JP2017132247A - シート材付き製品の製造装置及び製造方法 - Google Patents
シート材付き製品の製造装置及び製造方法 Download PDFInfo
- Publication number
- JP2017132247A JP2017132247A JP2016211314A JP2016211314A JP2017132247A JP 2017132247 A JP2017132247 A JP 2017132247A JP 2016211314 A JP2016211314 A JP 2016211314A JP 2016211314 A JP2016211314 A JP 2016211314A JP 2017132247 A JP2017132247 A JP 2017132247A
- Authority
- JP
- Japan
- Prior art keywords
- sheet material
- base material
- internal space
- fluid
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
Description
本発明の一実施形態の製造装置は、シート材を基材に貼り付けてシート材付き製品を製造する装置である。この製造装置は、流体が注入される内部空間と、内部空間に流体が注入されることで膨出可能な膨出部材と、を備える膨張部を備えている。その膨張部は、内部空間に流体が注入された際に膨出した膨出部材で、基材と膨出部材との間に配設されるシート材を基材に押し付けて貼着するものである。
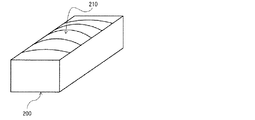
図1Aは、本発明の一実施形態の製造装置における膨張部200の概念を表す図であり、その膨張部200の内部空間に流体を注入する前の状態を表す概念図である。図1Bは、その膨張部200の内部空間に流体を注入し、膨出部材210を膨出させた状態を表す概念図である。
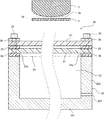
製造装置10は、さらに、基材3と膨出部材21との間にシート材2が取り付けられる固定部31を備えている。製造装置10は、基材3と膨出部材21の間にシート材2が取り付けられる固定部31を備えることで、シート材2と基材3との貼着を行うにあたり、シート材2を固定部31に取り付けて固定しておくことができる(図4A参照)。これにより、基材3に対するシート材2の貼着位置のずれを抑制しやすくなるため、本実施形態の製造装置は、固定部を備えることが好ましい。
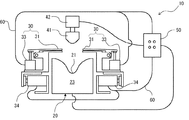
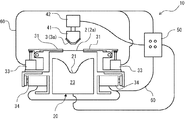
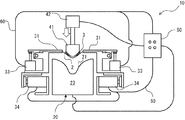
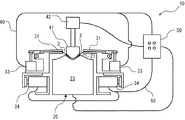
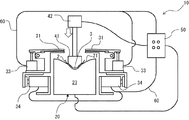
図3及び図4に示す製造装置10は、基材3が取り付けられる取付部41と、取付部41を膨張部20に対して近づく方向及び離れる方向に移動させる取付部移動機構42と、を備えている。製造装置10は、基材3が取り付けられる取付部41を備えることで、基材3を取付部41に取り付けて固定した状態でシート材2と基材3との貼着を行うことができるため、基材3に対してシート材2を安定して貼着することが可能となる。そのため、本実施形態の製造装置は、基材が取り付けられる取付部を備えることが好ましい。
図3に示す製造装置10は、制御部(制御盤)50を備えている。この制御部50は電源に接続され、制御部50によって制御する対象部品に電気や信号を送ることができる。制御部50は、膨張部20の内部空間23への流体の供給量及び供給時間を制御可能に構成されていることが好ましい。この場合、ケーブル60等で、制御部50を膨張部20及び流体供給部に接続することができる。
[1]シート材を基材に貼り付けてシート材付き製品を製造する装置であって、流体が注入される内部空間と、前記内部空間に前記流体が注入されることで膨出可能な膨出部材と、を備える膨張部を備えており、前記膨張部は、前記内部空間に前記流体が注入された際に膨出した膨出部材で、前記基材と前記膨出部材との間に配設される前記シート材を前記基材に押し付けて貼着する、シート材付き製品の製造装置。
[2]前記膨張部は、前記内部空間を有すると共に前記シート材が配設される側に前記内部空間に通じた開口を有するケース部材と、前記開口を覆うシート状の前記膨出部材と、を備える前記[1]に記載の製造装置。
[3]前記ケース部材の前記開口は、前記シート材と前記基材との貼着対象部位の外形よりも大きい外形を有する前記[2]に記載の製造装置。
[4]前記基材と前記膨出部材との間に前記シート材が取り付けられる固定部を備える前記[1]〜[3]のいずれかに記載の製造装置。
[5]前記固定部は、前記シート材を張った状態で固定可能に構成されている前記[4]に記載の製造装置。
[6]前記固定部を、前記シート材の平面方向の内側方向及び外側方向に移動させる固定部移動機構を備える前記[4]又は[5]に記載の製造装置。
[7]前記固定部として、前記シート材の両面を掴み、前記シート材を張った状態で挟持する複数の挟持部を備える前記[4]〜[6]のいずれかに記載の製造装置。
[8]前記挟持部は、前記シート材への圧力の印加及び解除により前記シート材を着脱可能に構成されている前記[7]に記載の製造装置。
[9]前記基材が取り付けられる取付部と、前記取付部を前記膨張部に対して近づく方向及び離れる方向に移動させる取付部移動機構と、を備える前記[1]〜[8]のいずれかに記載の製造装置。
[10]前記膨張部の前記内部空間に前記流体を注入する流体供給部を備える前記[1]〜[9]のいずれかに記載の製造装置。
[11]前記膨張部の前記内部空間への前記流体の供給量及び供給時間を制御する制御部を備える前記[1]〜[10]のいずれかに記載の製造装置。
[12]前記流体が空気である前記[1]〜[11]のいずれか1項に記載の製造装置。
[13]前記基材が樹脂成形体であり、前記シート材が表皮材である、前記[1]〜[12]のいずれかに記載の製造装置。
[14]前記シート材付き製品が自動車用内装部品である前記[1]〜[13]のいずれかに記載の製造装置。
本発明の一実施形態の製造方法は、シート材を基材に貼り付けてシート材付き製品を製造する方法である。本方法では、流体が注入される内部空間、及びその内部空間に流体が注入されることで膨出可能な膨出部材を備える膨張部を備えた装置(好ましくは上述の実施形態に係る製造装置)を用いる。そして、本方法では、基材と膨出部材との間にシート材が位置するように、基材及びシート材を配設する工程(以下、「配設工程」と記すことがある。)を含む。さらに本方法では、膨張部の内部空間に流体を注入して膨出部材を膨出させ、シート材側に膨出した膨出部材でシート材を基材に押し付けて貼着する工程(以下、「貼着工程」と記すことがある。)を含む。
[15]シート材を基材に貼り付けてシート材付き製品を製造する方法であって、流体が注入される内部空間、及び前記内部空間に前記流体が注入されることで膨出可能な膨出部材を備える膨張部を備えた装置を用い、前記基材と前記膨出部材との間に前記シート材が位置するように、前記基材及び前記シート材を配設する配設工程と、前記膨張部の前記内部空間に前記流体を注入して前記膨出部材を膨出させ、前記シート材側に膨出した前記膨出部材で前記シート材を前記基材に押し付けて貼着する、貼着工程と、を含むシート材付き製品の製造方法。
[16]前記貼着工程において、前記内部空間に前記流体を注入する前に、前記基材を前記シート材に接触させておく前記[15]に記載の製造方法。
[17]前記装置は、前記シート材が取り付けられる固定部を備えており、前記配設工程は、前記基材と前記膨出部材との間に、前記シート材を前記固定部により張った状態で固定して配設する工程を含む前記[15]又は[16]に記載の製造方法。
[18]前記貼着工程は、前記固定部により張った状態で固定された前記シート材に前記基材を押し付けた状態で、前記膨張部の前記内部空間に前記流体を注入し、前記シート材側に膨出した前記膨出部材で前記シート材を前記基材に押し付けて仮貼着する第一の貼着工程と、前記内部空間に注入した前記流体を排出すると共に前記シート材の固定を解除し、前記シート材を仮貼着した基材を、前記膨出部材を押し込みながら前記内部空間側に移動する移動工程と、前記内部空間に再び前記流体を注入し、前記シート材側に膨出した前記膨出部材で前記シート材を前記基材に押し付けて貼着する第二の貼着工程と、を含む前記[17]に記載の製造方法。
[19]前記移動工程で前記シート材の固定を解除した後、前記固定部を前記シート材の平面方向の外側方向に移動する前記[18]に記載の製造方法。
[20]前記装置が、前記[1]〜[14]のいずれかに記載の製造装置である前記[15]〜[19]のいずれかに記載の製造方法。
2 シート材
3 基材
10 製造装置
20 膨張部
21 膨出部材
22 ケース部材
23 内部空間
24 開口
31 固定部(挟持部)
33 固定機構
34 固定部移動機構
41 取付部
42 取付部移動機構
50 制御部
Claims (19)
- シート材を基材に貼り付けてシート材付き製品を製造する装置であって、
流体が注入される内部空間と、前記内部空間に前記流体が注入されることで膨出可能な膨出部材と、を備える膨張部を備えており、
前記膨張部は、前記内部空間に前記流体が注入された際に膨出した膨出部材で、前記基材と前記膨出部材との間に配設される前記シート材を前記基材に押し付けて貼着する、シート材付き製品の製造装置。 - 前記膨張部は、前記内部空間を有すると共に前記シート材が配設される側に前記内部空間に通じた開口を有するケース部材と、前記開口を覆うシート状の前記膨出部材と、を備える請求項1に記載の製造装置。
- 前記ケース部材の前記開口は、前記シート材と前記基材との貼着対象部位の外形よりも大きい外形を有する請求項2に記載の製造装置。
- 前記基材と前記膨出部材との間に前記シート材が取り付けられる固定部を備える請求項1〜3のいずれか1項に記載の製造装置。
- 前記固定部は、前記シート材を張った状態で固定可能に構成されている請求項4に記載の製造装置。
- 前記固定部を、前記シート材の平面方向の内側方向及び外側方向に移動させる固定部移動機構を備える請求項4又は5に記載の製造装置。
- 前記固定部として、前記シート材の両面を掴み、前記シート材を張った状態で挟持する複数の挟持部を備える請求項4〜6のいずれか1項に記載の製造装置。
- 前記挟持部は、前記シート材への圧力の印加及び解除により前記シート材を着脱可能に構成されている請求項7に記載の製造装置。
- 前記基材が取り付けられる取付部と、前記取付部を前記膨張部に対して近づく方向及び離れる方向に移動させる取付部移動機構と、を備える請求項1〜8のいずれか1項に記載の製造装置。
- 前記膨張部の前記内部空間に前記流体を注入する流体供給部を備える請求項1〜9のいずれか1項に記載の製造装置。
- 前記膨張部の前記内部空間への前記流体の供給量及び供給時間を制御する制御部を備える請求項1〜10のいずれか1項に記載の製造装置。
- 前記流体が空気である請求項1〜11のいずれか1項に記載の製造装置。
- 前記基材が樹脂成形体であり、前記シート材が表皮材である、請求項1〜12のいずれか1項に記載の製造装置。
- 前記シート材付き製品が自動車用内装部品である請求項1〜13のいずれか1項に記載の製造装置。
- シート材を基材に貼り付けてシート材付き製品を製造する方法であって、
流体が注入される内部空間、及び前記内部空間に前記流体が注入されることで膨出可能な膨出部材を備える膨張部を備えた装置を用い、
前記基材と前記膨出部材との間に前記シート材が位置するように、前記基材及び前記シート材を配設する配設工程と、
前記膨張部の前記内部空間に前記流体を注入して前記膨出部材を膨出させ、前記シート材側に膨出した前記膨出部材で前記シート材を前記基材に押し付けて貼着する、貼着工程と、
を含むシート材付き製品の製造方法。 - 前記貼着工程において、前記内部空間に前記流体を注入する前に、前記基材を前記シート材に接触させておく請求項15に記載の製造方法。
- 前記装置は、前記シート材が取り付けられる固定部を備えており、
前記配設工程は、前記基材と前記膨出部材との間に、前記シート材を前記固定部により張った状態で固定して配設する工程を含む請求項15又は16に記載の製造方法。 - 前記貼着工程は、前記固定部により張った状態で固定された前記シート材に前記基材を押し付けた状態で、前記膨張部の前記内部空間に前記流体を注入し、前記シート材側に膨出した前記膨出部材で前記シート材を前記基材に押し付けて仮貼着する第一の貼着工程と、
前記内部空間に注入した前記流体を排出すると共に前記シート材の固定を解除し、前記シート材を仮貼着した基材を、前記膨出部材を押し込みながら前記内部空間側に移動する移動工程と、
前記内部空間に再び前記流体を注入し、前記シート材側に膨出した前記膨出部材で前記シート材を前記基材に押し付けて貼着する第二の貼着工程と、
を含む請求項17に記載の製造方法。 - 前記移動工程で前記シート材の固定を解除した後、前記固定部を前記シート材の平面方向の外側方向に移動する請求項18に記載の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016211314A JP6657052B2 (ja) | 2016-10-28 | 2016-10-28 | シート材付き製品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016211314A JP6657052B2 (ja) | 2016-10-28 | 2016-10-28 | シート材付き製品の製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016012269A Division JP6035440B1 (ja) | 2016-01-26 | 2016-01-26 | シート材付き製品の製造装置及び製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017132247A true JP2017132247A (ja) | 2017-08-03 |
| JP2017132247A5 JP2017132247A5 (ja) | 2019-02-14 |
| JP6657052B2 JP6657052B2 (ja) | 2020-03-04 |
Family
ID=59501878
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016211314A Active JP6657052B2 (ja) | 2016-10-28 | 2016-10-28 | シート材付き製品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6657052B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023082941A (ja) * | 2021-12-03 | 2023-06-15 | 株式会社イノアックコーポレーション | 車両内装部材の製造方法および製造装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5142875U (ja) * | 1974-09-24 | 1976-03-30 | ||
| JPH01195021A (ja) * | 1988-01-29 | 1989-08-04 | Toyota Motor Corp | 張り込み成形方法 |
| JPH05131545A (ja) * | 1991-11-14 | 1993-05-28 | Dainippon Printing Co Ltd | 真空プレス積層成形方法 |
| JPH05293896A (ja) * | 1992-04-20 | 1993-11-09 | Dainippon Printing Co Ltd | 真空プレス積層成形装置 |
| JPH06190919A (ja) * | 1992-12-24 | 1994-07-12 | Dainippon Printing Co Ltd | 化粧シート積層成形装置 |
| JPH07101031A (ja) * | 1993-09-30 | 1995-04-18 | Nippon Plast Co Ltd | 表皮材貼着方法とそれに用いる装置 |
| JP2013010330A (ja) * | 2011-06-30 | 2013-01-17 | Nisshinbo Mechatronics Inc | ラミネート装置用の熱板 |
-
2016
- 2016-10-28 JP JP2016211314A patent/JP6657052B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5142875U (ja) * | 1974-09-24 | 1976-03-30 | ||
| JPH01195021A (ja) * | 1988-01-29 | 1989-08-04 | Toyota Motor Corp | 張り込み成形方法 |
| JPH05131545A (ja) * | 1991-11-14 | 1993-05-28 | Dainippon Printing Co Ltd | 真空プレス積層成形方法 |
| JPH05293896A (ja) * | 1992-04-20 | 1993-11-09 | Dainippon Printing Co Ltd | 真空プレス積層成形装置 |
| JPH06190919A (ja) * | 1992-12-24 | 1994-07-12 | Dainippon Printing Co Ltd | 化粧シート積層成形装置 |
| JPH07101031A (ja) * | 1993-09-30 | 1995-04-18 | Nippon Plast Co Ltd | 表皮材貼着方法とそれに用いる装置 |
| JP2013010330A (ja) * | 2011-06-30 | 2013-01-17 | Nisshinbo Mechatronics Inc | ラミネート装置用の熱板 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023082941A (ja) * | 2021-12-03 | 2023-06-15 | 株式会社イノアックコーポレーション | 車両内装部材の製造方法および製造装置 |
| JP7805763B2 (ja) | 2021-12-03 | 2026-01-26 | 株式会社イノアックコーポレーション | 車両内装部材の製造方法および製造装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6657052B2 (ja) | 2020-03-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20150354547A1 (en) | High Throughput Fabrication of Soft Machines | |
| KR20180084070A (ko) | 캐리어 필름 부착 개스킷의 취급 방법 | |
| JP2005527400A5 (ja) | ||
| EP3375605B1 (en) | Method for molding a part, and corresponding part | |
| JP6657052B2 (ja) | シート材付き製品の製造方法 | |
| JP6035440B1 (ja) | シート材付き製品の製造装置及び製造方法 | |
| CN100471655C (zh) | 一种固定预成形垫的方法 | |
| EP2978592B1 (en) | An apparatus for pressure bonding of a covering on an automotive interior component and a method for pressure bonding thereof | |
| CN1982035A (zh) | 用于制造模制物品的真空模塑方法和装置 | |
| US7416626B2 (en) | Trim panel with edge seal | |
| US7875336B2 (en) | Method for producing a component, a tool for carrying out said method and the component | |
| JPH07195430A (ja) | 複合表皮一体成形方法及びその装置 | |
| JP6886871B2 (ja) | 車両内装部材の製造方法および車両内装部材製造用圧着装置 | |
| JP6857009B2 (ja) | 車両用内装材の製造方法 | |
| ES2925601B2 (es) | Procedimiento de fabricación de embellecedores para vehículos | |
| US20050012234A1 (en) | Method for making cushioned products with an integral cover | |
| JP2000246742A (ja) | 発泡体付き樹脂成形品及びその製造方法 | |
| JP6894768B2 (ja) | 車両内装部材の製造方法および車両内装部材製造用圧着装置 | |
| JP2016153190A (ja) | 自動車内装品の製造方法 | |
| US10829073B2 (en) | Airbag chute with integral seal | |
| JP2012200868A (ja) | 積層成形体の製造方法 | |
| WO2020110385A1 (ja) | 表皮付部品の製造方法 | |
| JP2000015650A (ja) | 部分発泡成形品の成形方法およびその成形装置、並びに部分発泡成形品 | |
| JP2016007831A (ja) | 車両用内装材の製造方法 | |
| JP2011218631A (ja) | 軟質の樹脂成形品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181228 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191001 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191121 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200114 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200205 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6657052 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |