JP2017136708A - 鋳型の作成方法 - Google Patents
鋳型の作成方法 Download PDFInfo
- Publication number
- JP2017136708A JP2017136708A JP2016017539A JP2016017539A JP2017136708A JP 2017136708 A JP2017136708 A JP 2017136708A JP 2016017539 A JP2016017539 A JP 2016017539A JP 2016017539 A JP2016017539 A JP 2016017539A JP 2017136708 A JP2017136708 A JP 2017136708A
- Authority
- JP
- Japan
- Prior art keywords
- polymer solution
- mold
- stage
- gel
- sol
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
Description
1つ目の問題点は、オンデマンド性が低い点である。鋳型を形成するために、まず金属やプラスチックの素材を切削などにより加工する工程が必要になる。また成形したいゲルの形状が変わった場合、鋳型を切削加工で新たに製造する必要がある。
2つ目の問題点は、成形物に離型による負荷がかかる点である。即ち、鋳型から成形したゲルを外す場合、鋳型内壁と成形物との間に摩擦が生じ、成形物が破壊される可能性がある。
しかし、特許文献1に開示された方法では、粘度が高い温度応答性ゾル−ゲル転移材料しか使用できないため、積層によって層の間に段差が生じる。そのため鋳型として用いた場合、成形物に段差が転写される。したがって、特許文献1に開示された方法で鋳型を作成することはできない。
本実施形態に係る鋳型の作成方法は、鋳型に用いるゾル−ゲル転移材料のゾル−ゲル転移温度が、後述する積層造形装置を用いる空間の室温より高い場合、室温より低い場合で異なる。
鋳型を造形する装置周辺の室温としては、一般に常温の範囲が20±15℃であるとして、常温が用いられる。後述する積層造形装置を用いる室温は15℃から25℃程度が好ましい。
ここでは、積層造形装置を用いる室温を20℃とする。
図1は、本発明の第1の実施形態にかかる鋳型の作成方法を実施する積層造形装置を概略的に示す図である。
積層造形装置1は、高分子溶液を吐出する液滴吐出機構10、吐出された高分子溶液を着弾させるステージ20、液滴吐出機構10の液滴吐出手段12とステージ20とを相対移動させる駆動部30、吐出された高分子溶液をステージ20上で加熱してゲル化させる加熱機構22、吐出前の高分子溶液を冷却する吐出溶液冷却手段(ここでは、例えばペルチェ冷却装置)32、などを備える。
ステージ20は、上面が平らな形状(ほぼ平らな形状も含む)である。
ステージ20の材質は、高分子溶液が濡れ広がらない、接触角が90°以上となる基材を用いることが好ましい。基材としては、とくにプラスチック基材、もしくは撥液処理を施した金属または撥液処理を施したガラス基材が望ましい。プラスチック基材としては特にPET(ポリエチレンテレフタレート)、ポリイミド、PTFE(ポリテトラフルオロエチレン)などが挙げられる。ただし、これらに限定するものではない。
駆動部30は、液滴吐出手段12とステージ20の少なくとも一方を動かして、液滴吐出手段12とステージ20とを三次元方向に相対移動させるものであり、モーター、空圧シリンダなどが挙げられるが、これに限定されない。
吐出溶液冷却手段32は、液滴吐出手段12の高分子溶液をゾル−ゲル転移温度より低い温度に冷却してゾル化させる手段である。構成はペルチェ素子、氷、冷媒、熱交換器などが挙げられるが、これに限定されない。
用いる高分子溶液のゾル−ゲル転移温度が室温より高い場合は、吐出溶液冷却手段32を省略してもよい。また、用いる高分子溶液のゾル−ゲル転移温度が室温より低い場合は加熱機構22を省略してもよい。
本実施形態では、鋳型40(図2)を形成する材料として、ゾル−ゲル転移温度より低い温度でゾル化し、且つ、ゾル−ゲル転移温度より高い温度でゲル化するゾル−ゲル転移温度を有する高分子溶液を用いる。
ゾル−ゲル転移温度を有する高分子の例として、特許文献2(特許第5019851号公報)に示された8−arms PEG−block−PLLA−cholesterol・コンジュゲイトや、特許文献3(特許第5264103号公報)に示されるPoly[(Glc−Asp)−r−DL−LA]−g−PEG、非特許文献1に示されたPLGA‐PEG‐PLGA、Pluronic(登録商標) F127の名称で市販されているポロキサマー407がある。ただしこれらに限定されない。
ポロキサマー407(以下、ポロキサマーという)はドラッグデリバリーシステムの用途で研究開発されてきた実例があり、入手性がよい。
高分子溶液の粘度は、低いほど鋳型40の寸法精度が高くなり、吐出時の粘度は500mPa・s以下の値が望ましく、とくに150mPa・sより小さい値が望ましい。
また、150mPa・s以下であればさらに精度が向上するが、高分子溶液の流動性がさらに高くなる。鋳型40を造形する際の高分子溶液の流動する量を安定させるため、雰囲気の温度を一定にする工夫が必要となる。
粘度が高い高分子溶液、とくに吐出時の粘度が500mPa・sより大きい場合、吐出されてからほぼ流動せずにゲル化するため、基材に対する濡れ広がりは顕著ではない。ただし、次に説明する積層による層42(図3)間の段差が問題となるため、鋳型40の材料としては望ましくない。
また、粘度が高い高分子溶液を吐出する方法として、主にディスペンサ35が用いられるが、ディスペンサ35で高粘度の液を吐出する場合、低粘度の液と比べて小滴を吐出し難いため吐出量が多くなる。そのため、吐出する線の幅が同じ場合に、低粘度の高分子溶液を用いた場合と比べて液の高さが高くなる傾向があり、積層物の側面の曲率が大きくなるため凹凸も大きくなる。
そのため、成形物に段差が転写されないようにするためには、用いる高分子溶液の粘度は500mPa・s以下、特に150mPa・s以下が望ましい。
ゾル状態の高分子溶液を入れた液滴吐出手段12を用意する。また、高分子溶液が濡れ広がらない基材からなるステージ20を、高分子溶液のゾル−ゲル転移温度以上に保持する。その上で以下の各工程を実行する。即ち、
工程1.液滴吐出機構10を用いて、液滴吐出手段12からゾル状態の高分子溶液を吐出する。
工程2.吐出された高分子溶液をステージ20上でゾル−ゲル転移温度以上に保持し、ゲル化する。
工程3.駆動部30を用いて液滴吐出手段12とステージ20とを水平方向に相対移動させる。
液滴吐出機構と前記ステージとを相対移動させ、前記相対移動の軌跡の形状のゲルの層をステージ上に形成する工程。
工程5.駆動部30を動かしながら、形成されたゲルの層の上に高分子溶液をさらに吐出し、ゲルの層を重ねる。ゲルの層を形成する際、層の外周の内側において高分子溶液を吐出しない領域を確保することにより、ゲルが形成されない部分を含む層を形成する。
工程5を繰り返すことにより、高分子溶液のゲルの層を重ねる操作を繰り返し、空洞構造を含むゲルの成形物を形成する。
検討の結果、層間の段差を埋めるために適したゲル化時間は1秒から1分程度が望ましいことが判明した。
本実施形態では、高分子溶液は吐出されてから流動化するに要する時間をおいてゲル化する。上述のように、層間の凹凸を埋めるために適したゲル化時間は1秒から1分程度が望ましい。つまり、吐出された高分子溶液がゲル化する前に上から再度吐出すると、ゲルの層の形状が崩れる場合がある。そのため、同一地点に高分子溶液を上から吐出する場合は、下層がゲル化する時間だけ間を空けることが望ましい。検討の結果、同一地点に吐出するための時間間隔は短くとも5秒が望ましい。ただし、装置動作にかかる時間の都合上、上記の時間が必然的に発生する場合がある。この場合は、積層する際に明示的に待ち時間を作らなくてよい。
以上の方法により、ゾル−ゲル転移温度を持つゲルによる鋳型40を作成する。
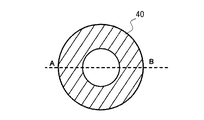
図2は鋳型40の上面図である。図3は鋳型40を図2中のA−Bの線で切り取った断面図であり、この状態では積層による層42間の段差形状は取り除かれており、鋳型40として用いることが出来る。図4は、図3と同様の図であるが、ここでは図3の場合よりも高粘度の高分子溶液を用いて作成した鋳型40の断面図である。
ここで、作成した鋳型40の段差の評価方法について説明する。
作成した鋳型40の段差は、例えば、以下の工程1から4の方法で算出する。即ち、
工程1.作成した鋳型40の側面にガラススケールを当て、鋳型40に対して水平方向からデジタルカメラで写真を撮影する。
工程2.撮影した写真をコンピュータで解析し、鋳型40側面に積層によって生じる段差の凹部の深さの画素数を計測する。
工程3.撮影した写真中のガラススケールの1mmに相当する画素数と、凹部の深さの画素数を比較し、凹部の深さを計算する。
工程4.工程2から3を繰り返して10箇所の凹部の深さを計算し、その平均値を算出する。
吐出時の粘度を400mPa・sに調整したポロキサマー407水溶液を用いて、接触角が110°であるPET基材に対し、空圧ディスペンサ35で内径18mm、外径23mm、高さ17mmの円筒形の鋳型40を積層造形した。
その結果、積層によって生じる層42間の段差の凹部の深さが0.38mmの鋳型40を作成できた。
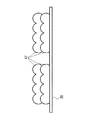
図5は、高分子溶液が濡れ広がらない、接触角が110°であるPET基材上に高分子溶液を吐出して幅1cm、長さ10cmの線Lを描画した様子を示す図である。また、図6は、同じ吐出条件において、高分子溶液が濡れ広がるステージ20の基材上に高分子溶液を吐出して線を描画した様子を示す図である。高分子溶液が濡れ広がる基材として、ここではステンレスを用いた。接触角は40°であった。
高分子溶液を濡れ広がる基材に吐出した場合、高分子溶液は、描画した線Lの形に比例せずに不規則に濡れ広がる。そのため、鋳型40を積層造形しようとした際に、一層目のゲルの層42を形成することができない。そのため、高分子溶液が濡れ広がる基材を用いると鋳型40を形成することはできない。
PET基材およびステンレス基材上で同じ吐出条件で高分子溶液を吐出したところ、PET基材上では1.0mm幅で形成できた線が、ステンレス基材上では、太い部分では幅が3.2mmであった。
(具体例2)
ここでは、吐出時の粘度が1500mPa・sのポロキサマー407水溶液を、前述の400mPa・s時と同様の実験系で内径18mm、外径23mm、高さ17mmの円筒形のゲル積層物を造形した。
その結果、積層によって生じる層42間の段差の凹部の深さが1.5mmのゲル積層物になった。
吐出時の粘度が900mPa・sのポロキサマー407水溶液を、前述の400mPa・s時と同様の実験系で内径18mm、外径23mm、高さ17mmの円筒形のゲル積層物を造形した。
その結果、積層によって生じる層間の段差の凹部の深さが1.2mmの造形物になった。
本出願人の検討によれば、積層によって生じる層42間の段差が成形物に転写されるのを防止するには、高分子溶液の粘度が500mPa・s以下が望ましく、また、その高分子溶液でゲルの層を形成するためには、ステージ20用に高分子溶液が濡れ広がらない基材を選択することが必須条件であることが分かった。
図1に示す積層造形装置1を用いて、ステージ20をPTFE基材にして鋳型40を造形した。
(具体例)
即ち、第1の実施形態と同様の吐出条件、粘度400mPa・sで内径18mm、外径23mm、高さ17mmの円筒形の鋳型40を積層造形した。
その結果、接触角が130°であり、積層によって生じる層間の段差の凹部の深さが0.38mmの鋳型40を作成できた。
また、PTFE基材では、接触角がPETと比べて大きく、1層目の土台を微細に造形することが出来た。
PET基材とPTFE基材において、同じ吐出条件で一本の線を描画したところ、PET基材上で1.0mm幅であり、PTFE基材上では0.91mmであった。
以上より、PTFE基材では1層目の土台を微細に形成できることが分かった。
高分子材料は、低粘度であるほど寸法精度を向上できるが、吐出後に流動しやすく、流動の量が寸法精度に影響する。
吐出された高分子溶液をゲル化するための加熱手段としてステージ20を加熱する場合、下層部と比べて上層部の温度が低くなり易い。そのため積層を続けて積層物(三次元構造物)が高くなった場合、上層部ほど、高分子溶液を吐出してからゲル化するまでの時間が長くなる、つまり1層分積層するための時間が長くなる問題がある。この場合、高分子溶液が流動する量も多くなる。
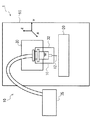
図7は、本発明の第3の実施形態にかかる鋳型の作成方法を実施する積層造形装置1を概略的に示す図である。
本実施形態では、雰囲気をゾル−ゲル転移温度より高い温度環境にする恒温槽50を用いる。
積層造形装置1は、高分子溶液を吐出する液滴吐出機構10、吐出された高分子溶液を着弾させるステージ20、液滴吐出機構10の液滴吐出手段12とステージ20とを相対移動させる駆動部30、吐出前の高分子溶液を冷却する吐出溶液冷却手段32、恒温槽50、などを備える。
恒温槽50は、内部空間の温度を一定に保持する装置である。恒温槽50の設定温度を高分子溶液のゾル−ゲル転移温度以上に設定し、保持する。
ゲルの成形物を形成する手段は第1の実施形態と同様である。
即ち、吐出溶液冷却手段32で冷却された高分子溶液をステージ20上に吐出する。ステージ20及び恒温槽50内の空間温度がゾル−ゲル転移温度より高い温度のため、吐出された高分子溶液がゲル化する。
(具体例)
粘度150mPa・sのポロキサマー407水溶液を用いて、ディスペンサ35でPTFE基材上に内径18mm、外径23mm、高さ17mmの円筒形の鋳型40を積層造形した結果、積層によって生じる層間の段差の凹部の深さが0.27mmの鋳型40を作成できた。
(1)鋳型を、高分子溶液が濡れ広がらないステージ上で形成するため、土台が安定し、鋳型の寸法精度が高くなる。
(2)高分子溶液の粘度が500mPa・s以下であることにより、流動性が高まり、鋳型の平滑性が高まる。
(4)高分子溶液をステージ上に吐出した後、同一地点に上から高分子溶液を吐出するまでの時間間隔を5秒以上空けることにより、下層の高分子溶液がゲル化してから吐出することで、ゲルの層を上方向に積層造形することができる。
(5)恒温槽内部の温度分布が一定な環境で鋳型を積層造形することにより、積層の高さによらず吐出した高分子溶液のゲル化時間が一定になり、形成した鋳型の寸法精度が向上する。
Claims (6)
- ゾル−ゲル転移温度より低い温度でゾル化し、ゾル−ゲル転移温度より高い温度でゲル化するゾル−ゲル転移温度を有する高分子溶液を用い、前記高分子溶液が濡れ広がらない所定の接触角となる基材でできたステージ上で、前記ステージもしくは雰囲気がゾル−ゲル転移温度より高い温度環境下で形成される鋳型の作成方法であって、
ゾル−ゲル転移温度より低い温度に保持した高分子溶液を液滴吐出機構により前記ステージに吐出する工程と、
前記ステージに吐出された前記高分子溶液をゾル−ゲル転移温度より高い温度に維持してゲル化する工程と、
前記液滴吐出機構と前記ステージとを相対移動させて、前記相対移動の軌跡の形状のゲルの層をステージ上に形成する工程と、
前記液滴吐出機構でゲルの層の上にさらに高分子溶液を吐出する工程と、を有し、ゲルを積層造形することを特徴とする鋳型の作成方法。 - 請求項1に記載された鋳型の作成方法において、
前記高分子溶液を前記ステージに吐出する工程において吐出される高分子溶液の粘度は、500mPa・sより小さいことを特徴とする鋳型の作成方法。 - 請求項1に記載された鋳型の作成方法において、
前記基材の表面は、プラスチック、もしくは撥液処理したガラス、撥液処理した金属、及びそれらの組み合わせからなることを特徴とする鋳型の作成方法。 - 請求項1に記載された鋳型の作成方法において、
前記相対移動の軌跡の形状のゲルの層をステージ上に形成する工程において、高分子溶液を前記ステージ上に吐出した後、同一地点に上から高分子溶液を吐出するまでの時間間隔は5秒以上であることを特徴とする鋳型の作成方法。 - 請求項1に記載された鋳型の作成方法において、
前記各工程は、恒温槽の中で行われることを特徴とする鋳型の作成方法。 - 請求項1に記載された鋳型の作成方法において、
前記所定の接触角は、90°以上であることを特徴とする鋳型の作成方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016017539A JP6733194B2 (ja) | 2016-02-01 | 2016-02-01 | 鋳型の作成方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016017539A JP6733194B2 (ja) | 2016-02-01 | 2016-02-01 | 鋳型の作成方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017136708A true JP2017136708A (ja) | 2017-08-10 |
| JP6733194B2 JP6733194B2 (ja) | 2020-07-29 |
Family
ID=59565256
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016017539A Expired - Fee Related JP6733194B2 (ja) | 2016-02-01 | 2016-02-01 | 鋳型の作成方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6733194B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017226207A (ja) * | 2016-06-15 | 2017-12-28 | 株式会社リコー | 鋳型、鋳型形成方法、及び鋳造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003011237A (ja) * | 2001-07-03 | 2003-01-15 | Kuraray Co Ltd | 立体造形物の製造方法 |
| WO2015049834A1 (ja) * | 2013-10-03 | 2015-04-09 | コニカミノルタ株式会社 | 三次元造形装置および三次元造形方法 |
| JP2017136829A (ja) * | 2016-02-01 | 2017-08-10 | 株式会社リコー | 鋳型の作成方法及び鋳型作成装置、並びにモデル材の成型方法 |
-
2016
- 2016-02-01 JP JP2016017539A patent/JP6733194B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003011237A (ja) * | 2001-07-03 | 2003-01-15 | Kuraray Co Ltd | 立体造形物の製造方法 |
| WO2015049834A1 (ja) * | 2013-10-03 | 2015-04-09 | コニカミノルタ株式会社 | 三次元造形装置および三次元造形方法 |
| JP2017136829A (ja) * | 2016-02-01 | 2017-08-10 | 株式会社リコー | 鋳型の作成方法及び鋳型作成装置、並びにモデル材の成型方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017226207A (ja) * | 2016-06-15 | 2017-12-28 | 株式会社リコー | 鋳型、鋳型形成方法、及び鋳造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6733194B2 (ja) | 2020-07-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11097532B2 (en) | Method for making mold, method for molding model material, and mold making apparatus | |
| JP5146010B2 (ja) | セラミックス成形体の製造方法およびこれを用いたセラミックス焼結体の製造方法 | |
| Liu et al. | Compressible air entrapment in high-speed drop impacts on solid surfaces | |
| IL270345B2 (en) | Method and device for casting, especially for metal and / or ceramics | |
| US11097491B1 (en) | Mask-based partition preheating device and partition preheating method thereof | |
| US20200238601A1 (en) | 3d-printed shaped parts made from more than one silicone material | |
| CN104626592B (zh) | 一种立体模型的成型设备及其成型方法 | |
| JP2016104555A (ja) | 選択的ゾーン温度制御ビルドプレート | |
| JP7191959B2 (ja) | 3次元物体を積層製造するための装置 | |
| CN108136670A (zh) | 增材制造产品和工艺 | |
| JP2017522448A (ja) | 選択的焼結による3d印刷のための方法及び装置 | |
| CN108582767A (zh) | 一种无支撑的3d打印方法 | |
| CN107877854A (zh) | 三维造型物制造用组合物和三维造型物的制造方法 | |
| CN107283819B (zh) | 一种面向高分子量硅橡胶的3d打印设备及打印方法 | |
| CN104108131A (zh) | 一种陶瓷材料的3d打印成型方法 | |
| CN103030099B (zh) | 一种制备超疏油表面的气体辅助成形法 | |
| Bayram et al. | Biofabrication of gelatin tissue scaffolds with uniform pore size via microbubble assembly | |
| US20210206104A1 (en) | Build unit for three-dimensional printer | |
| JP2017136708A (ja) | 鋳型の作成方法 | |
| JP6874349B2 (ja) | 鋳型の作成方法及び鋳型作成装置、並びにモデル材の成型方法 | |
| Zhao et al. | Sintering study of polyamide 12 particles for selective laser melting | |
| US20180257270A1 (en) | Mold, method for forming mold, and casting method | |
| Kamble et al. | Sub-zero additive manufacturing: a review of peculiarities and applications of additive manufacturing at temperatures below 0° C | |
| JP6524845B2 (ja) | 立体造形装置 | |
| WO2014167495A1 (en) | Method for producing shaped polymeric microparticles |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190109 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A132 Effective date: 20200128 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200327 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200609 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200622 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6733194 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |