JP2017003308A - トッピングゴムシートのゴム付き不良検出装置 - Google Patents
トッピングゴムシートのゴム付き不良検出装置 Download PDFInfo
- Publication number
- JP2017003308A JP2017003308A JP2015114859A JP2015114859A JP2017003308A JP 2017003308 A JP2017003308 A JP 2017003308A JP 2015114859 A JP2015114859 A JP 2015114859A JP 2015114859 A JP2015114859 A JP 2015114859A JP 2017003308 A JP2017003308 A JP 2017003308A
- Authority
- JP
- Japan
- Prior art keywords
- rubber
- rubber sheet
- topping
- defective
- topping rubber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Tyre Moulding (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
【課題】トッピングゴムシートの製造工程において発生したゴム付き不良箇所を正確に検出することにより、裁断工程においてゴム付き不良箇所の除去を確実に行えるようにして生産性の低下を防止するトッピングゴムシートのゴム付き不良検出装置を提供する。【解決手段】トッピングゴムシートのゴム付き不良箇所を検出するトッピングゴムシートのゴム付き不良検出装置であって、トッピングゴムシートを挟んで表面側および裏面側のそれぞれに配置された複数の反射型光電センサを用いてトッピングゴムシートに照射された光の反射光の光量に基づいて前記ゴム付き不良を検出する検出手段と、検出手段によって検出されたトッピングゴムシートのゴム付き不良箇所の位置を特定する不良位置特定手段と、不良位置特定手段で特定されたゴム付き不良箇所の位置を表示・記録する表示記録手段とを備えているトッピングゴムシートのゴム付き不良検出装置。【選択図】図1
Description
本発明は、トッピングゴムシートの製造工程において発生するゴム付き不良を検出するトッピングゴムシートのゴム付き不良検出装置に関する。
一般に、タイヤの製造工程においては、カレンダーロールによってスチールコード織物(簾)にトッピングゴムを連続して被覆することによりトッピングゴムシートを製造する工程がある(例えば、特許文献1)。
このトッピングゴムシートの製造工程において、トッピングゴムのスチールコードへの付着が不十分でスチールコードが均一に被覆されず、スチールコードの一部が露出する不具合(ゴム付き不良)が発生する場合がある。
このようなゴム付き不良が発生した箇所は除去する必要がある。しかしながら、ゴム付き不良箇所を検出する毎にカレンダーロールを停止させて除去した場合、生産ラインが安定せず、トッピングゴムシートの品質の低下や生産性の低下を招いてしまうため、簡単に生産ラインを停止させることができない。
そこで、従来より、作業者がトッピングゴムシートの製造中にゴム付き不良を発見してもラインを停止することはせず、チケットに手書きしたメモでゴム付き不良の発生をマーキングし、後工程の裁断工程において、このマーキングに従ってゴム付き不良箇所を除去している。
しかしながら、連続してトッピングゴムシートを製造する工程において、作業者が目視によってゴム付き不良箇所を検出することは、作業者にとって負荷が大きく、トッピングゴムシートにゴム付き不良箇所があっても見落とす場合があり、その場合には、ゴム付き不良箇所にマーキングされないまま裁断工程に送られるため、裁断工程でマーキングされていない異常箇所が見逃されてしまう。
また、作業者が目視によってゴム付き不良箇所を発見しても、マーキングにずれが生じて裁断工程でゴム付き不良箇所が見逃されてしまう恐れもある。
そして、ゴム付き不良が見逃され、後工程の裁断工程において除去されないまま製造されたタイヤは、スクラップとせざるを得ず、生産性も低下する。
そこで、本発明は、上記した従来技術の問題点に鑑み、トッピングゴムシートの製造工程において発生したゴム付き不良箇所を正確に検出することにより、裁断工程においてゴム付き不良箇所の除去を確実に行えるようにして生産性の低下を防止するトッピングゴムシートのゴム付き不良検出装置を提供することを課題とする。
請求項1に記載の発明は、
カレンダーロールでスチールコードにトッピングゴムを被覆することにより作製されるトッピングゴムシートの製造工程において発生したゴム付き不良箇所を検出するトッピングゴムシートのゴム付き不良検出装置であって、
前記トッピングゴムシートを挟んで表面側および裏面側のそれぞれに配置された複数の反射型光電センサを用いて、前記トッピングゴムシートに照射された光の反射光の光量に基づいて前記ゴム付き不良を検出する検出手段と、
前記検出手段によって検出されたトッピングゴムシートのゴム付き不良箇所の位置を特定する不良位置特定手段と、
前記不良位置特定手段で特定されたゴム付き不良箇所の位置を表示・記録する表示記録手段と
を備えていることを特徴とするトッピングゴムシートのゴム付き不良検出装置である。
カレンダーロールでスチールコードにトッピングゴムを被覆することにより作製されるトッピングゴムシートの製造工程において発生したゴム付き不良箇所を検出するトッピングゴムシートのゴム付き不良検出装置であって、
前記トッピングゴムシートを挟んで表面側および裏面側のそれぞれに配置された複数の反射型光電センサを用いて、前記トッピングゴムシートに照射された光の反射光の光量に基づいて前記ゴム付き不良を検出する検出手段と、
前記検出手段によって検出されたトッピングゴムシートのゴム付き不良箇所の位置を特定する不良位置特定手段と、
前記不良位置特定手段で特定されたゴム付き不良箇所の位置を表示・記録する表示記録手段と
を備えていることを特徴とするトッピングゴムシートのゴム付き不良検出装置である。
請求項2に記載の発明は、
前記複数の反射型光電センサの各々が、前記トッピングゴムシートに対して、100〜200mmの距離を開けて略垂直に配置されていることを特徴とする請求項1に記載のトッピングゴムシートのゴム付き不良検出装置である。
前記複数の反射型光電センサの各々が、前記トッピングゴムシートに対して、100〜200mmの距離を開けて略垂直に配置されていることを特徴とする請求項1に記載のトッピングゴムシートのゴム付き不良検出装置である。
請求項3に記載の発明は、
前記複数の反射型光電センサの周囲に、外乱光の侵入を防止する遮光手段が設けられていることを特徴とする請求項1または請求項2に記載のトッピングゴムシートのゴム付き不良検出装置である。
前記複数の反射型光電センサの周囲に、外乱光の侵入を防止する遮光手段が設けられていることを特徴とする請求項1または請求項2に記載のトッピングゴムシートのゴム付き不良検出装置である。
本発明によれば、トッピングゴムシートの製造工程において発生したゴム付き不良箇所を正確に検出することにより、裁断工程においてゴム付き不良箇所の除去を確実に行えるようにして生産性の低下を防止するトッピングゴムシートのゴム付き不良検出装置を提供することができる。
以下、本発明を実施の形態に基づき、図面を参照して説明する。
1.トッピングゴムシートのゴム付き不良検出装置の概要
図1は本発明の一実施の形態に係るトッピングゴムシートのゴム付き不良検出装置を示す概略構成図である。
図1は本発明の一実施の形態に係るトッピングゴムシートのゴム付き不良検出装置を示す概略構成図である。
図1に示すように、トッピングゴムシートのゴム付き不良検出装置1は、トッピングゴムシート10の表面側および裏面側のゴム付き不良を検出するための検出手段と、検出手段によって検出されたトッピングゴムシート10のゴム付き不良箇所の位置を特定する不良位置特定手段としてのPLC(プログラマブルロジックコントローラ)4と、不良位置特定手段で特定されたゴム付き不良箇所の位置を表示・記録する表示記録手段としてのPC(パーソナルコンピュータ)5およびプリンタ6とを備えている。
そして、本実施の形態においては、検出手段として、図1に示すように、トッピングゴムシート10に照射された光の反射光の光量に基づいてゴム付き不良を検出する複数の反射型光電センサ2a〜2fが設けられている点に特徴がある。なお、図1には示していないが、反射型光電センサはトッピングゴムシート10の表面側と裏面側の両方に配置されている。
ゴム付き不良が生じた部分ではコードが露出しており、ゴムが適切に被覆された正常な部分よりもトッピングゴムシート10で反射された反射光の光量が大きくなるため、反射型光電センサ2a〜2fを用いて、このような光量の違いを判別することにより、ゴム付き不良箇所30を正確に識別して検出することができる。
このように、本実施の形態によれば、従来の作業者が目視によって検出する方法と異なり、ゴム付き不良箇所30を正確かつ自動的に検出することができ、次工程の裁断工程においてゴム付き不良箇所の除去を確実に行えるようになるため、生産性の低下を防止することができる。
2.ゴム付き不良検出装置の各構成
次に、上記したゴム付き不良検出装置の各構成について説明する。
次に、上記したゴム付き不良検出装置の各構成について説明する。
(1)反射型光電センサ
上記したように、反射型光電センサ2a〜2fはトッピングゴムシート10で反射された反射光の光量に基づいてゴム付き不良箇所を検出する。反射型光電センサ2a〜2fは、図1に示すように、搬送されているトッピングゴムシート10の流れ方向に対して垂直な幅方向(図1に図示しているY方向)に一列に並設されている。
上記したように、反射型光電センサ2a〜2fはトッピングゴムシート10で反射された反射光の光量に基づいてゴム付き不良箇所を検出する。反射型光電センサ2a〜2fは、図1に示すように、搬送されているトッピングゴムシート10の流れ方向に対して垂直な幅方向(図1に図示しているY方向)に一列に並設されている。
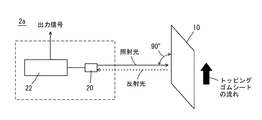
図2は、図1に示した反射型光電センサの概略構成図である。なお、図2では1つの反射型光電センサ2aを図示しているが、反射型光電センサ2b〜2fも同一の構成を有している。図2に示すように、反射型光電センサ2aは、光電センサ本体20と、センサアンプユニット22とを備えている。
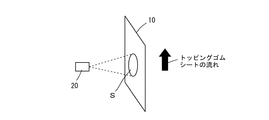
光電センサ本体20は、赤色光をトッピングゴムシート10に向けて照射した後、トッピングゴムシート10の表面で反射された反射光を受光する。図3は、光電センサ本体20の検出スポットSを示す説明図であり、この検出スポットSの範囲内の反射光が光電センサ本体20で受光されて、光量の測定が行われる。
具体的には、図2に示すように、光電センサ本体20で受光された反射光がセンサアンプユニット22において数値化されて光量の測定が行われる。上記したように、ゴム付き不良が生じた部分ではコードが露出して正常な部分よりも光量が大きくなるため、測定された光量を予め設定されている閾値と比較することによりゴム付き不良が生じているか否かを判断できる。
例えば、比較の結果、反射光の光量が閾値を超えている場合には、ゴム付き不良が発生していると判断して出力信号としてのON信号をPLC4(図1参照)に向けて発信する。一方、閾値を超えていない場合にはゴム付き不良が発生していないと判断してON信号を発信しない。このように、反射型光電センサ2a〜2fによってゴム付き不良に応じてON信号が発信されることにより、作業者が目視によってゴム付き不良箇所を発見する従来の方法に比べて、ゴム付き不良箇所を正確に検出することができる。
このとき、反射型光電センサ2a〜2fは、トッピングゴムシート10に対して、100〜200mmの距離を開けて略垂直に配置されていることが好ましい。
反射型光電センサ2a〜2fを略垂直に配置することにより、図2に示すように、反射型光電センサ2a〜2fからの照射光のトッピングゴムシート10への入射角度は略90°となって反射光が必ず光電センサ本体20に戻ってくるため、十分な受光量に基づいてゴム付き不良箇所を正確に検出することができる。これに対して、入射角度が90°でなく斜め方向の場合には、光電センサ本体20に戻る反射光が減少して受光量が減少するためゴム付き不良箇所の検出が困難になる。
そして、反射型光電センサ2a〜2fとトッピングゴムシート10との間の距離が遠い場合、反射光が拡散、減衰して反射型光電センサ2a〜2fの受光量が減るため、ゴム付き不良箇所の検出が困難になる。一方、反射型光電センサ2a〜2fとトッピングゴムシート10との間の距離が近い場合、トッピングゴムシート10に光を照射する範囲および反射光の検出範囲が狭くなるため、やはりゴム付き不良箇所の検出漏れが生じる。好ましい距離は100〜200mmである。
(2)不良位置特定手段
不良位置特定手段は、上記により検出されたゴム付き不良箇所のトッピングゴムシートにおける位置を特定する。本実施の形態においては、不良位置特定手段としてPLC4が用いられており、このPLC4はエンコーダ3とも接続されている。
不良位置特定手段は、上記により検出されたゴム付き不良箇所のトッピングゴムシートにおける位置を特定する。本実施の形態においては、不良位置特定手段としてPLC4が用いられており、このPLC4はエンコーダ3とも接続されている。
(a)エンコーダ
エンコーダ3は、図1に示すように、トッピングゴムシート巻取り部(以下、単に「巻取り部」ともいう)50の側方に設けられており、巻取り部50に巻き取られたトッピングゴムシート10の巻取り長さを測定する。そして、測定結果がPLC4に送信される。
エンコーダ3は、図1に示すように、トッピングゴムシート巻取り部(以下、単に「巻取り部」ともいう)50の側方に設けられており、巻取り部50に巻き取られたトッピングゴムシート10の巻取り長さを測定する。そして、測定結果がPLC4に送信される。
(b)PLC
PLC4は、上記したように、反射型光電センサ2a〜2fのそれぞれとエンコーダ3と電気的に接続されており、反射型光電センサ2a〜2fより検出されたゴム付き不良箇所30を知らせるON信号と、エンコーダ3によって測定された巻取り長さとに基づいてゴム付き不良箇所30の位置を求める。
PLC4は、上記したように、反射型光電センサ2a〜2fのそれぞれとエンコーダ3と電気的に接続されており、反射型光電センサ2a〜2fより検出されたゴム付き不良箇所30を知らせるON信号と、エンコーダ3によって測定された巻取り長さとに基づいてゴム付き不良箇所30の位置を求める。
具体的には、PLC4は、先ず、巻取り部50にそれまでに巻取られたトッピングゴムシート10の長さを算出した後、反射型光電センサ2a〜2fから巻取り部50までの長さを加算する。これにより、トッピングゴムシート10の巻取り始め端からゴム付き不良箇所30の検出位置までの距離を特定することができる。
次に、複数の反射型光電センサ2a〜2fのうち、ON信号を発信した反射型光電センサを識別することにより、トッピングゴムシート10の幅方向におけるゴム付き不良箇所30の検出位置を特定する。これらにより、ゴム付き不良箇所30の位置を正確に特定することができる。
PLC4は、さらに、PC5と通信回線を介して電気的に接続されており、得られたゴム付き不良箇所30の位置情報をPC5へ送信する。
(3)表示記録手段
表示記録手段は、PLCにより算出されたゴム付き不良箇所の位置を表示・記録することにより、ゴム付き不良の正確な位置を作業者に伝える。
表示記録手段は、PLCにより算出されたゴム付き不良箇所の位置を表示・記録することにより、ゴム付き不良の正確な位置を作業者に伝える。
本実施の形態においては、表示記録手段としてPC5およびプリンタ6が用いられており、PLC4から送信されたゴム付き不良箇所30の位置をPC5に表示すると共に、プリンタ6により製品チケットに記載することにより、PLC4で得られたゴム付き不良箇所30の位置を表示・記録する。
(4)外乱光遮光カバー
なお、本実施の形態においては、さらに、図7に示すように、外乱光の侵入を防止する遮光手段としての外乱光遮光カバー7が設けられている。反射型光電センサ2a〜2fによるゴム付き不良箇所30の検出において、太陽光や照明光などの外乱光がトッピングゴムシート10の表面にあたると、この外乱光も一緒に反射されてしまうため、反射型光電センサ2a〜2fが誤検出する恐れがある。このため、反射型光電センサ2a〜2fの周囲には、外乱光の影響を受けないように外乱光遮光カバー7などの遮光手段を設けることが好ましい。
なお、本実施の形態においては、さらに、図7に示すように、外乱光の侵入を防止する遮光手段としての外乱光遮光カバー7が設けられている。反射型光電センサ2a〜2fによるゴム付き不良箇所30の検出において、太陽光や照明光などの外乱光がトッピングゴムシート10の表面にあたると、この外乱光も一緒に反射されてしまうため、反射型光電センサ2a〜2fが誤検出する恐れがある。このため、反射型光電センサ2a〜2fの周囲には、外乱光の影響を受けないように外乱光遮光カバー7などの遮光手段を設けることが好ましい。
3.本実施の形態におけるゴム付き不良の検出
次に、上記した本実施の形態に係るトッピングゴムシートのゴム付き不良検出装置を用いたゴム付き不良の検出について説明する。
次に、上記した本実施の形態に係るトッピングゴムシートのゴム付き不良検出装置を用いたゴム付き不良の検出について説明する。
図4は、ゴム付き不良箇所を検出する原理を説明するための断面図である。図4(A)に示す正常なトッピングゴムシート10は、スチールコード12の周囲にトッピングゴム14が被覆されている。一方、図4(B)に示すトッピングゴムシート10はゴム付き不良箇所を有しており、ゴム付き不良箇所はスチールコード12がトッピングゴム14から露出している。
そして、反射型光電センサ2a〜2fからの照射光が、図4(A)に示す正常なトッピングゴムシート10のトッピングゴム14に照射された場合、トッピングゴム14の表面が黒色のため反射光量が少なくなる。一方、反射型光電センサ2a〜2fからの照射光が、図4(B)に示すトッピングゴムシート10のゴム付き不良箇所のスチールコード12に照射された場合、スチールコード12の表面が金属色や白色などのため反射光量が多くなる。
前記したように、この反射検出光量をセンサアンプユニット22(図2参照)において数値化した後、センサアンプユニット22内に予め設定されている閾値と比較し、閾値を超えている場合には、ゴム付き不良が発生していると判断して出力信号としてのON信号をPLC4に向けて発信する。
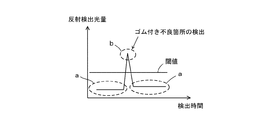
図5は、搬送されているトッピングゴムシート10のゴム付き不良箇所を反射型光電センサ2a〜2fが検出した時の、反射型光電センサ2a〜2fの反射検出光量と検出時間との関係を示すグラフである。点線aで表示された領域は、スチールコード12がトッピングゴム14で被覆されている正常な箇所を反射型光電センサ2a〜2fが照射している時を示しており、反射型光電センサ2a〜2fが受光する反射検出光量が少ない。
一方、点線bで表示された領域は、スチールコード12が露出しているゴム付き不良箇所を反射型光電センサ2a〜2fが照射している時を示している。このとき、露出したスチールコード12によって反射検出光量が多くなるため、この点線bで表示された領域を検出することにより、ゴム付き不良箇所を識別することができる。
具体的には、前記した通り、受光した反射検出光量をセンサアンプユニット22において数値化し、センサアンプユニット22内に予め設定されている閾値と比較する。比較の結果、反射光の光量が閾値を超えている場合には、ゴム付き不良が発生していると判断して出力信号としてのON信号をPLC4に向けて発信する。一方、閾値を超えていない場合にはゴム付き不良が発生していないと判断してON信号を発信しない。
ON信号を受信したPLC4は、エンコーダ3から送信された信号に基づいて巻取り部50における巻取り長さを算出した後、反射型光電センサ2a〜2fと巻取り部50までの長さを加算する。そして、ON信号を発信した反射型光電センサを識別・特定することによりゴム付き不良箇所30の位置を特定する。
特定されたゴム付き不良箇所30の位置情報はPC5に送られて記録される。そして、PC5に接続されたプリンタ6は、ゴム付き不良箇所30の検出位置までの距離データ(X方向のデータ)と、ON信号を発信した反射型光電センサ2aを特定するデータ(Y方向のデータ)とを製品チケットにプリントする。
ゴム付き不良箇所30の位置が記載された製品チケットは、巻取られたトッピングゴムシート10と共に、裁断工程に送られる。そして、裁断工程では、この製品チケットの記載に基づいてゴム付き不良箇所の除去を行う。
このように、本実施の形態においては、ゴム付き不良箇所を自動的に検出して、その正確な位置を記録して裁断工程に送るため、裁断工程でこのゴム付き不良箇所を確実に除去することができ、ゴム付き不良によるタイヤスクラップが削減されて、生産性の低下を招くことがない。
以下、実施例に基づいて本発明をより具体的に説明する。
1.実験1
実験1では、上記した実施の形態に係るトッピングゴムシートのゴム付き不良検出装置1において、反射型光電センサ2a〜2fから照射する照射光のトッピングゴムシートへの入射角度について検討した。
実験1では、上記した実施の形態に係るトッピングゴムシートのゴム付き不良検出装置1において、反射型光電センサ2a〜2fから照射する照射光のトッピングゴムシートへの入射角度について検討した。
本実験においては、反射型光電センサ2a〜2fとして以下のものを用いた。
センサアンプユニット22:キーエンス社製、型式PX−10
光電センサ本体20 :キーエンス社製、型式PX−H61
光電センサ本体20の検出スポットSの直径:15mm(検出距離が100mm)
センサアンプユニット22:キーエンス社製、型式PX−10
光電センサ本体20 :キーエンス社製、型式PX−H61
光電センサ本体20の検出スポットSの直径:15mm(検出距離が100mm)
(a)実験例1
反射型光電センサ2a〜2fをトッピングゴムシート10に対して略垂直になるように配置し、トッピングゴムシート10のゴム付き不良検出を行った。
反射型光電センサ2a〜2fをトッピングゴムシート10に対して略垂直になるように配置し、トッピングゴムシート10のゴム付き不良検出を行った。
(b)実験例2
反射型光電センサ2a〜2fをトッピングゴムシート10に対して斜めになるように配置し、トッピングゴムシート10のゴム付き不良検出を行った。
反射型光電センサ2a〜2fをトッピングゴムシート10に対して斜めになるように配置し、トッピングゴムシート10のゴム付き不良検出を行った。
(c)評価結果
実験例1では、図6(A)に示すように、反射光が確実に反射型光電センサ2a〜2fの受光部に戻り、トッピングゴムシート10のゴム付き不良検出の精度が高かった。
実験例1では、図6(A)に示すように、反射光が確実に反射型光電センサ2a〜2fの受光部に戻り、トッピングゴムシート10のゴム付き不良検出の精度が高かった。
一方、実験例2では、図6(B)に示すように、反射光が反射型光電センサ2a〜2fの受光部に戻り難くなり、反射型光電センサ2a〜2fの受光量が減り、トッピングゴムシート10のゴム付き不良検出の精度が低くなった。
2.実験2
次に、実験2として、上記した実施の形態に係るトッピングゴムシートのゴム付き不良検出装置1において、外乱光遮光カバー7の有無の効果について検討した。
(a)実験例3
反射型光電センサ2a〜2fの周囲に外乱光遮光カバー7を設けずにトッピングゴムシート10のゴム付き不良検出を行った。なお、他の条件は実験例1と同様である。
次に、実験2として、上記した実施の形態に係るトッピングゴムシートのゴム付き不良検出装置1において、外乱光遮光カバー7の有無の効果について検討した。
(a)実験例3
反射型光電センサ2a〜2fの周囲に外乱光遮光カバー7を設けずにトッピングゴムシート10のゴム付き不良検出を行った。なお、他の条件は実験例1と同様である。
(b)実験例4
反射型光電センサ2a〜2fの周囲に外乱光遮光カバー7を設けて、トッピングゴムシート10のゴム付き不良検出を行った。なお、他の条件は実験例1と同様である。
(c)評価結果
図7(A)に示すように、実験例3では、反射型光電センサ2cの場合は、外乱光(太陽光や照明など)の影響によって、外乱光の反射光が反射型光電センサ2cの受光部に侵入し、反射型光電センサ2cの受光量が、反射型光電センサ2fの受光量より多くなり、誤検出を招き易くなった。
反射型光電センサ2a〜2fの周囲に外乱光遮光カバー7を設けて、トッピングゴムシート10のゴム付き不良検出を行った。なお、他の条件は実験例1と同様である。
(c)評価結果
図7(A)に示すように、実験例3では、反射型光電センサ2cの場合は、外乱光(太陽光や照明など)の影響によって、外乱光の反射光が反射型光電センサ2cの受光部に侵入し、反射型光電センサ2cの受光量が、反射型光電センサ2fの受光量より多くなり、誤検出を招き易くなった。
一方、図7(B)に示すように、実験例4では、外乱光遮光カバー7は外乱光を遮光するため、反射型光電センサ2a〜2fは、外乱光の影響を受けなかった。
以上、本発明を実施の形態に基づき説明したが、本発明は上記の実施の形態に限定されるものではない。本発明と同一および均等の範囲内において、上記の実施の形態に対して種々の変更を加えることが可能である。
1 トッピングゴムシートのゴム付き不良検出装置
2a〜2f 反射型光電センサ
3 エンコーダ
4 PLC(プログラマブルロジックコントローラ)
5 PC(パーソナルコンピュータ)
6 プリンタ
7 外乱光遮光カバー
10 トッピングゴムシート
12 スチールコード
14 トッピングゴム
20 光電センサ本体
22 センサアンプユニット
30 ゴム付き不良箇所
50 トッピングゴムシート巻取り部
S 検出スポット
2a〜2f 反射型光電センサ
3 エンコーダ
4 PLC(プログラマブルロジックコントローラ)
5 PC(パーソナルコンピュータ)
6 プリンタ
7 外乱光遮光カバー
10 トッピングゴムシート
12 スチールコード
14 トッピングゴム
20 光電センサ本体
22 センサアンプユニット
30 ゴム付き不良箇所
50 トッピングゴムシート巻取り部
S 検出スポット
Claims (3)
- カレンダーロールでスチールコードにトッピングゴムを被覆することにより作製されるトッピングゴムシートの製造工程において発生したゴム付き不良箇所を検出するトッピングゴムシートのゴム付き不良検出装置であって、
前記トッピングゴムシートを挟んで表面側および裏面側のそれぞれに配置された複数の反射型光電センサを用いて、前記トッピングゴムシートに照射された光の反射光の光量に基づいて前記ゴム付き不良を検出する検出手段と、
前記検出手段によって検出されたトッピングゴムシートのゴム付き不良箇所の位置を特定する不良位置特定手段と、
前記不良位置特定手段で特定されたゴム付き不良箇所の位置を表示・記録する表示記録手段と
を備えていることを特徴とするトッピングゴムシートのゴム付き不良検出装置。 - 前記複数の反射型光電センサの各々が、前記トッピングゴムシートに対して、100〜200mmの距離を開けて略垂直に配置されていることを特徴とする請求項1に記載のトッピングゴムシートのゴム付き不良検出装置。
- 前記複数の反射型光電センサの周囲に、外乱光の侵入を防止する遮光手段が設けられていることを特徴とする請求項1または請求項2に記載のトッピングゴムシートのゴム付き不良検出装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015114859A JP2017003308A (ja) | 2015-06-05 | 2015-06-05 | トッピングゴムシートのゴム付き不良検出装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015114859A JP2017003308A (ja) | 2015-06-05 | 2015-06-05 | トッピングゴムシートのゴム付き不良検出装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017003308A true JP2017003308A (ja) | 2017-01-05 |
Family
ID=57752694
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015114859A Pending JP2017003308A (ja) | 2015-06-05 | 2015-06-05 | トッピングゴムシートのゴム付き不良検出装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017003308A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111426696A (zh) * | 2018-12-20 | 2020-07-17 | 住友橡胶工业株式会社 | 顶覆橡胶片的橡胶附着不良检测装置 |
| JP2020110982A (ja) * | 2019-01-11 | 2020-07-27 | 住友ゴム工業株式会社 | タイヤ用帯状部材の製造方法 |
| JP2021067513A (ja) * | 2019-10-21 | 2021-04-30 | 住友ゴム工業株式会社 | ゴム引きコード部材の検査方法及び検査装置 |
-
2015
- 2015-06-05 JP JP2015114859A patent/JP2017003308A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111426696A (zh) * | 2018-12-20 | 2020-07-17 | 住友橡胶工业株式会社 | 顶覆橡胶片的橡胶附着不良检测装置 |
| JP2020110982A (ja) * | 2019-01-11 | 2020-07-27 | 住友ゴム工業株式会社 | タイヤ用帯状部材の製造方法 |
| JP7172613B2 (ja) | 2019-01-11 | 2022-11-16 | 住友ゴム工業株式会社 | タイヤ用帯状部材の製造方法 |
| JP2021067513A (ja) * | 2019-10-21 | 2021-04-30 | 住友ゴム工業株式会社 | ゴム引きコード部材の検査方法及び検査装置 |
| JP7363357B2 (ja) | 2019-10-21 | 2023-10-18 | 住友ゴム工業株式会社 | ゴム引きコード部材の検査方法及び検査装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106290416B (zh) | 一种x射线食品异物检测系统 | |
| JP5471818B2 (ja) | 帯状材料の周期性欠陥検査方法および装置 | |
| JPS5862511A (ja) | 糸ムラ情報の解析方法および解析装置 | |
| JP2014069216A (ja) | 鋼帯コイルのエッジ欠陥検出方法およびエッジ欠陥検出装置 | |
| WO2018076086A1 (en) | Continuous belt conveyor monitoring systems and methods | |
| CN105301008A (zh) | 一种接装纸质量检测警示系统及质量在线检测方法 | |
| JP2017003308A (ja) | トッピングゴムシートのゴム付き不良検出装置 | |
| JP7317286B2 (ja) | トッピングゴムシートのゴム付き不良検出装置 | |
| JP2016531291A (ja) | ストリップ材料における欠陥を探知するための装置および方法 | |
| JPWO2013012082A1 (ja) | ビードフィラー検査装置、ビードフィラー検査用プログラム及びビードフィラー検査方法 | |
| JPS6147542A (ja) | 感光フィルムの表面検査方法および装置 | |
| JP2017003352A (ja) | トッピングゴムシートのゴム付き不良検出装置 | |
| US20240221343A1 (en) | Display processing device, display processing method, and display processing program | |
| CN105510349A (zh) | 线缆护套缺陷智能处理系统 | |
| KR20140148067A (ko) | 광학 필름의 결함 판별 방법 | |
| JP6346753B2 (ja) | 包装体検査装置 | |
| CN113780235A (zh) | 图标瑕疵检测方法及系统 | |
| KR102115369B1 (ko) | 타이어 트레드 결함 검출장치 | |
| CN103453840B (zh) | 弹子锁锁芯精度的自动检测方法 | |
| JP4370471B2 (ja) | ワイヤーロープの径計測装置 | |
| JP4374968B2 (ja) | 帯状材の検査方法、装置、及び、マーキング制御方法、装置 | |
| US9172916B2 (en) | Web monitoring system | |
| JP6597981B2 (ja) | 表面検査装置の異常判定方法とその表面検査装置 | |
| JP2010185679A (ja) | 金属帯の穴明き検出装置の検査方法、金属帯の穴明き・エッジ・欠陥検出装置の検査方法、金属帯の穴明き検出装置、金属帯の穴明き・エッジ・欠陥検出装置、ならびに、金属帯の製造方法 | |
| CN117110309A (zh) | 一种玻璃薄膜缺陷检测方法、装置及其系统 |