JP2017107781A - プラズマリアクタ及び積層体用クランプ - Google Patents
プラズマリアクタ及び積層体用クランプ Download PDFInfo
- Publication number
- JP2017107781A JP2017107781A JP2015241706A JP2015241706A JP2017107781A JP 2017107781 A JP2017107781 A JP 2017107781A JP 2015241706 A JP2015241706 A JP 2015241706A JP 2015241706 A JP2015241706 A JP 2015241706A JP 2017107781 A JP2017107781 A JP 2017107781A
- Authority
- JP
- Japan
- Prior art keywords
- clamp
- panel
- clamp body
- electrode
- pressing member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/34—Chemical or biological purification of waste gases
- B01D53/92—Chemical or biological purification of waste gases of engine exhaust gases
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05H—PLASMA TECHNIQUE; PRODUCTION OF ACCELERATED ELECTRICALLY-CHARGED PARTICLES OR OF NEUTRONS; PRODUCTION OR ACCELERATION OF NEUTRAL MOLECULAR OR ATOMIC BEAMS
- H05H1/00—Generating plasma; Handling plasma
- H05H1/24—Generating plasma
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J19/00—Chemical, physical or physico-chemical processes in general; Their relevant apparatus
- B01J19/08—Processes employing the direct application of electric or wave energy, or particle radiation; Apparatus therefor
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL-COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/08—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05H—PLASMA TECHNIQUE; PRODUCTION OF ACCELERATED ELECTRICALLY-CHARGED PARTICLES OR OF NEUTRONS; PRODUCTION OR ACCELERATION OF NEUTRAL MOLECULAR OR ATOMIC BEAMS
- H05H1/00—Generating plasma; Handling plasma
- H05H1/24—Generating plasma
- H05H1/2406—Generating plasma using dielectric barrier discharges, i.e. with a dielectric interposed between the electrodes
- H05H1/2418—Generating plasma using dielectric barrier discharges, i.e. with a dielectric interposed between the electrodes the electrodes being embedded in the dielectric
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Plasma & Fusion (AREA)
- Physics & Mathematics (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Spectroscopy & Molecular Physics (AREA)
- Health & Medical Sciences (AREA)
- Combustion & Propulsion (AREA)
- General Health & Medical Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Toxicology (AREA)
- Biomedical Technology (AREA)
- Environmental & Geological Engineering (AREA)
- Analytical Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Plasma Technology (AREA)
- Physical Or Chemical Processes And Apparatus (AREA)
- Treating Waste Gases (AREA)
- Exhaust Gas After Treatment (AREA)
Abstract
【課題】複数の電極パネルを確実に固定することにより、信頼性を向上させることが可能なプラズマリアクタを提供すること。【解決手段】本発明のプラズマリアクタは、プラズマパネル積層体20及びクランプ51,52を備える。プラズマパネル積層体20は、電極パネル30を積層した構造を有する。クランプ51,52は、複数の電極パネル30を積層方向に挟み込んで固定する。クランプ51,52は、クランプ本体53及び押さえ部材54を備える。クランプ本体53は電極パネル30の積層方向に延びる。押さえ部材54は、クランプ本体53とは別体に構成され、クランプ本体53の少なくとも一方の端部に取り付けられ、電極パネル30の表面31,32を押圧する。また、クランプ本体53と押さえ部材54とが固定されている。【選択図】図7
Description
本発明は、内燃機関(エンジン)の排ガスを浄化するための装置に好適なプラズマリアクタ、及び、セラミックパネルを積層方向に挟み込んで固定する積層体用クランプに関するものである。
エンジンの排ガスや焼却炉の排ガスをプラズマ場に通すことにより、排ガス中に含まれているCO(一酸化炭素)、HC(炭化水素)、NOx(窒素酸化物)及びPM(Particulate Matter:粒子状物質)などの有害物質を処理するプラズマリアクタが開示されている。
例えば、放電電極が形成された複数の電極パネルを積層し、隣接する電極パネル間に電圧を印加して誘電体バリア放電による低温プラズマ(非平衡プラズマ)を発生させることにより、電極パネル間を流れる排ガス中のPMを酸化して除去するプラズマリアクタが種々提案されている(例えば、特許文献1〜3参照)。なお、特許文献1〜3に記載のプラズマリアクタは、電極パネルを積層してなるプラズマパネル積層体を収容するためのケースや、ケース及びプラズマパネル積層体の間に介在されるマットなどを備えている。また、プラズマリアクタには別部品が設けられている。例えば、特許文献1に記載のプラズマリアクタには、リードライン部材が設けられており、リードライン部材は、マットを介してハウジング(ケース)に接触している。また、特許文献3では、保持部材で保持した状態で積層される電極と、複数の電極を積層方向に挟み込んで固定する一対の押さえ部材と、4つの枠体とを備え、複数の電極を押さえ部材や枠体を介してケース体(ケース)の内部に収容したプラズマリアクタが提案されている。なお、特許文献3では、枠体とケース体との間に固定マット(マット)が介在されており、枠体は、固定マットを介してケース体に接触している。
ところで、プラズマリアクタを車両等に搭載して使用する際には、プラズマリアクタに高温の排気ガスが流れるため、プラズマリアクタの内部は排気ガスによって加熱される。一方、プラズマリアクタの外部は、走行風によって冷却される。その結果、プラズマリアクタの内部にあるプラズマパネル積層体は、温度上昇に伴って膨張するが、プラズマリアクタの外部に露出するケースは、温度があまり上昇しないため、プラズマパネル積層体のように膨張することはない。よって、この場合には、ケースとプラズマパネル積層体(電極パネル)との熱膨張差に起因する応力により、ケースからマットを介してプラズマパネル積層体に大きな力が作用してしまう。また、車両等への取付時における振動や衝撃等の外的要因によって、プラズマパネル積層体に大きな力が作用することもある。その結果、複数の電極パネルを確実に固定できなくなり、プラズマパネル積層体の破損等につながってしまうという問題がある。
また、電極パネルをセラミック材料によって形成する場合には、電極パネルの1枚当りの厚さのバラツキが大きくなる。このため、電極パネルを積層してプラズマパネル積層体を形成すると、プラズマパネル積層体の厚さのバラツキが非常に大きくなってしまう。ゆえに、複数の電極パネルを積層方向に挟んで固定する際には、バラツキ分を考慮する必要があるが、特許文献1〜3に記載の従来技術では、バラツキを吸収することができないため、複数の電極パネルを確実に固定できないという問題がある。
本発明は上記の課題に鑑みてなされたものであり、第1の目的は、複数の電極パネルを確実に固定することにより、信頼性を向上させることが可能なプラズマリアクタを提供することにある。また、第2の目的は、複数のセラミックパネルを確実に固定することができる積層体用クランプを提供することにある。
上記課題を解決するための手段(手段1)としては、放電電極を有する複数の電極パネルを積層した構造を有し、隣接する前記電極パネル間に電圧を印加することによってプラズマを発生させるプラズマパネル積層体と、前記複数の電極パネルを積層方向に挟み込んで固定するクランプとを備えるプラズマリアクタであって、前記クランプは、前記電極パネルの積層方向に延びるクランプ本体と、前記クランプ本体とは別体に構成され、前記クランプ本体の少なくとも一方の端部に取り付けられ、前記プラズマパネル積層体を構成する前記電極パネルの表面を押圧する押さえ部材とを備え、前記クランプ本体と前記押さえ部材とが固定されていることを特徴とするプラズマリアクタがある。
従って、上記手段1に記載の発明では、クランプが、クランプ本体と、クランプ本体とは別体に構成された押さえ部材とを備えているため、押さえ部材の弾性によって複数の電極パネルを安定して保持することができる。よって、ケースとプラズマパネル積層体との熱膨張差に起因する応力や、車両等への取付時における振動や衝撃等に起因する外力が、ケースからプラズマパネル積層体に対して作用したとしても、プラズマパネル積層体の変形が押さえ部材の弾性変形によって抑制される。また、押さえ部材をクランプ本体とは別体に構成することにより、プラズマパネル積層体の厚さに合わせて、クランプ本体に押さえ部材を固定することができる。その結果、プラズマパネル積層体の厚さのバラツキを吸収することができ、複数の電極パネル(プラズマパネル積層体)をクランプによって確実に挟み込んで固定することができる。ゆえに、プラズマリアクタの信頼性を向上させることができる。
上記プラズマリアクタを構成するプラズマパネル積層体は、放電電極を有する複数の電極パネルを積層した構造を有する。放電電極の形成材料としては、例えば、タングステン(W)、モリブデン(Mo)、酸化ルテニウム(RuO2)、銀(Ag)、銅(Cu)、白金(Pt)などを挙げることができる。
なお、上記プラズマリアクタでは、クランプが複数設けられ、複数のクランプの少なくとも1つが、放電電極に電気的に接続される電気導通部材としての機能を有していることがよい。このようにすれば、クランプを構成する押さえ部材が電極パネルの表面を押圧することにより、クランプがプラズマパネル積層体に強固に固定されるため、電気導通部材としての機能を有するクランプと放電電極との電気的な接続を確実に行うことができる。また、クランプと電気導通部材とを別々に設ける場合よりも部品点数を減らすことができるため、プラズマリアクタの軽量化や小型化を図ることができる。
上記クランプは、クランプ本体の少なくとも一方の端部に取り付けられ、プラズマパネル積層体を構成する電極パネルの表面を押圧する押さえ部材を備える。ここで、1つの押さえ部材は、複数箇所において電極パネルの表面を押圧することがよい。このようにすれば、より安定的に複数の電極パネル(プラズマパネル積層体)を保持できるため、プラズマリアクタの信頼性がよりいっそう向上する。さらに、押さえ部材は、クランプ本体の一方の端部のみに固定されていてもよいし、クランプ本体の両端部に固定されていてもよいが、特には、クランプ本体の両端部に固定されていることがよい。このようにすれば、複数の電極パネルを両側から押圧できるため、より安定的に複数の電極パネル(プラズマパネル積層体)を保持することができ、プラズマリアクタの信頼性がよりいっそう向上する。
また、押さえ部材は、曲げ戻し構造を有する板ばねであることがよい。このようにすれば、クランプを用いて複数の電極パネルを挟み込んで固定する際に、押さえ部材の弾性力が電極パネルの表面に付与されるようになる。このため、複数の電極パネルを固定する際に生じる、電極パネルと押さえ部材との接触位置のずれを抑制することができる。さらに、電極パネルと押さえ部材との熱膨張差に起因する応力により生じる、電極パネルと押さえ部材との接触位置のずれも抑制することができる。以上の結果、所望の荷重で安定して複数の電極パネルを固定することができるため、プラズマリアクタの信頼性がよりいっそう向上する。
さらに、押さえ部材は、同押さえ部材を厚さ方向に貫通するスリットを有する板ばねであってもよい。このようにすれば、熱膨張による押さえ部材の変形が、スリットの形成部分によって吸収される。その結果、電極パネルと押さえ部材との熱膨張差に起因する応力により生じる、電極パネルと押さえ部材との接触位置のずれをより確実に抑制することができるため、より安定的に複数の電極パネルを固定することができる。
なお、板ばねの形成材料は、熱へたり等を防止するために、使用温度に合わせて適宜選択される。板ばねの形成材料としては、例えば、SUS301−CSP(熱膨張係数:約18ppm/℃)、SUS304−CSP(熱膨張係数:約18ppm/℃)、SUS631−CSP(熱膨張係数:約11〜12ppm/℃)、インコネルX−750(熱膨張係数:約14ppm/℃)、インコネル718(熱膨張係数:約14ppm/℃)などを挙げることができる。なお、板ばねの熱膨張係数は、常温〜500℃間の測定値の平均値をいう。
また、上記クランプは、電極パネルの積層方向に延びるクランプ本体を備える。ここで、クランプ本体は、棒状をなす軸部材であり、プラズマパネル積層体は、電極パネルの積層方向に貫通し、軸部材が挿入される孔部を有することがよい。このようにすれば、電極パネルからのクランプの脱落を防止することができる。また、複数の電極パネル(プラズマパネル積層体)とクランプとの位置決めを容易に行うことができる。なお、クランプ本体が棒状をなす軸部材である場合、プラズマパネル積層体は、電極パネルの積層方向に貫通し、軸部材が挿入される溝部を有し、溝部の幅が開口部において狭くなるように形成されることにより、溝部からの軸部材の抜けを防止する抜け止め機構を有していてもよい。このようにした場合でも、電極パネルからのクランプの脱落を防止することができ、複数の電極パネルとクランプとの位置決めを容易に行うことができる。
さらに、軸部材の外周面と孔部の内周面との間や、軸部材の外周面と溝部の内側面との間には、隙間が設けられていることがよい。このようにすれば、熱膨張によって軸部材の外径が大きくなったとしても、軸部材の外周面が孔部の内周面や溝部の内側面に接触しにくくなるため、軸部材の熱膨張に起因するプラズマパネル積層体の割れを防止することができる。
ここで、クランプ本体は、押さえ部材よりも熱膨張係数が低い材料によって形成されていることがよい。このようにすれば、温度上昇に伴ってクランプ本体及び押さえ部材が膨張したとしても、クランプ本体は電極パネルの積層方向に延びにくいため、複数の電極パネルを挟み込む方向に掛かる荷重の抜けを抑制することができる。即ち、温度変化に伴うクランプへの悪影響が小さくなる。
なお、クランプ本体の端部にネジ部が設けられ、押さえ部材にクランプ本体を挿通させた状態で、ナットをネジ部に螺着させることにより、押さえ部材がクランプ本体に固定されるようになっていてもよい。このようにすれば、クランプを用いて複数の電極パネルを積層方向に挟み込む工程を簡略化することができる。
また、押さえ部材及びクランプ本体は、一部の領域が溶接部により互いに固定されていてもよい。このようにした場合、クランプ本体と押さえ部材との位置関係がずれることに起因する、押さえ部材から複数の電極パネルに掛かる荷重の抜けを防止することができる。
さらに、押さえ部材は、電極パネル(セラミックパネル)の表面に当接する押さえ板と、押さえ板とクランプ本体の端部に設けられた固定部との間に介在され、押さえ板を電極パネルの表面側に押圧する圧縮コイルばねとを備えていてもよい。このようにした場合、温度上昇に伴ってクランプ本体が電極パネルの積層方向に膨張したとしても、押さえ板は、圧縮コイルばねによって電極パネルの表面側に押圧された状態に維持される。このため、複数の電極パネルを挟み込む方向に掛かる荷重の抜けをより確実に抑制することができる。即ち、温度変化に伴うクランプへの悪影響がよりいっそう小さくなる。
上記課題を解決するための別の手段(手段2)としては、複数のセラミックパネルを積層した構造を有するセラミックパネル積層体を、前記セラミックパネルの積層方向に挟み込んで固定する積層体用クランプであって、前記セラミックパネルの積層方向に延びるクランプ本体と、前記クランプ本体とは別体に構成され、前記クランプ本体の少なくとも一方の端部に取り付けられ、前記セラミックパネル積層体を構成する前記セラミックパネルの表面を押圧する押さえ部材とを備え、前記クランプ本体と前記押さえ部材とが固定されていることを特徴とする積層体用クランプがある。
従って、上記手段2に記載の発明では、積層体用クランプが、クランプ本体と、クランプ本体とは別体に構成された押さえ部材とを備えているため、押さえ部材の弾性によって複数のセラミックパネルを安定して保持することができる。よって、外力等がセラミックパネル積層体に対して作用したとしても、セラミックパネル積層体の変形が押さえ部材の弾性変形によって抑制される。また、押さえ部材をクランプ本体とは別体に構成することにより、セラミックパネル積層体の厚さに合わせて、クランプ本体に押さえ部材を固定することができる。その結果、セラミックパネル積層体の厚さのバラツキを吸収することができ、複数のセラミックパネル(セラミックパネル積層体)を積層体用クランプによって確実に挟み込んで固定することができる。ゆえに、セラミックパネル積層体の信頼性を向上させることができる。
以下、本発明のプラズマリアクタ1を具体化した一実施形態を図面に基づき詳細に説明する。
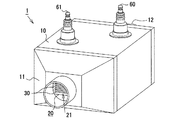
図1〜図4に示されるように、本実施形態のプラズマリアクタ1は、自動車のエンジン(図示略)の排ガスに含まれているPMを除去する装置であり、排気管2に取り付けられている。プラズマリアクタ1は、パルス発生電源3、ケース10及びプラズマパネル積層体20(セラミックパネル積層体)を備えている。
ケース10は、例えばステンレス鋼を用いて矩形筒状に形成されている。ケース10の熱膨張係数は、10〜18ppm/℃程度となっている。なお、ケース10の熱膨張係数は、常温〜300℃間の測定値の平均値をいう。ケース10の第1端部(図1では左端部)には第1コーン部11が接続され、ケース10の第2端部(図1では右端部)には第2コーン部12が接続されている。さらに、第1コーン部11は、排気管2の上流側部分4(エンジン側の部分)に接続され、第2コーン部12は、排気管2の下流側部分5(エンジン側とは反対側の部分)に接続されている。なお、エンジンからの排ガスは、排気管2の上流側部分4から第1コーン部11を介してケース10内に流入し、ケース10内を通過した後、第2コーン部12を介して排気管2の下流側部分5に流出する。
図4に示されるように、プラズマパネル積層体20は、ケース10内に収容されており、ケース10とプラズマパネル積層体20との間にはマット8が介在されている。マット8は、プラズマパネル積層体20をケース10に固定する機能を有している。ここで、マット8を構成する材料としては、例えば、セラミック繊維、金属繊維、発泡金属等の絶縁材料を用いることができる。
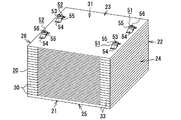
図1,図4,図5に示されるように、プラズマパネル積層体20は、一対のガス通過面21,22と、4つのガス非通過面23,24,25,26とを有する略直方体状を成している。両ガス通過面21,22は、プラズマパネル積層体20において互いに反対側に位置している。一方、各ガス非通過面23〜26は、一対のガス通過面21,22の間に位置している。
また、プラズマパネル積層体20は、複数の電極パネル30(セラミックパネル)を積層した構造を有している。各電極パネル30は、ケース10内における排ガスの通過方向(第1コーン部11から第2コーン部12に向かう方向)と平行に配置されており、互いに隙間(本実施形態では、0.5mmの隙間)を有するように配置されている。
図1に示されるように、各電極パネル30には、プラズマパネル積層体20の厚さ方向に沿って第1の配線6及び第2の配線7が交互に電気的に接続されている。第1の配線6は、パルス発生電源3の第1の端子に電気的に接続され、第2の配線7は、パルス発生電源3の第2の端子に電気的に接続されている。
図1,図9に示されるように、本実施形態の電極パネル30は、第1主面31(表面)及び第2主面32(表面)を有し、縦100mm×横120mmの略矩形板状を成している。第1主面31及び第2主面32は、電極パネル30の厚さ方向において互いに反対側に位置している。さらに、電極パネル30は、矩形板状の誘電体33に放電電極34(厚さ10μm)を内蔵してなる構造を有している。本実施形態において、誘電体33はアルミナ(Al2O3)等のセラミックからなり、放電電極34はタングステン(W)からなる。また、誘電体33の熱膨張係数は、2〜8ppm/℃程度であり、誘電体33がアルミナからなる本実施形態においては、7ppm/℃程度となっている。なお、誘電体33の熱膨張係数は、常温〜400℃間の測定値の平均値をいう。また、誘電体33は、第2主面32にて開口する凹部35を有している。凹部35は、電極パネル30の横方向に延びており、電極パネル30の両端面にて開口している。本実施形態のプラズマパネル積層体20では、凹部35と下層側に隣接する電極パネル30の第1主面31とによって、排ガスの流路が構成される。なお、プラズマパネル積層体20を構成する最下層の電極パネル30には、下層側に電極パネル30が存在しないため、凹部35が形成されていない。
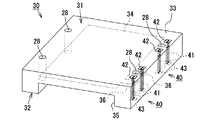
図9に示されるように、電極パネル30における凹部35の片側部分には、第1主面31側と第2主面32側とを導通させる一対の導通構造40が設けられている。各導通構造40は、電気導通部材であるスルーホール導体41、第1パッド42及び第2パッド43を備えている。スルーホール導体41は、第1主面31及び第2主面32を貫通している。そして、一方の導通構造40に設けられたスルーホール導体41は、第1主面31及び第2主面32に加えて、放電電極34から外周側に延出する延出部36を貫通している。また、第1パッド42は、第1主面31に形成されており、スルーホール導体41の第1主面31側端部に電気的に接続されている。一方、第2パッド43は、第2主面32に形成されており、スルーホール導体41の第2主面32側端部に電気的に接続されている。なお、第1パッド42及び第2パッド43は、それぞれ長方形状を成しており、表面にNi等のめっきが施されている。
図5〜図8に示されるように、プラズマリアクタ1は、積層体用クランプである第1クランプ51及び第2クランプ52をそれぞれ2個ずつ備えている。各第1クランプ51及び各第2クランプ52は、各電極パネル30(プラズマパネル積層体20)を積層方向に挟み込んで固定するようになっている。各第1クランプ51は、プラズマパネル積層体20のガス非通過面24寄りに配置され、各第2クランプ52は、プラズマパネル積層体20のガス非通過面26寄りに配置されている。なお、各第1クランプ51は、各電極パネル30を積層方向に挟み込む機能に加えて、放電電極34に電気的に接続される電気導通部材としての機能を有している。一方、各第2クランプ52は、各電極パネル30を積層方向に挟み込む機能のみを有している。
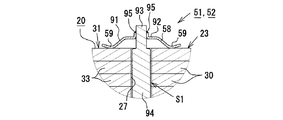
また、各クランプ51,52は、軸部材53(クランプ本体)、板ばね54(押さえ部材)及び固定リング55を備えている。軸部材53は、SUS430等の材料を用いて略円柱形状に形成されている。軸部材53の熱膨張係数は、約11〜13ppm/℃となっている。なお、軸部材53の熱膨張係数は、常温〜500℃間の測定値の平均値をいう。また、プラズマパネル積層体20は、電極パネル30の積層方向に貫通する断面円形状の孔部27を4箇所に有している(図6〜図8参照)。そして、各クランプ51,52の軸部材53は、それぞれ孔部27に挿入されており、電極パネル30の積層方向に延びている。軸部材53の外周面と孔部27の内周面との間には、隙間S1(本実施形態では0.2mm)が設けられている。なお、本実施形態では、軸部材53の形成材料をSUS430としているが、SUS430は500℃以上の温度域で熱へたりが大きくなることが知られている。このため、特に高い耐熱性(例えば、500℃以上)が求められる場合には、熱膨張係数よりも熱変形への対応を優先的に考慮して、インコネル718やインコネルX−750等の耐熱性に優れた材料を用いて軸部材53を形成することがよい。
図5,図7,図8に示されるように、板ばね54は、軸部材53とは別体に構成されている。板ばね54は、軸部材53の両端部に形成された小径部56にそれぞれ固定されている。詳述すると、板ばね54は、長方形状の金属板を屈曲させることによって形成されており、金属板の中央部分を占める中央部57と、金属板において中央部57の両側に位置する一対の延伸部58と、金属板において両延伸部58の外側に位置する一対の接触部59とによって構成されている(図8参照)。中央部57は、軸部材53の小径部56が貫通する部位であり、プラズマパネル積層体20のガス非通過面23,25と平行に配置されている。また、各延伸部58は、軸部材53の小径部56を中心として互いに反対側に配置されている。各延伸部58は、板ばね54の裏面側(ガス非通過面23側またはガス非通過面25側)に曲げられており、基端部が中央部57の両端縁に接続されるとともに、先端部がガス非通過面23,25に接近する方向に延びている。さらに、各接触部59は、軸部材53の小径部56を中心として互いに反対側に配置されており、小径部56の中心軸から接触部59の基端までの距離が互いに等しくなっている。また、各接触部59は、ガス非通過面23においてガス非通過面24,26との接続部分に位置する辺、または、ガス非通過面25においてガス非通過面24,26との接続部分に位置する辺に沿って互いに離間して配置されている。各接触部59の基端部は、延伸部58の先端部に接続され、プラズマパネル積層体20の表面(具体的には、最上層の電極パネル30の第1主面31上に形成された第1パッド42、または、最下層の電極パネル30の第2主面32上に形成された第2パッド43)に接触している。即ち、板ばね54は、2箇所において電極パネル30の表面を押圧している。そして、各接触部59の先端部は、板ばね54の表面側に曲げられており、プラズマパネル積層体20の表面から離間する方向に延びている。なお、板ばね54の中央部57に小径部56が貫通した状態で、小径部56の先端部には、固定リング55が圧入されるようになっている。
なお、各板ばね54は、インコネル718等の材料を用いて形成されている。板ばね54の熱膨張係数は、約14ppm/℃となっている。よって、軸部材53は、板ばね54よりも熱膨張係数が低い材料(本実施形態では、熱膨張係数が約11〜13ppm/℃となる材料)によって形成されている。なお、板ばね54の熱膨張係数は、常温〜500℃間の測定値の平均値をいう。また、板ばね54は、金属板(ここでは、インコネル718からなる金属板)を屈曲させることによって形成されており、軸部材53よりも高い弾性を有している。
図5,図7〜図9に示されるように、各クランプ51,52を構成する両板ばね54は、プラズマパネル積層体20を構成する最上層の電極パネル30の第1主面31(ガス非通過面23)と、プラズマパネル積層体20を構成する最下層の電極パネル30の第2主面32(ガス非通過面25)とをそれぞれ押圧するようになっている。また、1つの板ばね54は、2箇所(即ち、2つの接触部59)において電極パネル30の表面(第1主面31または第2主面32)を押圧するようになっている。そして、1つの第1クランプ51を構成する両板ばね54は、ガス非通過面23(最上層の電極パネル30の第1主面31)に形成された第1パッド42と、ガス非通過面25(最下層の電極パネル30の第2主面32)に形成された第2パッド43とに圧接している。
図2〜図4に示されるように、プラズマリアクタ1は、一対の外部端子60,61を備えている。本実施形態の外部端子60,61は、スパークプラグと同様の構造を有している。詳述すると、外部端子60,61は、外部接続部、金属粉末を含む導電性シール、絶縁体、主体金具、滑石、パッキン類等を備えている。外部接続部は、導電性シールを介してクランプ51,52に接続されている。なお、外部端子は、本実施形態のものに限定される訳ではなく、絶縁体によって外部接続部とケース10との間が絶縁されている構造であれば、他の構造であってもよい。
また、外部端子60は、第1クランプ51に基端部が電気的に接続され、先端部がケース10から露出している。同様に、外部端子61は、外部端子60が接続される第1クランプ51とは別の第1クランプ51に基端部が電気的に接続され、先端部がケース10から露出している。そして、各外部端子60,61は、互いに同一方向に突出している。なお、本実施形態では、外部端子60の先端部が第1の配線6(図1参照)に接続されるとともに、外部端子61の先端部が第2の配線7(図1参照)に接続されるようになっている。
なお、図1に示されるように、本実施形態のプラズマリアクタ1は、例えば、排ガスに含まれているPMを除去するために用いられる。この場合、パルス発生電源3から互いに隣接する電極パネル30間にパルス電圧(例えば、ピーク電圧:5kV(5000V)、パルス繰返し周波数:100Hz)が印加されると、誘電体バリア放電が生じ、放電電極34間に誘電体バリア放電によるプラズマが発生する。そして、プラズマの発生により、放電電極34間を流通する排ガスに含まれるPMが酸化(燃焼)されて除去される。
次に、プラズマリアクタ1の製造方法を説明する。
まず、アルミナ粉末を主成分とするセラミック材料を用いて、誘電体33となる第1〜第3のセラミックグリーンシートを形成する。なお、セラミックグリーンシートの形成方法としては、テープ成形や押出成形などの周知の成形法を用いることができる。そして、各セラミックグリーンシートに対してレーザ加工を行い、スルーホール導体41用の貫通孔とクランプ51,52用の貫通孔とを形成する。なお、貫通孔の形成は、パンチング加工、ドリル加工等によって行ってもよい。
次に、従来周知のペースト印刷装置(図示略)を用いて、スルーホール導体41用の貫通孔に導電性ペースト(本実施形態では、タングステンペースト)を充填し、スルーホール導体41となる未焼成のスルーホール導体部を形成する。
次に、第1のセラミックグリーンシートを支持台(図示略)に載置する。さらに、ペースト印刷装置を用いて、第1のセラミックグリーンシートの裏面上に導電性ペーストを印刷する。その結果、第1のセラミックグリーンシートの裏面上に、放電電極34となる厚さ10μmの未焼成電極が形成される。なお、第1のセラミックグリーンシートに対する未焼成電極の印刷方法としては、スクリーン印刷などの周知の印刷法を使用することができる。
そして、導電性ペーストを乾燥後、未焼成電極が印刷された第1のセラミックグリーンシートの裏面上に、第2のセラミックグリーンシート及び第3のセラミックグリーンシートを順番に積層し、シート積層方向に押圧力を付与する。その結果、各セラミックグリーンシートが一体化され、セラミック積層体が形成される。また、この時点で、第1〜第3のセラミックグリーンシートのクランプ51,52用の貫通孔が連通し、貫通孔部28(図9参照)となる。さらに、ペースト印刷装置を用いて、第1のセラミックグリーンシートの主面上に導電性ペーストを印刷し、未焼成の第1パッド42を形成するとともに、第3のセラミックグリーンシートの裏面上に導電性ペーストを印刷し、第3のセラミックグリーンシートの裏面上に導電性ペーストを印刷し、未焼成の第2パッド43を形成する。なお、第3のセラミックグリーンシートは、凹部35の形状に合わせた打抜加工を施した後に積層される。
次に、周知の手法に従って乾燥工程や脱脂工程などを行った後、セラミック積層体(セラミックグリーンシート及び未焼成電極)をアルミナ及びタングステンが焼結しうる所定の温度(例えば1400℃〜1600℃程度)に加熱する同時焼成を行う。その結果、セラミックグリーンシート中のアルミナ、及び、導電性ペースト中のタングステンが同時焼結し、誘電体33、放電電極34、スルーホール導体41、第1パッド42及び第2パッド43が同時焼成によって形成され、セラミック積層体が電極パネル30となる。
その後、積層工程を行い、得られた電極パネル30を複数積層して、プラズマパネル積層体20を形成する。この時点で、各電極パネル30の貫通孔部28が連通し、プラズマパネル積層体20を貫通する孔部27となる。次に、クランプ51,52を用いて、複数の電極パネル30を積層方向に挟み込んで固定する。詳述すると、まず、軸部材セット工程を行い、孔部27内に軸部材53を挿入する。続く固定工程では、孔部27のガス非通過面23側の開口部から露出する軸部材53の小径部56、及び、孔部27のガス非通過面25側の開口部から露出する軸部材53の小径部56のそれぞれに対して、板ばね54を取り付ける。具体的には、まず、板ばね54を構成する中央部57に対して、小径部56を挿通させる。次に、小径部56の先端部に固定リング55を固定する。本実施形態では、小径部56を固定リング55に圧入することにより、固定リング55を小径部56に固定する。なお、固定リング55は、治具等を介して小径部56に仮組みした状態で溶接を施すことにより、小径部56に固定されるものであってもよいし、小径部56を圧入した後で溶接を施すことにより、小径部56に固定されるものであってもよい。また、小径部56を固定リング55に圧入する際には、固定リング55によって板ばね54を押圧する。その結果、板ばね54の先端を小径部56の先端方向に少なくとも0.3mm以上変形させた状態で、板ばね54が固定されるため、板ばね54が第1パッド42と第2パッド43とに圧接するようになる。
さらに、溶接等を行うことにより、第1クランプ51を構成する軸部材53に外部端子60の基端部を電気的に接続するとともに、外部端子60と電気的に接続される第1クランプ51とは別の第1クランプ51を構成する軸部材53に外部端子61の基端部を電気的に接続する。次に、プラズマパネル積層体20の外表面を覆うようにマット8を取り付けた後、マット8の外表面を覆うようにケース10を取り付ける。その後、外部端子60の先端部に第1の配線6を接続するとともに、外部端子61の先端部に第2の配線7を接続する。以上のプロセスを経て、プラズマリアクタ1が完成する。
従って、本実施形態によれば以下の効果を得ることができる。
(1)本実施形態のプラズマリアクタ1では、クランプ51,52が、略円柱形状に形成されることにより比較的剛性の高い軸部材53と、金属板の折り曲げによって形成されることにより弾性を有する板ばね54とを備えている。このため、クランプ51,52を用いて複数の電極パネル30を積層方向に挟み込むようにすれば、複数の電極パネル30を安定して保持することができる。よって、ケース10とプラズマパネル積層体20との熱膨張差に起因する応力や、車両等への取付時における振動や衝撃等に起因する外力が、ケース10からプラズマパネル積層体20に対して作用したとしても、プラズマパネル積層体20の変形が板ばね54の弾性変形によって抑制される。また、板ばね54を軸部材53とは別体に構成することにより、プラズマパネル積層体20の厚さに合わせて、軸部材53に板ばね54を固定することができる。その結果、プラズマパネル積層体20の厚さのバラツキを吸収することができ、複数の電極パネル30(プラズマパネル積層体20)をクランプ51,52によって確実に挟み込んで固定することができる。ゆえに、プラズマリアクタ1の信頼性を向上させることができる。
(2)本実施形態の板ばね54は、先端を小径部56の先端方向に少なくとも0.3mm以上変形させた状態で、軸部材53に固定されている。その結果、温度上昇に伴って軸部材53が電極パネル30の積層方向に膨張したとしても、板ばね54は、電極パネル30の表面(ガス非通過面23,25)側に押圧された状態に維持される。ゆえに、複数の電極パネル30を挟み込む方向に掛かる荷重の抜けが抑制されるため、プラズマリアクタ1の信頼性がよりいっそう向上する。なお、板ばね54の先端の変形量が0.3mm未満であると、軸部材53が膨張した際に、電極パネル30の表面を押圧できなくなり、必要とするクランプ力が得られなくなる可能性がある。
(3)本実施形態のプラズマリアクタ1では、クランプ51,52を構成する軸部材53が、プラズマパネル積層体20を貫通する孔部27内、即ち、プラズマパネル積層体20において排ガスの流路の近傍に配置されている。その結果、排ガスによって電極パネル30が加熱されると、これに伴って軸部材53も加熱されるため、電極パネル30と軸部材53との温度差が小さくなる。よって、電極パネル30と軸部材53との熱膨張差に起因する応力が生じにくくなるため、プラズマリアクタ1の信頼性がよりいっそう向上する。
(4)例えば、プラズマパネル積層体20を貫通する孔部の断面形状を、角部を有する形状(四角形状など)にすることが考えられる。しかしながら、孔部が角部を有していると、電極パネル30の焼成時に、電極パネル30が角部を起点として変形する可能性がある。また、角部には応力が集中しやすいため、電極パネル30に角部を起点としたクラック等が生じる虞もある。そこで、本実施形態では、プラズマパネル積層体20に断面円形状の孔部27を設け、孔部27に略円柱形状の軸部材53を挿入している。その結果、上記の問題が解消されるため、プラズマリアクタ1の信頼性がよりいっそう向上する。
(5)本実施形態のプラズマリアクタ1は、第1コーン部11及び第2コーン部12を介して排気管2に取り付けられている。その結果、排気管2の上流側部分4→第1コーン部11→プラズマリアクタ1→第2コーン部12→排気管2の下流側部分5の順番に排ガスが流れる排ガス流路内の抵抗が低減されるため、排ガス流路内における圧力損失を抑えることができる。ひいては、圧力損失に伴うエンジンの出力低下も防止することができる。
なお、上記実施形態を以下のように変更してもよい。
・上記実施形態のクランプ51,52は、軸部材53の両端部に対して板ばね54を取り付けることにより構成されていたが、クランプの構造を変更してもよい。例えば、図10に示されるように、クランプ71を、板部材72(クランプ本体)の一方の端部(上端部)に対して板ばね73(押さえ部材)を嵌合させることにより構成してもよいし、板ばね73を嵌合させた後で溶接を施すことにより構成してもよい。このようにした場合、軸部材53を挿入するための孔部27を形成しなくても済むため、クランプ71によって複数の電極パネル30を容易に固定することができる。また、クランプ71の取付位置を容易に変更することもできる。
・上記実施形態のクランプ51,52は、軸部材53の両端部に対して板ばね54を取り付けることにより構成されていた。しかし、図11に示されるように、クランプ81を、軸部材82(クランプ本体)の一方の端部(上端部)のみに対して板ばね83(押さえ部材)を取り付けることにより構成してもよい。なお、軸部材82のもう一方の端部(下端部)には、係止板84が形成されており、係止板84は、プラズマパネル積層体85(セラミックパネル積層体)を構成する最下層の電極パネル86(セラミックパネル)の表面(第2主面87)に当接している。
・上記実施形態のクランプ51,52は、軸部材53の両端部に対してそれぞれ同一形状の板ばね54を取り付けることにより構成されていたが、板ばね54は必ずしも同一形状でなくてもよい。例えば、一方の板ばねを別の形状に変更することにより、板ばねのばね定数を大きくしてもよい。このようにすれば、組付治具への板ばねの取付性が向上するため、板ばねの組付効率が向上する。
・上記実施形態のクランプ51,52では、軸部材53の小径部56の先端部に固定リング55を圧入させることにより、板ばね54と軸部材53とが固定されるようになっていたが、他の手法を用いて板ばね54と軸部材53とを固定するようにしてもよい。例えば、図12に示されるように、板ばね91(押さえ部材)の中央部92に小径部93の先端部を挿通させた状態で溶接を行うことにより、板ばね91及び軸部材94(クランプ本体)の一部の領域を、溶接部95を介して互いに固定するようにしてもよい。また、小径部の先端部をスピンカシメによって変形させることにより、板ばねと軸部材とを固定するようにしてもよい。なお、小径部の先端部をかしめる手法としては、スピンカシメに限定される訳ではなく、例えば、バーリングカシメ、ダボカシメ、Vカシメ等の手法を用いることができる。
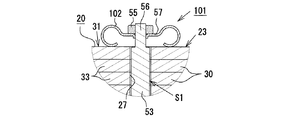
・図13のクランプ101に示されるように、電極パネル30の表面(ガス非通過面23,25)を押圧する押さえ部材は、曲げ戻し構造を有する板ばね102(押さえ部材)であってもよい。即ち、板ばね102は、軸部材53の小径部56から離間する方向に延びるものの、先端部が湾曲して逆方向(小径部56側)に戻る構造であってもよい。
さらに、図14のクランプ111に示されるように、板ばね112(押さえ部材)が曲げ戻し構造を有する場合、折り返し部113の曲率半径R1と電極パネル114(セラミックパネル)との接触部115の曲率半径R2とを互いに異なる大きさとなるように設定してもよい。ここでは、接触部115の曲率半径R2を折り返し部113の曲率半径R1よりも大きくすることにより、電極パネル114への応力集中を緩和することができる。なお、電極パネル114への応力集中が問題とならない場合には、接触部115の曲率半径R2を折り返し部113の曲率半径R1より小さくしてもよい。
また、図14に示されるように、接触部115の曲率半径R2の中心と折り返し部113の曲率半径R1の中心とを互いにずらしてもよい(図14のG1参照)。ここでは、曲率半径R2の中心が曲率半径R1の中心よりも軸部材116(クランプ本体)側にずらされている。このようにすれば、プラズマリアクタの温度上昇に伴う電極パネル114の膨張や、プラズマリアクタの温度低下に伴う電極パネル114の収縮が生じたとしても、電極パネル114と板ばね112との接触位置のずれが生じにくくなる。このため、より安定的に複数の電極パネル114を固定することができる。
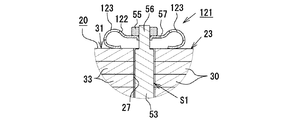
また、図15,図16のクランプ121に示されるように、板ばね122(押さえ部材)が曲げ戻し構造を有する場合、板ばね122は、同板ばね122を厚さ方向に貫通するスリット123を有していてもよい。このようにすれば、熱膨張による板ばね122の変形を、スリット123の形成部分によって吸収することができる。
・上記実施形態のクランプ51,52では、軸部材53の小径部56の先端部に固定リング55を圧入させることにより、板ばね54が軸部材53に固定されるようになっていたが、他の手法を用いて板ばね54を軸部材53に固定するようにしてもよい。例えば、図17のクランプ131に示されるように、軸部材132(クランプ本体)の端部にネジ部133を設け、板ばね134(押さえ部材)に軸部材132を挿通させた状態で、ナット135をネジ部133に螺着させることにより、板ばね134を軸部材132に固定するようにしてもよい。
・上記実施形態のクランプ51,52では、板ばね54が押さえ部材として用いられていたが、他の構成を押さえ部材として用いてもよい。例えば、図18のクランプ141に示されるように、押さえ部材142は、押さえ板143と圧縮コイルばね144とを備えるものであってもよい。なお、押さえ板143は、電極パネル145(セラミックパネル)の表面146に当接するものであり、表面146(具体的には、最上層の電極パネル145の第1主面31上に形成された第1パッド42、または、最下層の電極パネル145の第2主面32上に形成された第2パッド43)に圧接する接触部147を有している。また、圧縮コイルばね144は、押さえ板143と軸部材148(クランプ本体)の端部に設けられた固定リング149(固定部)との間に介在され、押さえ板143を電極パネル145の表面146側に押圧するようになっている。
なお、図19のクランプ151に示されるように、押さえ板152は、上記の接触部147を省略した形状(即ち、平板状)を成していてもよい。また、図20のクランプ161に示されるように、押さえ板162は、上記の接触部147の代わりに、圧縮コイルばね163を位置決めするための位置決め突起164を有していてもよい。さらに、図21のクランプ171に示されるように、押さえ部材172は、上記の押さえ板143,152,162を備えておらず、圧縮コイルばね173が直接電極パネル174(セラミックパネル)を押圧するものであってもよい。
・上記実施形態では、プラズマパネル積層体20に断面円形状の孔部27が設けられ、クランプ51,52を構成する略円柱形状の軸部材53が孔部27に挿入されていたが、軸部材53や孔部27の構成は適宜変更されていてもよい。例えば、図22に示されるように、プラズマパネル積層体181(セラミックパネル積層体)に断面矩形状の孔部182を設け、クランプを構成する略四角柱形状の軸部材183(クランプ本体)を孔部182に挿入してもよい。
また、図23に示されるように、プラズマパネル積層体191(セラミックパネル積層体)は、溝部192や抜け止め機構193を有する構成であってもよい。ここで、溝部192は、電極パネル194(セラミックパネル)の積層方向に貫通し、軸部材195(クランプ本体)が挿入されるようになっている。また、抜け止め機構193は、溝部192の幅が開口部196において狭くなるように形成されることにより、溝部192からの軸部材195の抜けを防止するようになっている。なお、図23に示されるように、軸部材195の外周面と溝部192の内側面との間には、隙間S2が設けられていてもよい。
・上記実施形態のプラズマリアクタ1の製造方法では、軸部材53を孔部27に挿入した後で、孔部27のガス非通過面23側の開口部から露出する軸部材53の小径部56、及び、孔部27のガス非通過面25側の開口部から露出する軸部材53の小径部56に対して、それぞれ板ばね54を取り付けていた。しかし、一方の端部に板ばね54が取り付けられた軸部材53を孔部27に挿入した後、孔部27から突出する軸部材53のもう一方の端部に板ばね54を取り付けるようにしてもよい。
・上記実施形態の電極パネル30は、誘電体33に放電電極34を内蔵することによって構成されていた。しかし、誘電体33の表面に放電電極34を形成することによって電極パネルを構成してもよい。
・上記実施形態のプラズマリアクタ1は、自動車のエンジンの排ガス浄化に用いられていたが、例えば、船舶等のエンジンの排ガス浄化に用いてもよい。また、プラズマリアクタ1は、プラズマ処理を行うものであればよく、排ガスの処理を行うものでなくてもよいし、浄化に用いるものでなくてもよい。
・上記実施形態のクランプ51,52は、プラズマリアクタ1を構成するプラズマパネル積層体20(複数の電極パネル30)を積層方向に挟み込んで固定するクランプであったが、プラズマパネル積層体20とは異なる所定のセラミックパネル積層体(複数のセラミックパネル)を積層方向に挟み込んで固定する積層体用クランプであってもよい。
次に、特許請求の範囲に記載された技術的思想のほかに、前述した実施形態によって把握される技術的思想を以下に列挙する。
(1)上記手段1において、前記押さえ部材は、前記クランプ本体よりも高い弾性を有していることを特徴とするプラズマリアクタ。
(2)上記手段1において、前記電極パネルは、第1主面及び第2主面を有しており、前記電極パネルに、前記第1主面側と前記第2主面側とを導通させる導通構造が設けられ、前記導通構造は、前記第1主面及び前記第2主面を貫通するスルーホール導体と、前記第1主面に形成され、前記スルーホール導体の前記第1主面側端部に電気的に接続される第1パッドと、前記第2主面に形成され、前記スルーホール導体の前記第2主面側端部に電気的に接続される第2パッドとを備えることを特徴とするプラズマリアクタ。
1…プラズマリアクタ
20,85,181,191…セラミックパネル積層体としてのプラズマパネル積層体
27,182…孔部
30,86,114,145,174,194…セラミックパネルとしての電極パネル
31…表面としての第1主面
32…表面としての第2主面
34…放電電極
41…電気導通部材としてのスルーホール導体
42…電気導通部材としての第1パッド
43…電気導通部材としての第2パッド
51…クランプ、電気導通部材及び積層体用クランプとしての第1クランプ
52…クランプ及び積層体用クランプとしての第2クランプ
53,82,94,116,132,148,183,195…クランプ本体としての軸部材
54,73,83,91,102,112,122,134…押さえ部材としての板ばね
71,81,101,111,121,131,141,151,161,171…電気導通部材及び積層体用クランプとしてのクランプ
72…クランプ本体としての板部材
95…溶接部
123…スリット
133…ネジ部
135…ナット
142,172…押さえ部材
143,152,162…押さえ板
144,163…圧縮コイルばね
146…表面
149…固定部としての固定リング
192…溝部
193…抜け止め機構
196…開口部
S1,S2…隙間
20,85,181,191…セラミックパネル積層体としてのプラズマパネル積層体
27,182…孔部
30,86,114,145,174,194…セラミックパネルとしての電極パネル
31…表面としての第1主面
32…表面としての第2主面
34…放電電極
41…電気導通部材としてのスルーホール導体
42…電気導通部材としての第1パッド
43…電気導通部材としての第2パッド
51…クランプ、電気導通部材及び積層体用クランプとしての第1クランプ
52…クランプ及び積層体用クランプとしての第2クランプ
53,82,94,116,132,148,183,195…クランプ本体としての軸部材
54,73,83,91,102,112,122,134…押さえ部材としての板ばね
71,81,101,111,121,131,141,151,161,171…電気導通部材及び積層体用クランプとしてのクランプ
72…クランプ本体としての板部材
95…溶接部
123…スリット
133…ネジ部
135…ナット
142,172…押さえ部材
143,152,162…押さえ板
144,163…圧縮コイルばね
146…表面
149…固定部としての固定リング
192…溝部
193…抜け止め機構
196…開口部
S1,S2…隙間
Claims (24)
- 放電電極を有する複数の電極パネルを積層した構造を有し、隣接する前記電極パネル間に電圧を印加することによってプラズマを発生させるプラズマパネル積層体と、
前記複数の電極パネルを積層方向に挟み込んで固定するクランプと
を備えるプラズマリアクタであって、
前記クランプは、
前記電極パネルの積層方向に延びるクランプ本体と、
前記クランプ本体とは別体に構成され、前記クランプ本体の少なくとも一方の端部に取り付けられ、前記プラズマパネル積層体を構成する前記電極パネルの表面を押圧する押さえ部材と
を備え、
前記クランプ本体と前記押さえ部材とが固定されている
ことを特徴とするプラズマリアクタ。 - 前記クランプが複数設けられ、
複数の前記クランプの少なくとも1つが、前記放電電極に電気的に接続される電気導通部材としての機能を有している
ことを特徴とする請求項1に記載のプラズマリアクタ。 - 前記押さえ部材は弾性を有していることを特徴とする請求項1または2に記載のプラズマリアクタ。
- 1つの前記押さえ部材は、複数箇所において前記電極パネルの表面を押圧することを特徴とする請求項1乃至3のいずれか1項に記載のプラズマリアクタ。
- 前記押さえ部材は、前記クランプ本体の両端部に固定されていることを特徴とする請求項1乃至4のいずれか1項に記載のプラズマリアクタ。
- 前記押さえ部材は、曲げ戻し構造を有する板ばねであることを特徴とする請求項1乃至5のいずれか1項に記載のプラズマリアクタ。
- 前記押さえ部材は、同押さえ部材を厚さ方向に貫通するスリットを有する板ばねであることを特徴とする請求項1乃至6のいずれか1項に記載のプラズマリアクタ。
- 前記クランプ本体は、棒状をなす軸部材であり、
前記プラズマパネル積層体は、前記電極パネルの積層方向に貫通し、前記軸部材が挿入される孔部を有する
ことを特徴とする請求項1乃至7のいずれか1項に記載のプラズマリアクタ。 - 前記軸部材の外周面と前記孔部の内周面との間に、隙間が設けられていることを特徴とする請求項8に記載のプラズマリアクタ。
- 前記クランプ本体は、棒状をなす軸部材であり、
前記プラズマパネル積層体は、
前記電極パネルの積層方向に貫通し、前記軸部材が挿入される溝部を有し、
前記溝部の幅が開口部において狭くなるように形成されることにより、前記溝部からの前記軸部材の抜けを防止する抜け止め機構を有する
ことを特徴とする請求項1乃至7のいずれか1項に記載のプラズマリアクタ。 - 前記軸部材の外周面と前記溝部の内側面との間に、隙間が設けられていることを特徴とする請求項10に記載のプラズマリアクタ。
- 前記クランプ本体は、前記押さえ部材よりも熱膨張係数が低い材料によって形成されていることを特徴とする請求項1乃至11のいずれか1項に記載のプラズマリアクタ。
- 前記クランプ本体の端部にネジ部が設けられ、
前記押さえ部材に前記クランプ本体を挿通させた状態で、ナットを前記ネジ部に螺着させることにより、前記押さえ部材が前記クランプ本体に固定される
ことを特徴とする請求項1乃至12のいずれか1項に記載のプラズマリアクタ。 - 前記押さえ部材及び前記クランプ本体は、一部の領域が溶接部により互いに固定されていることを特徴とする請求項1乃至13のいずれか1項に記載のプラズマリアクタ。
- 前記押さえ部材は、
前記電極パネルの表面に当接する押さえ板と、
前記押さえ板と前記クランプ本体の端部に設けられた固定部との間に介在され、前記押さえ板を前記電極パネルの表面側に押圧する圧縮コイルばねと
を備えることを特徴とする請求項1乃至14のいずれか1項に記載のプラズマリアクタ。 - 複数のセラミックパネルを積層した構造を有するセラミックパネル積層体を、前記セラミックパネルの積層方向に挟み込んで固定する積層体用クランプであって、
前記セラミックパネルの積層方向に延びるクランプ本体と、
前記クランプ本体とは別体に構成され、前記クランプ本体の少なくとも一方の端部に取り付けられ、前記セラミックパネル積層体を構成する前記セラミックパネルの表面を押圧する押さえ部材と
を備え、
前記クランプ本体と前記押さえ部材とが固定されている
ことを特徴とする積層体用クランプ。 - 前記押さえ部材は弾性を有していることを特徴とする請求項16に記載の積層体用クランプ。
- 前記押さえ部材は、前記クランプ本体の両端部に固定されていることを特徴とする請求項16または17に記載の積層体用クランプ。
- 前記押さえ部材は、曲げ戻し構造を有する板ばねであることを特徴とする請求項16乃至18のいずれか1項に記載の積層体用クランプ。
- 前記押さえ部材は、同押さえ部材を厚さ方向に貫通するスリットを有する板ばねであることを特徴とする請求項16乃至19のいずれか1項に記載の積層体用クランプ。
- 前記クランプ本体は、前記押さえ部材よりも熱膨張係数が低い材料によって形成されていることを特徴とする請求項16乃至20のいずれか1項に記載の積層体用クランプ。
- 前記クランプ本体の端部にネジ部が設けられ、
前記押さえ部材に前記クランプ本体を挿通させた状態で、ナットを前記ネジ部に螺着させることにより、前記押さえ部材が前記クランプ本体に固定される
ことを特徴とする請求項16乃至21のいずれか1項に記載の積層体用クランプ。 - 前記押さえ部材及び前記クランプ本体は、一部の領域が溶接部により互いに固定されていることを特徴とする請求項16乃至22のいずれか1項に記載の積層体用クランプ。
- 前記押さえ部材は、
前記セラミックパネルの表面に当接する押さえ板と、
前記押さえ板と前記クランプ本体の端部に設けられた固定部との間に介在され、前記押さえ板を前記セラミックパネルの表面側に押圧する圧縮コイルばねと
を備えることを特徴とする請求項16乃至23のいずれか1項に記載の積層体用クランプ。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015241706A JP2017107781A (ja) | 2015-12-11 | 2015-12-11 | プラズマリアクタ及び積層体用クランプ |
| PCT/JP2016/085707 WO2017098987A1 (ja) | 2015-12-11 | 2016-12-01 | プラズマリアクタ及び積層体用クランプ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015241706A JP2017107781A (ja) | 2015-12-11 | 2015-12-11 | プラズマリアクタ及び積層体用クランプ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017107781A true JP2017107781A (ja) | 2017-06-15 |
Family
ID=59013103
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015241706A Pending JP2017107781A (ja) | 2015-12-11 | 2015-12-11 | プラズマリアクタ及び積層体用クランプ |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2017107781A (ja) |
| WO (1) | WO2017098987A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019017538A (ja) * | 2017-07-13 | 2019-02-07 | 日本特殊陶業株式会社 | プラズマリアクタ、空気清浄器 |
| JP2021180081A (ja) * | 2020-05-11 | 2021-11-18 | 株式会社イー・エム・ディー | プラズマ生成装置 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006510187A (ja) * | 2002-12-13 | 2006-03-23 | ブルー プラネット カンパニー リミテッド | プラズマ反応器及びそれに利用される電極プレート |
| JP2009087701A (ja) * | 2007-09-28 | 2009-04-23 | Kyocera Corp | プラズマ発生体、プラズマ発生体の製造方法、および反応装置 |
| JP2009087699A (ja) * | 2007-09-28 | 2009-04-23 | Kyocera Corp | プラズマ発生体、プラズマ発生体の製造方法、および反応装置 |
| WO2009091065A1 (ja) * | 2008-01-18 | 2009-07-23 | Kyocera Corporation | プラズマ発生体、プラズマ発生体を用いた放電装置および反応装置 |
| JP2009535208A (ja) * | 2006-05-04 | 2009-10-01 | コリア インスティテュート オブ マシーナリー アンド マテリアルズ | 平板型低温プラズマ反応器{FlattypePlasmaReactor} |
| JP2011012559A (ja) * | 2009-06-30 | 2011-01-20 | Acr Co Ltd | プラズマ放電を用いた排気ガス浄化装置 |
| JP2011023244A (ja) * | 2009-07-16 | 2011-02-03 | Panasonic Electric Works Co Ltd | プラズマ処理装置 |
| JP2016225025A (ja) * | 2015-05-27 | 2016-12-28 | シャープ株式会社 | プラズマ生成素子 |
-
2015
- 2015-12-11 JP JP2015241706A patent/JP2017107781A/ja active Pending
-
2016
- 2016-12-01 WO PCT/JP2016/085707 patent/WO2017098987A1/ja not_active Ceased
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006510187A (ja) * | 2002-12-13 | 2006-03-23 | ブルー プラネット カンパニー リミテッド | プラズマ反応器及びそれに利用される電極プレート |
| JP2009535208A (ja) * | 2006-05-04 | 2009-10-01 | コリア インスティテュート オブ マシーナリー アンド マテリアルズ | 平板型低温プラズマ反応器{FlattypePlasmaReactor} |
| JP2009087701A (ja) * | 2007-09-28 | 2009-04-23 | Kyocera Corp | プラズマ発生体、プラズマ発生体の製造方法、および反応装置 |
| JP2009087699A (ja) * | 2007-09-28 | 2009-04-23 | Kyocera Corp | プラズマ発生体、プラズマ発生体の製造方法、および反応装置 |
| WO2009091065A1 (ja) * | 2008-01-18 | 2009-07-23 | Kyocera Corporation | プラズマ発生体、プラズマ発生体を用いた放電装置および反応装置 |
| JP2011012559A (ja) * | 2009-06-30 | 2011-01-20 | Acr Co Ltd | プラズマ放電を用いた排気ガス浄化装置 |
| JP2011023244A (ja) * | 2009-07-16 | 2011-02-03 | Panasonic Electric Works Co Ltd | プラズマ処理装置 |
| JP2016225025A (ja) * | 2015-05-27 | 2016-12-28 | シャープ株式会社 | プラズマ生成素子 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019017538A (ja) * | 2017-07-13 | 2019-02-07 | 日本特殊陶業株式会社 | プラズマリアクタ、空気清浄器 |
| JP2021180081A (ja) * | 2020-05-11 | 2021-11-18 | 株式会社イー・エム・ディー | プラズマ生成装置 |
| WO2021230174A1 (ja) * | 2020-05-11 | 2021-11-18 | 株式会社イー・エム・ディー | プラズマ生成装置 |
| US11785701B2 (en) | 2020-05-11 | 2023-10-10 | Emd Corporation | Plasma generator |
| JP7417262B2 (ja) | 2020-05-11 | 2024-01-18 | 株式会社イー・エム・ディー | プラズマ生成装置 |
| TWI865779B (zh) * | 2020-05-11 | 2024-12-11 | 日商Emd 股份有限公司 | 電漿生成裝置 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2017098987A1 (ja) | 2017-06-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103650069B (zh) | 电气装置 | |
| JP6491749B2 (ja) | プラズマリアクタ | |
| WO2017098987A1 (ja) | プラズマリアクタ及び積層体用クランプ | |
| WO2017099011A1 (ja) | プラズマ反応器及びプラズマ電極板 | |
| WO2017099175A1 (ja) | プラズマリアクタ | |
| JP6656008B2 (ja) | プラズマリアクタ | |
| JP4280974B2 (ja) | 燃料電池システム | |
| JP6738175B2 (ja) | プラズマリアクタ | |
| JP2017157363A (ja) | プラズマリアクタ | |
| JP2017140575A (ja) | プラズマリアクタ | |
| JP4895824B2 (ja) | プラズマ発生電極及びプラズマ反応器 | |
| JP7101521B2 (ja) | プラズマリアクタ及びその制御方法 | |
| JP7146439B2 (ja) | プラズマリアクタ | |
| JP7049777B2 (ja) | プラズマリアクタ | |
| JP6886349B2 (ja) | プラズマリアクタ | |
| JP7044485B2 (ja) | プラズマリアクタ | |
| JPWO2010024276A1 (ja) | 積層型圧電素子 | |
| JP2017174620A (ja) | プラズマリアクタ | |
| JP6867178B2 (ja) | プラズマリアクタ | |
| JP2019046555A (ja) | プラズマリアクタ | |
| JP6890045B2 (ja) | プラズマリアクタ | |
| JP2748830B2 (ja) | 積層型電歪効果素子 | |
| US12246286B2 (en) | Electrically heatable catalytic converter | |
| JP2003257779A (ja) | 電子部品 | |
| KR102142516B1 (ko) | 전자 부품 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181205 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190903 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200407 |