JP2017113996A - タイヤ加硫用金型 - Google Patents
タイヤ加硫用金型 Download PDFInfo
- Publication number
- JP2017113996A JP2017113996A JP2015252103A JP2015252103A JP2017113996A JP 2017113996 A JP2017113996 A JP 2017113996A JP 2015252103 A JP2015252103 A JP 2015252103A JP 2015252103 A JP2015252103 A JP 2015252103A JP 2017113996 A JP2017113996 A JP 2017113996A
- Authority
- JP
- Japan
- Prior art keywords
- temperature
- tire
- mold
- green tire
- vulcanization
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
Abstract
【課題】 タイヤ加硫用金型の本体温度の影響を受けにくい遮熱構造を採用すると共に、加硫中のグリーンタイヤの加工点表面への熱供給不足を回避しつつ、加工点表面に近い位置での温度測定を可能にしたタイヤ加硫用金型を提供する。【解決手段】 グリーンタイヤGを加硫する際に使用されるタイヤ加硫用金型1において、グリーンタイヤGに当接する成形面Mを有する金型本体11と、金型本体11の内部に配設されていて感温部21が成形面Mに配置されたシース熱電対2と、感温部21を取り囲むように金型本体11とシース熱電対2との間に配置された遮熱材層3とを備える。【選択図】 図1
Description
本発明は、タイヤ加硫用金型に関し、更に詳しくは、タイヤ加硫用金型における金型本体の温度の影響を受けにくい遮熱構造を採用すると共に、加硫中のグリーンタイヤの加工点表面への熱供給不足を回避しつつ、加工点表面に近い位置での温度測定を可能にしたタイヤ加硫用金型に関する。
グリーンタイヤを加硫する際、タイヤの加硫状況を把握するためにグリーンタイヤ各部の温度を測定することが種々試みられている(例えば、特許文献1参照)。特許文献1の提案では、加硫中のゴム製品の温度を検出する温度センサーと、温度センサーで検出した温度データを記憶部に記憶し応答信号として送信するトランスポンダとをゴム製品内に埋設して、加硫中のゴム製品の温度を測定するようにしている。しかしながら、得られたゴム製品の温度測定結果をトランスポンダにより加硫後に送信する方式であるため、得られた温度測定結果を加硫中の温度調節に利用することができない。
一方、グリーンタイヤの温度を測定する際、加硫に使用される金型の本体温度とグリーンタイヤのゴム表面温度(以下、加工点温度という)は同一として見做すことが一般的である。しかしながら、実際には金型の本体温度とグリーンタイヤの加工点温度には隔たりがあるため、より加工点表面に近い位置での温度測定が必要となる。また、正確な加工点温度の測定を行うため、金型の本体温度の影響を受けにくい構造が必要となる。
ここで、金型の本体温度の影響を受けずに加工点温度を測定する方法として、タイヤ表面と金型の間に挟まれた熱電対(露出タイプ)が考えられる。これにより、タイヤ表面に近い位置での温度測定ができるため、精度の高いタイヤ表面温度を測定することが期待できる。しかしながら、実際の生産工程においては、そのような熱電対はその配線等の取り回しが煩雑であることから熱電対を金型側に取り付けざるを得ず、金型の温度の影響を受けて正確な加工点温度を測定することが困難であった。
本発明の目的は、タイヤ加硫用金型の本体温度の影響を受けにくい遮熱構造を採用すると共に、加硫中のグリーンタイヤの加工点表面への熱供給不足を回避しつつ、加工点表面に近い位置での温度測定を可能にしたタイヤ加硫用金型を提供することにある。
上記目的を達成するための本発明のタイヤ加硫用金型は、グリーンタイヤを加硫する際に使用されるタイヤ加硫用金型において、前記グリーンタイヤに当接する成形面を有する金型本体と、該金型本体の内部に配設されていて感温部が前記成形面に配置されたシース熱電対と、前記感温部を取り囲むように前記金型本体と前記シース熱電対との間に配置された遮熱材層とを備えたことを特徴とするものである。
本発明では、グリーンタイヤを加硫する際に使用されるタイヤ加硫用金型において、グリーンタイヤに当接する成形面を有する金型本体と、金型本体の内部に配設されていて感温部が成形面に配置されたシース熱電対と、感温部を取り囲むように金型本体とシース熱電対との間に配置された遮熱材層とを備えることにより、グリーンタイヤの加硫中に、加工点温度を測定する感温部が金型本体の温度の影響を受けにくくなると共に、グリーンタイヤの成形面に近い位置での温度を測定することが可能となる。その結果、精度の高い測定が可能となる。
本発明では、遮熱材層の200℃での熱伝導率は25W/mk以下であることが好ましい。これにより、遮熱材層が熱伝導率の比較的低い材料により構成されるため、感温部に対して金型本体の温度の影響をより一層受けにくくすることが可能となる。
本発明では、感温部によるグリーンタイヤの加工点温度に対する感度は金型本体の温度に対する感度の10倍以上であることが好ましい。これにより、感温部において測定される温度の精度を向上させることが可能となる。
本発明では、遮熱材層の直径はシース熱電対の直径に対して2倍以上であることが好ましい。これにより、遮熱材層の遮熱性能が向上するため、感温部に対して金型本体の温度の影響をより一層受けにくくすることが可能となる。
本発明では、遮熱材層の直径はグリーンタイヤにおける感温部と当接する部位の厚さの1/3以下であることが好ましい。遮熱材層を過度に厚くするとタイヤ加硫用金型の加熱能力を低下させることに繋がるため、遮熱材層の直径をグリーンタイヤの厚さに対して3分の1以下とすることにより、グリーンタイヤへの加熱を妨げることなく、加硫工程を実施できる。
本発明では、グリーンタイヤの加工点温度に対する感温部において測定される温度の時定数は30秒以下であることが好ましい。これにより、グリーンタイヤの加硫時に必要とされる反応速度を有する感温部を用いて、感温部において測定される温度の精度を向上させることが可能となる。
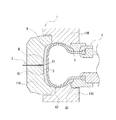
以下、本発明の構成について添付の図面を参照しながら詳細に説明する。図1は本発明のタイヤ加硫用金型1を示すものであり、加硫機4において加硫時にブラダー5でグリーンタイヤGを金型本体11の成形面Mに押し付けている状態を示している。グリーンタイヤGは、クラウン部G1、サイド部G2及びビード部G3からから構成されている。
タイヤ加硫用金型1は、グリーンタイヤGのクラウン部G1に当接する成形面Mを有する金型本体11と、金型本体11の内部に配設されていて感温部21が成形面Mに配置されたシース熱電対2と、感温部21を取り囲むように金型本体11とシース熱電対2との間に配置された遮熱材層3とを備えている。
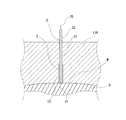
金型本体11は、3つの金型本体11A,11B,11Cから構成されている。金型本体11Aには、図2に示すように、金型本体11A内を貫通してグリーンタイヤGに当接する成形面Mまで達する孔12が形成されている。金型本体11A内の成形面M付近には孔12に隣接して遮熱材層3が配設される空間13が形成されている。また、金型本体11の材料としては、例えば、鉄やアルミ合金等が挙げられる。
シース熱電対2は、孔12内に配置されている。このシース熱電対2は、図3に示すように、金属製の筒状のシース22と、該シース22内に保持された熱電対23とを有している。熱電対23は一対の電極23A,23Bから構成されており、これら電極23A,23Bの先端同士が接合されている。そして、熱電対23における電極23A,23Bの先端の接合点が感温部21となっている。また、熱電対23にはリード線25が接続され、このリード線25がシース22を通して金型本体11Aの外部に引き出されている。
電極23A,23Bはそれぞれ異なる金属材料からなる。電極23A,23Bに使用する異なる金属材料としては、JIS規格(JIS C 1602−1995等)に記載されている金属材料の種類から適宜選択することができる。例えば、JIS規格における種類の記号K、Tなどが挙げられる。また、電極23A,23Bは、絶縁体であるグラウト24により表面をそれぞれ被覆されている。グラウト24の材料としては、例えば、石英ガラス等が用いられる。
遮熱材層3は、金型本体11A内の成形面M付近に形成された空間13に配置されている。また、遮熱材層3はシース熱電対2に隣接し、かつ感温部21を取り囲むように配置されている。遮熱材層3の材料としては、金型本体11の材料(鉄、アルミ合金等)の熱伝導率よりも小さい熱伝導率の材料であれば良く、例えば、石英ガラス等が用いられる。特に、遮熱材層3の200℃での熱伝導率は、25W/mk以下、より好ましくは、5W/mk以下であると良い。遮熱材層3の熱伝導率を上記範囲内にすることにより、遮熱材層3の遮熱性能が向上するため、感温部21に対して金型本体11の温度の影響をより一層受けにくくすることが可能となる。
上述したタイヤ加硫用金型においては、グリーンタイヤGを加硫する際に使用されるタイヤ加硫用金型1において、グリーンタイヤGに当接する成形面Mを有する金型本体11と、金型本体11の内部に配設されていて感温部21が成形面Mに配置されたシース熱電対2と、感温部21を取り囲むように金型本体11とシース熱電対2との間に配置された遮熱材層3とを備えることにより、グリーンタイヤGの加硫中に、加工点温度を測定する感温部21が金型本体11の温度の影響を受けにくくなると共に、グリーンタイヤGの成形面Mに近い位置での温度を測定することが可能となる。
本発明では、感温部21においてグリーンタイヤGの加工点温度を測定する際に、その測定される温度の精度を表す指標として感度を用いる。感温部21によるグリーンタイヤGの加工点温度に対する感度が、金型本体11の温度に対する感度よりも高いほど、感温部21において測定される温度の精度が高いことを示している。
本発明における感度の範囲としては、感温部21によるグリーンタイヤGの加工点温度に対する感度は、金型本体11の温度に対する感度の10倍以上であることが好ましい。即ち、感温部21において測定される温度とグリーンタイヤGの加工点温度との差を温度差aとし、金型本体11の温度と感温部21において測定される温度との差を温度差bとしたとき、温度差aに対する温度差bの比(b/a)が10以上であることが好ましい。例えば、金型本体11の温度が100℃、グリーンタイヤGの加工点温度が20℃、感温部21において測定される温度が25℃である場合、温度差aに対する温度差bの比(b/a)は、(100−25)/(25−20)で計算され15となる。
このように感温部21によるグリーンタイヤGの加工点温度に対する感度を用いることで、感温部21において測定される温度の精度の指標とすることができ、より感度が高い感温部21を用いて温度測定の精度を向上させることが可能となる。
図4は、シース熱電対2の直径、遮熱材層3の直径及びグリーンタイヤGの厚みを示している。図4に示すように、シース熱電対2の直径をΦ2とし、遮熱材層3の直径をΦ3とし、グリーンタイヤGにおける感温部21と当接する部位の厚さを厚さtとする。グリーンタイヤGの厚さtは、感温部21の中心位置からグリーンタイヤGに対して垂線を下ろし、その長さを測定したものとする。
この場合に、遮熱材層3の直径Φ3はシース熱電対2の直径Φ2に対して2倍以上であることが好ましい。このように遮熱材層3の直径Φ3をシース熱電対2の直径Φ2に対して2倍以上とすることで、遮熱材層3の遮熱性能が向上するため、感温部21に対して金型本体11の温度の影響をより一層受けにくくすることが可能となる。
また、遮熱材層3の直径Φ3はグリーンタイヤGにおける感温部21と当接する部位の厚さtの1/3以下であることが好ましい。このように遮熱材層3の直径Φ3をグリーンタイヤGの厚さtに対して3分の1以下とすることで、遮熱材層3がグリーンタイヤGへの加熱を妨げることなく、加硫工程を実施することが可能となる。ここで、遮熱材層3を過度に厚くするとタイヤ加硫用金型1の加熱能力を低下させることに繋がる。
本発明では、感温部21において測定される温度の精度を表す指標として時定数を用いる。時定数とは、感温部を温度測定の対象物に接触させる前において、感温部で測定される温度と温度測定の対象物の温度との温度差を初期の温度差として、温度測定開始後に感温部で測定される温度が初期の温度差の63.2%に達するまでの時間とする。
図5は、感温部21において測定される温度Aと、グリーンタイヤGと金型本体11の間に設置して測定した温度Bの関係を示すグラフである。温度Bは、熱電対をグリーンタイヤGと金型本体11の間(図4の点X)に設置して測定した温度をとし、即ち、温度Aと対比する温度BはグリーンタイヤGの加工点温度である。なお、縦軸は温度T(℃)、横軸は時間S(秒)を示す。
図5の上図は、加硫時にグリーンタイヤGを金型本体11の成形面Mに押し付ける際に、その開始時点からの温度A及び温度Bの温度変化をそれぞれ示している。図5の上図に示すように、温度Aについては金型本体11がグリーンタイヤGに当接すると同時に急激にその温度が低下していき、一定の温度を境に上昇をし、その後横ばいとなっている。一方、温度Bについては金型本体11がグリーンタイヤGに当接すると同時に急激にその温度が上昇していき、その後温度Aと同一の温度となっている。このように、加硫時にグリーンタイヤGを金型本体11の成形面Mに押し付ける際、金型本体11からグリーンタイヤGへ熱が移動していることが見て取れる。
また、図5の下図において、温度差TAはグリーンタイヤGを金型本体11に押し付ける前の温度Aと温度Bの初期の温度差(初期の温度差TAを100%とする)を示し、温度差TBはその初期の温度差TAに対して63.2%となる温度差を示している。つまり、加硫時にグリーンタイヤGを金型本体11の成形面Mに押し付ける際、グリーンタイヤGの加工点温度が上昇していくことで温度差が縮まっていき、温度差TBに達する時間が時間S1である。その時間S1が、グリーンタイヤGの加工点温度に対する感温部21において測定される温度の時定数となる。
図1〜図4のいずれの場合も、グリーンタイヤGの加工点温度に対する感温部21において測定される温度の時定数は30秒以下であることが好ましい。これにより、グリーンタイヤGの加硫時に必要とされる反応速度を有する感温部21を用いて、感温部21において測定される温度の精度を向上させることが可能となる。
上述した実施形態では、金型本体11Aの中央部においてシース熱電対2を設置して温度測定をする場合について説明したが、温度測定が必要とされる金型本体11の部位に対してシース熱電対2を適宜設置するようにすれば良い。
1 タイヤ加硫用金型
11 金型本体
12 孔
13 空間
2 シース熱電対
21 感温部
22 シース
23A,23B 電極
24 グラウト
25 リード線
3 遮熱材層
4 加硫機
5 ブラダー
G グリーンタイヤ
G1 クラウン部
G2 サイド部
G3 ビード部
M 成形面
11 金型本体
12 孔
13 空間
2 シース熱電対
21 感温部
22 シース
23A,23B 電極
24 グラウト
25 リード線
3 遮熱材層
4 加硫機
5 ブラダー
G グリーンタイヤ
G1 クラウン部
G2 サイド部
G3 ビード部
M 成形面
Claims (6)
- グリーンタイヤを加硫する際に使用されるタイヤ加硫用金型において、前記グリーンタイヤに当接する成形面を有する金型本体と、該金型本体の内部に配設されていて感温部が前記成形面に配置されたシース熱電対と、前記感温部を取り囲むように前記金型本体と前記シース熱電対との間に配置された遮熱材層とを備えたことを特徴とするタイヤ加硫用金型。
- 前記遮熱材層の200℃での熱伝導率が25W/mk以下であることを特徴とする請求項1に記載のタイヤ加硫用金型。
- 前記感温部による前記グリーンタイヤの加工点温度に対する感度が前記金型本体の温度に対する感度の10倍以上であることを特徴とする請求項1又は2に記載のタイヤ加硫用金型。
- 前記遮熱材層の直径が前記シース熱電対の直径に対して2倍以上であることを特徴とする請求項1〜3のいずれかに記載のタイヤ加硫用金型。
- 前記遮熱材層の直径が前記グリーンタイヤにおける前記感温部と当接する部位の厚さの1/3以下であることを特徴とする請求項1〜4のいずれかに記載のタイヤ加硫用金型。
- 前記グリーンタイヤの加工点温度に対する前記感温部において測定される温度の時定数が30秒以下であることを特徴とする請求項1〜5のいずれかに記載のタイヤ加硫用金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015252103A JP2017113996A (ja) | 2015-12-24 | 2015-12-24 | タイヤ加硫用金型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015252103A JP2017113996A (ja) | 2015-12-24 | 2015-12-24 | タイヤ加硫用金型 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017113996A true JP2017113996A (ja) | 2017-06-29 |
Family
ID=59232949
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015252103A Pending JP2017113996A (ja) | 2015-12-24 | 2015-12-24 | タイヤ加硫用金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017113996A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020039713A1 (ja) | 2018-08-21 | 2020-02-27 | 横浜ゴム株式会社 | ゴムの温度測定装置およびゴム製品の製造方法 |
-
2015
- 2015-12-24 JP JP2015252103A patent/JP2017113996A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020039713A1 (ja) | 2018-08-21 | 2020-02-27 | 横浜ゴム株式会社 | ゴムの温度測定装置およびゴム製品の製造方法 |
| KR20200130862A (ko) | 2018-08-21 | 2020-11-20 | 요코하마 고무 가부시키가이샤 | 고무의 온도 측정 장치 및 고무 제품의 제조 방법 |
| US12194702B2 (en) | 2018-08-21 | 2025-01-14 | The Yokohama Rubber Co., Ltd. | Rubber temperature measuring device and rubber product manufacturing method |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6408588B2 (ja) | 非侵入型温度測定アセンブリ | |
| JP5395897B2 (ja) | 高振動対応抵抗温度センサ | |
| JP7162668B2 (ja) | 改善された伝熱を有する熱流束センサ | |
| US12196622B2 (en) | Temperature measurement device and temperature measurement method | |
| US3897272A (en) | Sturdy sensing apparatus for measuring the temperature of a heated rubber material during its curing process and method for making same | |
| JP5830636B1 (ja) | 温度センサ、及び、温度センサの製造方法 | |
| CN107389723B (zh) | 一种基于温差变化的绝热反应起点判断和温度追踪方法 | |
| US20200256737A1 (en) | Mineral insulated sheathed assembly with grounded and ungrounded temperature sensors | |
| CN110779954A (zh) | 塑性变形状态下接触导热系数测量装置及测量方法 | |
| US1660504A (en) | Pyrometer | |
| JP2017113996A (ja) | タイヤ加硫用金型 | |
| KR102585614B1 (ko) | 열가소성 혼합물 압출기용 온도 프로브 | |
| JP6075398B2 (ja) | 温度センサ及び温度センサの製造方法 | |
| US20220252463A1 (en) | Temperature sensor and temperature measurement system | |
| JP6299876B2 (ja) | 表面温度センサ校正装置 | |
| CN207036264U (zh) | 一种黑体辐射源 | |
| KR100413646B1 (ko) | 온도검출소자 | |
| CN106482854B (zh) | 一种细丝热电偶保护装置 | |
| JP2015087277A (ja) | 測温体校正装置、測温体校正システム及び測温体校正方法 | |
| JPH0238826A (ja) | 温度計測器及びその温度計測器を使用した温度計測構造 | |
| KR100507606B1 (ko) | 접촉식 표면온도계의 교정장치 | |
| CN206479256U (zh) | 一种极细铠装热电偶 | |
| JP6630601B2 (ja) | 熱電対の配設方法 | |
| KR101743266B1 (ko) | 가스 누출 감지용 파이프 장치 | |
| JPH01191029A (ja) | 高温流体用の圧力・温度測定センサ |