JP2017104899A - 溶接装置のt形部品供給装置 - Google Patents
溶接装置のt形部品供給装置 Download PDFInfo
- Publication number
- JP2017104899A JP2017104899A JP2015255136A JP2015255136A JP2017104899A JP 2017104899 A JP2017104899 A JP 2017104899A JP 2015255136 A JP2015255136 A JP 2015255136A JP 2015255136 A JP2015255136 A JP 2015255136A JP 2017104899 A JP2017104899 A JP 2017104899A
- Authority
- JP
- Japan
- Prior art keywords
- welding
- tip
- chuck
- shaped part
- supply hose
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000003466 welding Methods 0.000 title claims description 78
- 238000013459 approach Methods 0.000 claims description 4
- 230000000149 penetrating effect Effects 0.000 description 1
Images




Landscapes
- Feeding Of Articles To Conveyors (AREA)
Abstract
Description
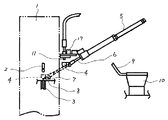
図1は本発明の実施の形態を示す溶接装置の側面図であり、1は上部電極2と下部電極3を備えた溶接機である。
3 下部電極
4 チャック部
5 第1の駆動装置
7 溶接ボルト
8 ワーク
9 供給ホース
10 パーツフィーダ
11 出口部
15 取付け金具
17 第2の駆動装置
25 溶接孔
Claims (2)
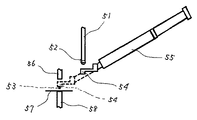
- パーツフィーダから供給ホースにて送られたT形部品を、溶接装置の溶接位置から離れた位置で供給されて保持するチャック部を、第1の駆動装置により、上部電極とワークの間で、上部電極、T形部品、ワークの溶接孔及び下部電極が一直線となる位置に移動し、上部電極の下降によりT形部品を押圧してチャック部を開き、T形部品の軸部をワークの溶接孔を介して下部電極に差込み、ワークとT形部品を溶接する溶接装置のT形部品供給装置において、前記供給ホースの先端の出口部を上下動可能にして、T形部品の供給時に、供給ホースの先端の出口部がチャック部に接近するようにしたことを特徴とする溶接装置のT形部品供給装置。
- 前記供給ホースの先端の出口部を上下動する第2の駆動装置を、前記第1の駆動装置に取付けた取付け金具に取付け固定したことを特徴とする請求項1に記載の溶接装置のT形部品供給装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015255136A JP2017104899A (ja) | 2015-12-08 | 2015-12-08 | 溶接装置のt形部品供給装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015255136A JP2017104899A (ja) | 2015-12-08 | 2015-12-08 | 溶接装置のt形部品供給装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017104899A true JP2017104899A (ja) | 2017-06-15 |
Family
ID=59058904
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015255136A Pending JP2017104899A (ja) | 2015-12-08 | 2015-12-08 | 溶接装置のt形部品供給装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017104899A (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6054832B2 (ja) * | 1980-07-02 | 1985-12-02 | 株式会社電元社製作所 | 溶接ボルト供給方法及びその装置 |
| JPH0385179U (ja) * | 1989-12-19 | 1991-08-28 | ||
| JP2001259937A (ja) * | 2000-03-16 | 2001-09-25 | Dengensha Mfg Co Ltd | 部品供給方法と装置 |
-
2015
- 2015-12-08 JP JP2015255136A patent/JP2017104899A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6054832B2 (ja) * | 1980-07-02 | 1985-12-02 | 株式会社電元社製作所 | 溶接ボルト供給方法及びその装置 |
| JPH0385179U (ja) * | 1989-12-19 | 1991-08-28 | ||
| JP2001259937A (ja) * | 2000-03-16 | 2001-09-25 | Dengensha Mfg Co Ltd | 部品供給方法と装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101518025B1 (ko) | 모터컨트롤러부품 자동용접장치 | |
| CN103433637A (zh) | 一种定子的自动焊接装置及其焊接方法 | |
| CN107378183B (zh) | 一种转盘式火焰焊机 | |
| CN102528257B (zh) | 二氧化碳气体保护焊接装置用焊丝接合装置 | |
| KR20120113954A (ko) | 자동용접용 지그 | |
| JP2001087865A (ja) | ナット抵抗溶接用ナット供給装置 | |
| JP2012101331A (ja) | 加工装置の吸着固定装置および吸着固定装置を使用した加工方法 | |
| CN108406068A (zh) | 一种用于焊接铜插头与转接件的焊接机及其电阻焊接工艺 | |
| CN207930146U (zh) | 一种减震器夹箍支架凸焊焊接工装 | |
| JP2008018443A (ja) | タングステン電極自動交換装置 | |
| CN107262924A (zh) | 一种多车型工装快速切换装置 | |
| JP2017104899A (ja) | 溶接装置のt形部品供給装置 | |
| CN102216014B (zh) | 用于对工件进行电化学加工的装置 | |
| KR20150083584A (ko) | 비계용 수직비계봉의 암수결합부 용접장치 | |
| JPH0938780A (ja) | スポット溶接機 | |
| CN104439571A (zh) | 电火花成型机床结构 | |
| KR101767562B1 (ko) | 볼트 자동 용접장치 | |
| JPH0871767A (ja) | スポット溶接機 | |
| JP6550619B2 (ja) | 溶接ボルトの供給装置 | |
| JP7185891B2 (ja) | プロジェクション溶接装置 | |
| JP2000015456A (ja) | ボルト用プロジェクション溶接装置の上部電極装置 | |
| KR101556982B1 (ko) | 스폿 용접용 용접팁 교환장치 | |
| CN105921902A (zh) | 一种路灯灯杆头弯曲部焊接装置 | |
| JP2004082193A (ja) | 溶接ボルト供給方法と装置 | |
| KR20090071193A (ko) | 용접 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181022 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190708 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190716 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190912 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200225 |