JP2017109372A - 複合樹脂成形体の成形方法及び成形金型 - Google Patents
複合樹脂成形体の成形方法及び成形金型 Download PDFInfo
- Publication number
- JP2017109372A JP2017109372A JP2015245129A JP2015245129A JP2017109372A JP 2017109372 A JP2017109372 A JP 2017109372A JP 2015245129 A JP2015245129 A JP 2015245129A JP 2015245129 A JP2015245129 A JP 2015245129A JP 2017109372 A JP2017109372 A JP 2017109372A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- primary
- molding
- molded product
- slide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000465 moulding Methods 0.000 title claims abstract description 157
- 238000000034 method Methods 0.000 title claims description 24
- 239000000805 composite resin Substances 0.000 title description 6
- 239000002131 composite material Substances 0.000 claims abstract description 50
- 239000011347 resin Substances 0.000 claims description 31
- 229920005989 resin Polymers 0.000 claims description 31
- 239000000463 material Substances 0.000 claims description 29
- 238000003780 insertion Methods 0.000 claims description 16
- 230000037431 insertion Effects 0.000 claims description 16
- 230000002093 peripheral effect Effects 0.000 description 8
- 239000002184 metal Substances 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 6
- 238000007493 shaping process Methods 0.000 description 4
- 239000000057 synthetic resin Substances 0.000 description 2
- 229920003002 synthetic resin Polymers 0.000 description 2
- 239000003086 colorant Substances 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images



















Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
Description
又、完成した複合成形品である鍔付筒体の取出位置を可動金型側の1箇所にすることができるため、鍔付筒体の取出工程の簡易化を図ることが次出来、而もパーティングラインに対しスライド金型に一次成形品を保持させると共に、パーティングラインに対し可動側の可動金型にセットされた状態の鍔付筒体を取り出すことから、鍔付筒体の取出及びスライド金型のスライドを同時に行うことが出来るため、1個当たりの成形時間を短縮することが出来る。
更に、一次成形樹脂材料と二次成形樹脂材料の材質、色等を異なるものにすることが出来るため、2色成形品、複合材料成形品としての鍔付筒体を成形することが出来る。
而も、複合成形品取り出し後に、固定金型に対しスライド金型を型締めすると共に、進退ユニットの固定金型に対する固定状態を解除した後、固定金型に対しスライド金型を型開きして、進退ユニットをスライド金型側に移行さた後、スライド金型をスライドさせる様にしているので、前記従来技術と比較して工程が増えてしまうことになるが、一次成形品にアンダーカットが形成された複合成形品の連続成形を可能にすることが出来る等その実用的効果甚だ大である。
〔第1工程〕
(1)型開き状態の固定金型1、2つの割型ユニット7、7aが進退ユニット10、10a の係合により型締め状態の第1位置のスライド金型2、及び可動金型3(図11参照)を型締めし、他方の割型ユニット7aを固定金型1に固定状態とする(図12参照)。
(2)一方の一次成形用キャビティ12内に、一次成形樹脂材料を射出して一次成形品W1を成形する(図7参照)。
(3)同時に、他方の二次成形用キャビティ13a 内に、一次成形樹脂材料と異なる二次成形樹脂材料を射出し二次成形品W2を形成して、先に成形した一次成形品W1と一体化した複合成形品Wを成形する(図13参照)。
〔第2工程〕
固定金型1とスライド金型2との間を離間させて、一方の進退ユニット10がスライド金型2側に残り、他方の進退ユニット10a は固定金型1側に残って他方の割型ユニット7aを型開き状態とした後、スライド金型2と可動金型3との間を離間させると、前記第1工程により成形した一次成形品W1はスライド金型2側に、複合成形品Wは可動金型3に夫々セット状態となり(図14、19参照)、完全に型開きされた状態で可動金型3から複合成形品Wを取り出す(図15参照)。
〔第3工程〕
固定金型1に対しスライド金型2を型締めする(図16参照)と共に、他方の進退ユニット10a の固定金型1に対する固定状態を解除した(図17参照)後、固定金型1に対しスライド金型2を型開きして、両方の進退ユニット10、10a をスライド金型2に残し、他方の進退ユニット10a が他方の割型ユニット7aに係合し型締め状態とする(図18参照)。
〔第4工程〕
(1)2つの割型ユニット7、7aが進退ユニット10、10a の係合により型締め状態のスライド金型2を第2位置へスライドさせた(図11参照)後に可動金型3を型締めし、一方の進退ユニット10を固定金型1に固定状態とする(図12参照)。
(2)他方の一次成形用キャビティ12a 内に、一次成形樹脂材料を射出して一次成形品W1を成形する(図7参照)。
(3)同時に、一方の二次成形用キャビティ13内に、一次成形樹脂材料と異なる二次成形樹脂材料を射出し二次成形品W2を形成して、先に成形した一次成形品W1と一体化した複合成形品Wを成形する(図13参照)。
〔第5工程〕
固定金型1とスライド金型2との間を離間させて、他方の進退ユニット10a がスライド金型2側に残り、一方の進退ユニット10は固定金型1側に残って一方の割型ユニット7を型開き状態とした後、スライド金型2と可動金型3との間を離間させると、前記第4工程により成形した一次成形品W1はスライド金型2側に、複合成形品Wは可動金型3に夫々セット状態となり(図14、20参照)、完全に型開きされた状態で可動金型3から複合成形品Wを取り出す(図15参照)。
〔第6工程〕
固定金型1に対しスライド金型2を型締めする(図16参照)と共に、他方の進退ユニット10a に対する固定状態を解除した(図17参照)後、固定金型1に対しスライド金型2を型開きして、両方の進退ユニット10、10a をスライド金型2に残し、他方の進退ユニット10a が他方の割型ユニット7aに係合し型締め状態とする(図18参照)とした後、スライド金型2を第1位置にスライドさせる(図11参照)。
そして、上記第1〜6工程を繰り返して、一次成形品W1及び複合成形品Wを同時に連続成形する。
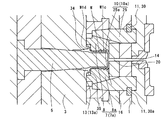
2 スライド金型
3 可動金型
4、4a 一次成形中子
5 二次成形中子
6、6a 嵌挿孔
7、7a 割型ユニット
8、8a 割型ブロック
10、10a 進退ユニット
11 固定手段
12、12a 一次成形用キャビティ
13、13a 二次成形用キャビティ
W 複合成形品
W1 一次成形品
W2 二次成形品
Claims (2)
- パーティングラインに対し固定側に位置する固定金型及びスライド金型と、可動側に位置する可動金型の相互間を離間させた状態で、且つスライド金型は第1位置で2つの割型ユニットに進退ユニットを係合させて型締め状態とし、固定金型、スライド金型及び可動金型を型締めし、他方の割型ユニットに係合状態の進退ユニットを固定金型に固定し、前記可動金型における一方の一次成形中子と、前記スライド金型側の型締め状態の一方の割型ユニットとにより形成される一次成形用のキャビティに一次成形樹脂材料を射出して一次成形品を成形すると共に、前記可動金型と、二次成形中子と、前記スライド金型の他方の割型ユニットにセット状態の成形済一次成形品とで形成される二次成形用のキャビティに、二次成形樹脂材料を射出し二次成形品を成形して、該二次成形品と先に成形された一次成形品とを一体化した複合成形品を成形する第1工程と、
固定金型、スライド金型及び可動金型の相互間を離間させて、他方の進退ユニットを固定金型に移行させて他方の割型ユニットを型開き状態とした後、前記第1工程により成形し可動金型にセット状態の複合成形品を取り出す第2工程と、
固定金型に対しスライド金型を型締めすると共に、他方の進退ユニットの固定金型に対する固定状態を解除した後、固定金型に対しスライド金型を型開きして、他方の進退ユニットをスライド金型側に移行させ他方の割型ユニットを型締めする第3工程と、
前記第1工程により成形した一次成形品を保持した状態で、進退ユニットが係合状態で2つの割型ユニットが型締め状態の前記スライド金型を前記可動金型に対して第2位置へスライドさせた後に型締めし、一方の割型ユニットに係合状態の進退ユニットを固定金型に固定して、前記可動金型における他方の一次成形中子と、前記スライド金型側の型締め状態の他方の割型ユニットととにより形成される一次成形用のキャビティに一次成形樹脂材料を射出して一次成形品を成形すると共に、前記可動金型と、二次成形中子と、前記スライド金型の一方の割型ユニットにセット状態の成形済一次成形品とで形成される二次成形用のキャビティに、二次成形樹脂材料を射出し二次成形品を成形して、該二次成形品と先に成形された一次成形品とを一体化した複合成形品を成形する第4工程と、
固定金型、スライド金型及び可動金型の相互間を離間させて、一方の進退ユニットを固定金型に移行させて、一方の割型ユニットを型開き状態とした後、前記第4工程により成形し可動金型にセット状態の複合成形品を取り出す第5工程と、
固定金型に対しスライド金型を型締めすると共に、一方の進退ユニットの固定金型に対する固定状態を解除した後、固定金型に対しスライド金型を型開きして、一方の進退ユニットをスライド金型側に移行させ一方の割型ユニットを型締めする第6工程と、
前記第4工程により成形した一次成形品を保持した状態で前記スライド金型を前記可動金型に対して第1位置へスライドさせた後に、前記第1工程と同様の成形工程を行うことを繰り返して一次成形品及び複合成形品を連続成形する様にしたことを特徴とする複合成形品の成形方法。 - パーティングラインに対し固定側に位置する固定金型及びスライド金型と、可動側に位置する可動金型により構成し、且つ一次成形用のキャビティへの一次成形樹脂材料の流路と二次成形用のキャビティへの二次成形樹脂材料の流路が形成された成形金型であって、可動金型に一対の一次成形中子及び1個の二次成形中子を、一対の一次成形中子の間の中央に二次成形中子を配置する様に並列突設し、固定金型に対し接離自在な固定側のスライド金型に2個の嵌挿孔を、該2個の嵌挿孔の中心間距離を一次成形中子及び二次成形中子の中心間距離と同一となる様に形成すると共に、スライド金型を、上記一次成形中子及び二次成形中子の配列方向に、上記中心間距離と同一量往復スライド自在とし、前記嵌挿孔に複数の割型ブロックを有する割型ユニットを設置し、該割型ユニットに、型締め時に割型ブロックを前進させ、型開き時に割型ブロックを後退させる進退ユニットを着脱自在に係合させ、固定金型に、二次成形中子がセットされる割型ユニットに係合状態の進退ユニットの固定手段を設け、可動金型と、一次成形中子と、型締め状態の割型ユニットとにより一次成形品のキャビティを形成すると共に、可動金型と、二次成形中子と、スライド金型にセット状態の成形済一次成形品とにより二次成形品のキャビティを形成したことを特徴とする複合成形品の成形金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015245129A JP6109285B1 (ja) | 2015-12-16 | 2015-12-16 | 複合樹脂成形体の成形方法及び成形金型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015245129A JP6109285B1 (ja) | 2015-12-16 | 2015-12-16 | 複合樹脂成形体の成形方法及び成形金型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP6109285B1 JP6109285B1 (ja) | 2017-04-05 |
| JP2017109372A true JP2017109372A (ja) | 2017-06-22 |
Family
ID=58666422
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015245129A Active JP6109285B1 (ja) | 2015-12-16 | 2015-12-16 | 複合樹脂成形体の成形方法及び成形金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6109285B1 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002079542A (ja) * | 2000-09-05 | 2002-03-19 | Oshima Denki Seisakusho:Kk | 中空製品の射出成形方法および成形装置 |
| JP2006346948A (ja) * | 2005-06-15 | 2006-12-28 | Hitoshi Fukao | 鍔付筒体の成形方法及び成形金型 |
| JP2010173107A (ja) * | 2009-01-27 | 2010-08-12 | Seiko Epson Corp | 金型装置及び成形品の製造方法 |
| JP2012126033A (ja) * | 2010-12-16 | 2012-07-05 | Toyoda Gosei Co Ltd | Cvjブーツ成形用金型及びcvjブーツ成形方法 |
-
2015
- 2015-12-16 JP JP2015245129A patent/JP6109285B1/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002079542A (ja) * | 2000-09-05 | 2002-03-19 | Oshima Denki Seisakusho:Kk | 中空製品の射出成形方法および成形装置 |
| JP2006346948A (ja) * | 2005-06-15 | 2006-12-28 | Hitoshi Fukao | 鍔付筒体の成形方法及び成形金型 |
| JP2010173107A (ja) * | 2009-01-27 | 2010-08-12 | Seiko Epson Corp | 金型装置及び成形品の製造方法 |
| JP2012126033A (ja) * | 2010-12-16 | 2012-07-05 | Toyoda Gosei Co Ltd | Cvjブーツ成形用金型及びcvjブーツ成形方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6109285B1 (ja) | 2017-04-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3914081A (en) | Apparatus for injection molding two-colored products | |
| FI83486C (fi) | Foerfarande foer framstaellning av ett speciellt i roerskarvar anvaendbart taetningsstycke och form foer framstaellning av taetningsstycket. | |
| CN104955591B (zh) | 伸缩式型芯及与其装配的铸造半模 | |
| CA2869410A1 (en) | Pressure casting mold for producing a cast part | |
| JP6892171B1 (ja) | 複合樹脂成形体の成形方法 | |
| JP6402157B2 (ja) | 複合樹脂成形品の成形方法及び成形金型 | |
| US3778211A (en) | Plastic injection mold apparatus | |
| JP6109285B1 (ja) | 複合樹脂成形体の成形方法及び成形金型 | |
| JPH0230779B2 (ja) | ||
| KR101768801B1 (ko) | 언더컷이 형성된 제품성형용 금형 | |
| CN109249592B (zh) | 用于制造注塑件的注塑模具和用于制造注塑件的方法 | |
| FI66786C (fi) | Formsprutningsfoerfarande och -apparat | |
| KR100421608B1 (ko) | 내측에 언더컷을 갖는 성형품의 사출성형장치 | |
| JP5686695B2 (ja) | 射出成形方法及びその装置 | |
| JP3796709B2 (ja) | 複合成形品及びその成形用金型並びに成形方法 | |
| JP6985773B1 (ja) | 複合樹脂成形品の成形方法及び成形金型 | |
| JP2016107488A (ja) | ブロー成形方法 | |
| CN204095062U (zh) | 射腊成型模具 | |
| JP4691400B2 (ja) | 鍔付筒体の成形方法及び成形金型 | |
| CN206455892U (zh) | 一种防止小型尼龙齿轮飞边产生的模具 | |
| CN116710259B (zh) | 用于注射模制的模具 | |
| TW201529271A (zh) | 成型製品之製造方法、其成型用模具及成型製品 | |
| JP3122079U (ja) | 簀子 | |
| CN106696195A (zh) | 一种防止小型尼龙齿轮飞边产生的模具及其工作方法 | |
| KR20110007734U (ko) | 십자형 슬라이드가 구비된 성형금형 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170110 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170124 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170221 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170307 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6109285 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |