供給制御ユニット58は、回転停止指令を出力する。これにより、駆動回路を通じて電磁弁57が閉じられ、エア供給源55から駆動本体部52へのエア供給が停止され、駆動本体部52の回転駆動が停止する。結果、回転テーブル54、線材束セット部30及び線材束10の回転が停止する。この状態では、加工制御ユニット15からの引出停止信号が有りと判定された状況下では、線材引取装置16による線材12の引取も停止している。
以上のように構成された線材供給装置20によると、回転駆動機構50によって、線材束セット部30を線材束10共に回転させるため、環状の線材束10から線材12を引出す際に、線材12の捻り癖を効果的に抑制することができる。
なお、線材12では、加工上、不都合になる程の大きな曲り、絡み等の発生を抑制し得る程度に、捻り癖が抑制されていればよい。このため、線材12に多少の捻れが残っていてもよい。従って、回転駆動機構50の回転速度は、線材12の引出速度と同期している必要は無い。
ここでは、回転駆動機構50の回転速度は、空気圧等に応じて決る大きさであり、線材12の引出速度とは非同期である。このように、線材12の引出速度等に応じて、回転駆動機構50をフィードバック制御等する必要は無く、構成の簡易化が可能となる。
しかも、回転駆動機構50には一定の空気圧、流速等で空気が供給されるため、回転駆動機構50の回転速度は、一定速度である。このため、回転駆動機構50の回転速度を制御する必要は無く、この点からも構成の簡易化が可能となる。
回転駆動機構50の回転速度は、線材12の引出速度に応じた線材12の周回速度(矢符Aに沿って周回する回転速度)と同じに設定されることが好ましいが、厳密に同じに設定される必要は無い。線材12の周回速度が変動する場合、回転駆動機構50の回転速度は、線材12の引出中における線材12の平均周回速度と同じであることが好ましい。
もっとも、回転駆動機構50の回転速度を、線材12の引出速度に応じてフィードバック制御等してもよい。
また、駆動本体部52として、空気圧モータを用いているため、工場のエア供給設備等を利用して、簡易な構成によって回転駆動機構50を構成することが可能となる。
また、回転駆動機構50は、線材12の引出開始により回転駆動を開始し、線材12の引出停止により回転駆動を停止させる。このため、線材12の引出時には線材束セット部30及び線材束10を自動で回転させて線材12の捻り癖を効果的に抑制できる。そして、線材12の引出停止時には、線材12に捻りを与えることを自動で抑制できる。
なお、回転駆動機構50の回転駆動の開始及び停止は、必ずしも線材引取装置16からの出力信号による必要は無い。例えば、線材12をガイドするローラにその回転を検出するセンサを設けておき、線材の引出しに伴ってローラが従動回転するか否かによって、回転駆動機構50の回転駆動の開始及び停止を制御するようにしてもよい。
また、線材12の引出停止中において、回転駆動機構50の回転駆動を停止することは必須ではない。例えば、線材12の引出、引出停止が比較的短い時間で繰返される場合には、引出停止中の時間をも含む線材12の平均引出速度に応じた回転速度で、回転駆動機構50を継続的に回転駆動させてもよい。
また、線材束セット部30として、ケース部32と、抑え板40と、蓋部44とを含むものを用いているため、線材12が、抑え板40の円状の外周縁の外周りから抑え板40と蓋部44との間を経由し、蓋部44の線材挿通孔44hを通って引出される。このため、線材12の経路が安定し、線材12が絡み難い。これにより、線材12を引出す際の絡み等のトラブル発生が抑制される。
なお、この線材束セット部30は、回転駆動機構50によって回転駆動される用途以外、それ単独で用いられた場合であっても、線材12を引出す際の絡み等のトラブル発生を抑制することができる。
なお、上記実施形態及び各変形例として説明した各構成は、相互に矛盾しない限り適宜組合わせることができる。
以上のようにこの発明は詳細に説明されたが、上記した説明は、すべての局面において、例示であって、この発明がそれに限定されるものではない。例示されていない無数の変形例が、この発明の範囲から外れることなく想定され得るものと解される。
10 線材束
12 線材
14 線材加工装置
16 線材引取装置
20 線材供給装置
30 線材束セット部
32 ケース部
40 抑え板
44 蓋部
44h 線材挿通孔
50 回転駆動機構
52 駆動本体部
54 回転テーブル
55 エア供給源
57 電磁弁
58 線材供給制御ユニット
12 線材
14 線材加工装置
16 線材引取装置
20 線材供給装置
30 線材束セット部
32 ケース部
40 抑え板
44 蓋部
44h 線材挿通孔
50 回転駆動機構
52 駆動本体部
54 回転テーブル
55 エア供給源
57 電磁弁
58 線材供給制御ユニット
Claims (6)
- 環状の線材束から線材を連続的に供給するための線材供給装置であって、
前記線材束を配設可能な線材束セット部と、
前記線材束セット部を回転駆動する回転駆動機構と、
を備える線材供給装置。 - 請求項1に記載の線材供給装置であって、
前記回転駆動機構は、前記線材の引出中において、前記線材束セット部を、前記線材の引出速度とは非同期な回転速度で回転駆動する、線材供給装置。 - 請求項1又は請求項2に記載の線材供給装置であって、
前記回転駆動機構は、前記線材束セット部を一定回転速度で回転駆動する、線材供給装置。 - 請求項1〜請求項3のいずれか1項に記載の線材供給装置であって、
前記回転駆動機構は、空気圧モータを含む、線材供給装置。 - 請求項1〜請求項4のいずれか1項に記載の線材供給装置であって、
前記回転駆動機構は、前記線材の引出開始により回転駆動を開始し、前記線材の引出停止により回転駆動を停止する、線材供給装置。 - 請求項1〜請求項5のいずれか1項に記載の線材供給装置であって、
前記線材束セット部は、前記線材束を収容可能でかつ上方が開口するケース部と、外周縁が円状をなす板状に形成され前記ケース部内に収容された前記線材束上に載置される抑え板と、前記ケース部内に収容された前記線材束の中心軸上に位置して線材挿通孔が形成され、前記抑え板から上方に離れた位置で前記ケース部の上方開口を塞ぐように配置される蓋部とを含む、線材供給装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015094781A JP2016209902A (ja) | 2015-05-07 | 2015-05-07 | 線材供給装置 |
| PCT/JP2016/062221 WO2016178362A1 (ja) | 2015-05-07 | 2016-04-18 | 線材供給装置 |
| TW105112965A TW201702172A (zh) | 2015-05-07 | 2016-04-26 | 線材供給裝置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015094781A JP2016209902A (ja) | 2015-05-07 | 2015-05-07 | 線材供給装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016209902A true JP2016209902A (ja) | 2016-12-15 |
Family
ID=57217668
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015094781A Pending JP2016209902A (ja) | 2015-05-07 | 2015-05-07 | 線材供給装置 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP2016209902A (ja) |
| TW (1) | TW201702172A (ja) |
| WO (1) | WO2016178362A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111036803B (zh) * | 2019-11-12 | 2021-11-12 | 朱辰 | 一种调直机扭力阻断装置 |
| CN115295251B (zh) * | 2022-08-31 | 2023-06-02 | 江苏亨鑫科技有限公司 | 一种同轴电缆内导体上引式退扭放线装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0229086Y2 (ja) * | 1985-02-28 | 1990-08-03 | ||
| JPH0765293B2 (ja) * | 1987-10-16 | 1995-07-19 | 鹿島建設株式会社 | Pc斜張橋の斜材ケーブルの架設方法 |
| JP3227514B2 (ja) * | 1996-08-14 | 2001-11-12 | 株式会社スギノマシン | 導管の繰出し巻取り装置 |
| JP4989087B2 (ja) * | 2006-03-13 | 2012-08-01 | 日立Geニュークリア・エナジー株式会社 | 使用済燃料貯蔵用キャスク搬送システム及びその運転方法 |
| EP2612833A1 (en) * | 2012-01-03 | 2013-07-10 | ISAF S.p.A. | Container for welding wire with sliding weight-element traversed by the wire |
-
2015
- 2015-05-07 JP JP2015094781A patent/JP2016209902A/ja active Pending
-
2016
- 2016-04-18 WO PCT/JP2016/062221 patent/WO2016178362A1/ja not_active Ceased
- 2016-04-26 TW TW105112965A patent/TW201702172A/zh unknown
Also Published As
| Publication number | Publication date |
|---|---|
| TW201702172A (zh) | 2017-01-16 |
| WO2016178362A1 (ja) | 2016-11-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9840393B2 (en) | Drive wheel set, wire storage frame, guide wheel frame, traction mechanism and conveying mechanism | |
| US7891597B1 (en) | Tension control system for a continuous winding machine | |
| JP2022527948A (ja) | 柔軟なラインのための小型巻取り装置 | |
| EP2896586A1 (en) | Inertia braking payout device and package system | |
| JP2016209902A (ja) | 線材供給装置 | |
| JP5669847B2 (ja) | ケーブル用もつれ防止機能付動力伝達ガイドシステム | |
| EP2484621B1 (en) | Yarn winder | |
| CA2781201A1 (en) | Apparatus for retracting, storing and inserting an elongated element | |
| CN203699541U (zh) | 摆动式储线架 | |
| CN101649518B (zh) | 整经装置 | |
| EP3342738A1 (en) | Collar retention system for packaging device for dispensing elongated flexible material | |
| JP2018113206A (ja) | テープ巻き装置 | |
| CN222906426U (zh) | 一种线缆包装盘具及线缆包装箱组件 | |
| JP2007331915A (ja) | テンション装置 | |
| JP5387449B2 (ja) | コルゲートチューブ供給装置 | |
| CN211110324U (zh) | 一种基于控制入料区间原理的电缆卷取收纳装置 | |
| CN105460696A (zh) | 电缆进线装置 | |
| KR20160057856A (ko) | 붕대 권취장치 | |
| CN219619436U (zh) | 具有锁紧机构的绕包设备 | |
| JPS5889567A (ja) | テ−プ巻方法および装置 | |
| JP4678232B2 (ja) | 半田ワイヤ製造装置における巻取り機構 | |
| KR100629346B1 (ko) | 코드 릴 | |
| JP2007210685A (ja) | 巻取り具を備えた配線コード収納ボックス | |
| JP2005235988A (ja) | コイル巻線用シャトルおよびこれを用いたトロイダルコイルの巻線装置とトロイダルコイルの巻線方法 | |
| CN210914733U (zh) | 一种铜线上线架 |