JP2017128838A - 炭素繊維前駆体繊維束および炭素繊維束の製造方法 - Google Patents
炭素繊維前駆体繊維束および炭素繊維束の製造方法 Download PDFInfo
- Publication number
- JP2017128838A JP2017128838A JP2016088898A JP2016088898A JP2017128838A JP 2017128838 A JP2017128838 A JP 2017128838A JP 2016088898 A JP2016088898 A JP 2016088898A JP 2016088898 A JP2016088898 A JP 2016088898A JP 2017128838 A JP2017128838 A JP 2017128838A
- Authority
- JP
- Japan
- Prior art keywords
- carbon fiber
- fiber bundle
- filter medium
- spinning
- polyacrylonitrile
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Landscapes
- Inorganic Fibers (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
- Artificial Filaments (AREA)
Abstract
Description
上記の目的を達成するために、本発明の一実施態様に係る炭素繊維前駆体繊維束の製造方法は、次の構成を有するものである。すなわち、本発明の炭素繊維前駆体繊維束の製造方法は、ポリアクリロニトリル系重合体が溶媒に溶解されてなる紡糸溶液を紡糸して炭素繊維前駆体繊維束を得るに際し、紡糸に先立ち、濾過精度B(μm) と濾材厚みC(μm) を有するフィルター濾材を用い、濾過速度A(cm/時間) が下記式(1)および下記式(2)を満足する条件で、紡糸溶液を濾過することを特徴とする炭素繊維前駆体繊維束の製造方法である。
0.1 ≦ A ≦ 15 ・・・(2)。
α = 1−1(1+exp(7−A)) ・・・(4)
β = 1−1(1+exp(−0.23×B)) ・・・(5)。
・紡糸ドラフト=(凝固糸の引き取り速度)/(吐出線速度)。
0.1 ≦ A ≦ 15 ・・・(2)。
α = 1−1/(1+exp(7−A)) ・・・(4)
β = 1−1/(1+exp(−0.23×B)) ・・・(5)。
B≧3 ・・・(6)。
熱量の積算値(J・h/g)=T×t×1.507
ここで耐炎化工程に温度条件が複数ある場合には、各温度での滞留時間から熱量を計算して、積算すればよい。
測定しようとする重合体が、濃度0.1質量%でジメチルホルムアミド(0.01N−臭化リチウム添加)に溶解した検体溶液を作製した。作製した検体溶液について、GPC装置を用いて、次の条件で測定したGPC曲線から分子量分布曲線を求め、Z平均分子量Mz、重量平均分子量Mwを算出した。さらに、Mz、Mwの値からMz/Mwを算出した。
・カラム:極性有機溶媒系GPC用カラム
・流速:0.5ml/分
・温度:75℃
・試料濾過:メンブレンフィルター(0.45μmカット)
・注入量:200μl
・検出器:示差屈折率検出器。
6000フィラメントの炭素繊維前駆体繊維束を1m/分の速度で走行させながら、繊維束中の単繊維切れ(以下、毛羽と呼ぶ)および単繊維切れの集合体(以下、毛玉と呼ぶ)の個数の総和を数え、三段階評価した。評価基準は、次の通りである。なお、炭素繊維前駆体繊維束が3000フィラメントの場合は毛羽・毛玉の数を1.4倍に、炭素繊維前駆体繊維束が12000フィラメントの場合は毛羽・毛玉の数を0.7倍とすることで、評価基準を合わせることが出来る。なお、数値は小数点以下を四捨五入し整数とした。
・◎:繊維600m中、1個以下
・○:繊維600m中、2〜4個
・△:繊維600m中、5〜30個。
紡糸時のフィルター濾材の圧力損失が、濾過開始時から1MPa増加するまでの単位濾過面積あたりの濾液通過量を測定し、三段階評価した。評価基準は、次の通りである。
・◎:50L/cm2以上
・○:25L/cm2以上50L/cm2未満
・△:25L/cm2未満。
濾過された紡糸溶液を40℃の温度で紡糸口金から一旦空気中に吐出し、2mmの空間を通過させた後、3℃の温度にコントロールした20質量%ジメチルスルホキシドの水溶液からなる凝固浴に導入する乾湿式紡糸法により紡糸する際、吐出線速度を2m/分となるように口金への送液量を調整し、凝固糸の巻き取り速度を変更することで糸切れの発生する速度を測定。糸切れの発生した巻き取り速度を吐出線速度で割った値を紡糸限界ドラフトとして評価した。
炭素繊維樹脂含浸ストランドの引張弾性率、引張強度および応力−ひずみ曲線は、JIS R7608(2008)「樹脂含浸ストランド試験法」に従って求めた。ストランド弾性率Eは歪み範囲0.1〜0.6%の範囲で測定し、初期弾性率は歪み0における応力−ひずみ曲線の傾きから求めた。なお、試験片は、次の樹脂組成物を炭素繊維束に含浸し、130℃の温度で35分間熱処理の硬化条件により作製した。
・3、4−エポキシシクロヘキシルメチル−3、4−エポキシ−シクロヘキサン−カルボキシレート(100質量部)
・3フッ化ホウ素モノエチルアミン(3質量部)
・アセトン(4質量部)。
1.0〜3.0gの繊維を採取し、120℃で2時間絶乾した。次に絶乾質量A(g)を測定した後、エタノールに含浸させ十分脱泡してから、溶媒浴中の繊維質量B(g)を測定し、繊維比重=(A×ρ)/(A−B)により繊維比重を求めた。
測定に供する耐炎化繊維は、凍結粉砕後に2mgを精秤して採取し、それをKBr300mgと良く混合して、成形用治具に入れてプレス機を用いて40MPaで2分間加圧することで測定用錠剤を作製した。この錠剤をフーリエ変換赤外分光光度計にセットし、1000〜2000cm−1の範囲でスペクトルを測定した。なお、バックグラウンド補正は、1700〜2000cm−1の範囲における最小値が0になるようにその最小値を各強度から差し引くことで行った。なお、上記フーリエ変換赤外分光光度計として、パーキンエルマー製Paragon1000を用いた。
炭素繊維前駆体束と同様の方法で、6000フィラメントの炭素繊維束を1m/分の速度で走行させながら、繊維束中の単繊維切れ(以下、毛羽と呼ぶ)および単繊維切れの集合体(以下、毛玉と呼ぶ)の個数の総和を数え、三段階評価した。評価基準は、次の通りである。なお、炭素繊維束が3000フィラメントの場合は毛羽・毛玉の数を1.4倍に、炭素繊維束が12000フィラメントの場合は毛羽・毛玉の数を0.7倍とすることで、評価基準を合わせることが出来る。なお、数値は小数点以下を四捨五入し整数とした。
・◎:繊維600m中、1個以下
・○:繊維600m中、2〜4個
・△:繊維600m中、5〜30個。
アクリロニトリル100質量部、イタコン酸1質量部、ラジカル開始剤として2,2’−アゾビスイソブチロニトリル0.4質量部、および連鎖移動剤としてオクチルメルカプタン0.1質量部をジメチルスルホキシド370質量部に均一に溶解し、それを還流管と攪拌翼を備えた反応容器に入れた。反応容器内の空間部を窒素置換した後、攪拌しながら下記の重合条件Aの熱処理を行い、溶液重合法により重合して、ポリアクリロニトリル系重合体溶液を得た。
(重合条件A)
(1)61℃の温度で4時間保持
(2)61℃から80℃へ昇温(昇温速度10℃/時間)
(3)80℃の温度で6時間保持。
フィルター濾材を、濾過精度Bが9μm、濾材厚みCが3200μm、濾材目付Dが6400g/m2の金属焼結フィルターに変更した他は、実施例1と同様にして炭素繊維前駆体繊維束を得た。
フィルター濾材を、濾過精度Bが10μm、濾材厚みCが1600μm、濾材目付Dが3200g/m2の金属焼結フィルターに変更した他は、実施例1と同様にして炭素繊維前駆体繊維束を得た。
濾過条件において、濾過速度Aを6cm/時間に変更し、紡糸口金の孔数を3000に変更した他は、実施例1と同様にして炭素繊維前駆体繊維束を得た。
フィルター濾材を、濾過精度Bが9μm、濾材厚みCが3200μm、濾材目付Dが6400g/m2の金属焼結フィルターに変更した他は、実施例3と同様にして炭素繊維前駆体繊維束を得た。
フィルター濾材を、濾過精度Bが9μm、濾材厚みCが6400μm、濾材目付Dが12800g/m2の金属焼結フィルターに変更した他は、実施例3と同様にして炭素繊維前駆体繊維束を得た。
濾過条件において、濾過速度Aを12cm/時間に変更した他は、実施例3と同様にして炭素繊維前駆体繊維束を得た。
フィルター濾材を、濾過精度Bが9μm、濾材厚みCが6400μm、濾材目付Dが12800g/m2の金属焼結フィルターに変更した他は、比較例3と同様にして炭素繊維前駆体繊維束を得た。
アクリロニトリル100質量部、ラジカル開始剤として2,2’−アゾビスイソブチロニトリル0.01質量部、およびジメチルスルホキシド200質量部を混合し、それを還流管と攪拌翼を備えた反応容器に入れた。反応容器内の空間部を窒素置換した後、攪拌しながら下記の重合条件Bの熱処理を行い、溶液重合法により重合して、ポリアクリロニトリル系重合体溶液の一次溶液を得た。
(1)30℃から61℃へ昇温(昇温速度120℃/時間)
(2)61℃の温度で3時間保持。
(1)61℃の温度で4時間保持
(2)61℃から80℃へ昇温(昇温速度10℃/時間)
(3)80℃の温度で6時間保持。
フィルター濾材を、濾過精度Bが2μm、濾材厚みCが400μm、濾材目付Dが1700g/m2の金属焼結フィルターに変更した他は、実施例5と同様にして炭素繊維前駆体繊維束を得た。
フィルター濾材を、濾過精度Bが9μm、濾材厚みCが3200μm、濾材目付Dが6400g/m2の金属焼結フィルターに変更した他は、実施例5と同様にして炭素繊維前駆体繊維束を得た。
濾過条件において、濾過速度Aを6cm/時間に変更し、紡糸口金の孔数を3000に変更した他は、実施例5と同様にして炭素繊維前駆体繊維束を得た。
フィルター濾材を、濾過精度Bが10μm、濾材厚みCが1600μm、濾材目付Dが3200g/m2の金属焼結フィルターに変更した他は、実施例8と同様にして炭素繊維前駆体繊維束を得た。
フィルター濾材を、濾過精度Bが9μm、濾材厚みCが6400μm、濾材目付Dが12800g/m2の金属焼結フィルターに変更した他は、実施例8と同様にして炭素繊維前駆体繊維束を得た。
フィルター濾材を、濾過精度Bが6μm、濾材厚みCが1800μm、濾材目付Dが6400g/m2の金属焼結フィルターに変更し、濾過条件において、濾過速度Aを3cm/時間に変更し、紡糸口金の孔数を1500に変更した他は、実施例8と同様にして炭素繊維前駆体繊維束を得た。
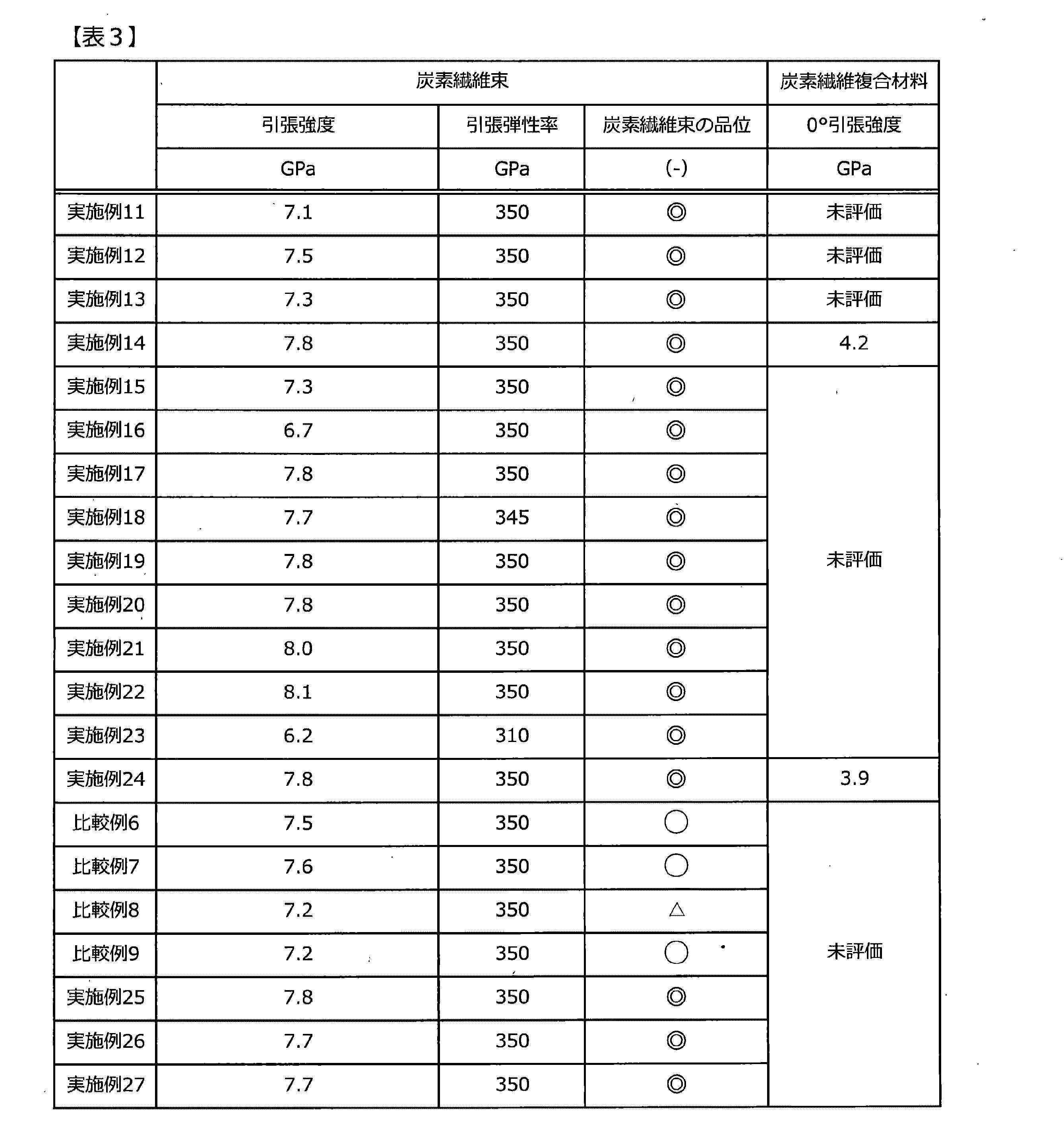
実施例1〜4および比較例1〜4で得られた各炭素繊維前駆体繊維束を、それぞれ表2に示す耐炎化温度および耐炎化時間の条件を用いて、空気雰囲気のオーブン中で、延伸比1で延伸しながら耐炎化処理した。第1炉耐炎化後の繊維束および耐炎化繊維束の特性は表2に示す通りであった。得られた耐炎化繊維束を、温度300〜800℃の窒素雰囲気中において、延伸比1.15で延伸しながら予備炭素化処理を行い、予備炭素化繊維束を得た。得られた予備炭素化繊維束を、窒素雰囲気中において、最高温度1500℃、張力14mN/dTexで炭素化処理を行った。得られた炭素繊維束に、表面処理およびサイジング剤塗布処理を行って最終的な炭素繊維束としたものの物性および品位を表3に示す。比較例6〜9については、炭素繊維前駆体繊維束の品位が悪く、耐炎化〜予備炭素化〜炭素化の各工程において毛羽が散発したため、工程の監視が常に必要であった。
Claims (11)
- ポリアクリロニトリル系重合体が溶媒に溶解されてなる紡糸溶液を紡糸して炭素繊維前駆体繊維束を得るに際し、紡糸に先立ち、濾過精度B(μm)と濾材厚みC(μm)を有するフィルター濾材を用い、濾過速度A(cm/時間)が下記式(1)および下記式(2)を満足する条件で、紡糸溶液を濾過することを特徴とする炭素繊維前駆体繊維束の製造方法。
A3 ≦ −100×B+0.3×C+150 ・・・(1)
0.1 ≦ A ≦ 15 ・・・(2) - ポリアクリロニトリル系重合体が溶媒に溶解されてなる紡糸溶液を紡糸して炭素繊維前駆体繊維束を得るに際し、紡糸に先立ち、濾過精度B(μm)と濾材目付D(g/m2)を有するフィルター濾材を用い、濾過速度A(cm/時間)が下記式(3)〜(5)を満足する条件で、紡糸溶液を濾過することを特徴とする炭素繊維前駆体繊維束の製造方法。
D − 600/(α×β) ≧ 0 ・・・(3)
α = 1−1/(1+exp(7−A)) ・・・(4)
β = 1−1/(1+exp(−0.23×B)) ・・・(5) - 前記式(1)〜(5)の全ての式を満足する条件で、紡糸溶液を濾過する、請求項1または2に記載の炭素繊維前駆体繊維束の製造方法。
- 濾過精度B(μm)が下記式(6)を満たす、請求項1〜3のいずれかに記載の炭素繊維前駆体繊維束の製造方法。
B≧3 ・・・(6) - 前記ポリアクリロニトリル系重合体は、Mwが30万〜50万であり、Mz/Mwが1.5〜6.0である、請求項1〜4のいずれかに記載の炭素繊維前駆体繊維束の製造方法。
- 前記ポリアクリロニトリル系重合体は、アクリロニトリルに共重合成分を単量体全体の0.1〜2質量%共重合させてなるポリアクリロニトリル系共重合体である、請求項1〜5のいずれかに記載の炭素繊維束の製造方法。
- 請求項1〜6のいずれかに記載の方法で炭素繊維前駆体繊維束を得た後に、該炭素繊維前駆体繊維束を耐炎化処理および炭素化処理する、炭素繊維束の製造方法。
- 炭素繊維前駆体繊維束を、赤外スペクトルの1370cm−1ピーク強度に対する1453cm−1ピーク強度の比が0.98〜1.10の範囲となるまで8〜25分間耐炎化する第1耐炎化工程を行い、さらに、赤外スペクトルの1370cm−1ピーク強度に対する1453cm−1ピーク強度の比を0.70〜0.75の範囲、かつ、赤外スペクトルの1370cm−1ピーク強度に対する1254cm−1ピーク強度の比を0.50〜0.65の範囲となるまで5〜14分間耐炎化する第2耐炎化工程を行って耐炎化繊維束を得て、その後、耐炎化繊維束を1000〜3000℃の不活性雰囲気中で炭素化する炭素化工程を行う、請求項7に記載の炭素繊維束の製造方法。
- 耐炎化のトータルの処理時間を13〜20分の範囲とする、請求項8に記載の炭素繊維束の製造方法。
- 耐炎化中の繊維の比重が1.22以上の範囲において220℃以上の空気中で熱処理される際に与えられる熱量の積算値が50〜150J・h/gの範囲内となるように耐炎化する、請求項8または9に記載の炭素繊維束の製造方法。
- 耐炎化繊維束の比重が1.28〜1.32の範囲となるように耐炎化する、請求項8〜10のいずれかに記載の炭素繊維束の製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016006129 | 2016-01-15 | ||
| JP2016006129 | 2016-01-15 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017128838A true JP2017128838A (ja) | 2017-07-27 |
| JP6728938B2 JP6728938B2 (ja) | 2020-07-22 |
Family
ID=59396077
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016088898A Expired - Fee Related JP6728938B2 (ja) | 2016-01-15 | 2016-04-27 | 炭素繊維前駆体繊維束および炭素繊維束の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6728938B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018141251A (ja) * | 2017-02-28 | 2018-09-13 | 東レ株式会社 | 炭素繊維束およびその製造方法 |
| JP2019112730A (ja) * | 2017-12-21 | 2019-07-11 | 東レ株式会社 | 炭素繊維束およびその製造方法 |
| JP2019203232A (ja) * | 2018-05-25 | 2019-11-28 | 株式会社豊田中央研究所 | 炭素材料前駆体の耐炎化処理装置及びそれを用いた炭素材料前駆体の耐炎化処理方法 |
| WO2023042597A1 (ja) * | 2021-09-15 | 2023-03-23 | 東レ株式会社 | 炭素繊維束およびその製造方法 |
| CN117867680A (zh) * | 2022-10-12 | 2024-04-12 | 中国石油化工股份有限公司 | 一种聚丙烯腈基碳纤维原丝及其制备方法、过滤装置 |
| WO2024217057A1 (zh) | 2023-04-17 | 2024-10-24 | 中国石油化工股份有限公司 | 聚丙烯腈基碳纤维、原液及其制备方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009209487A (ja) * | 2008-03-05 | 2009-09-17 | Toray Ind Inc | 炭素繊維前駆体繊維の製造方法 |
| JP2009256833A (ja) * | 2008-04-18 | 2009-11-05 | Toray Ind Inc | 炭素繊維および補強織物 |
| JP2015010290A (ja) * | 2013-06-27 | 2015-01-19 | 東レ株式会社 | 炭素繊維束およびその製造方法 |
| JP5907321B1 (ja) * | 2014-10-29 | 2016-04-26 | 東レ株式会社 | 炭素繊維束およびその製造方法 |
-
2016
- 2016-04-27 JP JP2016088898A patent/JP6728938B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009209487A (ja) * | 2008-03-05 | 2009-09-17 | Toray Ind Inc | 炭素繊維前駆体繊維の製造方法 |
| JP2009256833A (ja) * | 2008-04-18 | 2009-11-05 | Toray Ind Inc | 炭素繊維および補強織物 |
| JP2015010290A (ja) * | 2013-06-27 | 2015-01-19 | 東レ株式会社 | 炭素繊維束およびその製造方法 |
| JP5907321B1 (ja) * | 2014-10-29 | 2016-04-26 | 東レ株式会社 | 炭素繊維束およびその製造方法 |
| WO2016068034A1 (ja) * | 2014-10-29 | 2016-05-06 | 東レ株式会社 | 炭素繊維束およびその製造方法 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018141251A (ja) * | 2017-02-28 | 2018-09-13 | 東レ株式会社 | 炭素繊維束およびその製造方法 |
| JP2019112730A (ja) * | 2017-12-21 | 2019-07-11 | 東レ株式会社 | 炭素繊維束およびその製造方法 |
| JP7322327B2 (ja) | 2017-12-21 | 2023-08-08 | 東レ株式会社 | 炭素繊維束およびその製造方法 |
| JP2019203232A (ja) * | 2018-05-25 | 2019-11-28 | 株式会社豊田中央研究所 | 炭素材料前駆体の耐炎化処理装置及びそれを用いた炭素材料前駆体の耐炎化処理方法 |
| JP7112668B2 (ja) | 2018-05-25 | 2022-08-04 | 株式会社豊田中央研究所 | 炭素材料前駆体の耐炎化処理装置及びそれを用いた炭素材料前駆体の耐炎化処理方法 |
| WO2023042597A1 (ja) * | 2021-09-15 | 2023-03-23 | 東レ株式会社 | 炭素繊維束およびその製造方法 |
| JPWO2023042597A1 (ja) * | 2021-09-15 | 2023-03-23 | ||
| JP7845185B2 (ja) | 2021-09-15 | 2026-04-14 | 東レ株式会社 | 炭素繊維束 |
| CN117867680A (zh) * | 2022-10-12 | 2024-04-12 | 中国石油化工股份有限公司 | 一种聚丙烯腈基碳纤维原丝及其制备方法、过滤装置 |
| WO2024217057A1 (zh) | 2023-04-17 | 2024-10-24 | 中国石油化工股份有限公司 | 聚丙烯腈基碳纤维、原液及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6728938B2 (ja) | 2020-07-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101553511B (zh) | 聚丙烯腈类聚合物和其制造方法及碳纤维母体纤维的制造方法及碳纤维和其制造方法 | |
| JP6728938B2 (ja) | 炭素繊維前駆体繊維束および炭素繊維束の製造方法 | |
| JP4924484B2 (ja) | 炭素繊維前駆体繊維の製造方法 | |
| JP4924714B2 (ja) | 炭素繊維前駆体繊維および炭素繊維とその製造方法 | |
| JP6338023B2 (ja) | 炭素繊維束およびその製造方法 | |
| JP4962667B1 (ja) | ポリアクリロニトリル繊維の製造方法および炭素繊維の製造方法 | |
| KR102603178B1 (ko) | 탄소섬유 다발 및 그 제조 방법 | |
| JP5691366B2 (ja) | 炭素繊維の製造方法 | |
| KR102189516B1 (ko) | 탄소 섬유 다발 및 내염화 섬유 다발 | |
| JP5141598B2 (ja) | 炭素繊維前駆体繊維の製造方法 | |
| JP4924469B2 (ja) | 炭素繊維前駆体繊維および炭素繊維の製造方法 | |
| JP4957632B2 (ja) | 炭素繊維前駆体繊維の製造方法 | |
| JP5540676B2 (ja) | 炭素繊維前駆体繊維とその製造方法および炭素繊維の製造方法 | |
| JP2009079343A (ja) | 炭素繊維用前駆体繊維および炭素繊維の製造方法 | |
| JP2018141251A (ja) | 炭素繊維束およびその製造方法 | |
| JP5741493B2 (ja) | アクリロニトリル系重合体溶液精製用フィルター材及び同フィルター材を用いたアクリロニトリル系重合体溶液の製造方法等 | |
| EP4095293A1 (en) | Carbon fiber, manufacturing method therefor, and carbon fiber composite material | |
| JP2008214562A (ja) | ポリアクリロニトリル系重合体組成物および炭素繊維の製造方法 | |
| JP4983709B2 (ja) | 炭素繊維前駆体繊維および炭素繊維の製造方法 | |
| JP5146004B2 (ja) | ポリアクリロニトリル系重合体組成物および炭素繊維の製造方法 | |
| JP2018076612A (ja) | 炭素繊維前駆体繊維束および炭素繊維束の製造方法 | |
| JP5141591B2 (ja) | 炭素繊維前駆体繊維および炭素繊維の製造方法 | |
| JP2011122254A (ja) | 炭素繊維前駆体繊維束および炭素繊維束とそれらの製造方法 | |
| JP2011122255A (ja) | 炭素繊維前駆体繊維束および炭素繊維束とそれらの製造方法 | |
| JP2011213774A (ja) | 炭素繊維製造用ポリアクリロニトリルおよびポリアクリロニトリル系前駆体繊維および炭素繊維の製造方法。 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190412 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200110 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200121 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200206 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200602 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200615 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6728938 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |