JP2017018971A - 圧延機および圧延方法 - Google Patents
圧延機および圧延方法 Download PDFInfo
- Publication number
- JP2017018971A JP2017018971A JP2015136696A JP2015136696A JP2017018971A JP 2017018971 A JP2017018971 A JP 2017018971A JP 2015136696 A JP2015136696 A JP 2015136696A JP 2015136696 A JP2015136696 A JP 2015136696A JP 2017018971 A JP2017018971 A JP 2017018971A
- Authority
- JP
- Japan
- Prior art keywords
- roll
- rolls
- pair
- rolling
- work
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/58—Roll-force control; Roll-gap control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B13/00—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories
- B21B13/14—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories having counter-pressure devices acting on rolls to inhibit deflection of same under load; Back-up rolls
- B21B13/147—Cluster mills, e.g. Sendzimir mills, Rohn mills, i.e. each work roll being supported by two rolls only arranged symmetrically with respect to the plane passing through the working rolls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B13/00—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories
- B21B13/14—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories having counter-pressure devices acting on rolls to inhibit deflection of same under load; Back-up rolls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B29/00—Counter-pressure devices acting on rolls to inhibit deflection of same under load, e.g. backing rolls ; Roll bending devices, e.g. hydraulic actuators acting on roll shaft ends
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B31/00—Rolling stand structures; Mounting, adjusting, or interchanging rolls, roll mountings, or stand frames
- B21B31/16—Adjusting or positioning rolls
- B21B31/20—Adjusting or positioning rolls by moving rolls perpendicularly to roll axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/28—Control of flatness or profile during rolling of strip, sheets or plates
- B21B37/38—Control of flatness or profile during rolling of strip, sheets or plates using roll bending
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B38/00—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product
- B21B38/06—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product for measuring tension or compression
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B13/00—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories
- B21B13/14—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories having counter-pressure devices acting on rolls to inhibit deflection of same under load; Back-up rolls
- B21B13/142—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories having counter-pressure devices acting on rolls to inhibit deflection of same under load; Back-up rolls by axially shifting the rolls, e.g. rolls with tapered ends or with a curved contour for continuously-variable crown CVC
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B13/00—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories
- B21B13/02—Metal-rolling stands, i.e. an assembly composed of a stand frame, rolls, and accessories with axes of rolls arranged horizontally
- B21B2013/028—Sixto, six-high stands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B27/00—Rolls, roll alloys or roll fabrication; Lubricating, cooling or heating rolls while in use
- B21B27/02—Shape or construction of rolls
- B21B27/021—Rolls for sheets or strips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B31/00—Rolling stand structures; Mounting, adjusting, or interchanging rolls, roll mountings, or stand frames
- B21B31/16—Adjusting or positioning rolls
- B21B31/20—Adjusting or positioning rolls by moving rolls perpendicularly to roll axis
- B21B31/32—Adjusting or positioning rolls by moving rolls perpendicularly to roll axis by liquid pressure, e.g. hydromechanical adjusting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B38/00—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product
- B21B38/08—Methods or devices for measuring, detecting or monitoring specially adapted for metal-rolling mills, e.g. position detection, inspection of the product for measuring roll-force
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Control Of Metal Rolling (AREA)
- Metal Rolling (AREA)
- Reduction Rolling/Reduction Stand/Operation Of Reduction Machine (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
Description
圧延材を圧延する上下一対の作業ロールと、
前記上下一対の作業ロールを上下方向からそれぞれ支持すると共に、ロール軸方向に移動可能に支持され、圧延材の板幅中心に対して点対称となる上下のロール端部に、テーパ状の先細り部を有する上下一対の中間ロールと、
前記上下一対の中間ロールを上下方向からそれぞれ支持する上下一対の補強ロールと、
前記上下一対の中間ロールを、前記上下一対の作業ロールおよび前記上下一対の補強ロールに対して、前記圧延材を搬送する方向で位置調整する位置調整手段と
を備える圧延機において、
前記作業ロールの水平力を検出する検出手段と、
前記検出手段で得られた前記作業ロールの水平力に基づき前記中間ロールのオフセット量を演算するオフセット量演算手段と、
前記オフセット量演算手段で演算された当該中間ロールのオフセット量となるように前記位置調整手段を制御する制御手段と
を備える
ことを特徴とする。
圧延材を圧延する上下一対の作業ロールと、前記上下一対の作業ロールを上下方向からそれぞれ支持すると共に、ロール軸方向に移動可能に支持され、圧延材の板幅中心に対して点対称となる上下のロール端部に、テーパ状の先細り部を有する上下一対の中間ロールと、前記上下一対の中間ロールを上下方向からそれぞれ支持する上下一対の補強ロールと、前記上下一対の中間ロールを、前記上下一対の作業ロールおよび前記上下一対の補強ロールに対して、前記圧延材を搬送する方向で位置調整する位置調整手段とを有する圧延機による圧延方法において、
前記上下一対の作業ロールの水平力を検出し、
この検出により得られた前記作業ロールの水平力に基づき前記中間ロールのオフセット量を演算し、
演算された前記中間ロールのオフセット量となるように前記位置調整手段を制御する
ことを特徴とする。
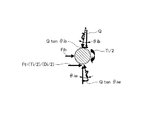
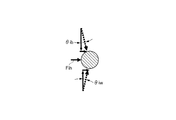
1)まず、中間ロールを駆動する場合、上下一対の作業ロール2a,2bおよび上下一対の中間ロール3a,3bには、図5、図6Aおよび図6Bに示すような力が作用することになる。
a)中間ロールチョック(中間ロール用の軸受け箱)にかかる中間ロール3a,3bの水平力Fihは、次の(1)式で示される。
Fih=−Ft+Q(tanθib+tanθiw) (1)
ここで、Ftは駆動接線力を示し、Qは圧延荷重を示す。
sinθib=β/((Db+Di)/2)) (2)
sinθiw=β/((Di+Dw)/2)) (3)
ここで、Dwは作業ロール2a,2bの直径を示し、Diは中間ロール3a,3bの直径を示し、Dbは補強ロール4a,4bの直径を示す。
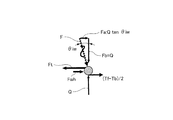
Fwh=Ft−Q・tanθiw−(Tf−Tb)/2 (4)
ここで、Ftは駆動接線力を示し、Qは圧延荷重を示し、Tfは作業ロール2a,2bに対して圧延材1の搬送方向出側の張力(出側張力)を示し、Tbは作業ロール2a,2bに対して圧延材1の搬送方向入側の張力(入側張力)を示す。なお、前記出側張力および前記入側張力として、例えば、図示されていない張力計等による測定値を用いることが可能である。
Ft=(Ti/2)/(Di/2) (5)
ここで、Tiは中間ロール3a,3bの上下駆動トルクの合計値を示し、Diは中間ロール3a,3bの直径を示す。
Fih= (Ah・Pha−Ar・Pra)+(Ah・Phc−Ar・Prc)
−(Ah・Phb−Ar・Prb)−(Ah・Phd−Ar・Prd) (6)
Ft=−Fih+Q(tanθib+tanθiw) (1a)
Ft=−(Ah・Pha−Ar・Pra)−(Ah・Phc−Ar・Prc)
+(Ah・Phb−Ar・Prb)+(Ah・Phd−Ar・Prd)
+Q(tanθib+tanθiw) (1b)
Fwh=−Fih+Q(tanθib+tanθiw)
−Q・tanθiw−(Tf−Tb)/2
=−Fih+Q・tanθib−(Tf−Tb)/2 (4a)
θib=sin-1{β/((Db+Di)/2)} (2a)
Fwh=−Fih+Q・tan[sin-1{β/((Db+Di)/2)}]−(Tf−Tb)/2 (4b)
Fwh=−Fih+2Q・β/((Db+Di)−(Tf−Tb)/2 (4c)式
Fih= (Ah・Phe−Ar・Pre)+(Ah・Phg−Ar・Prg)
−(Ah・Phf−Ar・Prf)−(Ah・Phh−Ar・Prh) (7)
a)中間ロールチョック(中間ロール用の軸受け箱)にかかる中間ロール水平力Fihは、次の(8)式で示される。
Fih=−Q(tanθib+tanθiw) (8)
ここで、Qは圧延荷重を示す。
Fwh=Q・tanθiw−(Tf−Tb)/2 (9)
0.08≦D/B≦0.23 (10)
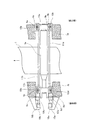
本実施例は、図1〜4に示し上述した第1の実施例にロードセルを追加した構成となっている。その他の構成は、図1〜4に示し上述した圧延機と概ね同様であり、同一の機器には同一の符号を付記し重複する説明を適宜省略する。
なお、ロードセル27b,27dは、上側の中間ロール3aに対して圧延材1の搬送方向入側に配置される。ロードセル27a,27cは、上側の中間ロール3aに対して圧延材1の搬送方向出側に配置される。ロードセル27f,27hは、下側の中間ロール3bに対して圧延材1の搬送方向入側に配置される。ロードセル27e,27gは、下側の中間ロール3bに対して圧延材1の搬送方向出側に配置される。
Fih=(Ria+Ric)−(Rib+Rid) (11)
上述の(11)式と(1)式から正しい駆動接線力Ftを算出し、そのFt値を(4)式に代入し上側の作業ロール2aのFwhを算出する。更にこのFwhが0または0近傍値(所定値以下)となる上側の中間ロール3aのオフセット量βを算出し、その値となるよう上側の中間ロール3aのオフセット位置を制御する。
Fih=(Rie+Rig)−(Rif+Rih) (12)
前記(11)式と(8)式から圧延荷重Qを算出し、そのQ値を(9)式に代入し、Fwhを算出する。更にこのFwhが0または0近傍値(所定値以下)となる上側の中間ロール3aのオフセット量βを算出し、その値となるよう上側の中間ロール3aのオフセット位置を制御する。
この(11)式と(1)式から正しい駆動接線力Ftを算出し、そのFt値を(4)式に代入し、上側の作業ロール2aのFwhを算出する。更にこのFwhが0または0近傍値(所定値以下)となる上側の中間ロール3aのオフセット量βを算出し、その値となるよう上側の中間ロール3aのオフセット位置を制御する。また、下側の作業ロール2bの場合、同様に(12)式と(1)式から正しい駆動接線力Ftを算出し、そのFt値を(4)式に代入し、下側の作業ロール2bのFwhを算出する。更にこのFwhが0または0近傍値(所定値以下)となる下側の中間ロール3bのオフセット量βを算出し、その値となるよう下側の中間ロール3bのオフセット位置を制御する。
前記(11)式と(8)式から圧延荷重Qを算出し、そのQ値を(9)式に代入し、上側の作業ロール2aのFwhを算出する。更にこのFwhが0または0近傍値(所定値以下)となる上側の中間ロール3aのオフセット量βを算出し、その値となるよう上側の中間ロール3aのオフセット位置を制御する。
本実施例は、図1〜4に示し上述した第1の実施例にロードセルを追加した構成となっている。その他の構成は、図1〜4に示し上述した圧延機と概ね同様であり、同一の機器には同一の符号を付記し重複する説明を適宜省略する。
なお、ロードセル28b,28dは、上側の作業ロール2aに対して圧延材1の搬送方向入側に配置される。ロードセル28a,28cは、上側の作業ロール2aに対して圧延材1の搬送方向出側に配置される。ロードセル28f,28hは、下側の作業ロール2bに対して圧延材1の搬送方向入側に配置される。ロードセル28e,28gは、下側の作業ロール2bに対して圧延材1の搬送方向出側に配置される。
作業ロールチョック(作業ロール用の軸受け箱)にかかる作業ロール2a,2bの水平力Fwhは、上側の作業ロール2aの場合、次の(13)式で示される。
Fwh=(Rwa+Rwc)−(Rwb+Rwd) (13)
Fwh=(Rwe+Rwg)−(Rwf+Rwh) (14)
Ft=(Tia/2)/(Di/2) (15)
Ft=(Tib/2)/(Di/2) (16)
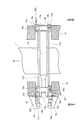
2a,2b 作業ロール
3a,3b 中間ロール
4a,4b 補強ロール
5a,5b パスライン調整装置
6a,6b 油圧シリンダ
7a,7b ハウジング
8a〜8d ロールベンダーブロック
9a〜9h 中間ロールオフセット可変シリンダ(オフセットシリンダ、位置調整手段)
10a〜10d シフトブロック
13a〜13d 作業ロール用の軸受け箱(軸受)
15a〜15d 中間ロール用の軸受け箱(軸受)
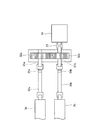
25a〜25h 圧力計(圧力計測手段)
26a〜26h 圧力計(圧力計測手段)
27a〜27h ロードセル(中間ロール荷重計測手段)
28a〜28h ロードセル(作業ロール荷重計測手段)
29a,29b トルクメータ(駆動トルク計測手段)
35a ロードセル(スラスト力計測手段)
40 制御装置
42 演算部(オフセット量演算手段)
43 出力部(制御手段)
100 タンデム圧延設備
Claims (11)
- 圧延材を圧延する上下一対の作業ロールと、
前記上下一対の作業ロールを上下方向からそれぞれ支持すると共に、ロール軸方向に移動可能に支持され、圧延材の板幅中心に対して点対称となる上下のロール端部に、テーパ状の先細り部を有する上下一対の中間ロールと、
前記上下一対の中間ロールを上下方向からそれぞれ支持する上下一対の補強ロールと、
前記上下一対の中間ロールを、前記上下一対の作業ロールおよび前記上下一対の補強ロールに対して、前記圧延材を搬送する方向で位置調整する位置調整手段と
を備える圧延機において、
前記作業ロールの水平力を検出する検出手段と、
前記検出手段で得られた前記作業ロールの水平力に基づき前記中間ロールのオフセット量を演算するオフセット量演算手段と、
前記オフセット量演算手段で演算された当該中間ロールのオフセット量となるように前記位置調整手段を制御する制御手段と
を備える
ことを特徴とする圧延機。 - 請求項1に記載された圧延機であって、
前記オフセット量演算手段は、前記作業ロールの水平力が所定値以下となるように前記中間ロールのオフセット量を演算する
ことを特徴とする圧延機。 - 請求項1または請求項2に記載の圧延機であって、
前記位置調整手段は、前記中間ロールの軸受に設けられたオフセットシリンダであり、
前記検出手段は、前記オフセットシリンダに設けられ、当該オフセットシリンダの圧力を計測する圧力計測手段を有し、
前記オフセット量演算手段は、前記圧力計測手段で得られた圧力計測値に基づき前記作業ロールの水平力を演算する
ことを特徴とする圧延機。 - 請求項1または請求項2に記載の圧延機であって、
前記検出手段は、前記中間ロールの軸受に設けられ、当該中間ロールの水平方向の荷重を計測する荷重計測手段を有し、
前記オフセット量演算手段は、前記荷重計測手段で得られた前記中間ロールの水平方向の荷重に基づき前記作業ロールの水平力を演算する
ことを特徴とする圧延機。 - 請求項1または請求項2に記載の圧延機であって、
前記検出手段は、前記作業ロールの軸受に設けられ、当該作業ロールの水平方向の荷重を計測する荷重計測手段を有し、
前記オフセット量演算手段は、前記荷重計測手段で得られた前記作業ロールの水平方向の荷重に基づき前記作業ロールの水平力を演算する
ことを特徴とする圧延機。 - 請求項1または請求項2に記載の圧延機であって、
前記検出手段は、前記中間ロールを駆動する駆動手段に設けられ、当該駆動手段による駆動トルクを計測する駆動トルク計測手段を有し、
前記オフセット量演算手段は、前記駆動トルク計測手段で得られた前記駆動トルクに基づき前記作業ロールの水平力を演算する
ことを特徴とする圧延機。 - 請求項1または請求項2に記載の圧延機であって、
前記上下一対の中間ロールが歯車を介して駆動トルクを伝達する駆動手段を有し、
前記検出手段は、前記駆動手段の前記歯車の軸受けに設けられ、スラスト力を計測するスラスト力計測手段を有し、
前記オフセット量演算手段は、前記スラスト力計手段で得られた前記スラスト力により前記作業ロールの水平力を演算する
ことを特徴とする圧延機。 - 請求項1または請求項2に記載の圧延機であって、
前記上下一対の中間ロールは、モータで駆動され、
前記オフセット量演算手段は、前記モータの電流値に基づき前記作業ロールの水平力を演算する
ことを特徴とする圧延機。 - 請求項1から請求項8の何れか一項に記載の圧延機であって、
前記上下一対の作業ロールの直径Dと前記圧延材の板幅Bとの比であるD/Bが下記の範囲である
ことを特徴とする圧延機。
0.08≦D/B≦0.23 - 複数の圧延機を並べたタンデム圧延設備において、
請求項1から請求項9の何れか一項に記載の圧延機を、少なくとも1つ以上備えた
ことを特徴とするタンデム圧延設備。 - 圧延材を圧延する上下一対の作業ロールと、前記上下一対の作業ロールを上下方向からそれぞれ支持すると共に、ロール軸方向に移動可能に支持され、圧延材の板幅中心に対して点対称となる上下のロール端部に、テーパ状の先細り部を有する上下一対の中間ロールと、前記上下一対の中間ロールを上下方向からそれぞれ支持する上下一対の補強ロールと、前記上下一対の中間ロールを、前記上下一対の作業ロールおよび前記上下一対の補強ロールに対して、前記圧延材を搬送する方向で位置調整する位置調整手段とを有する圧延機による圧延方法において、
前記上下一対の作業ロールの水平力を検出し、
この検出により得られた前記作業ロールの水平力に基づき前記中間ロールのオフセット量を演算し、
演算された前記中間ロールのオフセット量となるように前記位置調整手段を制御する
ことを特徴とする圧延方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015136696A JP6470134B2 (ja) | 2015-07-08 | 2015-07-08 | 圧延機および圧延方法 |
| EP16001424.7A EP3130408B1 (en) | 2015-07-08 | 2016-06-24 | Rolling mill and rolling method |
| US15/203,923 US10421106B2 (en) | 2015-07-08 | 2016-07-07 | Rolling mill and rolling method |
| CN201610532477.3A CN106334712B (zh) | 2015-07-08 | 2016-07-07 | 轧制机、串列式轧制设备以及轧制方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015136696A JP6470134B2 (ja) | 2015-07-08 | 2015-07-08 | 圧延機および圧延方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017018971A true JP2017018971A (ja) | 2017-01-26 |
| JP6470134B2 JP6470134B2 (ja) | 2019-02-13 |
Family
ID=56235526
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015136696A Active JP6470134B2 (ja) | 2015-07-08 | 2015-07-08 | 圧延機および圧延方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10421106B2 (ja) |
| EP (1) | EP3130408B1 (ja) |
| JP (1) | JP6470134B2 (ja) |
| CN (1) | CN106334712B (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023533257A (ja) * | 2020-07-09 | 2023-08-02 | エス・エム・エス・グループ・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング | 安定した圧延プロセスのためのパススケジュールを演算する方法及びコンピュータプログラム製品 |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6441159B2 (ja) * | 2015-04-27 | 2018-12-19 | 三菱重工業株式会社 | 圧延加工装置 |
| US11400499B2 (en) * | 2018-03-08 | 2022-08-02 | Nippon Steel Corporation | Method for setting rolling mill, and rolling mill |
| JP6939996B2 (ja) * | 2018-05-29 | 2021-09-22 | 日本製鉄株式会社 | 圧延機及び圧延機の設定方法 |
| CN110038902A (zh) * | 2019-04-03 | 2019-07-23 | 马鞍山市恒强合金科技有限公司 | 一种基于冷轧中间辊便于调节的切削装置 |
| US11872612B2 (en) | 2019-04-04 | 2024-01-16 | Sendzimir Japan, Ltd. | Multistage rolling mill |
| JP7313768B2 (ja) * | 2019-05-23 | 2023-07-25 | スチールプランテック株式会社 | 圧延機、並びに圧延方法及びワークロールの運用方法 |
| WO2020245913A1 (ja) * | 2019-06-04 | 2020-12-10 | Primetals Technologies Japan株式会社 | 被膜除去装置、被膜除去方法、接合装置および接合方法 |
| JP6992032B2 (ja) * | 2019-10-25 | 2022-01-13 | Primetals Technologies Japan株式会社 | 圧延機 |
| JP7233828B2 (ja) * | 2020-04-27 | 2023-03-07 | Primetals Technologies Japan株式会社 | 熱間圧延機および熱間圧延方法 |
| CN114247760B (zh) * | 2020-09-23 | 2024-02-13 | 宝山钢铁股份有限公司 | 一种脆性材料冷轧断带的综合诊断方法 |
| JP7420052B2 (ja) * | 2020-11-04 | 2024-01-23 | トヨタ自動車株式会社 | プレスロール装置、及びプレスロール装置の制御方法 |
| CN112547810B (zh) * | 2020-11-20 | 2022-08-09 | 安阳钢铁股份有限公司 | 一种热连轧轧机轴向力的检测及改善方法 |
| CN113399471B (zh) * | 2021-05-26 | 2023-03-03 | 鞍钢股份有限公司 | 一种轧机辊系交叉后倾斜值调整方法 |
| EP4122612A1 (en) * | 2021-07-23 | 2023-01-25 | Primetals Technologies Japan, Ltd. | Six-high rolling mill stand and finishing mill train for hot rolling an intermediate strip into a thin strip |
| CN113894157B (zh) * | 2021-10-22 | 2022-07-19 | 燕山大学 | 上下轧辊全驱式4SPeS+SPS+C型并联板带轧机 |
| CN114309071A (zh) * | 2021-12-31 | 2022-04-12 | 中冶南方工程技术有限公司 | 六辊轧机及带钢板形控制方法 |
| CN114769318A (zh) * | 2022-03-30 | 2022-07-22 | 湖北工业大学 | 一种能高精度检测水平力的轧辊轴承座结构 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60186901U (ja) * | 1984-05-16 | 1985-12-11 | 石川島播磨重工業株式会社 | 圧延機 |
| JPS61255708A (ja) * | 1985-05-10 | 1986-11-13 | Hitachi Ltd | 圧延機の作業ロ−ル支持装置 |
| JPH11347607A (ja) * | 1998-06-02 | 1999-12-21 | Hitachi Ltd | 板材圧延機 |
| JP2000312911A (ja) * | 1999-04-27 | 2000-11-14 | Nippon Steel Corp | 圧延機の尾端部蛇行制御方法 |
| JP2010260056A (ja) * | 2009-04-28 | 2010-11-18 | Nippon Steel Corp | 板圧延機およびその制御方法 |
| WO2013042204A1 (ja) * | 2011-09-20 | 2013-03-28 | 三菱日立製鉄機械株式会社 | 冷間圧延機、タンデム圧延設備、可逆圧延設備、圧延設備の改造方法および冷間圧延機の運転方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3503756A1 (de) | 1984-03-13 | 1985-09-19 | SMS Schloemann-Siemag AG, 4000 Düsseldorf | Sechswalzengeruest |
| DE3712043C2 (de) | 1987-04-09 | 1995-04-13 | Schloemann Siemag Ag | Walzgerüst mit axial verschiebbaren Walzen |
| JPH03207506A (ja) * | 1990-01-09 | 1991-09-10 | Nippon Steel Corp | 板圧延機 |
| US5622073A (en) * | 1991-05-16 | 1997-04-22 | Kawasaki Steel Corporation | Six high rolling mill |
| JP2654313B2 (ja) | 1991-05-16 | 1997-09-17 | 川崎製鉄株式会社 | 6段圧延機 |
| JPH1058011A (ja) | 1996-08-27 | 1998-03-03 | Hitachi Ltd | 圧延機の中間ロールオフセット機構 |
| JP5138398B2 (ja) * | 2008-01-25 | 2013-02-06 | 三菱日立製鉄機械株式会社 | 圧延機及びそれを備えたタンデム圧延機 |
| JP5138397B2 (ja) * | 2008-01-25 | 2013-02-06 | 三菱日立製鉄機械株式会社 | 圧延機及びそれを備えたタンデム圧延機 |
| JP5568261B2 (ja) * | 2009-07-22 | 2014-08-06 | 三菱日立製鉄機械株式会社 | 圧延機及びそれを備えたタンデム圧延機 |
| WO2014003016A1 (ja) * | 2012-06-26 | 2014-01-03 | 新日鐵住金株式会社 | 金属板材の圧延装置 |
-
2015
- 2015-07-08 JP JP2015136696A patent/JP6470134B2/ja active Active
-
2016
- 2016-06-24 EP EP16001424.7A patent/EP3130408B1/en active Active
- 2016-07-07 CN CN201610532477.3A patent/CN106334712B/zh active Active
- 2016-07-07 US US15/203,923 patent/US10421106B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60186901U (ja) * | 1984-05-16 | 1985-12-11 | 石川島播磨重工業株式会社 | 圧延機 |
| JPS61255708A (ja) * | 1985-05-10 | 1986-11-13 | Hitachi Ltd | 圧延機の作業ロ−ル支持装置 |
| JPH11347607A (ja) * | 1998-06-02 | 1999-12-21 | Hitachi Ltd | 板材圧延機 |
| JP2000312911A (ja) * | 1999-04-27 | 2000-11-14 | Nippon Steel Corp | 圧延機の尾端部蛇行制御方法 |
| JP2010260056A (ja) * | 2009-04-28 | 2010-11-18 | Nippon Steel Corp | 板圧延機およびその制御方法 |
| WO2013042204A1 (ja) * | 2011-09-20 | 2013-03-28 | 三菱日立製鉄機械株式会社 | 冷間圧延機、タンデム圧延設備、可逆圧延設備、圧延設備の改造方法および冷間圧延機の運転方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023533257A (ja) * | 2020-07-09 | 2023-08-02 | エス・エム・エス・グループ・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング | 安定した圧延プロセスのためのパススケジュールを演算する方法及びコンピュータプログラム製品 |
| JP7506820B2 (ja) | 2020-07-09 | 2024-06-26 | エス・エム・エス・グループ・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング | 安定した圧延プロセスのためのパススケジュールを演算する方法及びコンピュータプログラム製品 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3130408B1 (en) | 2018-12-12 |
| CN106334712B (zh) | 2018-06-26 |
| US20170008055A1 (en) | 2017-01-12 |
| CN106334712A (zh) | 2017-01-18 |
| US10421106B2 (en) | 2019-09-24 |
| EP3130408A1 (en) | 2017-02-15 |
| JP6470134B2 (ja) | 2019-02-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6470134B2 (ja) | 圧延機および圧延方法 | |
| EP2489447B1 (en) | Rolling mill and zero ajustment process in rolling mill | |
| JP4685777B2 (ja) | 板材圧延におけるウェッジの設定・制御方法 | |
| RU2194585C2 (ru) | Способ компенсации сил или составляющих сил, являющихся результатом горизонтального движения валков в прокатных клетях | |
| EP2277638B1 (en) | Rolling mill and tandem rolling mill having the same | |
| JP4214150B2 (ja) | 金属板材の圧延方法および圧延装置 | |
| EP2241382B1 (en) | Rolling mill, and tandem rolling mill having the same | |
| CN102581026A (zh) | 冷轧带钢板形横向整体优化控制方法 | |
| KR101782281B1 (ko) | 압연 라인의 에너지 소비량 예측 장치 | |
| CN105492133B (zh) | 轧机的板厚控制装置 | |
| JP4948301B2 (ja) | 冷間圧延における形状制御方法 | |
| JP4903676B2 (ja) | 金属板材の圧延方法および圧延装置 | |
| CN1138603C (zh) | 热冷轧扁平产品所用轧机的轧辊间隙的调整方法 | |
| US3877270A (en) | Rolling mill including means for compensating for roll bending | |
| JP5568261B2 (ja) | 圧延機及びそれを備えたタンデム圧延機 | |
| CA3139220C (en) | Cross angle identification method, cross angle identification device, and rolling mill | |
| JP2004001068A (ja) | 板圧延方法 | |
| Mallesham et al. | Cold rolling mill for aluminium sheet | |
| JP4813014B2 (ja) | 冷間タンデム圧延機の形状制御方法 | |
| JP4009116B2 (ja) | 板圧延機の変形特性の同定方法および圧延方法 | |
| JP4181000B2 (ja) | 板圧延機の変形特性同定方法およびそれを用いる板圧延方法 | |
| JP2007190579A (ja) | 金属板材の圧延方法および圧延装置 | |
| JPH09267112A (ja) | 圧延装置およびその制御方法 | |
| CN106662845B (zh) | 成套设备的控制装置 | |
| JPS61255708A (ja) | 圧延機の作業ロ−ル支持装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20171201 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20171225 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180405 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181011 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181019 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181212 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190117 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6470134 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |