JP2017013724A - ホイールの製造方法 - Google Patents
ホイールの製造方法 Download PDFInfo
- Publication number
- JP2017013724A JP2017013724A JP2015134939A JP2015134939A JP2017013724A JP 2017013724 A JP2017013724 A JP 2017013724A JP 2015134939 A JP2015134939 A JP 2015134939A JP 2015134939 A JP2015134939 A JP 2015134939A JP 2017013724 A JP2017013724 A JP 2017013724A
- Authority
- JP
- Japan
- Prior art keywords
- rim
- wheel
- thermoplastic resin
- disk
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B5/00—Wheels, spokes, disc bodies, rims, hubs, wholly or predominantly made of non-metallic material
- B60B5/02—Wheels, spokes, disc bodies, rims, hubs, wholly or predominantly made of non-metallic material made of synthetic material
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
Description
このホイールの製造方法によれば、金属製ホイールの鋳造方法よりも簡便な方法でホイールを製造することができる。
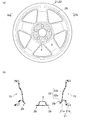
図1は、本発明の実施形態に係るホイール1の斜視図である。図1中の矢印Xは、ホイール周方向を示し、矢印Yは、ホイール幅方向を示している。図2は、本発明の実施形態に係るホイール1の正面図である。図3は、本発明の実施形態に係るホイール1の分解斜視図である。
ハブ取付部4には、車体側のハブ(図示省略)からホイール1側に向けて突出するボルト(図示省略)を挿通するボルト穴6が形成されている。
図2中、符号2はリムであり、符号3はスポークである。
この第1ディスク21は、アウタディスク部21aとアウタリム部21bとを有している。
ハブ取付部4には、カラー部材24の挿通孔26が形成されている。
符号27は、センタボア形成孔である。
アウタリム部21bは、ホイール外側のリムフランジ7(図1参照)と、ホイール外側のビードシート部9(図1参照)に対応する部分とを有している。
インナディスク部22aは、ホイール内側でスポーク3とハブ取付部4とを形成している。
ハブ取付部4には、カラー部材24の挿通孔26が形成されている。
符号27は、センタボア形成孔である。
なお、インナディスク部22aのスポーク3は、後記するように延在方向に交差する方向の断面形状がハット形状を呈しており(図5(b)参照)、剛性及び強度が一段と向上している。
インナリム部22bは、ホイール内側のリムフランジ7(図1参照)と、ホイール内側のビードシート部9(図1参照)に対応する部分とを有するとともに、ウェル部8(図1参照)に対応する部分を有している。
この巻装体23は、ビードシート部9(図1参照)及びウェル部8(図1参照)の周面形状を有する筒状体で形成されている。
また、中央孔25aの周囲には、環状のフランジ部25bが設けられている。このフランジ部25bは、後記するように、接合された第1ディスク21と第2ディスク22のそれぞれのセンタボア形成孔27に嵌入される(図6参照)。
また、支持プレート25には、ボルト穴6に対応する位置に、カラー部材24の支持孔25cが形成されている。
次に、本実施形態に係るホイール1の製造方法について説明する。
この製造方法は、第1ディスク21(図3参照)と第2ディスク22(図3参照)の作製工程と、第1ディスク21と第2ディスク22とを接合することによってアウタリム部21b(図3参照)とインナリム部22b(図3参照)とからなる、後記のリム基礎部12(図5(b)参照)を形成する工程と、リム基礎部12上に可塑化した熱可塑性樹脂を付与してリム2(図1参照)を形成する工程とを有している。
なお、本実施形態での熱可塑性樹脂の形態としては、後記するように、シート状のものを想定しているが、フィルム状のもの(例えば厚さ200μm以下のもの)を使用することもできる。
前記の「リム基礎部12を形成する工程」は、特許請求の範囲にいう「第1工程」に相当する。また、「可塑化した熱可塑性樹脂を付与してリム2を形成する工程」は、特許請求の範囲にいう「第2工程」に相当する。
図4(a)及び図4(b)にそれぞれ示すように、第1ディスク21と第2ディスク22は、所定の金型10,10内で硬化性組成物を硬化させて得られる。
炭素繊維としては、例えばピッチ系炭素繊維、ポリアクリロニトリル系炭素繊維、レーヨン系炭素繊維等が挙げられるが、これらに限定されるものではない。
炭素繊維としては、短炭素繊維、長炭素繊維のいずれをも使用することができる。
熱硬化性樹脂としては、例えばフェノール樹脂、不飽和ポリエステル、フラン樹脂、ポリイミド、エポキシ樹脂等が挙げられるが、これらに限定されるものではない。
図5(a)は、第1ディスク21と第2ディスク22との接合部28の範囲を示す概念図、図5(b)は、第1ディスク21と第2ディスク22との接合の様子を示す図5(a)のVb−Vb断面図である。ちなみに、図5(a)は、図2の正面図において透視した接合部28を網掛けで表している。
図5(a)及び(b)に示すように、本実施形態での第1ディスク21と第2ディスク22との接合部28は、ハブ取付部4(図5(a)参照)同士の当接面、延在方向に沿うスポーク3の両縁部同士の当接面、アウタリム部21b寄りのアウタディスク部21aとインナリム部22b寄りのインナディスク部22aとの当接面である。
なお、図5(b)に示す第2ディスク22のスポーク3は、前記のように、断面視でハット状を呈している。
図6は、図2のVI−VI断面におけるセンタボア5近傍の部分拡大断面図である。なお、図6中、矢印OUTは、ホイール外側を表し、矢印INは、ホイール内側を表している。
図6に示すように、ホイール外側から第1ディスク21と第2ディスク22の挿通孔26にカラー部材24が挿通されるとともに、ホイール内側から第2ディスク22に支持プレート25が配置される。この際、支持プレート25の中央孔25aの周囲に形成されたフランジ部25bは、第1ディスク21と第2ディスク22に形成されたセンタボア形成孔27内に嵌入される。
この支持孔25cに対する胴部24aの先端の固定方法としては、例えば、溶接、螺合、かしめなどが挙げられるがこれらに限定されるものではない。
以下では、リム基礎部12に可塑化した熱可塑性樹脂シートを巻層する第2工程について説明する。
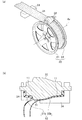
図7(a)は、リム基礎部12(図5(b)参照)上に可塑化した熱可塑性樹脂シート31が巻層される様子を示す工程説明図、図7(b)は、可塑化した熱可塑性樹脂シート31に対してローラ部材32が転動する様子を示す部分拡大断面図である。
熱可塑性樹脂シート31は、熱可塑性樹脂を含む組成物を、例えば1mm程度に圧延して形成することができるが、厚さはこれに限定されるものではない。
熱可塑性樹脂シート31の巻層回数としては、例えば2〜5回とすることができるが、これに限定されるものではない。
また、熱可塑性樹脂シート31には、無機充填剤を含めることができる。
無機充填剤としては、例えばガラス繊維、炭素繊維、タルクなどが挙げられるが、これらに限定されるものではない。なお、無機充填剤は、前記した巻装体23(図3参照)の剛性、耐熱性などを高めることができる。
熱可塑性樹脂シート31に対する加熱は、例えば、回転軸Ax周りに回転する接合体20に供給される熱可塑性樹脂シート31の上流側にヒータ33を配置して行うことができる。
このように可塑化した熱可塑性樹脂シート31がリム基礎部12(図5(b)参照)上に付与されることによってリム2が形成される。
また、図7(b)に示すように、ローラ部材32の転動は、バックアップ部材34上にリム基礎部12を配置して行うことが望ましい。
ちなみに、本実施形態でのローラ部材32は、リム2(図1参照)のウェル部8(図1参照)、ビードシート部9(図1参照)の形状に対応する反転形状を周面に有している。また、ローラ部材32は、ハンプ部11に対応する反転形状も周面に有している。
そして、このような第2工程によってリム2が形成され本実施形態のホイール1の製造方法は完了する。ちなみに、可塑化した熱可塑性樹脂シート31は、自然放熱によって硬化するが、強制冷却によって硬化させることもできる。
従来の繊維強化樹脂製のホイールの製造方法では、リムの形状よりアンダーカットが発生し、二方向抜きの金型では対応できないため、複数のサイドコア(スライドコア)を備える高価な成形設備が必要になる。
つまり、リム2の成形は、第1ディスク21と第2ディスク22の金型成形とは別に、第1ディスク21と第2ディスク22とを接合して形成されるリム基礎部12に可塑化した熱可塑性樹脂を付与して行われる。
また、リム基礎部12上に可塑化した熱可塑性樹脂シート31が供給されることによって、リム基礎部12上に熱可塑性樹脂が密着し易い利点がある。
前記実施形態では、ヒータ33で加熱して可塑化させた熱可塑性樹脂シートをリム基礎部12上に供給するホイール1の製造方法について説明したが、リム基礎部12上で熱可塑性樹脂シート31を可塑化させることもできる。
図8は、リム基礎部12(アウタリム部21b及びインナリム部22b)に熱可塑性樹脂部材35が配置されている様子を示すホイール1の部分拡大断面図である。
このような熱可塑性樹脂部材35を有するリム基礎部12(アウタリム部21b及びインナリム部22b)に、可塑化した熱可塑性樹脂(例えば、熱可塑性樹脂シート31)が付与されると、熱可塑性樹脂(例えば、熱可塑性樹脂シート31)と熱可塑性樹脂部材35とが溶融し合い、この熱可塑性樹脂部材35を介しての熱可塑性樹脂(例えば、熱可塑性樹脂シート31)とリム基礎部12との接着力が向上する。
また、熱可塑性樹脂部材35は、アウタリム部21b及びインナリム部22bのいずれか一方に配置することもできる。
また、熱可塑性樹脂部材35は、アウタディスク部21a、及びインナディスク部22aを金型10,10内で型締めする際に、硬化性組成物と共に金型10,10内に配置し成形することが望ましい。
2 リム
3 スポーク
4 ハブ取付部
5 センタボア
6 ボルト穴
7 リムフランジ
8 ウェル部
9 ビードシート部
10 金型
11 ハンプ部
12 リム基礎部
20 接合体
21 第1ディスク
21a アウタディスク部
21b アウタリム部
22 第2ディスク
22a インナディスク部
22b インナリム部
23 巻装体
24 カラー部材
24a 胴部
24b 頭部
25 支持プレート
25a 中央孔
25b フランジ部
25c 支持孔
26 挿通孔
27 センタボア形成孔
28 接合部
31 熱可塑性樹脂シート
32 ローラ部材
33 ヒータ
34 バックアップ部材
35 熱可塑性樹脂部材
Ax 回転軸
X ホイール周方向
Y ホイール幅方向
Claims (6)
- アウタディスク部とアウタリム部とを有する繊維強化樹脂製の第1ディスクと、
インナディスク部とインナリム部とを有する繊維強化樹脂製の第2ディスクと、
を備えるホイールの製造方法であって、
前記アウタディスク部とインナディスク部とを接合して、前記アウタリム部と前記インナリム部とで形成されるリム基礎部をホイール周方向に形成する第1工程と、
前記リム基礎部上に可塑化した熱可塑性樹脂を付与してリムを形成する第2工程と、
を有することを特徴とするホイールの製造方法。 - 請求項1に記載のホイールの製造方法において、
前記第2工程は、前記リム基礎部上に可塑化した熱可塑性樹脂シートが巻層されて前記リムが形成されることを特徴とするホイールの製造方法。 - 請求項1に記載のホイールの製造方法において、
前記第2工程は、可塑化した熱可塑性樹脂に対してホイール周方向にローラ部材を転動させる工程を含むことを特徴とするホイールの製造方法。 - 請求項1に記載のホイールの製造方法において、
前記アウタリム部及び前記インナリム部の少なくとも一方には、前記熱可塑性樹脂の付与面の少なくとも一部に、前記熱可塑性樹脂とは別に、熱可塑性樹脂部材が予め配置されることを特徴とするホイールの製造方法。 - 請求項4に記載のホイールの製造方法において、
前記熱可塑性樹脂部材は、前記リム基礎部を周回するように配置されることを特徴とするホイールの製造方法。 - 請求項4に記載のホイールの製造方法において、
前記熱可塑性樹脂部材は、一部を露出させて前記アウタリム部及び前記インナリム部の少なくとも一方に埋設されることを特徴とするホイールの製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015134939A JP2017013724A (ja) | 2015-07-06 | 2015-07-06 | ホイールの製造方法 |
| CN201610524732.XA CN106335316A (zh) | 2015-07-06 | 2016-07-05 | 车轮的制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015134939A JP2017013724A (ja) | 2015-07-06 | 2015-07-06 | ホイールの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017013724A true JP2017013724A (ja) | 2017-01-19 |
Family
ID=57827272
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015134939A Pending JP2017013724A (ja) | 2015-07-06 | 2015-07-06 | ホイールの製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2017013724A (ja) |
| CN (1) | CN106335316A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017006591A1 (de) | 2017-07-12 | 2018-03-01 | Daimler Ag | Verfahren zur Herstellung eines Fahrzeugrads und Fahrzeugrad |
| JP2021528295A (ja) * | 2018-03-07 | 2021-10-21 | ウィールズ インディア リミテッドWheels India Limited | 農業用トラクター用途向けディスクホイール |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110254128B (zh) * | 2019-06-21 | 2022-05-17 | 哈尔滨工业大学(威海) | 一种碳纤维三片式组合轮辋的成型模具 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5527112U (ja) * | 1978-08-11 | 1980-02-21 | ||
| JPS5751501A (en) * | 1980-09-12 | 1982-03-26 | Mitsubishi Rayon Co Ltd | Separate type disk wheel |
| JPS57100035A (en) * | 1980-12-15 | 1982-06-22 | Taigaasu Polymer Kk | Manufacturing method and apparatus of hose |
| JPS60128801U (ja) * | 1984-02-08 | 1985-08-29 | 日産自動車株式会社 | ロ−ドホイ−ル構造 |
| JPS63134302A (ja) * | 1986-11-22 | 1988-06-06 | Kanai Hiroyuki | Frp.金属積層ホイ−ル及びその製造方法 |
| JP2001322181A (ja) * | 2000-05-16 | 2001-11-20 | Boeing Co:The | 熱可塑性複合材料テープからほぼ円柱状の構造を形成するための方法および装置 |
| US20040255462A1 (en) * | 2002-08-21 | 2004-12-23 | Schroeder Del C. | Composite wheel and method for manufacturing the same |
| US20050104441A1 (en) * | 2003-11-19 | 2005-05-19 | Bertelson Peter C. | Fiber reinforced composite wheels |
| JP2008272950A (ja) * | 2007-04-25 | 2008-11-13 | Bridgestone Corp | ゴム付カーカス素材の形成方法、および、それに用いられるエッジゴム貼付装置 |
| JP2009000865A (ja) * | 2007-06-20 | 2009-01-08 | Bridgestone Corp | リボン状ゴムの貼り付け装置及び方法 |
| JP2014515323A (ja) * | 2011-05-25 | 2014-06-30 | フォッカー エアロストラクチャーズ ビー.ブイ. | 熱硬化性ポリマー部品に熱可塑性ポリマーを接合する方法 |
| JP2016175397A (ja) * | 2015-03-20 | 2016-10-06 | トヨタ自動車株式会社 | 樹脂接合体、樹脂接合体の製造方法及び車両用構造体 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58118401A (ja) * | 1982-01-07 | 1983-07-14 | Honda Motor Co Ltd | 連続繊維強化プラスチツク製リムの製造法 |
| CN101117080A (zh) * | 2006-08-04 | 2008-02-06 | 宝馨实业股份有限公司 | 高强度的车辆铝轮圈 |
| DE102011120361B4 (de) * | 2011-12-07 | 2022-09-29 | ThyssenKrupp Carbon Components GmbH | Radfelgen mit einem Felgenbett ausFaserverbundwerkstoff und Verfahren zur Herstellung |
| DE102011087921B4 (de) * | 2011-12-07 | 2024-07-18 | Action Composites GmbH | Verfahren zur Herstellung eines einteiligen Felgenbetts aus Faserverbundwerkstoff mit Flansch |
-
2015
- 2015-07-06 JP JP2015134939A patent/JP2017013724A/ja active Pending
-
2016
- 2016-07-05 CN CN201610524732.XA patent/CN106335316A/zh active Pending
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5527112U (ja) * | 1978-08-11 | 1980-02-21 | ||
| JPS5751501A (en) * | 1980-09-12 | 1982-03-26 | Mitsubishi Rayon Co Ltd | Separate type disk wheel |
| JPS57100035A (en) * | 1980-12-15 | 1982-06-22 | Taigaasu Polymer Kk | Manufacturing method and apparatus of hose |
| JPS60128801U (ja) * | 1984-02-08 | 1985-08-29 | 日産自動車株式会社 | ロ−ドホイ−ル構造 |
| JPS63134302A (ja) * | 1986-11-22 | 1988-06-06 | Kanai Hiroyuki | Frp.金属積層ホイ−ル及びその製造方法 |
| JP2001322181A (ja) * | 2000-05-16 | 2001-11-20 | Boeing Co:The | 熱可塑性複合材料テープからほぼ円柱状の構造を形成するための方法および装置 |
| US20040255462A1 (en) * | 2002-08-21 | 2004-12-23 | Schroeder Del C. | Composite wheel and method for manufacturing the same |
| US20050104441A1 (en) * | 2003-11-19 | 2005-05-19 | Bertelson Peter C. | Fiber reinforced composite wheels |
| JP2008272950A (ja) * | 2007-04-25 | 2008-11-13 | Bridgestone Corp | ゴム付カーカス素材の形成方法、および、それに用いられるエッジゴム貼付装置 |
| JP2009000865A (ja) * | 2007-06-20 | 2009-01-08 | Bridgestone Corp | リボン状ゴムの貼り付け装置及び方法 |
| JP2014515323A (ja) * | 2011-05-25 | 2014-06-30 | フォッカー エアロストラクチャーズ ビー.ブイ. | 熱硬化性ポリマー部品に熱可塑性ポリマーを接合する方法 |
| JP2016175397A (ja) * | 2015-03-20 | 2016-10-06 | トヨタ自動車株式会社 | 樹脂接合体、樹脂接合体の製造方法及び車両用構造体 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017006591A1 (de) | 2017-07-12 | 2018-03-01 | Daimler Ag | Verfahren zur Herstellung eines Fahrzeugrads und Fahrzeugrad |
| JP2021528295A (ja) * | 2018-03-07 | 2021-10-21 | ウィールズ インディア リミテッドWheels India Limited | 農業用トラクター用途向けディスクホイール |
| JP7269691B2 (ja) | 2018-03-07 | 2023-05-09 | ウィールズ インディア リミテッド | 農業用トラクター用途向けディスクホイール |
Also Published As
| Publication number | Publication date |
|---|---|
| CN106335316A (zh) | 2017-01-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7040714B2 (en) | Composite wheel and method for manufacturing the same | |
| CN102343766B (zh) | 自行车的轮圈 | |
| US4030754A (en) | Composite lightweight wheel rim | |
| JP6344652B2 (ja) | 自動車用ホイール | |
| JP2016529154A (ja) | 繊維強化プラスチック材で作られたホイール | |
| JP2011213312A (ja) | シャシーフレーム | |
| CN112236310B (zh) | 用于自行车车轮的轮辋、轮辋部件和轮辋组件及其制造方法 | |
| JP2017013724A (ja) | ホイールの製造方法 | |
| US11858294B2 (en) | Disc wheel with internal bracing | |
| JP6878579B2 (ja) | 繊維強化材料で作られたホイール、およびホイールを製造する方法 | |
| JP2017007382A (ja) | ホイール及びその製造方法 | |
| KR101087148B1 (ko) | 복합재료 자동차휠 및 그 제조방법 | |
| JP6637842B2 (ja) | 自転車用リム | |
| WO1993001930A1 (en) | A vehicle wheel and a method of fabricating same | |
| CN105189141A (zh) | 盘式车轮 | |
| CN107757240B (zh) | 轮缘侧粘合有轮辐的力量驱动车辆的车轮 | |
| JP7673947B2 (ja) | 車いす用のハンドリムおよび車いす用ハンドリムの製造方法 | |
| JPS61215101A (ja) | 複合材料製自転車等用車輪、該車輪に適合し得るハブ及びその製法 | |
| JP2015145100A (ja) | 繊維強化樹脂製品の製造方法および繊維強化樹脂製品 | |
| JP2022095483A (ja) | 動力伝達軸 | |
| KR20250106010A (ko) | 차량용 휠 및 이의 제조방법 | |
| JP7564700B2 (ja) | 動力伝達軸及び動力伝達軸製造方法 | |
| JP2010025177A (ja) | 繊維強化プラスチック構造体とその締結構造及び製造方法 | |
| CN204021182U (zh) | 自行车链盘组 | |
| JP2018002054A (ja) | ホイール及び該ホイールの補強部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171129 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180712 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180724 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180921 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190122 |