JP2017132170A - 液体吐出装置、及び、液体吐出装置の製造方法 - Google Patents
液体吐出装置、及び、液体吐出装置の製造方法 Download PDFInfo
- Publication number
- JP2017132170A JP2017132170A JP2016015191A JP2016015191A JP2017132170A JP 2017132170 A JP2017132170 A JP 2017132170A JP 2016015191 A JP2016015191 A JP 2016015191A JP 2016015191 A JP2016015191 A JP 2016015191A JP 2017132170 A JP2017132170 A JP 2017132170A
- Authority
- JP
- Japan
- Prior art keywords
- piezoelectric element
- insulating film
- pressure chamber
- wiring
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000007788 liquid Substances 0.000 title claims description 26
- 238000004519 manufacturing process Methods 0.000 title claims description 12
- 238000005192 partition Methods 0.000 claims abstract description 74
- 230000015572 biosynthetic process Effects 0.000 claims description 65
- 239000000758 substrate Substances 0.000 claims description 40
- 238000000034 method Methods 0.000 claims description 28
- 230000008569 process Effects 0.000 claims description 25
- 238000009413 insulation Methods 0.000 claims description 8
- 230000000977 initiatory effect Effects 0.000 abstract 1
- 239000012212 insulator Substances 0.000 abstract 1
- 230000001681 protective effect Effects 0.000 description 95
- 239000011229 interlayer Substances 0.000 description 82
- 238000005530 etching Methods 0.000 description 32
- 230000032258 transport Effects 0.000 description 23
- 239000000463 material Substances 0.000 description 19
- 238000006073 displacement reaction Methods 0.000 description 15
- 238000012545 processing Methods 0.000 description 10
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 8
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 6
- 238000004891 communication Methods 0.000 description 6
- 229910052710 silicon Inorganic materials 0.000 description 6
- 239000010703 silicon Substances 0.000 description 6
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 5
- 238000005498 polishing Methods 0.000 description 5
- 238000004544 sputter deposition Methods 0.000 description 5
- 238000003491 array Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 235000012239 silicon dioxide Nutrition 0.000 description 4
- 239000000377 silicon dioxide Substances 0.000 description 4
- 229910052581 Si3N4 Inorganic materials 0.000 description 3
- 229910004205 SiNX Inorganic materials 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 238000001312 dry etching Methods 0.000 description 3
- 239000010410 layer Substances 0.000 description 3
- 229910052451 lead zirconate titanate Inorganic materials 0.000 description 3
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 3
- 239000010936 titanium Substances 0.000 description 3
- 230000007723 transport mechanism Effects 0.000 description 3
- 229910004298 SiO 2 Inorganic materials 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000005268 plasma chemical vapour deposition Methods 0.000 description 2
- 229910052697 platinum Inorganic materials 0.000 description 2
- 229920003002 synthetic resin Polymers 0.000 description 2
- 239000000057 synthetic resin Substances 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- NKZSPGSOXYXWQA-UHFFFAOYSA-N dioxido(oxo)titanium;lead(2+) Chemical compound [Pb+2].[O-][Ti]([O-])=O NKZSPGSOXYXWQA-UHFFFAOYSA-N 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000005684 electric field Effects 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 230000005764 inhibitory process Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 229910052741 iridium Inorganic materials 0.000 description 1
- GKOZUEZYRPOHIO-UHFFFAOYSA-N iridium atom Chemical compound [Ir] GKOZUEZYRPOHIO-UHFFFAOYSA-N 0.000 description 1
- HFGPZNIAWCZYJU-UHFFFAOYSA-N lead zirconate titanate Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[Ti+4].[Zr+4].[Pb+2] HFGPZNIAWCZYJU-UHFFFAOYSA-N 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 229920002120 photoresistant polymer Polymers 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000002982 water resistant material Substances 0.000 description 1
- 238000001039 wet etching Methods 0.000 description 1
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/015—Ink jet characterised by the jet generation process
- B41J2/04—Ink jet characterised by the jet generation process generating single droplets or particles on demand
- B41J2/045—Ink jet characterised by the jet generation process generating single droplets or particles on demand by pressure, e.g. electromechanical transducers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14201—Structure of print heads with piezoelectric elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14016—Structure of bubble jet print heads
- B41J2/14032—Structure of the pressure chamber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14201—Structure of print heads with piezoelectric elements
- B41J2/14233—Structure of print heads with piezoelectric elements of film type, deformed by bending and disposed on a diaphragm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1607—Production of print heads with piezoelectric elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1607—Production of print heads with piezoelectric elements
- B41J2/161—Production of print heads with piezoelectric elements of film type, deformed by bending and disposed on a diaphragm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1623—Manufacturing processes bonding and adhesion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1626—Manufacturing processes etching
- B41J2/1628—Manufacturing processes etching dry etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1626—Manufacturing processes etching
- B41J2/1629—Manufacturing processes etching wet etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1631—Manufacturing processes photolithography
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1632—Manufacturing processes machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
- B41J2/1642—Manufacturing processes thin film formation thin film formation by CVD [chemical vapor deposition]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
- B41J2/1646—Manufacturing processes thin film formation thin film formation by sputtering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14201—Structure of print heads with piezoelectric elements
- B41J2/14233—Structure of print heads with piezoelectric elements of film type, deformed by bending and disposed on a diaphragm
- B41J2002/14241—Structure of print heads with piezoelectric elements of film type, deformed by bending and disposed on a diaphragm having a cover around the piezoelectric thin film element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2002/14491—Electrical connection
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Abstract
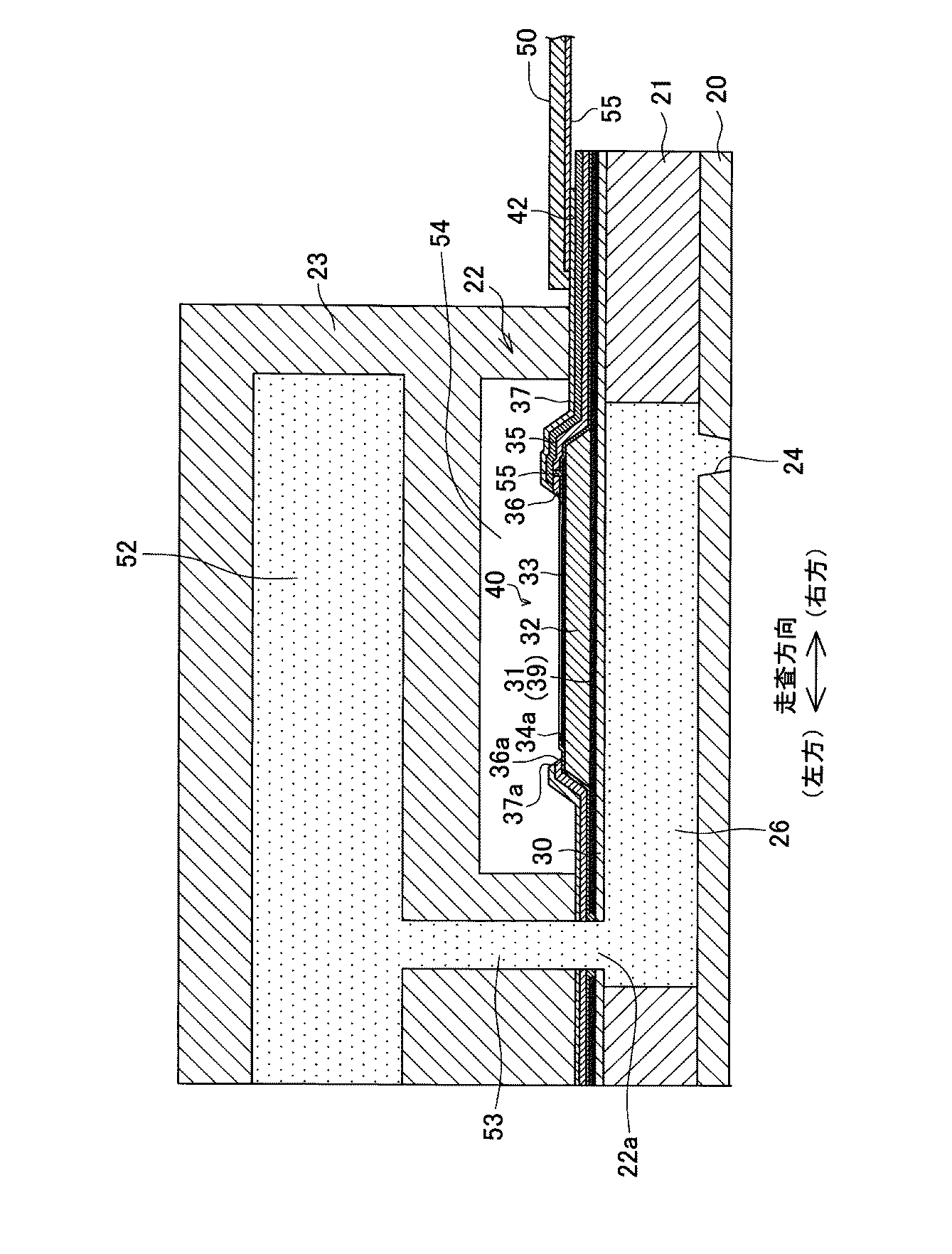
【解決手段】ヘッドユニット16は、2つの圧力室26と、2つの圧力室26を覆う振動膜30と、振動膜30を挟んで2つの圧力室26とそれぞれ対向して配置された2つの圧電素子40とを有する。2つの圧力室26を隔てる隔壁28の上には、2つの圧電素子40の間を通過する配線35と、この配線35を覆う配線保護膜37とが形成されている。配線保護膜37の、前記2つの圧電素子40の間において配線35を覆う部分の端は、隔壁28の端よりも内側に位置している。
【選択図】図5
Description
図1に示すように、インクジェットプリンタ1は、プラテン2と、キャリッジ3と、インクジェットヘッド4と、搬送機構5と、制御装置6等を備えている。
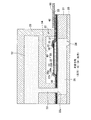
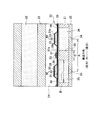
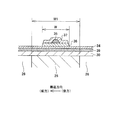
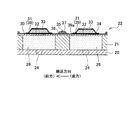
次に、インクジェットヘッド4の詳細構成について説明する。図2は、インクジェットヘッド4の1つのヘッドユニット16の上面図である。尚、インクジェットヘッド4の4つのヘッドユニット16は、全て同じ構成であるため、そのうちの1つについて説明を行い、他のヘッドユニット16については説明を省略する。図3は、図2のA部拡大図である。図4は、図3のIV-IV線断面図である。図5は、図3のV-V線断面図である。
ノズルプレート20は、ステンレス鋼等の金属材料、シリコン、あるいは、ポリイミド等の合成樹脂材料などで形成されている。ノズルプレート20には、複数のノズル24が形成されている。図2に示すように、1色のインクを吐出する複数のノズル24は、搬送方向に配列されて、左右方向に並ぶ2つのノズル列25a,25bを構成している。2列のノズル列25a,25bの間では、搬送方向におけるノズル24の位置が、各ノズル列25の配列ピッチPの半分(P/2)だけずれている。
流路基板21は、シリコンで形成された基板である。この流路基板21の下面に、前述したノズルプレート20が接合されている。流路基板21には、複数のノズル24とそれぞれ連通する複数の圧力室26が形成されている。各圧力室26は、走査方向に長い矩形の平面形状を有する。複数の圧力室26は、前述した複数のノズル24の配列に応じて搬送方向に配列され、左右方向に並ぶ2つの圧力室列27(27a,27b)を構成している。
圧電アクチュエータ22は、複数の圧力室26内のインクに、それぞれノズル24から吐出させるための吐出エネルギーを付与するものである。圧電アクチュエータ22は、流路基板21の上面に配置されている。
図4、図5に示すように、リザーバ形成部材23は、圧電アクチュエータ22を挟んで、流路基板21と反対側(上側)に配置され、圧電アクチュエータ22の上面に接着剤で接合されている。リザーバ形成部材23は、例えば、流路基板21と同様、シリコンで形成されてもよいが、シリコン以外の材料、例えば、金属材料や合成樹脂材料で形成されていてもよい。
(1)1つの考え方として、表1のズレの種類の中でも最大の、圧力室形成時のマスクズレ(最大3μm)に着目する。即ち、このマスクズレが生じても、膜36,37の端位置が隔壁28からはみ出ないように、目標形成位置P0を設定するということである。この考え方に従えば、膜36,37の端の目標形成位置P0は、隔壁28の端の目標形成位置P1よりも、3μm以上内側に設定すればよい。
W≦W1−(3μm×2)+(0.2μm)+(2μm)=W1−3.8μm
21 流路基板
26 圧力室
28 隔壁
30 振動膜
35 配線
36 層間絶縁膜
37 配線保護膜
40 圧電素子
Claims (14)
- 第1方向に並ぶ、第1圧力室及び第2圧力室と、
前記第1圧力室と前記第2圧力室を覆う第1絶縁膜と、
前記第1絶縁膜を挟んで前記第1圧力室と対向して配置された第1圧電素子と、
前記第1絶縁膜を挟んで前記第2圧力室と対向して配置された第2圧電素子と、
前記第1方向に隣接する前記第1圧電素子と前記第2圧電素子の間を通過して延びる配線と、
前記配線を覆う第2絶縁膜と、を備え、
前記第2絶縁膜の、前記第1圧電素子と前記第2圧電素子の間において前記配線を覆う部分の前記第1方向における端は、前記第1圧力室と前記第2圧力室を隔てる隔壁の端よりも内側に位置していることを特徴とする液体吐出装置。 - 前記隔壁と前記配線との間に配置された第3絶縁膜を備え、
前記第1圧電素子と前記第2圧電素子の間において、前記第3絶縁膜の前記第1方向における端が、前記隔壁の端よりも内側に位置していることを特徴とする請求項1に記載の液体吐出装置。 - 前記第1圧電素子と前記第2圧電素子の間において、前記第2絶縁膜の前記第1方向における端と、前記第3絶縁膜の前記第1方向における端とが、前記第1方向において同じ位置にあることを特徴とする請求項2に記載の液体吐出装置。
- 前記第2絶縁膜の、前記第1方向と直交する第2方向における端部が、前記第1圧力室及び前記第2圧力室と対向する領域に配置され、且つ、前記第1圧電素子及び前記第2圧電素子の圧電膜の上面まで乗りあげていることを特徴とする請求項1〜3の何れかに記載の液体吐出装置。
- 前記第2絶縁膜の、前記第1圧電素子と前記第2圧電素子の間において前記配線を覆う部分の前記第1方向における幅は、前記隔壁の幅よりも、3.8μm以上小さいことを特徴とする請求項1〜4の何れかに記載の液体吐出装置。
- 前記第1方向に並ぶ、第3圧力室及び第4圧力室と、
前記第1絶縁膜を挟んで前記第3圧力室と対向して配置された第3圧電素子と、
前記第1絶縁膜を挟んで前記第4圧力室と対向して配置された第4圧電素子と、を備え、
前記第1圧電素子と前記第2圧電素子との間を通過する前記配線の数と、前記第3圧電素子と前記第4圧電素子との間を通過する前記配線の数とが異なり、
前記第2絶縁膜の、前記第1圧電素子と前記第2圧電素子との間で前記配線を覆う部分の幅と、前記第3圧電素子と前記第4圧電素子との間で前記配線を覆う部分の幅が等しいことを特徴とする請求項1〜5の何れかに記載の液体吐出装置。 - 第1方向に並ぶ、第1圧力室及び第2圧力室と、
前記第1圧力室と前記第2圧力室を覆う第1絶縁膜と、
前記第1絶縁膜を挟んで前記第1圧力室と対向して配置された第1圧電素子と、
前記第1絶縁膜を挟んで前記第2圧力室と対向して配置された第2圧電素子と、
前記第1方向に隣接する前記第1圧電素子と前記第2圧電素子の間を通過して延びる配線と、
前記第1圧力室と前記第2圧力室を隔てる隔壁と前記配線との間に配置された第3絶縁膜と、を備え、
前記第1圧電素子と前記第2圧電素子の間において、前記第3絶縁膜の前記第1方向における端が、前記隔壁の端よりも内側に位置していることを特徴とする液体吐出装置。 - 第1絶縁膜と、第1方向に並ぶ第1圧力室と第2圧力室に対応して前記第1絶縁膜の上に配置された第1圧電素子及び第2圧電素子と、前記第1圧電素子と前記第2圧電素子の間を通過して延びる配線とが形成された流路基板に対して、前記第1圧電素子、前記第2圧電素子、及び、前記配線を覆うように第2絶縁膜を形成する、第1の絶縁膜形成工程と、
前記第2絶縁膜の、前記第1圧電素子及び前記第2圧電素子を覆う部分を除去する、第1の除去工程と、を備え、
前記第1の除去工程において、前記第2絶縁膜の、前記第1圧電素子と前記第2圧電素子の間において前記配線を覆う部分の前記第1方向における端の目標形成位置を、前記第1圧力室と前記第2圧力室を隔てる隔壁の端の目標形成位置よりも内側の位置に設定して、前記第2絶縁膜の除去を行うことを特徴とする液体吐出装置の製造方法。 - 前記第1の除去工程において、前記第2絶縁膜の、前記配線を覆う部分の前記第1方向における端の目標形成位置を、前記隔壁の端の目標形成位置から3μm以上内側の位置に設定して、前記第2絶縁膜の除去を行うことを特徴とする請求項8に記載の液体吐出装置の製造方法。
- 前記第1の除去工程において、前記第2絶縁膜の、前記配線を覆う部分の前記第1方向における端の目標形成位置を、前記隔壁の端の目標形成位置までの距離が前記隔壁の幅の12%以上となる位置に設定して、前記第2絶縁膜の除去を行うことを特徴とする請求項8又は9に記載の液体吐出装置の製造方法。
- 前記配線形成工程の前に、前記第1圧電素子、前記第2圧電素子、及び、前記隔壁を覆うように第3絶縁膜を形成する第2の絶縁膜形成工程と、
前記第3絶縁膜の、前記第1圧電素子及び前記第2圧電素子を覆う部分を除去する、第2の除去工程と、をさらに備え、
前記第2の除去工程において、前記第1圧電素子と前記第2圧電素子の間における前記第3絶縁膜の前記第1方向における端の目標形成位置を、前記隔壁の端の目標形成位置よりも内側の位置に設定して、前記第3絶縁膜の除去を行うことを特徴とする請求項8〜10の何れかに記載の液体吐出装置の製造方法。 - 前記第1の除去工程において、前記第2絶縁膜の前記第1圧電素子及び前記第2圧電素子を覆う部分と、前記第3絶縁膜の前記第1圧電素子及び前記第2圧電素子を覆う部分とを、同時に除去することを特徴とする請求項8〜11の何れかに記載の液体吐出装置の製造方法。
- 前記流路基板には、前記第1方向に並ぶ第3圧力室及び第4圧力室に対応して、前記第1絶縁膜の上に配置された第3圧電素子及び第4圧電素子が形成され、
前記第1圧電素子と前記第2圧電素子との間を通過する前記配線の数と、前記第3圧電素子と前記第4圧電素子との間を通過する前記配線の数とが異なり、
前記第1の絶縁膜形成工程で、前記第2絶縁膜を、前記第3圧電素子及び前記第4圧電素子と、前記第3圧電素子及び前記第4圧電素子の間の前記配線も覆うように形成してから、前記第1の除去工程において、前記第2絶縁膜の前記第3圧電素子及び前記第4圧電素子を覆う部分を除去し、
前記第1の除去工程において、
前記第2絶縁膜の、前記第1圧電素子と前記第2圧電素子との間で前記配線を覆う部分の幅と、前記第3圧電素子と前記第4圧電素子との間で前記配線を覆う部分の幅が等しくなるように、前記第2絶縁膜の除去を行うことを特徴とする請求項8〜12の何れかに記載の液体吐出装置の製造方法。 - 第1絶縁膜と、第1方向に並ぶ第1圧力室と第2圧力室に対応して前記第1絶縁膜の上に配置された第1圧電素子及び第2圧電素子が形成された流路基板に対して、前記第1圧電素子、前記第2圧電素子、及び、前記第1圧力室と前記第2圧力室を隔てる隔壁を覆うように第3絶縁膜を形成する第2の絶縁膜形成工程と、
前記第3絶縁膜の上に、前記第1圧電素子と前記第2圧電素子の間を通過して延びる配線を形成する、配線形成工程と、
前記第3絶縁膜の、前記第1圧電素子及び前記第2圧電素子を覆う部分を除去する、第2の除去工程と、を備え、
前記第2の除去工程において、前記第3絶縁膜の、前記第1圧電素子と前記第2圧電素子の間の部分の前記第1方向における端の目標形成位置を、前記隔壁の端の目標形成位置よりも内側の位置に設定して、前記第3絶縁膜の除去を行うことを特徴とする液体吐出装置の製造方法。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016015191A JP6790366B2 (ja) | 2016-01-29 | 2016-01-29 | 液体吐出装置、及び、液体吐出装置の製造方法 |
| CN201710061581.3A CN107020810B (zh) | 2016-01-29 | 2017-01-26 | 液体喷出装置及液体喷出装置的制造方法 |
| US15/416,668 US10155380B2 (en) | 2016-01-29 | 2017-01-26 | Liquid jetting apparatus and method of producing liquid jetting apparatus |
| EP19163498.9A EP3521039B1 (en) | 2016-01-29 | 2017-01-27 | Liquid jetting apparatus and method of producing liquid jetting apparatus |
| EP17153590.9A EP3205501B1 (en) | 2016-01-29 | 2017-01-27 | Liquid jetting apparatus and method of producing liquid jetting apparatus |
| US16/180,551 US10406810B2 (en) | 2016-01-29 | 2018-11-05 | Liquid jetting apparatus and method of producing liquid jetting apparatus |
| US16/528,745 US10611149B2 (en) | 2016-01-29 | 2019-08-01 | Liquid jetting apparatus and method of producing liquid jetting apparatus |
| US16/798,726 US10906308B2 (en) | 2016-01-29 | 2020-02-24 | Liquid jetting apparatus and method of producing liquid jetting apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016015191A JP6790366B2 (ja) | 2016-01-29 | 2016-01-29 | 液体吐出装置、及び、液体吐出装置の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017132170A true JP2017132170A (ja) | 2017-08-03 |
| JP6790366B2 JP6790366B2 (ja) | 2020-11-25 |
Family
ID=57909547
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016015191A Active JP6790366B2 (ja) | 2016-01-29 | 2016-01-29 | 液体吐出装置、及び、液体吐出装置の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (4) | US10155380B2 (ja) |
| EP (2) | EP3521039B1 (ja) |
| JP (1) | JP6790366B2 (ja) |
| CN (1) | CN107020810B (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019048423A (ja) * | 2017-09-11 | 2019-03-28 | セイコーエプソン株式会社 | 液体吐出ヘッド、液体吐出装置、および圧電デバイス |
| JP2019177561A (ja) * | 2018-03-30 | 2019-10-17 | ブラザー工業株式会社 | 液体吐出ヘッド |
| US10751996B2 (en) | 2018-01-31 | 2020-08-25 | Seiko Epson Corporation | Piezoelectric device, liquid ejecting head, and liquid ejecting apparatus |
| JP2020155528A (ja) * | 2019-03-19 | 2020-09-24 | 株式会社リコー | 電気機械変換部材、液体吐出ヘッド、液体吐出ユニット及び液体を吐出する装置 |
| JP2022014465A (ja) * | 2020-07-07 | 2022-01-20 | コニカミノルタ株式会社 | インクジェットヘッドの製造方法、インクジェットヘッド及びインクジェット記録装置 |
| WO2023145899A1 (ja) | 2022-01-31 | 2023-08-03 | 京セラ株式会社 | 液体吐出ヘッド、記録装置および液体吐出ヘッドの製造方法 |
| WO2024111524A1 (ja) * | 2022-11-24 | 2024-05-30 | 京セラ株式会社 | 液体吐出ヘッドおよび記録装置 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6790366B2 (ja) | 2016-01-29 | 2020-11-25 | ブラザー工業株式会社 | 液体吐出装置、及び、液体吐出装置の製造方法 |
| JP7013943B2 (ja) | 2018-02-28 | 2022-02-01 | ブラザー工業株式会社 | ヘッド及びその製造方法 |
| JP7095477B2 (ja) * | 2018-08-09 | 2022-07-05 | ブラザー工業株式会社 | 液体吐出ヘッド |
| CN111024295B (zh) * | 2019-12-30 | 2021-06-25 | 中国科学院理化技术研究所 | 电阻式微流体压力传感器 |
| CN111439033B (zh) * | 2020-05-13 | 2025-04-25 | 苏州锐发打印技术有限公司 | 带有外表面电极层的压电喷墨打印器件 |
| JP2023164037A (ja) | 2022-04-28 | 2023-11-10 | セイコーエプソン株式会社 | 圧電アクチュエーターおよびその製造方法、液滴吐出ヘッド、超音波デバイス |
| JP2025024850A (ja) * | 2023-08-08 | 2025-02-21 | キヤノン株式会社 | アクチュエータ、素子基板及び液体吐出ヘッド |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009083464A (ja) * | 2007-09-12 | 2009-04-23 | Fuji Xerox Co Ltd | 液滴吐出ヘッド、及び画像形成装置 |
| JP2013049191A (ja) * | 2011-08-31 | 2013-03-14 | Ricoh Co Ltd | インクジェットヘッド及び記録装置 |
| WO2014003768A1 (en) * | 2012-06-28 | 2014-01-03 | Hewlett-Packard Development Company, L.P. | Printhead architectures |
| JP2014179573A (ja) * | 2013-03-15 | 2014-09-25 | Ricoh Co Ltd | 圧電アクチュエータの製造方法、液滴吐出ヘッド、及び、画像形成装置。 |
| JP2015182441A (ja) * | 2014-03-26 | 2015-10-22 | ブラザー工業株式会社 | 液体吐出装置 |
| JP2015182440A (ja) * | 2014-03-26 | 2015-10-22 | ブラザー工業株式会社 | 液体吐出装置、及び、液体吐出装置の製造方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ATE303250T1 (de) | 1998-06-08 | 2005-09-15 | Seiko Epson Corp | Tintenstrahlaufzeichnungskopf und tintenstrahlaufzeichnungsvorrichtung |
| TW432731B (en) * | 1998-12-01 | 2001-05-01 | Murata Manufacturing Co | Multilayer piezoelectric part |
| JP2003159798A (ja) | 2001-11-29 | 2003-06-03 | Matsushita Electric Ind Co Ltd | インクジェットヘッド及びインクジェット式記録装置 |
| JP2005238540A (ja) * | 2004-02-25 | 2005-09-08 | Sony Corp | 流体駆動装置と流体駆動装置の製造方法および静電駆動流体吐出装置と静電駆動流体吐出装置の製造方法 |
| JP5023461B2 (ja) * | 2005-09-27 | 2012-09-12 | 富士ゼロックス株式会社 | 圧電素子、液滴吐出ヘッド、液滴吐出装置、圧電素子の製造方法 |
| EP1837181A3 (en) * | 2006-03-20 | 2009-04-29 | Brother Kogyo Kabushiki Kaisha | Method for producing piezoelectric actuator, method for producing liquid droplet jetting apparatus, piezoelectric actuator, and liquid droplet jetting apparatus |
| JP2008028030A (ja) * | 2006-07-19 | 2008-02-07 | Seiko Epson Corp | 圧電素子および液体噴射ヘッド |
| JP2009255530A (ja) * | 2008-03-27 | 2009-11-05 | Seiko Epson Corp | 液体噴射ヘッド及び液体噴射装置並びにアクチュエータ |
| JP2010143205A (ja) * | 2008-12-22 | 2010-07-01 | Seiko Epson Corp | 液体噴射ヘッド及び液体噴射装置並びにアクチュエータ装置 |
| JP5225132B2 (ja) * | 2009-02-06 | 2013-07-03 | キヤノン株式会社 | 液体吐出ヘッドおよびインクジェット記録装置 |
| JP5724263B2 (ja) * | 2010-09-16 | 2015-05-27 | 株式会社リコー | インクジェットヘッド |
| JP2012106342A (ja) * | 2010-11-15 | 2012-06-07 | Seiko Epson Corp | 液体噴射ヘッド及び液体噴射装置 |
| JP5644581B2 (ja) * | 2011-02-22 | 2014-12-24 | 株式会社リコー | インクジェットヘッド及びインクジェット記録装置 |
| JP5708098B2 (ja) * | 2011-03-18 | 2015-04-30 | 株式会社リコー | 液体吐出ヘッド、液体吐出装置および画像形成装置 |
| JP5743076B2 (ja) * | 2011-04-06 | 2015-07-01 | セイコーエプソン株式会社 | 液体噴射ヘッド及び液体噴射装置 |
| JP5900294B2 (ja) | 2012-11-12 | 2016-04-06 | ブラザー工業株式会社 | 液体吐出装置及び圧電アクチュエータ |
| US8715314B1 (en) * | 2013-03-15 | 2014-05-06 | Insera Therapeutics, Inc. | Vascular treatment measurement methods |
| JP6790366B2 (ja) | 2016-01-29 | 2020-11-25 | ブラザー工業株式会社 | 液体吐出装置、及び、液体吐出装置の製造方法 |
-
2016
- 2016-01-29 JP JP2016015191A patent/JP6790366B2/ja active Active
-
2017
- 2017-01-26 US US15/416,668 patent/US10155380B2/en active Active
- 2017-01-26 CN CN201710061581.3A patent/CN107020810B/zh active Active
- 2017-01-27 EP EP19163498.9A patent/EP3521039B1/en active Active
- 2017-01-27 EP EP17153590.9A patent/EP3205501B1/en active Active
-
2018
- 2018-11-05 US US16/180,551 patent/US10406810B2/en active Active
-
2019
- 2019-08-01 US US16/528,745 patent/US10611149B2/en active Active
-
2020
- 2020-02-24 US US16/798,726 patent/US10906308B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009083464A (ja) * | 2007-09-12 | 2009-04-23 | Fuji Xerox Co Ltd | 液滴吐出ヘッド、及び画像形成装置 |
| JP2013049191A (ja) * | 2011-08-31 | 2013-03-14 | Ricoh Co Ltd | インクジェットヘッド及び記録装置 |
| WO2014003768A1 (en) * | 2012-06-28 | 2014-01-03 | Hewlett-Packard Development Company, L.P. | Printhead architectures |
| JP2014179573A (ja) * | 2013-03-15 | 2014-09-25 | Ricoh Co Ltd | 圧電アクチュエータの製造方法、液滴吐出ヘッド、及び、画像形成装置。 |
| JP2015182441A (ja) * | 2014-03-26 | 2015-10-22 | ブラザー工業株式会社 | 液体吐出装置 |
| JP2015182440A (ja) * | 2014-03-26 | 2015-10-22 | ブラザー工業株式会社 | 液体吐出装置、及び、液体吐出装置の製造方法 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019048423A (ja) * | 2017-09-11 | 2019-03-28 | セイコーエプソン株式会社 | 液体吐出ヘッド、液体吐出装置、および圧電デバイス |
| JP7006055B2 (ja) | 2017-09-11 | 2022-01-24 | セイコーエプソン株式会社 | 液体吐出ヘッド、液体吐出装置、および圧電デバイス |
| US10751996B2 (en) | 2018-01-31 | 2020-08-25 | Seiko Epson Corporation | Piezoelectric device, liquid ejecting head, and liquid ejecting apparatus |
| JP2019177561A (ja) * | 2018-03-30 | 2019-10-17 | ブラザー工業株式会社 | 液体吐出ヘッド |
| JP7106939B2 (ja) | 2018-03-30 | 2022-07-27 | ブラザー工業株式会社 | 液体吐出ヘッド |
| JP2020155528A (ja) * | 2019-03-19 | 2020-09-24 | 株式会社リコー | 電気機械変換部材、液体吐出ヘッド、液体吐出ユニット及び液体を吐出する装置 |
| JP2022014465A (ja) * | 2020-07-07 | 2022-01-20 | コニカミノルタ株式会社 | インクジェットヘッドの製造方法、インクジェットヘッド及びインクジェット記録装置 |
| JP7512721B2 (ja) | 2020-07-07 | 2024-07-09 | コニカミノルタ株式会社 | インクジェットヘッドの製造方法、インクジェットヘッド及びインクジェット記録装置 |
| WO2023145899A1 (ja) | 2022-01-31 | 2023-08-03 | 京セラ株式会社 | 液体吐出ヘッド、記録装置および液体吐出ヘッドの製造方法 |
| WO2024111524A1 (ja) * | 2022-11-24 | 2024-05-30 | 京セラ株式会社 | 液体吐出ヘッドおよび記録装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US10611149B2 (en) | 2020-04-07 |
| US20190070853A1 (en) | 2019-03-07 |
| EP3521039A1 (en) | 2019-08-07 |
| US20170217174A1 (en) | 2017-08-03 |
| US20200061996A1 (en) | 2020-02-27 |
| JP6790366B2 (ja) | 2020-11-25 |
| CN107020810B (zh) | 2019-10-18 |
| EP3205501A1 (en) | 2017-08-16 |
| US10406810B2 (en) | 2019-09-10 |
| US10155380B2 (en) | 2018-12-18 |
| EP3205501B1 (en) | 2019-05-01 |
| CN107020810A (zh) | 2017-08-08 |
| EP3521039B1 (en) | 2021-05-19 |
| US10906308B2 (en) | 2021-02-02 |
| US20200189278A1 (en) | 2020-06-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6790366B2 (ja) | 液体吐出装置、及び、液体吐出装置の製造方法 | |
| JP6492756B2 (ja) | 液体吐出装置 | |
| JP6604117B2 (ja) | 液体吐出装置 | |
| JP2017144672A (ja) | 液体吐出装置、及び、配線部材 | |
| US9610771B2 (en) | Liquid discharge apparatus and method for producing the same | |
| CN105459600A (zh) | 压电致动器以及压电致动器的制造方法 | |
| JP6375992B2 (ja) | 液体吐出装置、及び、圧電アクチュエータの製造方法 | |
| JP6604035B2 (ja) | 液体吐出装置、及び液体吐出装置の製造方法 | |
| JP6476848B2 (ja) | 液体吐出装置 | |
| JP2018065269A (ja) | 液体吐出装置、及び、液体吐出装置の製造方法 | |
| JP6390386B2 (ja) | 液体吐出装置、及び、液体吐出装置の製造方法 | |
| JP6547249B2 (ja) | 液体吐出装置の製造方法、及び、液体吐出装置 | |
| JP6375942B2 (ja) | 液体吐出装置及び液体吐出装置の製造方法 | |
| JP6558191B2 (ja) | 液体吐出装置 | |
| JP7247764B2 (ja) | 液体吐出ヘッド | |
| JP2018171723A (ja) | 液体吐出ヘッド及びそれを備える液体吐出装置 | |
| JP2016068281A (ja) | 液体吐出装置の製造方法、及び、液体吐出装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190117 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191120 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191224 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20200220 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200417 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201006 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201019 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6790366 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |