JP2017122247A - 方向性電磁鋼板の製造方法 - Google Patents
方向性電磁鋼板の製造方法 Download PDFInfo
- Publication number
- JP2017122247A JP2017122247A JP2016000317A JP2016000317A JP2017122247A JP 2017122247 A JP2017122247 A JP 2017122247A JP 2016000317 A JP2016000317 A JP 2016000317A JP 2016000317 A JP2016000317 A JP 2016000317A JP 2017122247 A JP2017122247 A JP 2017122247A
- Authority
- JP
- Japan
- Prior art keywords
- mass
- annealing
- steel sheet
- grain
- electrical steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Manufacturing Of Steel Electrode Plates (AREA)
- Soft Magnetic Materials (AREA)
- Manufacture Of Motors, Generators (AREA)
Abstract
Description
t50/t95≦0.75
の関係を満たすことを特徴とする。
C:0.06mass%、Si:3.0mass%、Mn:0.05mass%、Al:0.020mass%およびN:0.006mass%を含有し、残部がFeおよび不可避的不純物からなる成分組成を有する鋼スラブを1400℃の温度に再加熱した後、熱間圧延して板厚2.2mmmの熱延板とし、1100℃×60秒の熱延板焼鈍を施した後、冷間圧延して板厚1.5mmとし、1100℃×80秒の中間焼鈍を施し、2回目の冷間圧延で最終板厚0.23mmの冷延板とした。
なお、上記中間焼鈍では、加熱過程における700−900℃間の平均昇温速度を1〜50℃/sの範囲で種々に変化させ、また、均熱過程の雰囲気の酸素ポテンシャルPH2O/PH2を0.001〜3.0の範囲で種々に変化させた。
次いで、上記冷延板を、酸素ポテンシャルPH2O/PH2=0.40(一定)としたH2とN2の混合湿潤雰囲気中で850℃の温度に120秒熱間保持する一次再結晶焼鈍を兼ねた脱炭焼鈍を施した。
なお、上記脱炭焼鈍では、加熱過程における500−700℃間の平均昇温速度を20℃/s(一定)とし、かつ、上記温度区間における雰囲気の酸素ポテンシャルPH2O/PH2を0.01〜1.0の範囲で種々に変化させた。
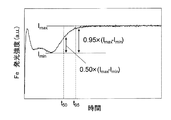
Fe欠乏領域において、Fe発光強度がIminとなる測定開始からの時間をtmin、時間t>tminを満たす領域での時間tにおけるFe発光強度をI(t)、時間t〜t+(1/4)tminの間のFe発光強度の標準偏差をσ(t)としたとき、σ(t)/I(t)<0.01を満たす最小の時間tにおけるFe発光強度をImaxと定義する。
また、時間t>tminを満たす領域で、Fe発光強度がImin+0.50×(Imax−Imin)となる時間をt50、Imin+0.95×(Imax−Imin)となる時間をt95と規定し、両者の時間比を(t50/t95)で表すこととする。
斯くして得た仕上焼鈍後の鋼板から試験片を採取し、JIS C2550に準拠し、磁束密度1.7T、励磁周波数50Hzにおける鉄損W17/50を測定した。
上記測定の結果を図2に示す。この図から、時間比(t50/t95)が小さくなるにつれて、鉄損W17/50が低減する傾向にあり、W17/50≦0.82W/kgの良好な鉄損が得られるのは、時間比(t50/t95)が0.75以下であることがわかる。
脱炭焼鈍板のGDS分析から得られるFe発光強度のプロファイルに存在するFe欠乏領域は、脱炭焼鈍中に鋼中のSiが内部酸化によってSiO2を主体とするサブスケールを形成したことに由来する。ここで、時間t95はサブスケールのほぼ全厚に対応し、t50はFeの欠乏量の大きさ、すなわち、SiO2が主体として存在する領域の厚さに対応すると考えることができる。
ここで、仕上焼鈍中にサブスケールを介して窒素が鋼中に侵入するのを防止し、良好な鉄損特性を得るためには、緻密なサブスケールの方が望ましい。そのため、t50/t95≦0.75となる条件で良好な鉄損が得られたと考えられる。
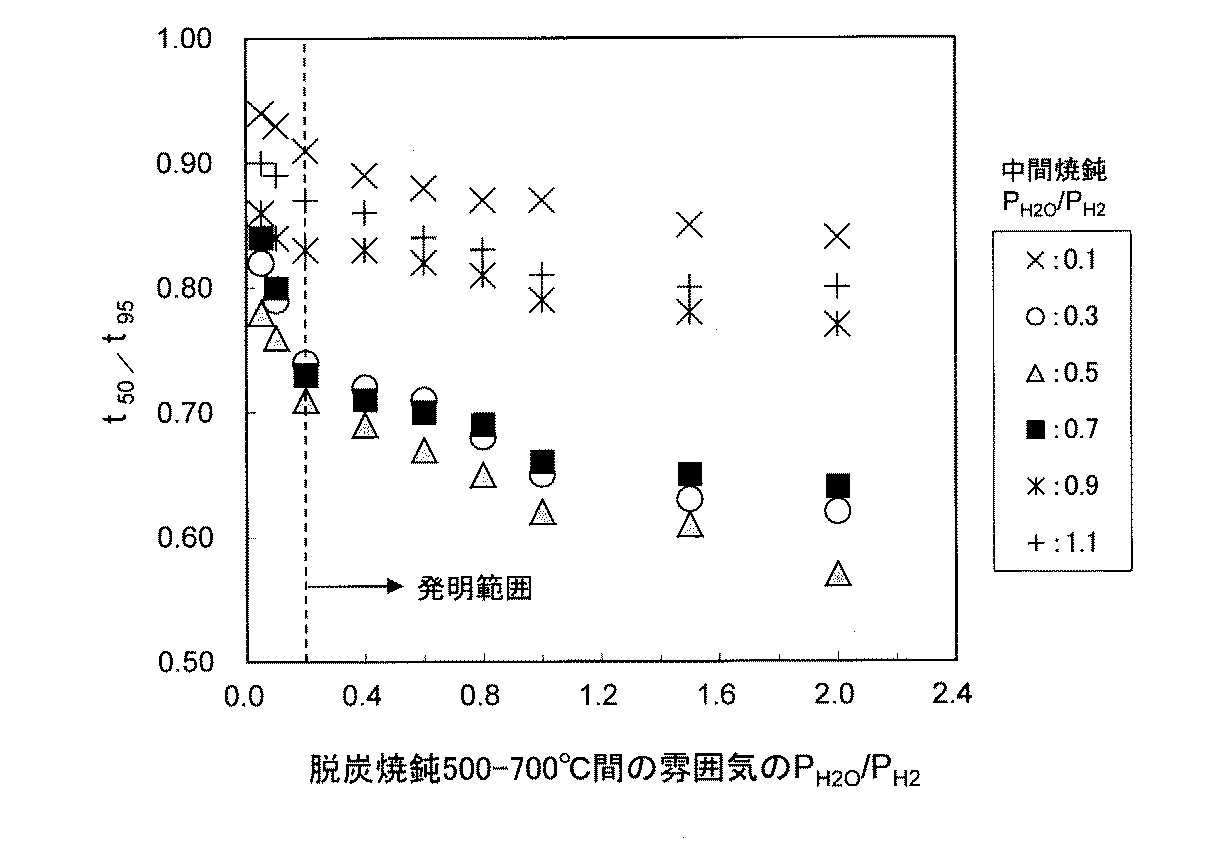
図3は、上記の実験で得られた脱炭焼鈍板の時間比(t50/t95)に及ぼす中間焼鈍の加熱過程の700−900℃間における昇温速度と、均熱過程の雰囲気の酸素ポテンシャルPH2O/PH2の影響を示したものである。この図から、中間焼鈍の雰囲気のPH2O/PH2が0.20〜0.80の範囲、かつ、700−900℃間の昇温速度が10℃/s以下の範囲で、時間比(t50/t95)が、本発明で目標としている0.75以下となることがわかる。
脱炭焼鈍後に緻密なサブスケールを形成するためには、脱炭焼鈍の前に、鋼板表層にSi濃度が低下した脱珪層を形成することが望ましい。その理由は、脱珪層は、脱炭焼鈍中の内部酸化によるサブスケール形成を緩やかとし、ラメラ状の緻密なサブスケールの形成を促進するからである。そのためには、中間焼鈍時の雰囲気の酸素ポテンシャルPH2O/PH2を高めて酸化性とし、鋼板表層のSiを選択的に酸化させて脱珪層を形成することが望ましい。ただし、雰囲気の酸素ポテンシャルPH2O/PH2を高め過ぎると、中間焼鈍中にFeの酸化も促進されて外部スケールが成長するため、脱炭焼鈍時の内部酸化の妨げとなり、緻密なサブスケールが形成され難くなると考えられる。
すなわち、サブスケールの形成は、脱炭焼鈍の加熱過程における500℃以上の温度で進行するが、このとき、雰囲気の酸素ポテンシャルPH2O/PH2が十分に高いと、鋼板表層に緻密な初期酸化層が形成されて、800〜900℃程度の均熱温度での内部酸化の進行が抑制されるため、脱炭焼鈍後に緻密なサブスケールが形成される。一方、加熱過程における雰囲気の酸素ポテンシャルPH2O/PH2が低いと、緻密な初期酸化層が形成されず、均熱温度で急速に内部酸化が進行するために、デンドライト状の粗いサブスケールが形成される。
本発明は上記の新規な知見に基づき開発したものである。
C:0.002〜0.10mass%
Cは、0.002mass%を下回ると、Cによる粒界強化効果が失われ、スラブ割れが生じるなどして、製造に支障をきたすようになる。一方、0.10mass%を超えると、脱炭焼鈍で、Cを磁気時効が起こらない0.005mass%以下に低減することが困難となる。よって、Cは0.002〜0.10mass%の範囲とする。好ましくは0.01〜0.08mass%の範囲である。
Siは、鋼の比抵抗を高め、鉄損を低減するのに必要な元素である。上記効果は、2.5mass%未満では十分ではなく、一方、6.0mass%を超えると、加工性が低下し、圧延して製造することが困難となる。よって、Siは2.5〜6.0mass%の範囲とする。好ましくは、2.9〜5.0mass%の範囲である。
Mnは、鋼の熱間加工性を改善するために必要な元素である。上記効果は、0.01mass%未満では十分に得られず、一方、0.8mass%を超えると、製品板の磁束密度が低下するようになる。よって、Mnは0.01〜0.8mass%の範囲とする。好ましくは0.02〜0.50mass%の範囲である。
AlとNは、ともにインヒビタ形成元素として必要な元素である。いずれの元素も、上記下限値より少ないと、インヒビタ効果が十分に得られず、一方、上記上限値を超えると、固溶温度が高温化し、スラブ再加熱時に未固溶のまま残存するため、インヒビタ効果が十分に発現せずに磁気特性が劣化する。よって、Alは0.010〜0.050mass%、Nは0.003〜0.020mass%の範囲とする。好ましくは、Alは0.015〜0.035mass%、Nは0.005〜0.015mass%の範囲である。
前述した成分組成を有する鋼を常法の精錬プロセスで溶製した後、常法の造塊−分塊圧延法または連続鋳造法で鋼素材(スラブ)を製造してもよい。あるいは、直接鋳造法で100mm以下の厚さの薄鋳片を製造してもよい。上記スラブは、常法に従い、1400℃程度の温度に再加熱した後、熱間圧延に供する。なお、薄鋳片の場合には、熱間圧延を省略してそのまま以降の工程に進めてもよい。
700−900℃間の平均昇温速度を10℃/s以下とする理由は、昇温速度が10℃/sより大きいと、脱珪が進行しやすい上記温度域での滞留時間が短くなって脱珪が不十分となり、脱炭焼鈍中に緻密なサブスケールを形成することができなくなることから、脱珪を十分に進行させるためである。好ましい昇温速度は7℃/s以下である。
上記脱炭焼鈍の加熱過程における雰囲気は、酸素ポテンシャルPH2O/PH2が0.20以上の酸化性とする必要がある。加熱時の雰囲気を酸化性とすることで、鋼板表層に内部酸化層が形成され、この内部酸化層は、続く均熱過程における鋼板の内部酸化を急速に進行させるため、デンドライト状の粗いサブスケールが形成されるのを抑制する。PH2O/PH2が0.20未満であると、加熱過程で内部酸化層が十分に形成されないため、均熱過程で内部酸化が急速に進行し、粗いサブスケールが形成され、良好な鉄損が得られない。好ましくは0.3以上である。なお、PH2O/PH2の上限値は規定しないが、外部酸化によって鋼板表面にFeOやFe2O3などのスケールが形成されるのを防止するため、1.2以下とするのが好ましい。
また、本発明に用いる鋼素材がCを0.005mass%以上含有している場合には、製品板が磁気時効を起こして磁気特性が劣化するのを防止するため、この脱炭焼鈍で脱炭し、Cを0.005mass%未満まで低減する必要がある。この脱炭処理は、700〜900℃の温度で水素窒素混合の湿潤雰囲気下で行うことが望ましく、斯かる観点からは酸素ポテンシャルPH2O/PH2は0.10〜0.70の範囲とするのが好ましい。
なお、この脱炭焼鈍は、一次再結晶焼鈍の均熱処理と兼ねて行ってもよいし、一次再結晶焼鈍と独立した工程として行っても良い。
次いで、上記冷延板に、840℃の温度で100秒間脱炭を行う、一次再結晶焼鈍を兼ねた脱炭焼鈍を施した。この際、加熱過程における500−700℃間の昇温速度を種々に変化させるとともに、上記加熱過程における雰囲気の酸素ポテンシャルPH2O/PH2を種々に変化させた。なお、均熱時の雰囲気の酸素ポテンシャルPH2O/PH2は0.35とした。
上記測定の結果を、中間焼鈍条件、脱炭焼鈍条件、時間比(t50/t95)の測定結果とともに、表1に示した。この表から、本発明に適合する条件で製造した方向性電磁鋼板は、優れた鉄損特性を有していることがわかる。
次いで、850℃の温度で150秒間脱炭を行う、一次再結晶焼鈍を兼ねた脱炭焼鈍を施した。この際、加熱過程における500−700℃間の昇温速度を20℃/s、100℃/sおよび200℃/sの3水準に変化させた。また、上記加熱過程における雰囲気の酸素ポテンシャルPH2O/PH2は0.40の酸化性とし、続く均熱過程における雰囲気の酸素ポテンシャルPH2O/PH2は0.40とした。
Claims (5)
- C:0.002〜0.10mass%、Si:2.5〜6.0mass%、Mn:0.01〜0.8mass%、Al:0.010〜0.050mass%およびN:0.003〜0.020mass%を含有し、残部がFeおよび不可避的不純物からなるスラブを熱間圧延し、熱延板焼鈍し、中間焼鈍を挟む2回の冷間圧延し、脱炭焼鈍して鋼板表面にサブスケールを形成した後、鋼板表面にMgOを主体とする焼鈍分離剤を塗布し、仕上焼鈍する一連の工程からなる方向性電磁鋼板の製造方法において、
上記中間焼鈍の加熱過程における700−900℃間の平均昇温速度を10℃/s以下、かつ、均熱過程の雰囲気の酸素ポテンシャル(PH2O/PH2)を0.20〜0.80の範囲とし、
上記脱炭焼鈍の加熱過程における酸素ポテンシャル(PH2O/PH2)を0.20以上とすることを特徴する方向性電磁鋼板の製造方法。 - 上記脱炭焼鈍後の鋼板表面をグロー放電発光分析したときに得られる板厚方向のFe発光強度プロファイルが鋼板表面下にFe欠乏領域を有し、かつ、上記Fe欠乏領域のFe発光強度の最小値をImin、バルク領域のFe発光強度をImax、上記IminとImaxの間で、Fe発光強度がImin+0.5×(Imax−Imin)となるまでの分析開始からの時間をt50(s)、Fe発光強度がImin+0.95×(Imax−Imin)となるまでの分析開始からの時間をt95(s)としたとき、上記t50とt95が、
t50/t95≦0.75
の関係を満たすことを特徴とする請求項1に記載の方向性電磁鋼板の製造方法。 - 上記脱炭焼鈍の加熱過程における500−700℃間の平均昇温速度を80℃/s以上とすることを特徴とする請求項1または2に記載の方向性電磁鋼板の製造方法。
- 上記スラブは、上記成分組成に加えてさらに、S:0.002〜0.03mass%およびSe:0.002〜0.03mass%のうちから選ばれる1種または2種を含有することを特徴とする請求項1〜3のいずれか1項に記載の方向性電磁鋼板の製造方法。
- 上記スラブは、上記成分組成に加えてさらに、Cr:0.01〜0.50mass%、Cu:0.01〜0.50mass%、P:0.005〜0.50mass%、Ni:0.01〜1.50mass%、Sb:0.005〜0.50mass%、Sn:0.005〜0.50mass%、Mo:0.005〜0.100mass%、B:0.0002〜0.0025mass%、Nb:0.0010〜0.0100mass%およびV:0.001〜0.01mass%のうちから選ばれる1種または2種以上を含有することを特徴とする請求項1〜4に記載の方向性電磁鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016000317A JP6436316B2 (ja) | 2016-01-05 | 2016-01-05 | 方向性電磁鋼板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016000317A JP6436316B2 (ja) | 2016-01-05 | 2016-01-05 | 方向性電磁鋼板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017122247A true JP2017122247A (ja) | 2017-07-13 |
| JP6436316B2 JP6436316B2 (ja) | 2018-12-12 |
Family
ID=59306819
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016000317A Active JP6436316B2 (ja) | 2016-01-05 | 2016-01-05 | 方向性電磁鋼板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6436316B2 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019106976A1 (ja) * | 2017-11-28 | 2019-06-06 | Jfeスチール株式会社 | 方向性電磁鋼板およびその製造方法 |
| JP2019163518A (ja) * | 2018-03-20 | 2019-09-26 | 日本製鉄株式会社 | 一方向性電磁鋼板の製造方法 |
| CN112437817A (zh) * | 2018-07-13 | 2021-03-02 | 日本制铁株式会社 | 方向性电磁钢板及其制造方法 |
| CN112680656A (zh) * | 2020-11-27 | 2021-04-20 | 中天钢铁集团有限公司 | 一种含硼电机爪极用钢及其低成本冶炼工艺 |
| EP3854892A4 (en) * | 2018-09-27 | 2021-07-28 | JFE Steel Corporation | GRAIN ORIENTED ELECTROMAGNETIC STEEL SHEET AND METHOD OF MANUFACTURING THEREOF |
| CN113396231A (zh) * | 2019-02-08 | 2021-09-14 | 日本制铁株式会社 | 方向性电磁钢板、方向性电磁钢板的绝缘被膜形成方法及方向性电磁钢板的制造方法 |
| JP2021155833A (ja) * | 2020-03-30 | 2021-10-07 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5935625A (ja) * | 1982-08-18 | 1984-02-27 | Kawasaki Steel Corp | 磁束密度の高く鉄損の低い一方向性珪素鋼板の製造方法 |
| JPS6096721A (ja) * | 1983-10-31 | 1985-05-30 | Kawasaki Steel Corp | 磁束密度が極めて高く鉄損の低い一方向性けい素鋼板の製法 |
| JPS61186418A (ja) * | 1985-02-14 | 1986-08-20 | Kawasaki Steel Corp | 磁束密度が極めて高く、鉄損の低い一方向性珪素鋼板の製造方法 |
| JPS6270525A (ja) * | 1985-09-21 | 1987-04-01 | Nippon Steel Corp | フオルステライト皮膜の良好な一方向性電磁鋼板の製造方法 |
| JP2012177149A (ja) * | 2011-02-25 | 2012-09-13 | Jfe Steel Corp | 方向性電磁鋼板およびその製造方法 |
| JP2013139629A (ja) * | 2011-12-06 | 2013-07-18 | Jfe Steel Corp | 低鉄損方向性電磁鋼板の製造方法 |
-
2016
- 2016-01-05 JP JP2016000317A patent/JP6436316B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5935625A (ja) * | 1982-08-18 | 1984-02-27 | Kawasaki Steel Corp | 磁束密度の高く鉄損の低い一方向性珪素鋼板の製造方法 |
| JPS6096721A (ja) * | 1983-10-31 | 1985-05-30 | Kawasaki Steel Corp | 磁束密度が極めて高く鉄損の低い一方向性けい素鋼板の製法 |
| JPS61186418A (ja) * | 1985-02-14 | 1986-08-20 | Kawasaki Steel Corp | 磁束密度が極めて高く、鉄損の低い一方向性珪素鋼板の製造方法 |
| JPS6270525A (ja) * | 1985-09-21 | 1987-04-01 | Nippon Steel Corp | フオルステライト皮膜の良好な一方向性電磁鋼板の製造方法 |
| JP2012177149A (ja) * | 2011-02-25 | 2012-09-13 | Jfe Steel Corp | 方向性電磁鋼板およびその製造方法 |
| JP2013139629A (ja) * | 2011-12-06 | 2013-07-18 | Jfe Steel Corp | 低鉄損方向性電磁鋼板の製造方法 |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111406126A (zh) * | 2017-11-28 | 2020-07-10 | 杰富意钢铁株式会社 | 取向性电磁钢板及其制造方法 |
| RU2736247C1 (ru) * | 2017-11-28 | 2020-11-12 | ДжФЕ СТИЛ КОРПОРЕЙШН | Текстурированная электротехническая листовая сталь и способ ее производства |
| US11473176B2 (en) | 2017-11-28 | 2022-10-18 | Jfe Steel Corporation | Oriented electrical steel sheet and method for producing same |
| WO2019106976A1 (ja) * | 2017-11-28 | 2019-06-06 | Jfeスチール株式会社 | 方向性電磁鋼板およびその製造方法 |
| JP7110642B2 (ja) | 2018-03-20 | 2022-08-02 | 日本製鉄株式会社 | 一方向性電磁鋼板の製造方法 |
| JP2019163518A (ja) * | 2018-03-20 | 2019-09-26 | 日本製鉄株式会社 | 一方向性電磁鋼板の製造方法 |
| CN112437817A (zh) * | 2018-07-13 | 2021-03-02 | 日本制铁株式会社 | 方向性电磁钢板及其制造方法 |
| EP3854892A4 (en) * | 2018-09-27 | 2021-07-28 | JFE Steel Corporation | GRAIN ORIENTED ELECTROMAGNETIC STEEL SHEET AND METHOD OF MANUFACTURING THEREOF |
| US20220042153A1 (en) * | 2018-09-27 | 2022-02-10 | Jfe Steel Corporation | Grain-oriented electrical steel sheet and method for producing same |
| US12146212B2 (en) * | 2018-09-27 | 2024-11-19 | Jfe Steel Corporation | Grain-oriented electrical steel sheet and method for producing same |
| CN113396231A (zh) * | 2019-02-08 | 2021-09-14 | 日本制铁株式会社 | 方向性电磁钢板、方向性电磁钢板的绝缘被膜形成方法及方向性电磁钢板的制造方法 |
| JP2021155833A (ja) * | 2020-03-30 | 2021-10-07 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| JP7231888B2 (ja) | 2020-03-30 | 2023-03-02 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| CN112680656A (zh) * | 2020-11-27 | 2021-04-20 | 中天钢铁集团有限公司 | 一种含硼电机爪极用钢及其低成本冶炼工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6436316B2 (ja) | 2018-12-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2595190C1 (ru) | Способ изготовления листа электротехнической текстурированной стали | |
| JP6354957B2 (ja) | 方向性電磁鋼板とその製造方法 | |
| KR102329385B1 (ko) | 방향성 전기 강판과 그 제조 방법 | |
| KR100655678B1 (ko) | 방향성 전자 강판의 제조방법 및 방향성 전자 강판 | |
| JP6436316B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP2002220642A (ja) | 鉄損の低い方向性電磁鋼板およびその製造方法 | |
| KR101683693B1 (ko) | 방향성 전자 강판의 제조 방법 | |
| JP3386751B2 (ja) | 被膜特性と磁気特性に優れた方向性けい素鋼板の製造方法 | |
| JP2017222898A (ja) | 方向性電磁鋼板の製造方法 | |
| CN119836484A (zh) | 取向性电磁钢板 | |
| JPWO2019131853A1 (ja) | 低鉄損方向性電磁鋼板とその製造方法 | |
| JP2019163516A (ja) | 方向性電磁鋼板の製造方法 | |
| JP5854234B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP7180694B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP2019099827A (ja) | 方向性電磁鋼板の製造方法 | |
| JP2003253341A (ja) | 磁気特性に優れた方向性電磁鋼板の製造方法 | |
| JP7365414B2 (ja) | 方向性電磁鋼板およびその製造方法 | |
| JPH09291313A (ja) | 磁気特性・被膜特性に優れる方向性けい素鋼板の製造方法 | |
| JP5712652B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP7761565B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP3743707B2 (ja) | 超高磁束密度一方向性電磁鋼板の製造方法 | |
| JPH02294428A (ja) | 高磁束密度方向性電磁鋼板の製造法 | |
| KR20230159875A (ko) | 방향성 전자 강판의 제조 방법 | |
| JP7159594B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JPH11241120A (ja) | 均質なフォルステライト質被膜を有する方向性けい素鋼板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170824 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180717 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180801 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180925 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181017 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181030 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6436316 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |