JP2017140669A - スクラップ回収設備、及びスクラップ回収方法 - Google Patents
スクラップ回収設備、及びスクラップ回収方法 Download PDFInfo
- Publication number
- JP2017140669A JP2017140669A JP2016023051A JP2016023051A JP2017140669A JP 2017140669 A JP2017140669 A JP 2017140669A JP 2016023051 A JP2016023051 A JP 2016023051A JP 2016023051 A JP2016023051 A JP 2016023051A JP 2017140669 A JP2017140669 A JP 2017140669A
- Authority
- JP
- Japan
- Prior art keywords
- scrap
- stopper
- contact
- inclined surface
- chute
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Accessories And Tools For Shearing Machines (AREA)
Abstract
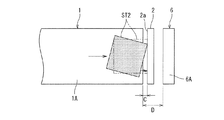
【解決手段】スクラップ回収設備は、スクラップSTが滑り落ちる傾斜面1Aを有するシュート1と、上方が開口しシュート1の下部から落下したスクラップSTを収容可能な回収ボックス7と、シュート1の下端部側において傾斜面1Aの幅方向に沿って延在する当接面2aを有し且つ当接面2aが傾斜面1Aに沿って滑り落ちてきたスクラップSTと当接可能な位置に配置されたストッパー2と、当接面2aへのスクラップSTの当接を検出する当接検出部4と、当接検出部4がスクラップSTの当接を検出すると、予め設定した設定時間経過後に、ストッパー2をスクラップSTと接触しない退避位置Yに退避させる退避処理部5と、を備える。
【選択図】 図1
Description
ここで、特許文献1では、シュート下部の下方に配置された搬送用コンベアにスクラップを落下させて回収する場合を例示している。しかしながら、回収したスクラップを処理する処理設備が遠い場合、一般には、シュート上を一気に滑り落ちてきたスクラップは、シュート下部の下方に備え付けられた回収ボックス内に落下することで回収される。
そして、現在の回収ボックスが容積的に一杯になると、別の空の回収ボックスに天井クレーンなどを利用して交換される。
しかし、回収ボックスが1個しかない設備構成では、回収ボックスを交換する度に設備を停止する必要があるため、いかに効率よくスクラップを回収ボックスに投入して、交換回数を減らすかが重要となる。また2個以上の回収ボックスを交換して使用する場合であっても、回収ボックスの交換作業、及び回収ボックスの移動作業の回数は減らしたい。
なお、回収した鋼製などのスクラップは、溶かして使用されるため、再使用という観点からは、スクラップを長さに応じて区分して回収する必要は無い。
特に、切り幅の小さい短尺のスクラップは、ストッパーによって、長辺側がスクラップの当接面に沿った状態、即ち、傾斜面の幅方向に長辺方向が沿うような状態で、回収ボックスに落下し易くなって、短尺のスクラップが倒立状態で回収ボックスに投入されることを大幅に減少出来る。
本実施形態では、金属ストリップとして、冷間圧延等の加工の前に、鋼帯の長手方向端面を揃えるために、シャーによって鋼帯の端部を幅方向に沿って切断することで発生するスクラップを、回収対象とする場合を例に説明する。ちなみに、切断してスクラップが発生する鋼帯の端部は、先端部でも尾端部でも構わない。冷間圧延では、例えば先行材の尾端部と後行材の先端部を接合するために、鋼帯の端部の揃えるために切断される。
<構成>
本実施形態のスクラップ回収設備は、図1に示すように、シュート1、ストッパー2、駆動部3、当接検出部4、退避処理部5、固定ガイド6、及び回収ボックス7を備える。
シャー10で切断することで生成されたスクラップSTが、そのシュート1の傾斜面1Aの上部に乗り、スクラップSTは、傾斜面1Aに沿って回収ボックス7側に滑り落ちるようになっている。
本実施形態のストッパー2は、傾斜面1Aの下端に対向して配置されている。
ストッパー2の上部は、横方向(傾斜面1Aの幅方向と平行な方向)に軸を向けた回転軸Pに固定されていて、ストッパー2はその回転軸Pを中心に、つまりストッパー2の上部側を中心に上下に回転変位可能となっている。例えば、ストッパー2は、傾斜面1Aと対向する閉止位置Xと、その閉止位置Xから傾斜面1Aから離れる方向に80度など回転変位した退避位置Yとの間を上下に正逆回転可能になっていればよい。
当接検出部4は、スクラップSTがストッパー2の当接面2aに当接(衝突)したことを検知する。当接検出部4は、スクラップSTがストッパー2に衝突した際に回転軸Pに入力される軸力によって検出しても良いし、シャー10で切断されてからの経過時間によって検知する構成でも良いし、カメラで撮像した画像に基づき判定しても良い。
退避処理部5は、当接検出部4の検知に基づき、スクラップSTがストッパー2に衝突したと判定すると、それから予め設定した時間(例えば3秒)以上経過したか判定し、経過したと判定した場合に、駆動部3を介して、ストッパー2を退避位置Yに回転変位させる。
固定ガイド6は、シュート1の下端部よりも斜め下方位置にオフセットした位置に配置されている。すなわち、固定ガイド6は、傾斜面1Aの下端から、当該傾斜面1Aの傾斜方向に沿って所定間隔Dを開けた位置に設置されている。但し、傾斜面1Aを傾斜方向に延在した仮想面よりも少しだけ下方にオフセットして、確実に長尺のスクラップST2が乗り移れるようにしている。固定ガイド6の上面(滑り面6Aとも呼ぶ)も、上記の傾斜面1Aと同方向に傾斜している。
傾斜面1Aと固定ガイド6との間の隙間Dの距離は、短尺のスクラップST1における最大値の半分に、余裕代分を加算した距離とする。
短尺のスクラップST1と長尺のスクラップST2の区分は特に規定があるわけでは無いが、例えば、例えば、カット幅が300mm以下を短尺とする。若しくは鋼帯Sの板幅の1/3以下を短尺とする。カット幅が300mm以下とは、スクラップの短辺が300mm以下の長方形形状の板材を指す。短辺が短いほど、倒立して落下した場合に倒立状態で回収ボックス7に回収され易くなる。
回収ボックス7は、上面が開放した容器であって、シュート1と固定ガイド6との間の隙間Dから自由落下した短尺のスクラップST1及び、固定ガイド6の滑り面6Aを滑ってから自由落下する長尺のスクラップST2の両方を回収可能な位置に配置されている。
図1のように、シャー10の下刃が上昇して鋼帯Sの端部を持ち上げ、続けて端部を切断すると、その切断された切断片が、スクラップSTとしてシュート1の傾斜面1A上に落下する。符号11は、鋼帯Sを搬送するテーブルローラを示す。
シュート1に落下したスクラップSTは、シュート1の傾斜面1Aに沿って下方に滑り落ちる。滑走速度は、その傾斜面1Aの傾斜角度や傾斜面1Aの長さなどによって異なる。
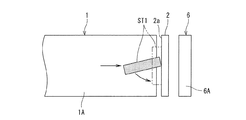
そして、傾斜面1Aの下端まで滑り落ちてきたスクラップSTを、そのまま回収ボックス7に向けて自由落下させることで回収ボックス7に回収した場合には、図2に示すように、回収ボックス7内に、短尺のスクラップST1と長尺のスクラップST2とが混在した状態で、且つ各スクラップSTがランダムな姿勢で積み上がる。
長尺の場合には、鋼帯Sの幅を一辺とした正方形形状に近い矩形形状や、もう一方の辺が鋼帯Sの幅に近い長方形形状の矩形形状となっているため、仮に倒立して回収ボックス7に落下しても、それまでに落下したスクラップの隙間Dに突き刺さって立設した状態になりにくいが、それでもランダムに落下することで、無駄な空間が出来やすい。これに対し、本実施形態では、図3のように、斜めの姿勢でストッパー2に当接すると、その当接した位置を中心にしてスクラップSTの姿勢が変更され、スクラップSTの一辺がストッパー2に当接した状態に姿勢調整される(一点鎖線の姿勢)。即ち、ストッパー2によってスクラップSTの端面位置が一旦揃い易くなる。このとき、長辺側がストッパー2の当接面2aに沿うように端面調整する傾向がある。
ここで、傾斜面1A下側でのスクラップSTの滑走速度によって、スクラップSTの姿勢が安定するまでの時間は異なる。
このとき、短尺のスクラップST1は、短辺を横に向けた状態で移動することから、重心位置がシュート1と固定ガイド6との隙間Dに位置すれば、当該隙間Dから自由落下することになる。
このとき、ストッパー2の移動速度をゆっくり退避方向に移動させることで、その移動に伴い移動する短尺のスクラップST1は、慣性力が小さい状態で、上記の隙間Dから落下して、回収ボックス7の手前側に集中して回収される事になる。このときも短尺の向きが揃った状態で回収ボックス7に回収されることになる。
特に本実施形態では、カット幅に応じて、2種類のスクラップSTに分別して、各スクラップSTの落下位置をわけることで、更に、不要な空隙ができることが回避されて、より多くのスクラップSTを一つの回収ボックス7に回収可能となる。
また、短尺のスクラップST1用の回収ボックス7と、長尺のスクラップST2用の回収ボックス7を別のボックスとしても良い。
隙間D=(300/2)+α=150mm+α
α:余裕代(例えば、10〜20mm)
またシュート1下端と閉止状態のストッパー2との間に間隙Cがあっても良い。間隙Cは例えば100mm以下とする。
この場合、ストッパー2が閉止状態であっても、カット幅がC以下の短尺のスクラップST1が、ストッパー2が閉止状態であっても、シュート1と固定ガイド6との間の間隙Cから落下するが、この場合であっても、長辺方向をストッパー2の面に沿った方向に向いてから落下しやすくなる。間隙Cは、スクラップの最小カット幅以下が好ましい。
ここで、上記実施形態では、固定ガイド6を有する場合を例示しているがこれに限定されない。この場合には、短尺のスクラップST1と長尺のスクラップST2が混在して回収ボックス7に回収されることになるが、スクラップSTの辺が同方向に揃った状態で回収されやすくなるので、従来よりも、多くの容量を一つの回収ボックス7に回収可能となる。
2 ストッパー
2a 当接面
3 駆動部
4 当接検出部
5 退避処理部
6 固定ガイド
6A 滑り面
7 回収ボックス
10 シャー
20 ゲート
C 間隙
D 隙間
P 回転軸
S 鋼帯
ST スクラップ
ST1 短尺のスクラップ
ST2 長尺のスクラップ
X 閉止位置
Y 退避位置
Claims (4)
- 金属ストリップの端部を切断することで発生したスクラップを回収する装置であって、
上記スクラップが滑り落ちる傾斜面を有するシュートと、
上方が開口し、上記シュートの下部から落下したスクラップを収容可能な回収ボックスと、
上記シュートの下端部側において上記傾斜面の幅方向に沿って延在する当接面を有し、上記当接面が、上記傾斜面に沿って滑り落ちてきたスクラップと当接可能な位置に配置されたストッパーと、
上記当接面への上記スクラップの当接を検出する当接検出部と、
上記当接検出部が上記スクラップの当接を検出すると、予め設定した設定時間経過後に、上記ストッパーを上記スクラップと接触しない退避位置に退避させる退避処理部と、
を備えることを特徴とするスクラップ回収設備。 - 上記ストッパーの当接面は、上記シュートの下端と上記傾斜面の傾斜方向で対向し、上記当接面の下端は、上記傾斜面よりも下方に位置し、更に、上記ストッパーは、上部位置を中心に上下に回転変位可能に支持され、
上記退避処理部は、上記スクラップと当接可能な位置にある上記ストッパーを、上記シュートの下端部から離れる方向に回転変位させることで上記退避位置に向けて移動させることを特徴とする請求項1に記載したスクラップ回収設備。 - 上記傾斜面の傾斜方向の下端に対し、上記傾斜方向に沿った方向に所定間隔を開けて配置された固定ガイドを備えることを特徴とする請求項1又は請求項2に記載したスクラップ回収設備。
- 金属ストリップの端部を切断することで発生したスクラップの回収方法であって、
上記スクラップを滑り落ちる傾斜面を有するシュートと、上記シュートの下部から落下したスクラップを収容する回収ボックスと、を有し、
上記傾斜面に沿って移動してきたスクラップをシュートの下端部にてストッパーで一時的に止めて当該スクラップの姿勢を揃えた後に、当該スクラップを回収ボックスに向けて落下させることを特徴とするスクラップ回収方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016023051A JP6402729B2 (ja) | 2016-02-09 | 2016-02-09 | スクラップ回収設備 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016023051A JP6402729B2 (ja) | 2016-02-09 | 2016-02-09 | スクラップ回収設備 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017140669A true JP2017140669A (ja) | 2017-08-17 |
| JP6402729B2 JP6402729B2 (ja) | 2018-10-10 |
Family
ID=59626992
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016023051A Expired - Fee Related JP6402729B2 (ja) | 2016-02-09 | 2016-02-09 | スクラップ回収設備 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6402729B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019126873A (ja) * | 2018-01-24 | 2019-08-01 | 住友金属鉱山株式会社 | 切断機、排出支援装置、及びそれらによる切断方法 |
| JP2021171866A (ja) * | 2020-04-23 | 2021-11-01 | Jfeスチール株式会社 | 切断板回収装置及び切断板回収方法 |
| CN116197122A (zh) * | 2023-03-16 | 2023-06-02 | 杭州书微信息科技有限公司 | 一种废烟回收装置 |
| JP7732133B1 (ja) * | 2024-06-19 | 2025-09-02 | Jfeスチール株式会社 | スクラップ搬送装置及びスクラップ搬送方法 |
| WO2025263011A1 (ja) * | 2024-06-19 | 2025-12-26 | Jfeスチール株式会社 | スクラップ搬送装置及びスクラップ搬送方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5336586U (ja) * | 1976-09-03 | 1978-03-31 | ||
| JPS614615A (ja) * | 1984-06-14 | 1986-01-10 | Ishikawajima Harima Heavy Ind Co Ltd | フライングクロツプシヤ−のクロツプ処理装置 |
| JPS61141016U (ja) * | 1985-02-21 | 1986-09-01 | ||
| EP0497182A1 (en) * | 1991-01-28 | 1992-08-05 | DANIELI & C. OFFICINE MECCANICHE S.p.A. | Machine to shear the leading end and take samples from coils of strip |
| JP2007021554A (ja) * | 2005-07-20 | 2007-02-01 | Nippon Steel Corp | クロップ排出装置 |
| JP2012111002A (ja) * | 2010-11-25 | 2012-06-14 | Jfe Steel Corp | 鋼帯切断片のスクラップ処理方法および鋼帯切断片スクラップ処理装置 |
| JP2015054356A (ja) * | 2013-09-10 | 2015-03-23 | Jfeスチール株式会社 | 鋼帯切断片移送シュート及び鋼帯切断片の移送方法 |
-
2016
- 2016-02-09 JP JP2016023051A patent/JP6402729B2/ja not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5336586U (ja) * | 1976-09-03 | 1978-03-31 | ||
| JPS614615A (ja) * | 1984-06-14 | 1986-01-10 | Ishikawajima Harima Heavy Ind Co Ltd | フライングクロツプシヤ−のクロツプ処理装置 |
| JPS61141016U (ja) * | 1985-02-21 | 1986-09-01 | ||
| EP0497182A1 (en) * | 1991-01-28 | 1992-08-05 | DANIELI & C. OFFICINE MECCANICHE S.p.A. | Machine to shear the leading end and take samples from coils of strip |
| JP2007021554A (ja) * | 2005-07-20 | 2007-02-01 | Nippon Steel Corp | クロップ排出装置 |
| JP2012111002A (ja) * | 2010-11-25 | 2012-06-14 | Jfe Steel Corp | 鋼帯切断片のスクラップ処理方法および鋼帯切断片スクラップ処理装置 |
| JP2015054356A (ja) * | 2013-09-10 | 2015-03-23 | Jfeスチール株式会社 | 鋼帯切断片移送シュート及び鋼帯切断片の移送方法 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019126873A (ja) * | 2018-01-24 | 2019-08-01 | 住友金属鉱山株式会社 | 切断機、排出支援装置、及びそれらによる切断方法 |
| JP7183542B2 (ja) | 2018-01-24 | 2022-12-06 | 住友金属鉱山株式会社 | 切断機、排出支援装置、及びそれらによる切断方法 |
| JP2021171866A (ja) * | 2020-04-23 | 2021-11-01 | Jfeスチール株式会社 | 切断板回収装置及び切断板回収方法 |
| JP7276237B2 (ja) | 2020-04-23 | 2023-05-18 | Jfeスチール株式会社 | 切断板回収装置及び切断板回収方法 |
| CN116197122A (zh) * | 2023-03-16 | 2023-06-02 | 杭州书微信息科技有限公司 | 一种废烟回收装置 |
| JP7732133B1 (ja) * | 2024-06-19 | 2025-09-02 | Jfeスチール株式会社 | スクラップ搬送装置及びスクラップ搬送方法 |
| WO2025263011A1 (ja) * | 2024-06-19 | 2025-12-26 | Jfeスチール株式会社 | スクラップ搬送装置及びスクラップ搬送方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6402729B2 (ja) | 2018-10-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6402729B2 (ja) | スクラップ回収設備 | |
| JP5027068B2 (ja) | ワーク部分を支持位置から搬出位置もたらすための工作機械およびその方法 | |
| CN105829008A (zh) | 用于分离加工板状工件的机器 | |
| CN103274194A (zh) | 一种自动调整烟箱姿态的输送装置 | |
| CN105710244B (zh) | 一种双冲压机旋转式自动送料机构 | |
| CN105710249B (zh) | 一种冲压机旋转式自动送料机构 | |
| CN104801980B (zh) | 一种金属板材横切生产线 | |
| WO2016110107A1 (zh) | 一种卡片单张分离装置及卡片分发设备 | |
| JP6810998B2 (ja) | 円柱形鋼片回転保持装置及びそれを用いた円柱形鋼片バリ取りシステム | |
| CN203246846U (zh) | 一种自动调整烟箱姿态的输送装置 | |
| US2621805A (en) | Bar manipulator mechanism | |
| CN115557211A (zh) | 一种分头棒料自动中转装置 | |
| CN209223809U (zh) | 一种自动上料的磨床 | |
| CN114890098B (zh) | 一种以无动力辊道为缓冲隔料料仓的自动送料搬运装置 | |
| CN216421435U (zh) | 下料分拣装置及激光切割机 | |
| CN104897072A (zh) | 一种基于图像判别的万向节保持架兜孔检测装置及方法 | |
| CN110815305B (zh) | 一种图形切割装置 | |
| JP4446533B2 (ja) | 製品取出装置 | |
| CN102608027A (zh) | 圆柱电池底部点焊检测装置及检测方法 | |
| CN106938760A (zh) | 一种置于切管机之后的排气管输送装置 | |
| CN105855982B (zh) | 一种基于剪板机的自动翻倒机构 | |
| CN220461387U (zh) | 一种用于电子产品检测的传送装置 | |
| CN219408256U (zh) | 一种旋转挡料装置 | |
| CN120827942A (zh) | 球磨钢球自动加球系统及方法 | |
| CN213054889U (zh) | 一种电极自动检测抓取装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170922 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180613 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180703 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180801 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180814 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180827 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6402729 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |