JP2017135357A - 印刷配線板およびその製造方法 - Google Patents
印刷配線板およびその製造方法 Download PDFInfo
- Publication number
- JP2017135357A JP2017135357A JP2016127646A JP2016127646A JP2017135357A JP 2017135357 A JP2017135357 A JP 2017135357A JP 2016127646 A JP2016127646 A JP 2016127646A JP 2016127646 A JP2016127646 A JP 2016127646A JP 2017135357 A JP2017135357 A JP 2017135357A
- Authority
- JP
- Japan
- Prior art keywords
- hole
- resin
- layer
- wiring board
- printed wiring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Production Of Multi-Layered Print Wiring Board (AREA)
Abstract
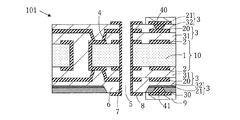
【解決手段】絶縁体1に導体回路2を形成したコア層10と、このコア層10の少なくとも一方の面に積層した第1の樹脂からなるビルドアップ層3と、第1ビルドアップ層3の表面に積層した、キャビティ6または貫通孔60を有する第2の樹脂からなる第2ビルドアップ層30と、キャビティ6または貫通孔60内を通り、コア層10と第1および第2ビルドアップ層3,30とを貫通するスルーホール5とを備え、前記キャビティ6または貫通孔60には、前記第1の樹脂が充填されている。
【選択図】図1
Description
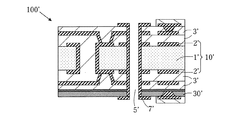
このような印刷配線板としては、電気特性、機械特性、加工性などの物性が異なる2種以上の絶縁材料を用いたハイブリッド構造基板が挙げられる。
このうち、ビルドアップ層3’と最外ビルドアップ層30’とは、異なる樹脂が用いられる。特に、最外ビルドアップ層30’としては、低誘電材である液晶ポリマー(LCP)などが使用される。
樹脂が異なると熱膨張係数も異なるため、物性の異なる2種以上の絶縁材料を用いると、スルーホールの縦方向の樹脂の境界から熱膨張係数が変わる。部品実装時や部品実装後装置として稼働時の装置全体の発熱による樹脂の膨張収縮で、この樹脂の境界にストレスが集中する。そのため、導体層7’にクラックが入るか、または樹脂の境界部に樹脂クラックが発生して導体層7’にクラックが入り、スルーホール断線が発生してしまう。
しかしながら、物性の異なる2種以上の絶縁材料を使用したとき、スルーホール断線の発生を防ぐために、導体層7’の厚みが厚く(30μm以上)なり、サブトラクティブ工法では微細配線が形成できない。サブトラクティブ工法とMSAPなどのパターンめっき工法を併用すれば微細配線形成は可能だが、製造工程が増えて作業が煩雑になり、製造にコストがかかってしまう。
(1)絶縁体に導体回路を形成したコア層と、コア層の少なくとも一方の面に積層した第1の樹脂からなる少なくとも1層の第1ビルドアップ層と、第1ビルドアップ層の表面に積層した、キャビティまたは貫通孔を有する第2の樹脂からなる第2ビルドアップ層と、キャビティまたは貫通孔内を通り、コア層と第1および第2ビルドアップ層とを貫通するスルーホールとを備え、キャビティまたは貫通孔には、第1の樹脂が充填されていることを特徴とする印刷配線板。
(2)コア層の絶縁体を形成する樹脂と第1ビルドアップ層を形成する第1の樹脂とが、同じ樹脂である上記(1)に記載の印刷配線板。
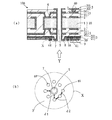
(3)前記第2ビルドアップ層において、前記スルーホールの開口部周辺に、導体が充填された複数のフィルドビアが配置されている(1)または(2)に記載の印刷配線板。
(4)前記フィルドビアが、前記スルーホールの開口部の少なくとも一部を囲むように配置されている(3)に記載の印刷配線板。
(5)前記フィルドビアが、前記スルーホールを中心にして同一円周上に配置されている(4)に記載の印刷配線板。
(6)絶縁体に導体回路を形成してコア層を得る工程と、コア層の少なくとも一方の面に、第1の樹脂からなる少なくとも1層の第1ビルドアップ層およびキャビティまたは貫通孔を有する第2の樹脂からなる第2ビルドアップ層を、この順で積層させる工程と、キャビティまたは貫通孔内を通り、コア層と第1および第2ビルドアップ層とを貫通するスルーホールを形成する工程とを含み、前記第1ビルドアップ層および前記第2ビルドアップ層を積層させる工程が、コア層の少なくとも一方の面に、少なくとも1層の第1のプリプレグおよびキャビティまたは貫通孔を有する半硬化樹脂層または硬化樹脂層をこの順で重ねて、熱プレスに供することによって行われ、前記第1のプリプレグの溶融した樹脂が、前記キャビティまたは貫通孔内に充填されることを特徴とする印刷配線板の製造方法。
(7)前記キャビティを有する半硬化樹脂層または硬化樹脂層の一方の面に銅箔が形成されており、前記キャビティの開口部が、前記第1のプリプレグ側に位置している(6)に記載の印刷配線板の製造方法。
(8)前記コア層の絶縁体を形成する樹脂と前記第1のプリプレグを形成する樹脂とが、同じ樹脂である(6)または(7)に記載の印刷配線板の製造方法。
(9)前記キャビティが、レーザ加工によって形成される(6)〜(8)のいずれかに記載の印刷配線板の製造方法。
(10)前記第2ビルドアップ層において、スルーホールの開口部周辺に、導体が充填されたフィルドビアを複数形成する工程を、さらに含む(6)〜(9)のいずれかに記載の印刷配線板の製造方法。
さらに、印刷配線板の製造時において熱プレスの際に、スルーホールが形成されるキャビティに、溶融した第1の樹脂が充填される。そのため、樹脂の熱膨張係数の差を緩和させ、接続信頼性が向上したスルーホールを容易に形成することができる。
スルーホール5は、コア層10、第1ビルドアップ層3、および第2ビルドアップ層30を貫通している。スルーホール5の内部に樹脂は充填されず、かつ内壁面にスルーホールめっきとして、銅めっきなどの金属めっきからなる導体層7を有する。
また、印刷配線板100には、コア層10の導体回路2と接続するビア4や、導体回路20と接続し、印刷配線板100の最外層に設けられるビア40、このビア40を保護するためのソルダーレジスト層9などを適宜設置してもよい。
この導体回路2は、例えば、ドリル加工またはレーザ加工によって絶縁体1に孔部を形成し、この孔部にめっき処理にて導体を設けて形成してもよく、また、めっき処理後、孔内を必要に応じて樹脂で充填してもよい。
絶縁樹脂層31は、コア層10の導体回路2と電気的に接続されるビア4を備える。ビア4は穴部の内壁面に導体材料を被着または充填することによって形成される。絶縁樹脂層32は、絶縁樹脂層31上に設けた導体回路20と接続するビア40を備える。このビア40は、穴部に導体材料を被着または充填して形成される。
第1ビルドアップ層3(絶縁樹脂層31、32)を形成する第1の樹脂としては、例えば、エポキシ樹脂、ビスマレイミド−トリアジン樹脂、ポリイミド樹脂などが挙げられる。第1ビルドアップ層3とコア層10を形成する絶縁体1とは、好ましくは同じ樹脂(第1の樹脂)で形成される。なお、ビア4およびビア40の形成位置や個数は限定されず、第1ビルドアップ層3のいずれかに適宜設けて良い。
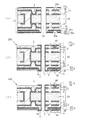
(I)絶縁体に導体回路を形成してコア層を得る工程。
(II)コア層の少なくとも一方の面に、第1の樹脂からなる少なくとも1層の第1ビルドアップ層およびキャビティを有する第2の樹脂からなる第2ビルドアップ層を、この順で積層させる工程。
(III)キャビティ内を通り、コア層と第1および第2ビルドアップ層とを貫通するスルーホールを形成する工程。
樹脂付き銅箔30aは、銅箔30dの一方の面に、第1のプリプレグ32’の樹脂とは異なる樹脂(半硬化樹脂)30bを被着して、一体化したものである。樹脂付き銅箔30aには、例えば、レーザでトレパニングすることによって、銅箔30dを貫通しないようにキャビティ6が形成されている。このとき、ドリル加工などの機械加工では、銅箔30dを貫通したり、銅箔30dに樹脂残渣が残る恐れがある。また、薬品などにより樹脂を溶かして除去すると、除去部分以外の樹脂が変質する恐れがある。そのため、レーザ加工が好ましい。
この樹脂付き銅箔30aの樹脂(半硬化樹脂)30bは、熱プレス後に第2ビルドアップ層30となる。このような樹脂付き銅箔30aとしては、R−F705T(パナソニック株式会社製)などを使用してもよい。
キャビティ6に換えて、貫通孔60としても良い。加工方法は、レーザだけでなく、ドリル加工、金型による打ち抜きなど、選択肢が増える。
この場合、樹脂付き銅箔30aの下面に離型フィルム(旭硝子株式会社製アフレックス25MW等)をレイアップすることで、熱プレス時に、第1のプリプレグ32’の溶融した樹脂が、樹脂付き銅箔30aの下面の銅箔30d表面に過剰に広がることを防止する。
熱プレス後、貫通孔60から銅箔30dの表面にやや広がった第1のプリプレグ32’の樹脂を切除あるいは研磨し、銅箔30dの表面と同じ高さになるように加工する。
なお、ドリル加工またはレーザ加工により形成したスルーホール下孔5aおよび穴部40aの開口部周縁や内壁面などに、開口時の樹脂の残渣(図示せず)が残ることがある。その場合は、デスミア処理により残渣を除去する。
また、図3(f’)に示す印刷配線板102が、変形例による完成図である。
なお、本実施形態では、第2ビルドアップ層30は印刷配線板100の片面のみに設けたが、これに限定されず、両面に第2ビルドアップ層30を設けることもできる。その場合、両側の第2ビルドアップ層30のスルーホール5の形成領域にキャビティ6を設ければよい。
(IV)第2ビルドアップ層において、スルーホールの開口部周辺に、導体が充填されたフィルドビアを複数形成する工程。
まず、2層基板35aの上下面を貫通するように、ビア45の下孔をドリル加工またはレーザ加工により形成する。このレーザ加工で用いられるレーザ光としては、例えば、CO2レーザ、UV−YAGレーザなどが挙げられる。
なお、ドリル加工またはレーザ加工により形成したビア45の下孔の開口部周縁や内壁面などに、開口時の樹脂の残渣(図示せず)が残ることがある。その場合は、デスミア処理により残渣を除去する。
2層基板35aは、導体(銅箔)を形成済みの絶縁体35を用いるのが良い。
さらに、ビア45をめっき処理した後、2層基板35aの両面に公知の方法でドライフィルムを貼付する。マスク(図示せず)は2層基板35aの上面にのみ貼り付け、露光および現像する。つまり、2層基板35aの上面のビア4のランド(図示せず)、導体回路25の形成位置および後述のキャビティ6に対応した位置の開口6b以外、並びに、2層基板35aの下面全面にドライフィルムを形成する。導体をエッチング後に導体回路等を形成した場所のドライフィルムを剥離すると、導体回路25及び導体回路25と電気的に接続したビア45、開口6bとを得ることができる。この導体回路25及び導体35dの厚みは15μm以上であれば特に限定されないが、30μm未満であるのがよい。
この2層基板35aを構成する材料としては、RO3003(Rogers Corporation製)、NPC−F275(日本ピラー工業株式会社製)、R−5785(パナソニック株式会社製)、Astra MT(Isola社製)などを使用してもよい。
キャビティ6に換えて、貫通孔60としても良い。加工方法は、レーザだけでなく、ドリル加工、金型による打ち抜きなど、選択肢が増える。
この場合、2層基板35aの下面に離型フィルム(旭硝子株式会社製アフレックス25MW等)をレイアップすることで、熱プレス時に、第1のプリプレグ32’の溶融した樹脂が、2層基板35aの下面の導体35d面に過剰に広がることを防止する。
熱プレス後、貫通孔60から導体35dの表面にやや広がった第1のプリプレグ32’の樹脂を切除あるいは研磨し、導体35dの表面と同じ高さになるように加工する。
1a 孔部
2、20、21、25 導体回路
21a 銅箔
3、3’ ビルドアップ層
30 第2ビルドアップ層
30’ 最外ビルドアップ層
31 絶縁樹脂層
32 絶縁樹脂層
32’ 第1のプリプレグ
30a 樹脂付き銅箔
30b 樹脂(半硬化樹脂)
30c 樹脂(硬化樹脂)
30d 銅箔
35 絶縁体
35a 2層基板
35d 導体
4、40、41、45 ビア
4a、40a 穴部
44 フィルドビア
5、5’ スルーホール
5a スルーホール下孔
6 キャビティ
6a 孔
6b 開口
60 貫通孔
7、7’ 導体層
7a 導体
8 下側ランド
9 ソルダーレジスト層
10 コア層
11、12 積層板
100、101、102、104、110、112、100’ 印刷配線板
Claims (10)
- 絶縁体に導体回路を形成したコア層と、
コア層の少なくとも一方の面に積層した第1の樹脂からなる少なくとも1層の第1ビルドアップ層と、
第1ビルドアップ層の表面に積層した、キャビティまたは貫通孔を有する第2の樹脂からなる第2ビルドアップ層と、
キャビティまたは貫通孔内を通り、コア層と第1および第2ビルドアップ層とを貫通するスルーホールとを備え、
前記キャビティまたは貫通孔には、前記第1の樹脂が充填されていることを特徴とする印刷配線板。 - 前記コア層の絶縁体を形成する樹脂と前記第1ビルドアップ層を形成する第1の樹脂とが、同じ樹脂である請求項1に記載の印刷配線板。
- 前記第2ビルドアップ層において、前記スルーホールの開口部周辺に、導体が充填された複数のフィルドビアが配置されている請求項1または2に記載の印刷配線板。
- 前記フィルドビアが、前記スルーホールの開口部の少なくとも一部を囲むように配置されている請求項3に記載の印刷配線板。
- 前記フィルドビアが、前記スルーホールを中心にして同一円周上に配置されている請求項4に記載の印刷配線板。
- 絶縁体に導体回路を形成してコア層を得る工程と、
コア層の少なくとも一方の面に、第1の樹脂からなる少なくとも1層の第1ビルドアップ層およびキャビティまたは貫通孔を有する第2の樹脂からなる第2ビルドアップ層を、この順で積層させる工程と、
キャビティまたは貫通孔内を通り、コア層と第1および第2ビルドアップ層とを貫通するスルーホールを形成する工程とを含み、
前記第1ビルドアップ層および前記第2ビルドアップ層を積層させる工程が、コア層の少なくとも一方の面に、少なくとも1層の第1のプリプレグおよびキャビティまたは貫通孔を有する半硬化樹脂層または硬化樹脂層をこの順で重ねて、熱プレスに供することによって行われ、前記第1のプリプレグの溶融した樹脂が、前記キャビティまたは貫通孔内に充填されることを特徴とする印刷配線板の製造方法。 - 前記キャビティを有する半硬化樹脂層または硬化樹脂層の一方の面に銅箔が形成されており、前記キャビティの開口部が、前記第1のプリプレグ側に位置している請求項6に記載の印刷配線板の製造方法。
- 前記コア層の絶縁体を形成する樹脂と前記第1のプリプレグを形成する樹脂とが、同じ樹脂である請求項6または7に記載の印刷配線板の製造方法。
- 前記キャビティが、レーザ加工によって形成される請求項6〜8のいずれかに記載の印刷配線板の製造方法。
- 前記第2ビルドアップ層において、スルーホールの開口部周辺に、導体が充填されたフィルドビアを複数形成する工程を、さらに含む請求項6〜9のいずれかに記載の印刷配線板の製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016011924 | 2016-01-25 | ||
| JP2016011924 | 2016-01-25 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017135357A true JP2017135357A (ja) | 2017-08-03 |
| JP6643956B2 JP6643956B2 (ja) | 2020-02-12 |
Family
ID=59504530
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016127646A Active JP6643956B2 (ja) | 2016-01-25 | 2016-06-28 | 印刷配線板およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6643956B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210009470A (ko) * | 2019-07-16 | 2021-01-27 | 주식회사 심텍 | 서로 다른 재질의 층간 절연층을 포함하는 인쇄회로기판 및 이의 제조 방법 |
| CN113133209A (zh) * | 2021-04-13 | 2021-07-16 | 常州技天电子有限公司 | 一种六层高频盲孔板制作工艺 |
| JP2021108320A (ja) * | 2019-12-27 | 2021-07-29 | 京セラ株式会社 | 印刷配線板及び印刷配線板の製造方法 |
| WO2021200538A1 (ja) | 2020-03-30 | 2021-10-07 | 京セラ株式会社 | 印刷配線板及び印刷配線板の製造方法 |
-
2016
- 2016-06-28 JP JP2016127646A patent/JP6643956B2/ja active Active
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20210009470A (ko) * | 2019-07-16 | 2021-01-27 | 주식회사 심텍 | 서로 다른 재질의 층간 절연층을 포함하는 인쇄회로기판 및 이의 제조 방법 |
| KR102331487B1 (ko) | 2019-07-16 | 2021-11-29 | (주)심텍 | 서로 다른 재질의 층간 절연층을 포함하는 인쇄회로기판 및 이의 제조 방법 |
| JP2021108320A (ja) * | 2019-12-27 | 2021-07-29 | 京セラ株式会社 | 印刷配線板及び印刷配線板の製造方法 |
| WO2021200538A1 (ja) | 2020-03-30 | 2021-10-07 | 京セラ株式会社 | 印刷配線板及び印刷配線板の製造方法 |
| US12484155B2 (en) | 2020-03-30 | 2025-11-25 | Kyocera Corporation | Printed wiring board and method for manufacturing printed wiring board |
| CN113133209A (zh) * | 2021-04-13 | 2021-07-16 | 常州技天电子有限公司 | 一种六层高频盲孔板制作工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6643956B2 (ja) | 2020-02-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8419884B2 (en) | Method for manufacturing multilayer wiring substrate | |
| JP2011159855A (ja) | 局所多層回路基板、および局所多層回路基板の製造方法 | |
| KR100861619B1 (ko) | 방열 인쇄회로기판 및 그 제조방법 | |
| KR100965341B1 (ko) | 인쇄회로기판의 제조방법 | |
| WO2008004382A1 (en) | Method for manufacturing multilayer printed wiring board | |
| CN103379751A (zh) | 组合印制电路板的制造方法、印制电路板及其制造方法 | |
| KR20140108164A (ko) | 배선 기판 및 그 제조 방법 | |
| JP2015109392A (ja) | 配線基板の製造方法 | |
| JP6643956B2 (ja) | 印刷配線板およびその製造方法 | |
| KR20120040892A (ko) | 인쇄회로기판 및 그의 제조 방법 | |
| KR20170000795A (ko) | 배선기판 및 그 제조방법 | |
| KR101154605B1 (ko) | 인쇄회로기판 및 그의 제조 방법 | |
| JP6674016B2 (ja) | 印刷配線板およびその製造方法 | |
| JP2005039233A (ja) | ビアホールを有する基板およびその製造方法 | |
| US10779408B2 (en) | Printed wiring board | |
| JP2017084913A (ja) | 印刷配線板およびその製造方法 | |
| KR100651422B1 (ko) | 일괄 적층 방식을 이용한 다층 인쇄회로기판의 제조 방법 | |
| KR101089923B1 (ko) | 인쇄회로기판의 제조방법 | |
| JP2010205809A (ja) | 多層プリント配線板およびその製造方法 | |
| TWI912858B (zh) | 多層結構電路基板及其製作方法 | |
| US20230397335A1 (en) | Wiring substrate | |
| JP3749201B2 (ja) | プリント配線板の製造方法 | |
| JP2005109188A (ja) | 回路基板、多層基板、回路基板の製造方法および多層基板の製造方法 | |
| KR101108816B1 (ko) | 다층 인쇄회로기판 및 이의 제조방법 | |
| KR20090017754A (ko) | 다층인쇄회로기판의 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190910 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190912 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191106 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191210 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200107 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6643956 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |