JP2017124552A - 調湿性カバー材及びその製造方法 - Google Patents
調湿性カバー材及びその製造方法 Download PDFInfo
- Publication number
- JP2017124552A JP2017124552A JP2016005285A JP2016005285A JP2017124552A JP 2017124552 A JP2017124552 A JP 2017124552A JP 2016005285 A JP2016005285 A JP 2016005285A JP 2016005285 A JP2016005285 A JP 2016005285A JP 2017124552 A JP2017124552 A JP 2017124552A
- Authority
- JP
- Japan
- Prior art keywords
- moisture
- film
- humidity control
- cover material
- humidity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000463 material Substances 0.000 title claims abstract description 67
- 238000004519 manufacturing process Methods 0.000 title claims description 9
- 238000000034 method Methods 0.000 title description 56
- 238000010030 laminating Methods 0.000 claims abstract description 28
- 239000010410 layer Substances 0.000 claims abstract description 27
- 239000002344 surface layer Substances 0.000 claims abstract description 27
- 229920003002 synthetic resin Polymers 0.000 claims abstract description 8
- 239000000057 synthetic resin Substances 0.000 claims abstract description 8
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 48
- 239000003230 hygroscopic agent Substances 0.000 claims description 21
- 230000035699 permeability Effects 0.000 claims description 14
- 239000002245 particle Substances 0.000 claims description 11
- 230000008961 swelling Effects 0.000 claims description 10
- 238000010521 absorption reaction Methods 0.000 claims description 9
- 239000004744 fabric Substances 0.000 abstract description 13
- 241000894006 Bacteria Species 0.000 abstract description 4
- 239000002250 absorbent Substances 0.000 abstract description 2
- 230000002745 absorbent Effects 0.000 abstract description 2
- 230000002062 proliferating effect Effects 0.000 abstract 1
- 210000004243 sweat Anatomy 0.000 abstract 1
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 33
- 229920005989 resin Polymers 0.000 description 31
- 239000011347 resin Substances 0.000 description 31
- 229920005749 polyurethane resin Polymers 0.000 description 22
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 description 18
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 18
- 239000002904 solvent Substances 0.000 description 18
- 239000000758 substrate Substances 0.000 description 16
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 12
- 239000000853 adhesive Substances 0.000 description 10
- 230000001070 adhesive effect Effects 0.000 description 10
- 235000019645 odor Nutrition 0.000 description 10
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 9
- UHOVQNZJYSORNB-UHFFFAOYSA-N Benzene Chemical compound C1=CC=CC=C1 UHOVQNZJYSORNB-UHFFFAOYSA-N 0.000 description 9
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 9
- 238000005187 foaming Methods 0.000 description 7
- HEDRZPFGACZZDS-UHFFFAOYSA-N Chloroform Chemical compound ClC(Cl)Cl HEDRZPFGACZZDS-UHFFFAOYSA-N 0.000 description 6
- 238000005299 abrasion Methods 0.000 description 6
- 238000000576 coating method Methods 0.000 description 6
- 229920001577 copolymer Polymers 0.000 description 6
- 229920001225 polyester resin Polymers 0.000 description 6
- 239000004645 polyester resin Substances 0.000 description 6
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 6
- 229920006122 polyamide resin Polymers 0.000 description 5
- 238000012546 transfer Methods 0.000 description 5
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 4
- 238000001035 drying Methods 0.000 description 4
- 239000004088 foaming agent Substances 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 239000000049 pigment Substances 0.000 description 4
- 239000002562 thickening agent Substances 0.000 description 4
- 239000004925 Acrylic resin Substances 0.000 description 3
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 3
- 150000001298 alcohols Chemical class 0.000 description 3
- 244000052616 bacterial pathogen Species 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 238000007607 die coating method Methods 0.000 description 3
- 150000002148 esters Chemical class 0.000 description 3
- 238000007654 immersion Methods 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 239000004800 polyvinyl chloride Substances 0.000 description 3
- 230000003014 reinforcing effect Effects 0.000 description 3
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 3
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- 239000004721 Polyphenylene oxide Substances 0.000 description 2
- -1 and the like Polymers 0.000 description 2
- 239000012874 anionic emulsifier Substances 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 230000001143 conditioned effect Effects 0.000 description 2
- 230000003750 conditioning effect Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 239000005038 ethylene vinyl acetate Substances 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 125000003827 glycol group Chemical group 0.000 description 2
- 238000007756 gravure coating Methods 0.000 description 2
- 230000036541 health Effects 0.000 description 2
- 239000012943 hotmelt Substances 0.000 description 2
- 229920002681 hypalon Polymers 0.000 description 2
- BSAIUMLZVGUGKX-UHFFFAOYSA-N non-2-enal Chemical compound CCCCCCC=CC=O BSAIUMLZVGUGKX-UHFFFAOYSA-N 0.000 description 2
- 239000012466 permeate Substances 0.000 description 2
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920000570 polyether Polymers 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 238000011084 recovery Methods 0.000 description 2
- 239000005060 rubber Substances 0.000 description 2
- 238000004659 sterilization and disinfection Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 230000035900 sweating Effects 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 1
- UXVMQQNJUSDDNG-UHFFFAOYSA-L Calcium chloride Chemical compound [Cl-].[Cl-].[Ca+2] UXVMQQNJUSDDNG-UHFFFAOYSA-L 0.000 description 1
- 239000004971 Cross linker Substances 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 1
- 229920002614 Polyether block amide Polymers 0.000 description 1
- 229910021536 Zeolite Inorganic materials 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 150000001413 amino acids Chemical class 0.000 description 1
- 229910021529 ammonia Inorganic materials 0.000 description 1
- 125000000129 anionic group Chemical group 0.000 description 1
- 239000008346 aqueous phase Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- DQXBYHZEEUGOBF-UHFFFAOYSA-N but-3-enoic acid;ethene Chemical compound C=C.OC(=O)CC=C DQXBYHZEEUGOBF-UHFFFAOYSA-N 0.000 description 1
- 239000001110 calcium chloride Substances 0.000 description 1
- 229910001628 calcium chloride Inorganic materials 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 239000003431 cross linking reagent Substances 0.000 description 1
- 239000000645 desinfectant Substances 0.000 description 1
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 description 1
- 239000002612 dispersion medium Substances 0.000 description 1
- 239000012153 distilled water Substances 0.000 description 1
- 238000009820 dry lamination Methods 0.000 description 1
- 238000004945 emulsification Methods 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 239000010408 film Substances 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000008821 health effect Effects 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- 239000012875 nonionic emulsifier Substances 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 239000012071 phase Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920001084 poly(chloroprene) Polymers 0.000 description 1
- 229920001228 polyisocyanate Polymers 0.000 description 1
- 239000005056 polyisocyanate Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000035755 proliferation Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 238000009958 sewing Methods 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000004945 silicone rubber Substances 0.000 description 1
- 229910021647 smectite Inorganic materials 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 230000001954 sterilising effect Effects 0.000 description 1
- 125000000542 sulfonic acid group Chemical group 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- 229920001897 terpolymer Polymers 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
- 239000010457 zeolite Substances 0.000 description 1
Landscapes
- Mattresses And Other Support Structures For Chairs And Beds (AREA)
- Laminated Bodies (AREA)
- Seats For Vehicles (AREA)
Abstract
Description
前記透湿性フィルムに、前記調湿性フィルムを積層する工程と、
前記調湿性フィルムに、非透湿性フィルムを積層する工程と、
を備える調湿性カバー材の製造方法である。
また、身体が接触する面である透湿性フィルムが無孔構造であるため、優れた防水性が発揮でき、表面に水分が付着した場合でも体圧負荷により中材まで到達することがなく、布巾等で清拭可能となる。
これにより、含有した前記吸湿剤が、外表だけでなく内部にある前記孔の表面にも露出ことができ、前記透湿性フィルムを通過した水蒸気が、フィルム全体に存在する前記吸湿剤と接し、優れた吸湿性を発揮する。
また、前記調湿性フィルムの空隙率としては、20〜80%の範囲が好ましい。また、20%以上であれば、吸湿剤の性能を充分に発揮でき、80%以下であれば、充分な強度が得られ、耐摩耗性を向上させる。
前記調湿性カバー材の吸湿量は、1g/m2以上であることが好ましい。1g/m2以上であれば、充分な吸湿性が得られ、使用者の快適性が向上する。
前記調湿性カバー材の透湿度は1300g/m2/24hr以下であることが好ましい。1300g/m2/24hr以下であれば、カバー材に覆われる中材への水蒸気及び臭気の透過を抑え、雑菌増殖や臭い移りを抑制できる。
前記調湿性カバー材の耐水圧は20kPa以上であることが好ましい。20kPa以上が好ましく、より好ましくは100kPa以上である。20kPa以上であれば、消毒液等の清拭作業による浸水が抑えられ、さらに表面に付着した水分が体圧負荷により中材まで到達することを抑制できる。
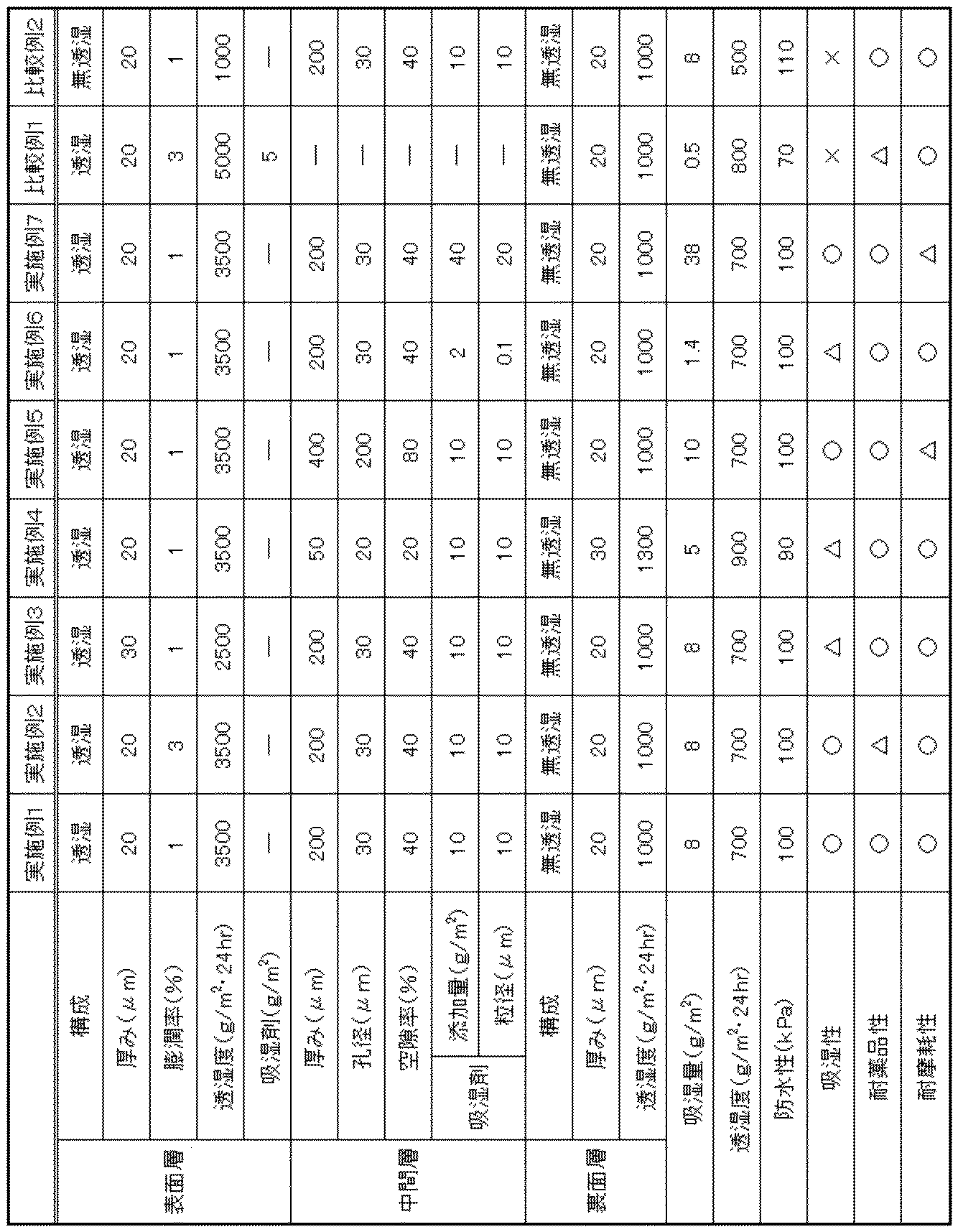
実施例1乃至7及び比較例1又は2の各試料(カバー材)は、下記の測定方法で物性等を測定した。また、下記の方法で性能評価を行った。結果を表1に示す。
(1)水膨潤率
任意の5箇所において、表面層を5cm×5cmにカットしたものを水中に20分間浸漬後、水中での対角線上の距離を測定し、平均値を求めた。尚、水膨潤率は次の式にて求めた。
水膨潤率(%)=(浸漬後の距離−浸漬前の距離)/浸漬前の距離 ×100
任意の5箇所において、得られた試料における表面層、中間層、裏面層の断面をマイクロスコープにより100倍で観察し、厚みを測定し、平均値を求めた。
(3)透湿度
任意の5箇所において、JIS規格 L 1099 A−1法(塩化カルシウム法)にのっとり、表面層、裏面層、試料のそれぞれの透湿度(g/m2・24hr)を測定し、平均値を求めた。
任意の10箇所において、得られた試料における中間層の断面をマイクロスコープにより100倍で観察し、フィルムの表面に構成された孔の径を測定し、平均値を求めた。
(5)吸湿剤の平均粒径
レーザー回折式粒度分布測定装置(島津製作所製、SALD(登録商標)−200V)を用い、水を分散媒として測定し、体積基準で表した粒子径分布から、体積平均粒子径を求めた。
(6)空隙率
任意の5箇所において、得られた試料における中間層の断面をマイクロスコープにより100倍で観察し、孔部分の占める面積を求め、空隙率を測定し、平均値を求めた。尚、空隙率は次の式にて求めた。
空隙率(%)=(断面積−孔部分の合計面積)/断面積 ×100
任意の5箇所において、試料サイズ10cm×10cmを秤量瓶に入れ、温度25℃、湿度65%の恒温恒湿機に2時間調温・調湿後の重量を測定した。その後、温度25℃、湿度90%の恒温恒湿機に2時間調温・調湿後の重量を測定、この差重量より吸湿量を測定し、平均値を求めた。尚、吸湿量は次の式にて求めた。
吸湿量(g/m2)=(90%調湿後重量−65%調湿後重量)×100
任意の5箇所において、JIS L1092 7.1 B法(高水圧法)にのっとり、試料の表面層側からの耐水圧を測定し、平均値を求めた。
任意の5箇所において、温度25℃に調整された恒温機にて、湿度50%の容量500mlの容器に、試料サイズ5cm×5cmを静置し、その表面にガラスフィルターをのせ、そこへ蒸留水20μlを添加し、この容器中の1時間後の湿度を温湿度計にて測定し、平均値を求めた。
〇:湿度65%未満、試料表面が乾燥している。
△:湿度65%以上、80%未満、試料表面がやや湿潤している。
×:湿度80%以上、試料表面が湿潤している。
任意の5箇所において、試料をエタノール70%溶液に全体を1時間浸漬し、表面層の表面状態を観察した。
〇:外観変化なく、試料の膨潤が認められない。
△:若干膨潤が認められるが、乾燥後、回復する。
×:膨潤が認められ、フィルムの浮きが生じる。
任意の5箇所において、JIS L1021−11 テーバー摩耗試験方法にのっとり、摩耗輪CS−10、荷重500g、1000回転後の表面層の状態で判定した。
〇:試料に摩耗の形跡、及び破れが認められない。
△:試料に僅かに摩耗の形跡が認められる。
×:試料に破れが認められる。
まず、離型紙上に下記の透湿性樹脂基材溶液をコンマコーターで塗布し、100℃で乾燥後、厚みが20μmの膨潤率1%の透湿性フィルムを形成した。
(表面層/透湿性フィルム)
透湿性ウレタン樹脂(エーテル系ポリウレタン樹脂) 100部
溶剤(DMF/TOL) 50部
顔料(酸化チタン) 5部
(中間層/調湿性フィルム)
水系ウレタン樹脂(DIC社製 ハイドランHW−930) 100部
吸湿剤(粒径10μm、アクリルニトリル共重合体) 5部
発泡剤(DIC社製 DICNAL M−20) 3部
増粘剤(DIC社製 DICNAL MX) 0.5部
(裏面層/非透湿性フィルム)
非透湿性ウレタン樹脂(エステル系ポリウレタン樹脂) 100部
溶剤(DMF/TOL) 50部
(接着剤)
ウレタン樹脂(接着剤用エステル系ポリウレタン樹脂) 100部
溶剤(DMF) 50部
架橋剤(ポリイソシアネート) 5部
架橋促進剤 1部
表面層で用いる透湿性フィルムの水膨潤率が3%であること以外は実施例1と同様に実施した。
表面層で用いる透湿性フィルムの厚みを30μmにすること以外は実施例1と同様に実施した。
中間層で用いる調湿性フィルムの発泡倍率を2倍に調整し、乾燥後の厚みを50μm、表面に構成された孔の径を20μmに変更した。加えて、裏面層で用いる非透湿性フィルムの乾燥後の厚みを30μmに変更した以外は実施例1と同様に実施した。
中間層で用いる調湿性フィルムの発泡倍率を4倍に調整し、乾燥後の厚みを400μm、表面に構成された孔の径を200μmに変更した以外は実施例1と同様に実施した。
中間層で用いる調湿性フィルムの調湿性樹脂基材が下記に変更した以外は実施例1と同様に実施した。
(中間層/調湿性フィルム)
水系ウレタン樹脂(DIC社製 ハイドランHW−930) 100部
吸湿剤(粒径0.1μm、アクリルニトリル共重合体) 1部
発泡剤(DIC社製 DICNAL M−20) 3部
増粘剤(DIC社製 DICNAL MX) 1部
中間層で用いる調湿性フィルムの調湿性樹脂基材が下記に変更した以外は実施例1と同様に実施した。
(中間層/調湿性フィルム)
水系ウレタン樹脂(DIC社製 ハイドランHW−930) 100部
吸湿剤(粒径20μm、アクリルニトリル共重合体) 20部
発泡剤(DIC社製 DICNAL M−20) 3部
増粘剤(DIC社製 DICNAL MX) 1部
まず、離型紙上に下記の透湿性樹脂基材溶液をコンマコーターで塗布し、100℃で乾燥後、厚みが20μm、膨潤率3%の透湿性フィルムを形成した。
(表面層/透湿性フィルム)
透湿性ウレタン樹脂(エーテル系ポリウレタン樹脂) 100部
溶剤(DMF/TOL) 50部
顔料(酸化チタン) 5部
吸湿剤(粒径10μm、アクリルニトリル共重合体) 5部
(裏面層/非透湿性フィルム)
非透湿性ウレタン樹脂(エステル系ポリウレタン樹脂) 100部
溶剤(DMF/TOL) 50部
表面層に下記の非透湿性樹脂基材溶液をコンマコーターで塗布し、100℃で乾燥後、厚みが20μmの非透湿性フィルムを形成した以外は実施例1と同様に実施した。
(表面層/非透湿性フィルム)
非透湿性ウレタン樹脂(ポリカーボネート系ポリウレタン樹脂)100部
溶剤(DMF/TOL) 50部
顔料(酸化チタン) 5部
Claims (8)
- 身体が接触する面を表面層とすると、表面層に透湿性フィルム、中間層に調湿性フィルム、及び、裏面層に非透湿性フィルムを順に積層する少なくとも3層からなる多層構造を有する調湿性カバー材であって、前記透湿性フィルムが無孔構造であり、前記調湿性フィルムが、吸湿剤及び合成樹脂を含有し、少なくとも表面に複数の孔を有することを特徴とする調湿性カバー材。
- 前記調湿性フィルムの厚みが50〜400μmであることを特徴とする請求項1に記載の調湿性カバー材。
- 前記調湿性フィルムの表面に構成される孔の径が20〜200μmであることを特徴とする請求項1又は2に記載の調湿性カバー材。
- 前記吸湿剤の粒径が0.1〜20μmであることを特徴とする請求項1乃至3にいずれかに記載の調湿性カバー材。
- 前記透湿性フィルムの水膨潤率が3%以下であることを特徴とする請求項1乃至4のいずれかに記載の調湿性カバー材。
- 前記調湿性カバー材の透湿度が1300g/m2/24hr以下であることを特徴とする請求項1乃至5のいずれかに記載の調湿性カバー材。
- 前記調湿性カバー材の吸湿量が1g/m2以上であることを特徴とする請求項1乃至6のいずれかに記載の調湿性カバー材。
- 請求項1乃至7のいずれかに記載の調湿性カバー材の製造方法であって、
前記透湿性フィルムに、前記調湿性フィルムを積層する工程と、
前記調湿性フィルムに、非透湿性フィルムを積層する工程と、
を備える、調湿性カバー材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016005285A JP6721343B2 (ja) | 2016-01-14 | 2016-01-14 | 調湿性カバー材及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016005285A JP6721343B2 (ja) | 2016-01-14 | 2016-01-14 | 調湿性カバー材及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017124552A true JP2017124552A (ja) | 2017-07-20 |
| JP6721343B2 JP6721343B2 (ja) | 2020-07-15 |
Family
ID=59363604
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016005285A Active JP6721343B2 (ja) | 2016-01-14 | 2016-01-14 | 調湿性カバー材及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6721343B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020067179A (ja) * | 2018-10-22 | 2020-04-30 | 楼碧云 | 車両用緊急ブレーキ装置 |
| JP2022082380A (ja) * | 2020-11-20 | 2022-06-01 | 株式会社イノアックコーポレーション | 縫製品、表皮一体発泡成形品及び縫製品の製造方法 |
| JP2023112507A (ja) * | 2022-02-01 | 2023-08-14 | セーレン株式会社 | 調湿性布帛 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6477530A (en) * | 1988-08-13 | 1989-03-23 | Hiraoka & Co Ltd | Condensation preventive waterproof sheet |
| JPH01157200U (ja) * | 1988-04-19 | 1989-10-30 | ||
| JPH0884641A (ja) * | 1994-09-19 | 1996-04-02 | Marukoshi Kasei Kk | 調湿性装寝具 |
| JPH0889744A (ja) * | 1994-09-19 | 1996-04-09 | Marukoshi Kasei Kk | 調湿性エラストマーシート素材 |
| JPH1114115A (ja) * | 1997-06-25 | 1999-01-22 | Mitsubishi Electric Corp | 加湿用シート及び加湿装置及び換気・加湿装置 |
| JP2004068212A (ja) * | 2002-08-07 | 2004-03-04 | Toyobo Co Ltd | 透湿防水布帛 |
| JP2004098463A (ja) * | 2002-09-09 | 2004-04-02 | Toyobo Co Ltd | 調湿調温積層体及びその製造法 |
| JP2008121141A (ja) * | 2006-11-11 | 2008-05-29 | Unitica Fibers Ltd | 高発泡層を備えた透湿防水性布帛及びその製造方法 |
| JP2010012777A (ja) * | 2008-06-03 | 2010-01-21 | Seiren Co Ltd | 透湿性防水布帛およびその製造方法 |
| WO2013157156A1 (ja) * | 2012-04-18 | 2013-10-24 | 株式会社オーシンエムエルピー | 多層シート、それを備える保温用構造物及び多層シートの製造方法 |
-
2016
- 2016-01-14 JP JP2016005285A patent/JP6721343B2/ja active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01157200U (ja) * | 1988-04-19 | 1989-10-30 | ||
| JPS6477530A (en) * | 1988-08-13 | 1989-03-23 | Hiraoka & Co Ltd | Condensation preventive waterproof sheet |
| JPH0884641A (ja) * | 1994-09-19 | 1996-04-02 | Marukoshi Kasei Kk | 調湿性装寝具 |
| JPH0889744A (ja) * | 1994-09-19 | 1996-04-09 | Marukoshi Kasei Kk | 調湿性エラストマーシート素材 |
| JPH1114115A (ja) * | 1997-06-25 | 1999-01-22 | Mitsubishi Electric Corp | 加湿用シート及び加湿装置及び換気・加湿装置 |
| JP2004068212A (ja) * | 2002-08-07 | 2004-03-04 | Toyobo Co Ltd | 透湿防水布帛 |
| JP2004098463A (ja) * | 2002-09-09 | 2004-04-02 | Toyobo Co Ltd | 調湿調温積層体及びその製造法 |
| JP2008121141A (ja) * | 2006-11-11 | 2008-05-29 | Unitica Fibers Ltd | 高発泡層を備えた透湿防水性布帛及びその製造方法 |
| JP2010012777A (ja) * | 2008-06-03 | 2010-01-21 | Seiren Co Ltd | 透湿性防水布帛およびその製造方法 |
| WO2013157156A1 (ja) * | 2012-04-18 | 2013-10-24 | 株式会社オーシンエムエルピー | 多層シート、それを備える保温用構造物及び多層シートの製造方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020067179A (ja) * | 2018-10-22 | 2020-04-30 | 楼碧云 | 車両用緊急ブレーキ装置 |
| JP2022082380A (ja) * | 2020-11-20 | 2022-06-01 | 株式会社イノアックコーポレーション | 縫製品、表皮一体発泡成形品及び縫製品の製造方法 |
| JP7742702B2 (ja) | 2020-11-20 | 2025-09-22 | 株式会社イノアックコーポレーション | 縫製品、表皮一体発泡成形品及び縫製品の製造方法 |
| JP2023112507A (ja) * | 2022-02-01 | 2023-08-14 | セーレン株式会社 | 調湿性布帛 |
| JP7810565B2 (ja) | 2022-02-01 | 2026-02-03 | セーレン株式会社 | 調湿性布帛 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6721343B2 (ja) | 2020-07-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA1159349A (en) | Breathable laminate | |
| JP5797184B2 (ja) | 防水透湿性複合膜及び防水透湿性複合膜を有する防水透湿性布帛 | |
| JPH09500844A (ja) | 2方向に伸長可能な布帛ラミネート及びそれから製造された物品 | |
| EP2189285B1 (en) | Air permeable waterproof bicomponent film | |
| TWI383083B (zh) | 具透氣及吸附之多孔性材料紡織品及其製備方法 | |
| PL211961B1 (pl) | Chemiczne pokrycie ochronne, chemiczny wyrób ochronny oraz sposób zabezpieczania osoby przed oddziaływaniem chemikaliów | |
| Mukhopadhyay et al. | Waterproof breathable fabrics | |
| JP6721343B2 (ja) | 調湿性カバー材及びその製造方法 | |
| ES2706226T3 (es) | Material flexible en capas para mayor transpirabilidad y control de humedad | |
| KR101912828B1 (ko) | 무팽윤성 기공타입의 통기방수성 필름, 그의 제조방법 및 그를 이용한 용도 | |
| CA2556530C (en) | Chemical-resistant breathable textile laminate | |
| US20220090315A1 (en) | Synthetic leather and method for manufacturing synthetic leather | |
| Midha et al. | Smart breathable coatings for textiles | |
| JP2004182916A (ja) | 透湿性樹脂組成物及び透湿性伸縮フィルム | |
| JP7810565B2 (ja) | 調湿性布帛 | |
| JP2005042062A (ja) | 防水フィルムおよび透湿性防水布帛 | |
| JP2019042992A (ja) | ウレタン樹脂積層体、及びその製造方法 | |
| JP2022102131A (ja) | 血液及びウイルス遮断防水透湿複合不織布 | |
| CN111533934A (zh) | 一种高透湿高阻隔医用一次性防护服面料及其制备方法 | |
| EP1719437B1 (en) | An article for rest | |
| US20040214492A1 (en) | Hybrid microporous membrane | |
| JP2021041550A (ja) | 透湿防水性布帛およびこれを含む衣類、ならびに該透湿防水性布帛の製造方法 | |
| CN120716288B (zh) | 基于梯度微孔结构的可降解透气复合膜及其制备方法与应用 | |
| JP2024145798A (ja) | 衣料用積層体および感染防止衣料 | |
| US20060019563A1 (en) | "Barrier" substrate |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190110 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190920 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191023 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191212 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200521 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200618 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6721343 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |