JP2016508902A - ペレットの処理方法と製造方法 - Google Patents
ペレットの処理方法と製造方法 Download PDFInfo
- Publication number
- JP2016508902A JP2016508902A JP2015555671A JP2015555671A JP2016508902A JP 2016508902 A JP2016508902 A JP 2016508902A JP 2015555671 A JP2015555671 A JP 2015555671A JP 2015555671 A JP2015555671 A JP 2015555671A JP 2016508902 A JP2016508902 A JP 2016508902A
- Authority
- JP
- Japan
- Prior art keywords
- glass
- pellets
- pellet
- thermoplastic polymer
- impregnating agent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/16—Auxiliary treatment of granules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B15/00—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00
- B29B15/08—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00 of reinforcements or fillers
- B29B15/10—Coating or impregnating independently of the moulding or shaping step
- B29B15/12—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length
- B29B15/122—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length with a matrix in liquid form, e.g. as melt, solution or latex
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/02—Making granules by dividing preformed material
- B29B9/06—Making granules by dividing preformed material in the form of filamentary material, e.g. combined with extrusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/12—Making granules characterised by structure or composition
- B29B9/14—Making granules characterised by structure or composition fibre-reinforced
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
- B29K2023/12—PP, i.e. polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2309/00—Use of inorganic materials not provided for in groups B29K2303/00 - B29K2307/00, as reinforcement
- B29K2309/08—Glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0041—Crystalline
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Reinforced Plastic Materials (AREA)
Abstract
Description
a)多くとも2質量%しかサイジング組成物を含有しない、少なくとも1つの連続ガラスマルチフィラメントストランドのパッケージからほどく工程、
b)0.5から20質量%の含浸剤をその少なくとも1つの連続ガラスマルチフィラメントストランドに塗布して、含浸された連続マルチフィラメントストランドを形成する工程、および
c)含浸された連続マルチフィラメントストランドの周りに熱可塑性ポリマーのシースを施して、被覆された(sheathed)連続マルチフィラメントストランドを形成する工程、
を有してなり、
その含浸剤が、非揮発性であり、熱可塑性マトリクスの融点より少なくとも20℃低い融点を有し、塗布温度で2.5から100cSの粘度を有し、強化すべき熱可塑性ポリマーに適合していることを特徴とする。
a)ガラスフィラメントの少なくとも1つの連続ストランドを提供する工程、
b)そのストランドに含浸剤を塗布する工程、
c)工程b)のストランドの周りに熱可塑性ポリマーのシースを施して、含浸剤により少なくとも一部覆われたガラスフィラメントの被覆された連続ストランドを形成する工程、
d)含浸剤により少なくとも一部覆われたガラスフィラメントの被覆された連続ストランドをペレットに切断する工程、および
e)ペレットを本発明による方法で処理する工程、
を有してなる方法に関する。
a)ガラスフィラメントの少なくとも1つの連続ストランドを提供する工程、
b)そのストランドに含浸剤を塗布する工程、
c)工程b)のストランドの周りに熱可塑性ポリマーのシースを施して、含浸剤により少なくとも一部覆われたガラスフィラメントの被覆された連続ストランドを形成する工程、
d)含浸剤により少なくとも一部覆われたガラスフィラメントの被覆された連続ストランドをペレットに切断する工程、および
e)ペレットを本発明による方法で処理する工程、
を有してなる方法に関する。
ガラスフィラメントが含浸剤により少なくとも一部覆われている、ガラスフィラメントの被覆された連続ストランドを、特許文献1の方法にしたがって製造した。

実施例11〜18の全てにおいて、ガラスフィラメントが含浸剤により少なくとも一部覆われている、ガラスフィラメントの被覆された連続ストランドを、特許文献1の方法にしたがって製造した。
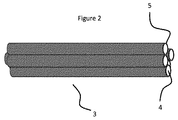
2 熱可塑性ポリマーシース
3 ガラスフィラメント
4 ガラスコア
5 サイジング組成物
Claims (12)
- ペレットであって、含浸剤により少なくとも一部覆われかつ該ペレットの縦方向に延在しているガラスフィラメントを取り囲む熱可塑性ポリマーシースを備えたペレットを処理する方法において、前記ペレットを前記含浸剤の少なくとも溶融温度の高温にある期間に亘り維持する工程を有してなる方法。
- 前記ペレットは、少なくとも15分、好ましくは少なくとも30分、より好ましくは少なくとも60分の期間に亘り、前記高温に維持される、請求項1記載の方法。
- 前記含浸剤の溶融温度が前記熱可塑性ポリマーシースの溶融温度より低く、前記高温が該熱可塑性ポリマーシースの溶融温度より低い、請求項1または2記載の方法。
- 前記熱可塑性ポリマーシースがポリオレフィン組成物である、請求項1から3いずれか1項記載の方法。
- 前記ガラスフィラメントが、5〜50μm、好ましくは10〜30μm、より好ましくは15〜25μmの厚さを有する、請求項1から4いずれか1項記載の方法。
- 前記ガラスフィラメントが、該ガラスフィラメントの総質量に基づいて多くとも2質量%しかサイジング組成物を含有しない、請求項1から5いずれか1項記載の方法。
- 前記含浸剤が、非揮発性であり、前記熱可塑性ポリマーシースの融点より少なくとも20℃低い融点を有し、塗布温度で2.5から100cSの粘度を有する、請求項1から6いずれか1項記載の方法。
- 前記ペレットが、5〜50mm、好ましくは5〜30mm、より好ましくは10〜20mm、最も好ましくは12〜15mmの長さを有する、請求項1から7いずれか1項記載の方法。
- 請求項1から8いずれか1項記載の方法により得られるペレットであって、含浸剤により少なくとも一部覆われかつ縦方向に延在しているガラスフィラメントを取り囲む熱可塑性ポリマーシースを備えたペレット。
- ペレットを成形、好ましくはペレットを射出成形することによって製造された成形部品中のガラスフィラメントの凝集を減少させるための請求項9記載のペレットの使用。
- ペレットであって、含浸剤により少なくとも一部覆われかつ該ペレットの縦方向に延在しているガラスフィラメントを取り囲む熱可塑性ポリマーシースを備えたペレットを製造する方法において、
a)ガラスフィラメントの少なくとも1つの連続ストランドを提供する工程、
b)前記ストランドに含浸剤を塗布する工程、
c)工程b)のストランドの周りに熱可塑性ポリマーのシースを施して、前記含浸剤により少なくとも一部覆われたガラスフィラメントの被覆された連続ストランドを形成する工程、
d)前記含浸剤により少なくとも一部覆われたガラスフィラメントの被覆された連続ストランドをペレットに切断する工程、および
e)前記ペレットを請求項1から8いずれか1項記載の方法で処理する工程、
を有してなる方法。 - ペレットであって、含浸剤により少なくとも一部覆われかつ該ペレットの縦方向に延在しているガラスフィラメントを取り囲む熱可塑性ポリマーシースを備えたペレットを成形することによって製造された成形部品におけるガラスフィラメントの凝集を減少させる方法において、
a)ガラスフィラメントの少なくとも1つの連続ストランドを提供する工程、
b)前記ストランドに含浸剤を塗布する工程、
c)工程b)のストランドの周りに熱可塑性ポリマーのシースを施して、前記含浸剤により少なくとも一部覆われたガラスフィラメントの被覆された連続ストランドを形成する工程、
d)前記含浸剤により少なくとも一部覆われたガラスフィラメントの被覆された連続ストランドをペレットに切断する工程、および
e)前記ペレットを請求項1から8いずれか1項記載の方法で処理する工程、
を有してなる方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13000500.2 | 2013-02-01 | ||
| EP13000500 | 2013-02-01 | ||
| PCT/EP2014/051574 WO2014118144A1 (en) | 2013-02-01 | 2014-01-28 | Methods for treatment and manufacture of pellets |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2016508902A true JP2016508902A (ja) | 2016-03-24 |
| JP2016508902A5 JP2016508902A5 (ja) | 2017-02-09 |
| JP6333294B2 JP6333294B2 (ja) | 2018-05-30 |
Family
ID=47665866
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015555671A Expired - Fee Related JP6333294B2 (ja) | 2013-02-01 | 2014-01-28 | ペレットの処理方法と製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10828802B2 (ja) |
| EP (1) | EP2950987B1 (ja) |
| JP (1) | JP6333294B2 (ja) |
| KR (1) | KR20150115861A (ja) |
| CN (1) | CN105189074B (ja) |
| BR (1) | BR112015017937A2 (ja) |
| WO (1) | WO2014118144A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6572310B2 (ja) * | 2014-11-27 | 2019-09-04 | サビック グローバル テクノロジーズ ベスローテン フェンノートシャップ | ガラス長繊維強化ポリプロピレン組成物の製造方法 |
| EP3237503B1 (en) * | 2014-12-22 | 2022-07-13 | SABIC Global Technologies B.V. | Flame retardant long glass fibre reinforced polypropylene composition |
| SG10201502009XA (en) * | 2015-03-16 | 2016-01-28 | Ha Fee Ho | Pre-Impregnated Composite Material |
| WO2018108929A1 (en) * | 2016-12-12 | 2018-06-21 | Sabic Global Technologies B.V. | Pellet comprising thermoplastic polymer sheath surrounding glass filaments having reduced emissions |
| CN119305054A (zh) * | 2016-12-15 | 2025-01-14 | Sabic环球技术有限责任公司 | 包含轴向芯和聚合物护套的粒料、及其制造 |
| US10011049B1 (en) | 2017-07-24 | 2018-07-03 | Aerlyte, Inc. | Fiber-reinforced molding compounds and methods of forming and using the same |
| US12611800B2 (en) * | 2020-12-28 | 2026-04-28 | Sabic Global Technologies B.V. | Glass fiber reinforced thermoplastic polymer composition comprising a thermoplastic polymer composition with high flowability |
| EP4313538B1 (en) * | 2021-03-30 | 2025-08-27 | SABIC Global Technologies B.V. | Process for the production of a glass fiber reinforced polymer tape, and tape so produced |
| CN115352074A (zh) * | 2022-07-12 | 2022-11-18 | 苏州中集良才物流科技股份有限公司 | 一种内衬制作方法 |
| KR102814496B1 (ko) * | 2022-12-23 | 2025-05-29 | 전북대학교산학협력단 | 더블벨트 라미네이팅 공정을 이용한 자기강화복합재 제조 장치 및 그에 의해 제조된 자기강화복합재 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1177676A (ja) * | 1997-09-08 | 1999-03-23 | Asahi Fiber Glass Co Ltd | 長繊維強化熱可塑性樹脂成形材料 |
| JP2008291192A (ja) * | 2007-05-28 | 2008-12-04 | Nitto Boseki Co Ltd | 繊維強化ポリアミド樹脂組成物の製造方法 |
| JP2011507997A (ja) * | 2007-12-21 | 2011-03-10 | サウディ ベーシック インダストリーズ コーポレイション | ガラス長繊維強化熱可塑性組成物の製造方法 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4043779A (en) * | 1976-03-08 | 1977-08-23 | Ppg Industries, Inc. | Apparatus for chopping coated glass fibers |
| US4338233A (en) | 1981-06-15 | 1982-07-06 | Ppg Industries, Inc. | Aqueous sizing composition and sized glass fibers and method |
| US4537610A (en) * | 1984-05-24 | 1985-08-27 | Owens-Corning Fiberglas Corporation | Method and apparatus for producing chopped strands |
| DE3675081D1 (de) | 1985-06-25 | 1990-11-29 | Ppg Industries Inc | Chemisch behandelte glasfasern zur verstaerkung polymerer materialien und verfahren. |
| DE3806661A1 (de) | 1988-03-02 | 1989-09-14 | Kabelmetal Electro Gmbh | Verfahren zur herstellung von mit kurzfasern verstaerkten gegenstaenden aus kunststoff |
| FI83491C (fi) | 1989-05-10 | 1991-07-25 | Neste Oy | Foerfarande och anordning foer framstaellning av ett fiberstaerkt material. |
| EP0491043B1 (en) | 1990-07-06 | 1996-02-07 | Ube-Nitto Kasei Co. Ltd. | Fiber-reinforced polyamide resin composition and production thereof |
| GB2292502B (en) | 1994-08-17 | 1998-07-15 | Continental Microwave Technolo | Microwave radio system |
| ATE299427T1 (de) | 1996-08-12 | 2005-07-15 | Owens Corning Fiberglass Corp | Chemische behandlung für fasern und drahtbeschichtete verbundwerkstoffstränge zum formen von faserverstärkten thermoplastischen verbundwerkstoffgegenständen |
| US5998029A (en) | 1997-06-30 | 1999-12-07 | Owens Corning Fiberglas Technology, Inc. | Nonaqueous sizing system for glass fibers and injection moldable polymers |
| GB2333737A (en) * | 1998-02-03 | 1999-08-04 | Kobe Steel Europ Ltd | Fibre reinforced compositions and method for their production |
| EP1105277B1 (en) | 1998-06-19 | 2005-12-14 | Ticona Celstran, Inc. | Coated, long fiber reinforcing composite structure and process of preparation thereof |
| JP2000037723A (ja) | 1998-07-24 | 2000-02-08 | Kobe Steel Ltd | 外観に優れた繊維強化熱可塑性樹脂成形品 |
| EP1460166B1 (en) | 2001-12-27 | 2015-10-21 | Fiber Glass Japan Kabushiki Kaisha | Binder for glass fiber, glass fiber for olefin resin reinforcement, and process for producing olefin resin composition for fiber-reinforced molding |
| EP1364760B2 (en) | 2002-05-22 | 2017-12-13 | Borealis Technology Oy | Emission-reduced articles from longfiber reinforced polypropylene |
| WO2007008633A2 (en) | 2005-07-07 | 2007-01-18 | Dow Global Technologies Inc. | Electrically conductive long fiber thermoplastic concentrate and method for its preparation |
| US20080118728A1 (en) | 2006-10-20 | 2008-05-22 | Dow Global Technologies Inc. | Aqueous dispersions disposed on glass-based fibers and glass-containing substrates |
| EP2138530B1 (en) | 2007-03-20 | 2017-03-29 | Toray Industries, Inc. | Molding material, prepreg, fiber-reinforced composite material, and process for production of fiber-reinforced molding base material |
| CN101338051B (zh) * | 2008-08-08 | 2010-12-15 | 苏州工业园区和昌电器有限公司 | 长玻璃纤维增强聚丙烯材料及其制备方法 |
| US8562915B2 (en) * | 2010-01-14 | 2013-10-22 | Exxonmobil Chemical Patents Inc. | Processes and apparatus for polymer finishing and packaging |
-
2014
- 2014-01-28 JP JP2015555671A patent/JP6333294B2/ja not_active Expired - Fee Related
- 2014-01-28 WO PCT/EP2014/051574 patent/WO2014118144A1/en not_active Ceased
- 2014-01-28 KR KR1020157023679A patent/KR20150115861A/ko not_active Abandoned
- 2014-01-28 EP EP14701548.1A patent/EP2950987B1/en active Active
- 2014-01-28 US US15/113,240 patent/US10828802B2/en active Active
- 2014-01-28 CN CN201480006681.0A patent/CN105189074B/zh active Active
- 2014-01-28 BR BR112015017937A patent/BR112015017937A2/pt active Search and Examination
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1177676A (ja) * | 1997-09-08 | 1999-03-23 | Asahi Fiber Glass Co Ltd | 長繊維強化熱可塑性樹脂成形材料 |
| JP2008291192A (ja) * | 2007-05-28 | 2008-12-04 | Nitto Boseki Co Ltd | 繊維強化ポリアミド樹脂組成物の製造方法 |
| JP2011507997A (ja) * | 2007-12-21 | 2011-03-10 | サウディ ベーシック インダストリーズ コーポレイション | ガラス長繊維強化熱可塑性組成物の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US10828802B2 (en) | 2020-11-10 |
| CN105189074A (zh) | 2015-12-23 |
| KR20150115861A (ko) | 2015-10-14 |
| EP2950987B1 (en) | 2017-06-28 |
| CN105189074B (zh) | 2019-02-15 |
| BR112015017937A2 (pt) | 2017-07-11 |
| EP2950987A1 (en) | 2015-12-09 |
| WO2014118144A1 (en) | 2014-08-07 |
| JP6333294B2 (ja) | 2018-05-30 |
| US20160346957A1 (en) | 2016-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6333294B2 (ja) | ペレットの処理方法と製造方法 | |
| KR101578236B1 (ko) | 긴 유리섬유 강화된 열가소성 조성물의 생산방법 | |
| CN105683263B (zh) | 玻璃纤维增强聚烯烃组合物 | |
| JP6572310B2 (ja) | ガラス長繊維強化ポリプロピレン組成物の製造方法 | |
| EP3068600B1 (en) | Process for producing a glass fibre-reinforced thermoplastic polymer composition | |
| US20220016803A1 (en) | Pellet transportation system and methods for use thereof | |
| JP2017537007A5 (ja) | ||
| JP7784552B2 (ja) | リサイクルポリプロピレンの有用性を向上させるためのプロセス | |
| CN105705306B (zh) | 用于生产玻璃纤维-增强热塑性聚合物组合物的方法 | |
| US20170341866A1 (en) | Method for transporting pellets, method for manufacturing pellets, and method for the manufacture of a modulded product from pellets |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161220 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161220 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20170928 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180104 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180330 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180419 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180424 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6333294 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |