JP2017131960A - プレス成形品の製造方法、プレス成形品及びプレス成形装置 - Google Patents
プレス成形品の製造方法、プレス成形品及びプレス成形装置 Download PDFInfo
- Publication number
- JP2017131960A JP2017131960A JP2016015907A JP2016015907A JP2017131960A JP 2017131960 A JP2017131960 A JP 2017131960A JP 2016015907 A JP2016015907 A JP 2016015907A JP 2016015907 A JP2016015907 A JP 2016015907A JP 2017131960 A JP2017131960 A JP 2017131960A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- press
- pressed
- bent
- molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000465 moulding Methods 0.000 title claims abstract description 180
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 72
- 238000003825 pressing Methods 0.000 claims abstract description 69
- 230000002093 peripheral effect Effects 0.000 claims description 77
- 238000000034 method Methods 0.000 claims description 44
- 238000007731 hot pressing Methods 0.000 claims description 3
- 238000013459 approach Methods 0.000 abstract description 7
- 239000000463 material Substances 0.000 description 27
- 238000005452 bending Methods 0.000 description 13
- 229910052751 metal Inorganic materials 0.000 description 12
- 239000002184 metal Substances 0.000 description 12
- 239000011325 microbead Substances 0.000 description 10
- 230000008569 process Effects 0.000 description 7
- 230000004048 modification Effects 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 230000008719 thickening Effects 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images



















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/88—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D13/00—Corrugating sheet metal, rods or profiles; Bending sheet metal, rods or profiles into wave form
- B21D13/02—Corrugating sheet metal, rods or profiles; Bending sheet metal, rods or profiles into wave form by pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/06—Stamping using rigid devices or tools having relatively-movable die parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/26—Deep-drawing for making peculiarly, e.g. irregularly, shaped articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/10—Die sets; Pillar guides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/06—Methods for forging, hammering, or pressing; Special equipment or accessories therefor for performing particular operations
- B21J5/08—Upsetting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/22—Deep-drawing with devices for holding the edge of the blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D35/00—Combined processes according to or processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/002—Processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/005—Processes combined with methods covered by groups B21D1/00 - B21D31/00 characterized by the material of the blank or the workpiece
- B21D35/006—Blanks having varying thickness, e.g. tailored blanks
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Forging (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Manufacture Of Motors, Generators (AREA)
Abstract
Description
[プレス成形装置]
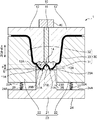
まず、本発明の実施形態1に係るプレス成形装置1の構成について、図1を主に参照して説明する。プレス成形装置1は、板状の被プレス部材30に形成された曲がった形状の被プレス部31をプレス成形することにより、断面視ハット状のプレス成形品を製造する装置である。ここで、「被プレス部」とは、被プレス部材においてプレスによって変形される部位をいう。プレス成形装置1は、上金型である第1金型10と、下金型である第2金型20と、駆動部40と、を有する。以下、図1の上下方向を単に「上下方向」という。なお、上下方向は必ずしも重力方向である必要はない。第2金型20は第1金型10に対して上下方向に対向する。駆動部40は、第1金型10を第2金型20に近づくように又は第2金型20から離れるように上下方向に移動させる。
次に、上記プレス成形装置1を用いて被プレス部31をプレス成形するプロセスについて、図5に示すフローチャート及び図1,6〜10を主に参照して説明する。図1,6〜10は、第1金型10を第2金型20に向かって下降させることによりプレス空間Sを縮小し、被プレス部31をプレス成形する過程を順に示している。また本実施形態では、加熱により軟化した被プレス部材30をプレス成形するホットプレスについて説明するがこれに限定されず、冷間加工においても本製造方法を同様に用いることができる。
次に、本実施形態に係るプレス成形品90について、図12を参照して説明する。プレス成形品90は、例えばフロントピラー、クロスメンバー、サイドシルなどの自動車用の骨格部材として用いられる部品であって、上記本実施形態に係るプレス成形品の製造方法により製造されている。
次に、上記本実施形態に係るプレス成形装置1及びプレス成形品の製造方法の特徴及びその作用効果について説明する。
実施形態1では、変形工程S22において、プレスの前後において被プレス部31の板厚を変化させることなく凹凸領域91Aを付与することも可能である。この場合であっても、凹凸領域91Aが付与されることにより、プレス成形品の強度を確保することができる。以下の実施形態においても同様である。なお、凹凸領域91Aにおける凹凸部分の上下方向(図9等参照)の高さ、すなわち、頂部と底部との間の距離は被プレス部31が増厚される場合に比べて高くなる。このように、被プレス部31は、プレス成形により板厚が減少しなければ良く、上記実施形態1のように増厚するようにプレス成形されてもよいし、一定の板厚を保持するようにプレス成形されてもよい。
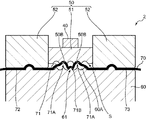
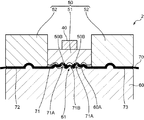
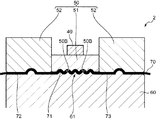
次に、本発明の実施形態2に係るプレス成形装置2及びプレス成形品の製造方法について、図13〜図18を参照して説明する。なお、実施形態2では、上記実施形態1と異なる点についてのみ詳細に説明する。
図13に示すように、プレス成形装置2は、板状の被プレス部材70に形成された断面視M字状に曲がった形状の被プレス部71をプレス成形することによりプレス成形品を製造する装置である。被プレス部71の線長は、上記実施形態1と同様に、図12に示すプレス成形品90における凹凸領域91Aに沿った長さよりも大きくなっている。プレス成形装置2は、上金型50と、下金型60と、駆動部40と、を有する。実施形態2では、後述するように押圧部61が下金型60に設けられており、下金型60は、図1に示す押圧部14が設けられる第1金型10に対応している。以下、下金型60を「第1金型60」と呼ぶ。保持部50Bは上金型50に設けられており、上金型50は、図1に示す保持部20Bが設けられる第2金型20に対応する。以下、上金型50を「第2金型50」と呼ぶ。駆動部40は、第2金型50を第1金型60に近づくように又は第1金型60から離れるように上下方向に移動させる。つまり、実施形態2では、上記実施形態1と異なり、第1金型60の位置を固定しつつ第2金型50を上下移動させる。
次に、上記プレス成形装置2を用いて実施されるプレス成形品の製造方法について説明する。
次に、本発明の実施形態3に係るプレス成形装置3及びプレス成形品の製造方法について、図19を参照して説明する。なお、実施形態3では、上記実施形態1と異なる点についてのみ説明する。
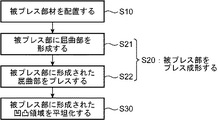
次に、本発明の実施形態4に係るプレス成形品の製造方法について、図20のフローチャートを参照して説明する。図20に示すように、実施形態4では、上記実施形態1と同様に被プレス部材30を配置する工程S10及び被プレス部31をプレス成形する工程S20が順に実施された後、被プレス部31の凹凸領域を平坦化する工程S30がさらに実施される。
最後に、本発明のその他実施形態について説明する。
10 上金型(第1金型)
10A 上側プレス成形面(プレス成形面)
14 押圧部
20 下金型(第2金型)
20A 下側プレス成形面(プレス成形面)
20B 保持部
30 被プレス部材
31 被プレス部
31A 第1屈曲部
31B 第2屈曲部
32,33 周辺部
40 駆動部
90 プレス成形品
91 天板部(増厚部)
91A 凹凸領域
P1,P2 接続部
S プレス空間
T1,T2 板厚
Claims (15)
- 板状の被プレス部材に形成された曲がった形状の被プレス部をプレス成形することによりプレス成形品を製造する方法であって、
前記被プレス部材を第1金型と第2金型との間に配置する工程と、
前記第1金型と前記第2金型とを相対移動させて互いに近づけることにより、前記被プレス部の高さが小さくなるように前記被プレス部をプレス成形する工程と、を備え、
前記プレス成形する工程では、
前記被プレス部において前記第2金型に向かって凸状に屈曲する一対の第1屈曲部を、前記第2金型において互いに離間するように設けられた溝状の一対の保持部により保持しつつ、前記被プレス部において前記一対の第1屈曲部の間の位置から前記第1金型に向かって凸状に屈曲する第2屈曲部を前記第1金型の押圧部によりプレスして変形させる、プレス成形品の製造方法。 - 前記プレス成形する工程では、前記被プレス部を増厚する、請求項1に記載のプレス成形品の製造方法。
- 前記プレス成形する工程では、成形後に前記被プレス部の高さがなくなるまで前記被プレス部をプレス成形する、請求項1又は2に記載のプレス成形品の製造方法。
- 前記プレス成形する工程では、成形後の前記被プレス部が成形前よりも高さが小さい屈曲形状を有するように前記被プレス部をプレス成形する、請求項1又は2に記載のプレス成形品の製造方法。
- 前記プレス成形する工程では、前記被プレス部材のうち前記被プレス部の周辺部を前記第1金型および前記第2金型により挟持する、請求項1〜4の何れか1項に記載のプレス成形品の製造方法。
- 前記プレス成形する工程において、前記被プレス部に前記第1屈曲部及び前記第2屈曲部を形成する、請求項1〜5の何れか1項に記載のプレス成形品の製造方法。
- 前記第1金型は、前記押圧部を有する第1金型中央部と、前記第1金型中央部と別体に形成され、前記第1金型中央部と独立して移動可能に構成された第1金型周辺部と、を有し、
前記プレス成形する工程では、前記第1金型周辺部を前記第2金型に向かって移動させることにより前記被プレス部において前記第1屈曲部及び前記第2屈曲部を形成した後、前記第2屈曲部を前記押圧部によりプレスして変形させる、請求項6に記載のプレス成形品の製造方法。 - 前記プレス成形する工程では、前記第1屈曲部及び前記第2屈曲部が予め形成された前記被プレス部をプレス成形する、請求項1〜5の何れか1項に記載のプレス成形品の製造方法。
- 前記プレス成形する工程の完了時において、前記押圧部と前記第2金型との間の距離と前記保持部と前記第1金型との間の距離が同じである、請求項1〜8の何れか1項に記載のプレス成形品の製造方法。
- 前記プレス成形する工程では、前記被プレス部に凹凸領域を付与する、請求項1〜9の何れか1項に記載のプレス成形品の製造方法。
- 前記プレス成形する工程の後、前記凹凸領域を平坦化する工程をさらに備えた、請求項10に記載のプレス成形品の製造方法。
- ホットプレスにより前記被プレス部材を成形する、請求項1〜11の何れか1項に記載のプレス成形品の製造方法。
- 請求項1〜12の何れか1項に記載のプレス成形品の製造方法により製造されたプレス成形品。
- 板状の被プレス部材に形成された曲がった形状の被プレス部をプレス成形することによりプレス成形品を製造するプレス成形装置であって、
プレス成形面を有する第1金型と、
前記プレス成形面に対向するプレス成形面を有し、前記第1金型との間において前記被プレス部が収容されるプレス空間を形成する第2金型と、
前記プレス空間が縮小されるように前記第1金型と前記第2金型とを相対移動させて互いに近づける駆動部と、を備え、
前記第2金型には、前記被プレス部における2つの第1屈曲部を保持するための溝状の一対の保持部が互いに離間した状態で設けられ、
前記第1金型は、前記2つの保持部の間に位置すると共に前記第2金型に向かって突出する形状を有し、前記被プレス部における第2屈曲部をプレスするための押圧部を有する、プレス成形装置。 - 前記第1金型は、前記押圧部を有する第1金型中央部と、前記第1金型中央部と別体に形成され、前記第1金型中央部と独立して移動可能に構成された第1金型周辺部と、を有する、請求項14に記載のプレス成形装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016015907A JP6659380B2 (ja) | 2016-01-29 | 2016-01-29 | プレス成形品の製造方法及びプレス成形装置 |
| US15/366,989 US10300519B2 (en) | 2016-01-29 | 2016-12-01 | Manufacturing method of press-formed article, press-formed article, and press forming apparatus |
| CN201611248434.9A CN107020335B (zh) | 2016-01-29 | 2016-12-29 | 冲压成形件的制造方法、冲压成形件以及冲压成形装置 |
| EP17000007.9A EP3199256B1 (en) | 2016-01-29 | 2017-01-03 | Manufacturing method of press-formed article and press forming apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016015907A JP6659380B2 (ja) | 2016-01-29 | 2016-01-29 | プレス成形品の製造方法及びプレス成形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017131960A true JP2017131960A (ja) | 2017-08-03 |
| JP6659380B2 JP6659380B2 (ja) | 2020-03-04 |
Family
ID=57868010
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016015907A Active JP6659380B2 (ja) | 2016-01-29 | 2016-01-29 | プレス成形品の製造方法及びプレス成形装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10300519B2 (ja) |
| EP (1) | EP3199256B1 (ja) |
| JP (1) | JP6659380B2 (ja) |
| CN (1) | CN107020335B (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108817230A (zh) * | 2018-07-19 | 2018-11-16 | 安徽江淮汽车集团股份有限公司 | 一种模具结构 |
| WO2019003766A1 (ja) * | 2017-06-28 | 2019-01-03 | 株式会社神戸製鋼所 | プレス成形品の製造方法 |
| JP2020146747A (ja) * | 2019-03-15 | 2020-09-17 | 本田技研工業株式会社 | 車体フレームの製造方法、及び車体フレーム |
| JP2020146748A (ja) * | 2019-03-15 | 2020-09-17 | 本田技研工業株式会社 | 車体フレームの製造方法 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109414746B (zh) * | 2016-07-13 | 2021-03-26 | 日本制铁株式会社 | 热冲压成形品、汽车构件及热冲压成形品的制造方法 |
| CN109256884A (zh) * | 2017-10-13 | 2019-01-22 | 朱卫 | 一种用钛金属生产的马达外壳 |
| JP7017944B2 (ja) * | 2018-02-09 | 2022-02-09 | 株式会社三井ハイテック | 金属成形体の製造方法 |
| US20210023601A1 (en) * | 2018-03-28 | 2021-01-28 | Jfe Steel Corporation | Method of designing press-formed product, press-forming die, press-formed product, and method of producing press-formed product |
| JP6677289B1 (ja) * | 2018-12-12 | 2020-04-08 | Jfeスチール株式会社 | プレス成形方法 |
| CN112676416B (zh) * | 2019-10-17 | 2023-05-05 | 本田技研工业株式会社 | 车身骨架构件的制造方法 |
| CN110993128A (zh) * | 2019-12-02 | 2020-04-10 | 吉林农业大学 | 一种压水堆燃料组件用的格架 |
| CN111940605B (zh) * | 2020-08-04 | 2022-09-23 | 惠州融汇科技有限公司 | 新能源汽车电池箱体顶盖成型结构 |
| CN114101474B (zh) * | 2020-08-31 | 2024-05-14 | 宝山钢铁股份有限公司 | 一种模组背板凸包二道次成形加工方法 |
| EP4024548A1 (en) * | 2021-01-05 | 2022-07-06 | SK Innovation Co., Ltd. | Method of manufacturing rechargeable battery pouch, apparatus for manufacturing the same, and rechargeable battery manufactured thereby |
| CN113560412B (zh) * | 2021-08-27 | 2025-02-18 | 浙江正泰燃气装备有限公司 | 一种超声波基表壳体冲压装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004074248A (ja) * | 2002-08-21 | 2004-03-11 | Chuo Motor Wheel Co Ltd | 自動車用ホイールディスクの製造方法 |
| JP2009072801A (ja) * | 2007-09-19 | 2009-04-09 | Topre Corp | ホットプレス部品の部分増厚方法及び部分増厚装置 |
| JP2010120059A (ja) * | 2008-11-20 | 2010-06-03 | Nissan Motor Co Ltd | プレス成形品、プレス成形品の製造方法および製造装置 |
| JP2011161941A (ja) * | 2010-02-04 | 2011-08-25 | Toyota Motor Corp | 骨格部材および骨格部材の製造方法 |
| WO2014208244A1 (ja) * | 2013-06-25 | 2014-12-31 | 日産自動車株式会社 | 薄板状基材の成形装置および成形方法 |
| JP2015150601A (ja) * | 2014-02-17 | 2015-08-24 | トヨタ自動車株式会社 | プレス部品の増厚加工方法及び車両用プレス部品 |
| WO2015147297A1 (ja) * | 2014-03-28 | 2015-10-01 | 新日鐵住金株式会社 | 複数の増肉部分を有する板状成形体の製造方法及び複数の増肉部を有する板状成形体 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USRE16115E (en) * | 1925-07-14 | Poration | ||
| US1771028A (en) * | 1928-12-31 | 1930-07-22 | Kewanee Boiler Corp | Method of corrugating metal boiler sheets |
| SE463082B (sv) * | 1986-10-24 | 1990-10-08 | Nordisk Kartro Ab | Anordning foer profilering av en stegvis frammatad materialbana |
| FR2660220B1 (fr) * | 1990-04-03 | 1995-02-24 | Lorraine Laminage | Procede et dispositif de formage d'une partie en relief sur un flan de tole et produit obtenu selon ce procede. |
| JPH05154572A (ja) * | 1991-12-03 | 1993-06-22 | Matsushita Electric Ind Co Ltd | 成形方法とその成形金型 |
| JP4418168B2 (ja) * | 2003-05-14 | 2010-02-17 | 本田技研工業株式会社 | 楕円形環体の製造方法 |
| JP2011005552A (ja) * | 2008-09-01 | 2011-01-13 | Mazda Motor Corp | 金属製閉断面部材の製造方法 |
| JP5470812B2 (ja) * | 2008-11-20 | 2014-04-16 | 日産自動車株式会社 | プレス成形品の製造方法および製造装置、並びにプレス成形品 |
| JP5416498B2 (ja) * | 2009-07-23 | 2014-02-12 | 本田技研工業株式会社 | テーラードブランク板の成形方法及びその装置 |
| MX345043B (es) * | 2011-05-20 | 2017-01-16 | Nippon Steel & Sumitomo Metal Corp | Método de moldeo por presión y componente de vehículo. |
| JP6073194B2 (ja) | 2013-07-03 | 2017-02-01 | 昭和電工株式会社 | 磁気記録媒体、磁気記憶装置 |
| CN204770231U (zh) * | 2015-07-18 | 2015-11-18 | 宁波永诚五金机械有限公司 | 一种膨胀套筒的生产模具 |
-
2016
- 2016-01-29 JP JP2016015907A patent/JP6659380B2/ja active Active
- 2016-12-01 US US15/366,989 patent/US10300519B2/en active Active
- 2016-12-29 CN CN201611248434.9A patent/CN107020335B/zh active Active
-
2017
- 2017-01-03 EP EP17000007.9A patent/EP3199256B1/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004074248A (ja) * | 2002-08-21 | 2004-03-11 | Chuo Motor Wheel Co Ltd | 自動車用ホイールディスクの製造方法 |
| JP2009072801A (ja) * | 2007-09-19 | 2009-04-09 | Topre Corp | ホットプレス部品の部分増厚方法及び部分増厚装置 |
| JP2010120059A (ja) * | 2008-11-20 | 2010-06-03 | Nissan Motor Co Ltd | プレス成形品、プレス成形品の製造方法および製造装置 |
| JP2011161941A (ja) * | 2010-02-04 | 2011-08-25 | Toyota Motor Corp | 骨格部材および骨格部材の製造方法 |
| WO2014208244A1 (ja) * | 2013-06-25 | 2014-12-31 | 日産自動車株式会社 | 薄板状基材の成形装置および成形方法 |
| JP2015150601A (ja) * | 2014-02-17 | 2015-08-24 | トヨタ自動車株式会社 | プレス部品の増厚加工方法及び車両用プレス部品 |
| WO2015147297A1 (ja) * | 2014-03-28 | 2015-10-01 | 新日鐵住金株式会社 | 複数の増肉部分を有する板状成形体の製造方法及び複数の増肉部を有する板状成形体 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019003766A1 (ja) * | 2017-06-28 | 2019-01-03 | 株式会社神戸製鋼所 | プレス成形品の製造方法 |
| US11292046B2 (en) | 2017-06-28 | 2022-04-05 | Kobe Steel, Ltd. | Method for manufacturing press molded product |
| CN108817230A (zh) * | 2018-07-19 | 2018-11-16 | 安徽江淮汽车集团股份有限公司 | 一种模具结构 |
| JP2020146747A (ja) * | 2019-03-15 | 2020-09-17 | 本田技研工業株式会社 | 車体フレームの製造方法、及び車体フレーム |
| JP2020146748A (ja) * | 2019-03-15 | 2020-09-17 | 本田技研工業株式会社 | 車体フレームの製造方法 |
| CN111687260A (zh) * | 2019-03-15 | 2020-09-22 | 本田技研工业株式会社 | 车架的制造方法 |
| JP7110144B2 (ja) | 2019-03-15 | 2022-08-01 | 本田技研工業株式会社 | 車体フレームの製造方法 |
| US11413673B2 (en) | 2019-03-15 | 2022-08-16 | Honda Motor Co., Ltd. | Manufacturing method of body frame and body frame |
Also Published As
| Publication number | Publication date |
|---|---|
| US10300519B2 (en) | 2019-05-28 |
| EP3199256B1 (en) | 2019-03-13 |
| JP6659380B2 (ja) | 2020-03-04 |
| CN107020335B (zh) | 2019-08-20 |
| US20170216901A1 (en) | 2017-08-03 |
| CN107020335A (zh) | 2017-08-08 |
| EP3199256A1 (en) | 2017-08-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6659380B2 (ja) | プレス成形品の製造方法及びプレス成形装置 | |
| CN105792957B (zh) | 压制成型装置、使用了该成型装置的压制成型品的制造方法以及压制成型品 | |
| CN101786122B (zh) | 冲压成形用金属模具和冲压成形方法 | |
| JP5835768B2 (ja) | フレーム部品の製造方法 | |
| TWI655038B (zh) | 壓製成形品的製造方法及製造裝置 | |
| CN109562427B (zh) | 冲压成型品的制造方法 | |
| JP2017148847A (ja) | プレス成形型 | |
| WO2019049322A1 (ja) | ホットスタンプ成形品、その製造方法および製造装置 | |
| JP2016002560A (ja) | 冷間プレス成形方法 | |
| KR101579028B1 (ko) | 폐단면 구조 부품의 제조 방법 및 장치 | |
| JP6721544B2 (ja) | プレス成形品の製造方法 | |
| WO2019102972A1 (ja) | プレス成形方法 | |
| JP5866988B2 (ja) | 板金の曲げ癖矯正装置 | |
| CN115666811B (zh) | 冲压成形模具及冲压成形方法 | |
| JP6015784B2 (ja) | 伸びフランジ成形部品の製造方法 | |
| JP6355128B2 (ja) | プレス成形方法 | |
| JP5786696B2 (ja) | 板金の屈曲矯正装置 | |
| JP7246349B2 (ja) | プレス成形方法及びプレス成形金型 | |
| JP7350607B2 (ja) | 自動車用パネルの製造方法 | |
| JP3931736B2 (ja) | プレス成形型 | |
| JP6550322B2 (ja) | プレス成形品の製造方法及びプレス成形装置 | |
| JP7341840B2 (ja) | 自動車用パネルの製造方法 | |
| JP2026049275A (ja) | プレス成型品の製造方法、及び、伸びフランジ金型 | |
| JP2023148085A (ja) | 絞り加工方法 | |
| JP2021115610A (ja) | プレス成形品の製造方法、及びプレス成形品の製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181203 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191023 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191023 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191206 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200204 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200206 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6659380 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |