JP2017071090A - 縦型射出成形機 - Google Patents
縦型射出成形機 Download PDFInfo
- Publication number
- JP2017071090A JP2017071090A JP2015198177A JP2015198177A JP2017071090A JP 2017071090 A JP2017071090 A JP 2017071090A JP 2015198177 A JP2015198177 A JP 2015198177A JP 2015198177 A JP2015198177 A JP 2015198177A JP 2017071090 A JP2017071090 A JP 2017071090A
- Authority
- JP
- Japan
- Prior art keywords
- turntable
- hole
- positioning pin
- molding machine
- injection molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
Description
可動盤に固定された上側金型と1つ以上の下側金型とをターンテーブルの上方に備えた縦型射出成形機であって、
前記ターンテーブルの上面に備えた前記1つ以上の下側金型と、
前記ターンテーブルを回転自在に支持する固定盤と、
前記ターンテーブルを回転させるサーボモータと、
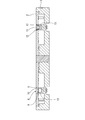
前記ターンテーブルに備えた貫通孔に上方から下方に差し込んで下方に突出させた状態で固定される位置決めピンと、
前記ターンテーブルを回転させて前記上側金型に対向する型開閉位置に前記下側金型が停止されるよう、前記位置決めピンが接触されることで前記ターンテーブルを停止させるストッパと、を備えたことを特徴とする。
前記ターンテーブルを回転自在に支持する前記固定盤に前記ストッパを設けたことを特徴とする。
前記貫通孔は、前記ターンテーブルの上面側に設けた上孔部と、前記ターンテーブルの下面側に設けた下孔部と、からなり、
前記上孔部の径よりも前記下孔部の径を小さくすることにより、前記上孔部と前記下孔部との間に段差部を設け、
前記貫通孔にその上方から下方に前記位置決めピンが差し込まれた状態のときに、該段差部に前記位置決めピンを載置した状態で配設したことを特徴とする。
前記ストッパは断面矩形の直方体の形状をなし、
前記位置決めピンは断面円形の形状をなし、
前記直方体のストッパの平面部に前記ストッパピンの円周の円弧面が接触してなる接触部を備えたことを特徴とする。
前記貫通孔に差し込まれた前記位置決めピンは、取付手段により前記ターンテーブルに固定して設けられたことを特徴とする。
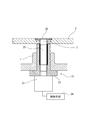
前記ターンテーブルに備えた孔部と、前記固定盤に設けられ、下方から上方に前進して前記孔部に挿入される突出ピンと、該突出ピンを上下に進退させるシリンダと、該シリンダの動作を制御する制御手段と、を備え、
前記ターンテーブルを一方向に回転させて所定回転位置にて停止させたいときに、前記貫通孔から前記位置決めピンを抜き出し、
前記貫通孔から前記位置決めピンを抜き出した状態で前記ターンテーブルを回転させているとき、前記制御手段が、前記所定回転位置に対応して配置された前記孔部に、前記突出ピンが前進されて挿入されるよう前記シリンダの動作を制御することを特徴とする。
2 ターンテーブル
3 サーボモータ
4 タイミングベルト
5 下側金型
6 貫通孔
7 孔部
8 上孔部
9 下孔部
10 段差部
11 位置決めピン
12 ネジ(取付手段)
13 ストッパ
20 突出ピン
21 突出ピンユニット
22 ガイド部品
23 シリンダ
24 制御手段
25 蓋
Claims (6)
- 可動盤に固定された上側金型と1つ以上の下側金型とをターンテーブルの上方に備えた縦型射出成形機であって、
前記ターンテーブルの上面に備えた前記1つ以上の下側金型と、
前記ターンテーブルを回転自在に支持する固定盤と、
前記ターンテーブルを回転させるサーボモータと、
前記ターンテーブルに備えた貫通孔に上方から下方に差し込んで下方に突出させた状態で固定される位置決めピンと、
前記ターンテーブルを回転させて前記上側金型に対向する型開閉位置に前記下側金型が停止されるよう、前記位置決めピンが接触されることで前記ターンテーブルを停止させるストッパと、を備えたことを特徴とする縦型射出成形機。 - 前記ターンテーブルを回転自在に支持する前記固定盤に前記ストッパを設けたことを特徴とする請求項1に記載の縦型射出成形機。
- 前記貫通孔は、前記ターンテーブルの上面側に設けた上孔部と、前記ターンテーブルの下面側に設けた下孔部と、からなり、
前記上孔部の径よりも前記下孔部の径を小さくすることにより、前記上孔部と前記下孔部との間に段差部を設け、
前記貫通孔にその上方から下方に前記位置決めピンが差し込まれた状態のときに、該段差部に前記位置決めピンを載置した状態で配設したことを特徴とする請求項2に記載縦型射出成形機。 - 前記ストッパは断面矩形の直方体の形状をなし、
前記位置決めピンは断面円形の形状をなし、
前記直方体のストッパの平面部に前記ストッパピンの円周の円弧面が接触してなる接触部を備えたことを特徴とする請求項2又は3に記載の縦型射出成形機。 - 前記貫通孔に差し込まれた前記位置決めピンは、取付手段により前記ターンテーブルに固定して設けられたことを特徴とする請求項2〜4の何れか1項に記載の縦型射出成形機。
- 前記ターンテーブルに備えた孔部と、前記固定盤に設けられ、下方から上方に前進して前記孔部に挿入される突出ピンと、該突出ピンを上下に進退させるシリンダと、該シリンダの動作を制御する制御手段と、を備え、
前記ターンテーブルを一方向に回転させて所定回転位置にて停止させたいときに、前記貫通孔から前記位置決めピンを抜き出し、
前記貫通孔から前記位置決めピンを抜き出した状態で前記ターンテーブルを回転させているとき、前記制御手段が、前記所定回転位置に対応して配置された前記孔部に、前記突出ピンが前進されて挿入されるよう前記シリンダの動作を制御することを特徴とする請求項1〜5の何れか1項に記載の縦型射出成形機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015198177A JP6615559B2 (ja) | 2015-10-06 | 2015-10-06 | 縦型射出成形機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015198177A JP6615559B2 (ja) | 2015-10-06 | 2015-10-06 | 縦型射出成形機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017071090A true JP2017071090A (ja) | 2017-04-13 |
| JP6615559B2 JP6615559B2 (ja) | 2019-12-04 |
Family
ID=58539516
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015198177A Active JP6615559B2 (ja) | 2015-10-06 | 2015-10-06 | 縦型射出成形機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6615559B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109702174A (zh) * | 2019-03-07 | 2019-05-03 | 佛山市顺德区铭固模具有限公司 | 热挤压分流模具定位方法及实现该方法的热挤压分流模具 |
| CN113714483A (zh) * | 2021-08-26 | 2021-11-30 | 东莞市鸿威精密五金制品有限公司 | 一种快速换模的压铸模具 |
| CN114643344A (zh) * | 2022-03-24 | 2022-06-21 | 清苑县中久有色金属合金制造有限公司 | 一种高韧性自强化铝合金压铸装置及其生产工艺 |
| JP2022115609A (ja) * | 2021-01-28 | 2022-08-09 | 住友重機械工業株式会社 | 射出成形機 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53148081A (en) * | 1977-05-30 | 1978-12-23 | Sankyo Seiki Seisakusho Kk | Locating and indexing mfchanism of rotary table |
| JPS62238718A (ja) * | 1986-04-10 | 1987-10-19 | Nissei Plastics Ind Co | チユ−ブ容器の製造装置 |
| JPH01106212U (ja) * | 1988-01-08 | 1989-07-18 | ||
| JPH10264200A (ja) * | 1997-03-24 | 1998-10-06 | Meiki Co Ltd | 竪型ロータリー式射出成形機およびそれによる成形方法 |
| JPH10296782A (ja) * | 1997-04-28 | 1998-11-10 | Sumidensou Puratetsuku Kk | 複数台の型締装置を備えた旋回式射出成形機の位置決め装置 |
| JPH11931A (ja) * | 1997-06-13 | 1999-01-06 | Niigata Eng Co Ltd | 竪型射出成形機のロータリテーブル装置 |
| JP2002001757A (ja) * | 2000-06-26 | 2002-01-08 | Sumitomo Heavy Ind Ltd | 竪型射出成形機 |
| JP2011240598A (ja) * | 2010-05-18 | 2011-12-01 | Sumitomo Heavy Ind Ltd | ロータリ式射出成形機及び射出成形方法 |
-
2015
- 2015-10-06 JP JP2015198177A patent/JP6615559B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53148081A (en) * | 1977-05-30 | 1978-12-23 | Sankyo Seiki Seisakusho Kk | Locating and indexing mfchanism of rotary table |
| JPS62238718A (ja) * | 1986-04-10 | 1987-10-19 | Nissei Plastics Ind Co | チユ−ブ容器の製造装置 |
| JPH01106212U (ja) * | 1988-01-08 | 1989-07-18 | ||
| JPH10264200A (ja) * | 1997-03-24 | 1998-10-06 | Meiki Co Ltd | 竪型ロータリー式射出成形機およびそれによる成形方法 |
| JPH10296782A (ja) * | 1997-04-28 | 1998-11-10 | Sumidensou Puratetsuku Kk | 複数台の型締装置を備えた旋回式射出成形機の位置決め装置 |
| JPH11931A (ja) * | 1997-06-13 | 1999-01-06 | Niigata Eng Co Ltd | 竪型射出成形機のロータリテーブル装置 |
| JP2002001757A (ja) * | 2000-06-26 | 2002-01-08 | Sumitomo Heavy Ind Ltd | 竪型射出成形機 |
| JP2011240598A (ja) * | 2010-05-18 | 2011-12-01 | Sumitomo Heavy Ind Ltd | ロータリ式射出成形機及び射出成形方法 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109702174A (zh) * | 2019-03-07 | 2019-05-03 | 佛山市顺德区铭固模具有限公司 | 热挤压分流模具定位方法及实现该方法的热挤压分流模具 |
| CN109702174B (zh) * | 2019-03-07 | 2023-09-22 | 佛山市顺德区铭固模具有限公司 | 热挤压分流模具定位方法及实现该方法的热挤压分流模具 |
| JP2022115609A (ja) * | 2021-01-28 | 2022-08-09 | 住友重機械工業株式会社 | 射出成形機 |
| JP7568363B2 (ja) | 2021-01-28 | 2024-10-16 | 住友重機械工業株式会社 | 射出成形機 |
| CN113714483A (zh) * | 2021-08-26 | 2021-11-30 | 东莞市鸿威精密五金制品有限公司 | 一种快速换模的压铸模具 |
| CN114643344A (zh) * | 2022-03-24 | 2022-06-21 | 清苑县中久有色金属合金制造有限公司 | 一种高韧性自强化铝合金压铸装置及其生产工艺 |
| CN114643344B (zh) * | 2022-03-24 | 2024-04-26 | 清苑县中久有色金属合金制造有限公司 | 一种高韧性自强化铝合金压铸装置及其生产工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6615559B2 (ja) | 2019-12-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6615559B2 (ja) | 縦型射出成形機 | |
| JP6412061B2 (ja) | 射出成形機 | |
| KR101594251B1 (ko) | 인서트 사출금형장치 | |
| JP4039452B1 (ja) | 射出成形機のテーブル回転装置 | |
| JP6948292B2 (ja) | ねじ抜き金型 | |
| JP2019188696A (ja) | 金型 | |
| CN101637952A (zh) | 金属模安装模具、金属模保持构件以及合模装置 | |
| JP2023128647A (ja) | 射出成形機の金型、それによって成形された射出成形品及び射出成形方法 | |
| JP2002172646A (ja) | 射出成形機のターンテーブル装置 | |
| JP4793943B2 (ja) | トグル式射出成形機の型締装置の操作方法および型締装置 | |
| JPH07285146A (ja) | ロータリ式射出成形機 | |
| JP2007021766A (ja) | 成形機の回転板付き型締装置 | |
| CN103419324B (zh) | 注塑成型机的模具安装板及模具盘 | |
| JP2018020466A (ja) | インサート部品保持構造 | |
| JP6775798B2 (ja) | 金型取付方法 | |
| JP6940666B1 (ja) | ターンテーブルを備えた竪型射出成形機 | |
| JP2017071104A (ja) | 縦型射出成形機に備えたターンテーブルの停止方法 | |
| CN203019571U (zh) | 汽车注射模圆台导向定位装置 | |
| KR20110130698A (ko) | 비접촉 회전이 가능한 인덱스 회전부재를 가지는 사출성형기 | |
| JP4168429B1 (ja) | 竪型射出成形機の型締装置 | |
| JP2017006931A (ja) | 型締装置及び成形機 | |
| JP6466723B2 (ja) | 縦型射出成形機 | |
| JPH11931A (ja) | 竪型射出成形機のロータリテーブル装置 | |
| JP2015175409A (ja) | ベルトテンショナー | |
| JP2015085362A (ja) | 位置決め装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20180131 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180820 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190703 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190716 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190905 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191029 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191106 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6615559 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |