JP2017013476A - 温度調整機能を有する金型装置 - Google Patents
温度調整機能を有する金型装置 Download PDFInfo
- Publication number
- JP2017013476A JP2017013476A JP2015135808A JP2015135808A JP2017013476A JP 2017013476 A JP2017013476 A JP 2017013476A JP 2015135808 A JP2015135808 A JP 2015135808A JP 2015135808 A JP2015135808 A JP 2015135808A JP 2017013476 A JP2017013476 A JP 2017013476A
- Authority
- JP
- Japan
- Prior art keywords
- pair
- mold
- cartridges
- cartridge
- connection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
【解決手段】金型装置(14)は、一対の型ホルダ(30,40)と、流路(60a,70a)及び接続部(67,68,74,75)を備える一対のカートリッジ(51,52)とを備える。一対のカートリッジ(51,52)による一対の型ホルダ(30,40)への着脱方向と接続部(67,68,74,75)による接続装置(23)の被接続部(111,112,113,114)への接続離脱方向とは、同一方向であり、一対のカートリッジ(51,52)による一対の型ホルダ(30,40)への着脱動作によって、接続部(67,68,74,75)による接続装置(23)の被接続部(111,112,113,114)への接続離脱が行われる。
【選択図】図1
Description
また、成形時における金型の温度を制御するために、金型に温度調整された流体を流通させることが、特許文献2に記載されている。
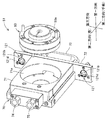
射出成型機1の全体構成について、図1を参照して説明する。射出成型機1は、例えば、樹脂製品を成形する装置であって、一例として軸受を構成する樹脂製保持器を成形する装置である。射出成型機1の成形対象は、樹脂製保持器に限られるものではなく、種々の樹脂製品とすることができ、さらに樹脂製品に限られるものでもない。
金型ユニット21は、一対の型ホルダとしての第一、第二型ホルダ30,40と、一対のカートリッジとしての第一、第二カートリッジ51,52とを備える。第一型ホルダ30は、第一支持台11のうちの第二支持台12側に固定される。第二型ホルダ40は、第一型ホルダ30に第一方向に対向するように、第二支持台12に固定される。
接続装置23は、第一、第二型ホルダ30,40及び第一、第二カートリッジ本体60,70のそれぞれと、温度調整装置22との間で、流体を流通する。接続装置23は、第一、第二型ホルダ30,40の入口側接続部34,44に着脱可能に接続するホルダ用入口側被接続部101,102と、出口側接続部35,45に着脱可能に接続するホルダ用出口側被接続部103,104と、ホルダ用入口側被接続部101,102及びホルダ用出口側被接続部103,104と温度調整装置22の供給側と還流側との間においてそれぞれで接続するホルダ用管路105,106とを備える。
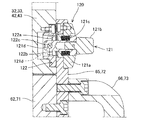
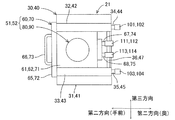
金型ユニット21の詳細構成について、図2−図5を主として参照し、図1を適宜参照しつつ説明する。ここで、図2において、左右方向が第一方向であり、前後方向が第二方向である。また、以下の説明において、図2において、紙面手前側を第二方向の手前側とし、紙面奥側を第二方向の奥側とする。また、図2において、上下方向を第三方向とする。また、図3及び図4は、図2の第二方向の奥側から見た第一、第二カートリッジ51,52であるため、図3及び図4において、紙面手前側が第二方向の奥側となる。
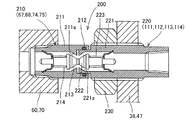
上述した各接続部67,68,74,75及び各被接続部111,112,113,114には、一例として以下に説明するカプラ200が適用される。カプラ200について、図6を参照して説明する。
次に、射出成型機1による成形動作について、図1を参照して説明する。図1に示すように、作業者は、第一、第二カートリッジ51,52を第一、第二型ホルダ30,40に取り付けておく。この状態で、温度調整装置22が、温度調整された流体を供給する。温度調整された流体は、第一の経路として、供給側のホルダ用管路105→ホルダ用入口側被接続部101→第一型ホルダ30の入口側接続部34→流路30a→出口側接続部35→ホルダ用出口側被接続部103→還流側のホルダ用管路106の順に流通する。流路30aを流通する流体によって、第一型ホルダ30は、満遍なく所望の温度にされる。
次に、第一、第二カートリッジ51,52による第一、第二型ホルダ30,40への着脱と、第一、第二カートリッジ本体60,70の接続部67,68,74,75と接続装置23の被接続部111,112,113,114との接続離脱との関係について、図7A及び図7Bを参照して説明する。
成形対象を変更する場合には、作業者は、金型ユニット21を交換する。交換作業について、図2を参照して説明する。
金型装置14は、第一方向に接近離間する一対の型ホルダ30,40と、一対のカートリッジ51,52と、温度調整された流体を供給する温度調整装置22と、接続装置23とを備える。一対のカートリッジ51,52は、一対の型ホルダ30,40のそれぞれに着脱可能に設けられ、流路60a,70aを備え、流路60a,70aの出入口のそれぞれに設けられる接続部67,68,74,75を備え、且つ成形面80a,90aのそれぞれが形成される。
Claims (6)
- 接近離間する一対の型ホルダと、
前記一対の型ホルダのそれぞれに着脱可能に設けられ、流路を備え、前記流路の出入口のそれぞれに設けられる接続部を備え、且つ成形面のそれぞれが形成される一対のカートリッジと、
温度調整された流体を供給する温度調整装置と、
前記一対の型ホルダのそれぞれに対して相対的に固定され、前記接続部のそれぞれに接続離脱する被接続部をそれぞれ備え、前記温度調整装置から供給される流体を前記一対のカートリッジのそれぞれの前記流路を通過して前記温度調整装置へ還流する接続装置と、
を備え、
前記一対のカートリッジによる前記一対の型ホルダへの着脱方向と前記接続部による前記被接続部への接続離脱方向とは、同一方向であり、
前記一対のカートリッジによる前記一対の型ホルダへの着脱動作によって、前記接続部による前記被接続部への接続離脱が行われる、温度調整機能を有する金型装置。 - 前記一対のカートリッジは、
前記流路及び前記接続部を備える一対のカートリッジ本体と、
前記一対のカートリッジ本体のそれぞれに着脱可能に保持され、成形面のそれぞれが形成される一対の入れ子と、
を備える、請求項1に記載の温度調整機能を有する金型装置。 - 前記金型装置は、前記一対の型ホルダ及び前記一対のカートリッジの間に設けられ、前記一対の型ホルダと前記一対のカートリッジとを係止する一対の係止装置を備え、
前記一対の係止装置は、前記一対のカートリッジの挿入方向の手前側に設けられ、
前記接続部は、前記一対のカートリッジの挿入方向の奥側に設けられる、請求項1又は2に記載の温度調整機能を有する金型装置。 - 前記一対のカートリッジの挿入方向は、前記一対の型ホルダの接近離間方向に交差する方向である、請求項1−3の何れか一項に記載の温度調整機能を有する金型装置。
- 前記一対の型ホルダのそれぞれは、前記温度調整装置から供給される流体を流通し、且つ、流体を前記温度調整装置へ還流する流路を有する、請求項1−4の何れか一項に記載の温度調整機能を有する金型装置。
- 前記接続部及び前記被接続部は、係止用スリーブを有しないカプラを構成するソケット及びプラグである、請求項1−5の何れか一項に記載の温度調整機能を有する金型装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015135808A JP6641747B2 (ja) | 2015-07-07 | 2015-07-07 | 温度調整機能を有する金型装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015135808A JP6641747B2 (ja) | 2015-07-07 | 2015-07-07 | 温度調整機能を有する金型装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017013476A true JP2017013476A (ja) | 2017-01-19 |
| JP6641747B2 JP6641747B2 (ja) | 2020-02-05 |
Family
ID=57829610
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015135808A Expired - Fee Related JP6641747B2 (ja) | 2015-07-07 | 2015-07-07 | 温度調整機能を有する金型装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6641747B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2024063148A1 (ja) * | 2022-09-21 | 2024-03-28 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04229216A (ja) * | 1990-12-27 | 1992-08-18 | Nissei Plastics Ind Co | 射出成形用金型 |
| JPH07314502A (ja) * | 1994-05-20 | 1995-12-05 | Komatsu Raito Seisakusho:Kk | 射出成形用金型装置 |
| JPH098073A (ja) * | 1996-05-23 | 1997-01-10 | Michio Osada | 多品種少量生産に適した半導体装置の製造用金型装置 |
| JPH0911284A (ja) * | 1995-06-30 | 1997-01-14 | Pentel Kk | カセット式射出成形用金型装置 |
| JPH0911300A (ja) * | 1995-06-30 | 1997-01-14 | Amano Corp | 射出成形機用温調パイプ接続装置及び金型固定装置 |
| JP2003035452A (ja) * | 2001-07-19 | 2003-02-07 | Moriroku Co Ltd | 空調用吹出口装置の二段射出成形方法 |
| JP2006297872A (ja) * | 2005-04-25 | 2006-11-02 | Matsushita Electric Works Ltd | 金型装置 |
| JP2007301613A (ja) * | 2006-05-12 | 2007-11-22 | Honda Motor Co Ltd | 成形装置用流体継手 |
-
2015
- 2015-07-07 JP JP2015135808A patent/JP6641747B2/ja not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04229216A (ja) * | 1990-12-27 | 1992-08-18 | Nissei Plastics Ind Co | 射出成形用金型 |
| JPH07314502A (ja) * | 1994-05-20 | 1995-12-05 | Komatsu Raito Seisakusho:Kk | 射出成形用金型装置 |
| JPH0911284A (ja) * | 1995-06-30 | 1997-01-14 | Pentel Kk | カセット式射出成形用金型装置 |
| JPH0911300A (ja) * | 1995-06-30 | 1997-01-14 | Amano Corp | 射出成形機用温調パイプ接続装置及び金型固定装置 |
| JPH098073A (ja) * | 1996-05-23 | 1997-01-10 | Michio Osada | 多品種少量生産に適した半導体装置の製造用金型装置 |
| JP2003035452A (ja) * | 2001-07-19 | 2003-02-07 | Moriroku Co Ltd | 空調用吹出口装置の二段射出成形方法 |
| JP2006297872A (ja) * | 2005-04-25 | 2006-11-02 | Matsushita Electric Works Ltd | 金型装置 |
| JP2007301613A (ja) * | 2006-05-12 | 2007-11-22 | Honda Motor Co Ltd | 成形装置用流体継手 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2024063148A1 (ja) * | 2022-09-21 | 2024-03-28 | ||
| WO2024063148A1 (ja) * | 2022-09-21 | 2024-03-28 | パスカルエンジニアリング株式会社 | 射出成型機の金型冷却システム |
| JP7802413B2 (ja) | 2022-09-21 | 2026-01-20 | パスカルエンジニアリング株式会社 | 射出成型機の金型冷却システム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6641747B2 (ja) | 2020-02-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20100001436A1 (en) | Injection-moulding system | |
| US8758002B2 (en) | Quick-change molding system for injection molding | |
| EP2639036A1 (en) | Edge-gated injection molding apparatus | |
| JP7634067B2 (ja) | ランナーを用いたマルチモールドシステム | |
| WO2016103086A1 (en) | Mould for elements of bimetal radiators and related method | |
| CN101657311B (zh) | 用于配置模制系统中的臂末端工具的系统、方法和设备 | |
| US4739933A (en) | Spray system | |
| CN103534073B (zh) | 吹塑模具 | |
| GB2590119A (en) | Lower guide unit of electrical discharge machine | |
| RU2734920C1 (ru) | Инструмент для обработки заготовки резанием | |
| JP2017013476A (ja) | 温度調整機能を有する金型装置 | |
| JP2015516894A (ja) | 雄型素子 | |
| CN109476049A (zh) | 模制倒扣释放装置 | |
| US7708551B2 (en) | Reconfigurable hot runner | |
| US20190351598A1 (en) | Cooling System Of Injection Mold | |
| JP2005296972A (ja) | 金型冷却構造 | |
| JP2018202438A (ja) | 金型装置 | |
| JP2017121684A (ja) | 工具着脱装置および工作機械 | |
| JP6461750B2 (ja) | 冷却管及び金型冷却機構 | |
| JP3214938U (ja) | 非球面光学レンズの成形用金型 | |
| CN103072031B (zh) | 用于加工h型锁闭阀阀体的工装夹具 | |
| CN210969888U (zh) | 一种吹瓶机底模 | |
| EP3774264B1 (en) | Thermoregulated rubber distributor for injection molds | |
| TWM501930U (zh) | 注塑模具及其抽芯機構 | |
| US10150688B2 (en) | Closing mechanism for the mold halves of an I.S. machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180615 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190422 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190507 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190620 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191203 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191216 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6641747 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |